Область техники, к которой относится изобретение
Настоящее изобретение относится, в основном, к устройствам формования и, в частности, но не исключительно, к пресс-форме для формования под давлением устройства формования, сконструированного для производства преформ.
Уровень техники
В патентах США №5736173 и №6569370 раскрывается пресс-форма для формования преформ под давлением, включающая съемник, который несет на своей верхней поверхности износостойкую накладку. Противоположно расположенные направляющие штанги, со смонтированными на них горловыми кольцами, подвижно поддерживаются износостойкой накладкой.
В патенте США №6450797 раскрывается устройство формования, включающее пару вставок направляющих штанг, которые подвижны в поперечном направлении в зацеплении и вне зацепления с другими деталями пресс-формы.
В патенте США №6799962 раскрывается устройство съемника для машины формования под давлением. Устройство содержит пару направляющих штанг: первую направляющую штангу и вторую направляющую штангу. Трансмиссионные средства функционально соединены с первой направляющей штангой и второй направляющей штангой для преобразования перемещения первой направляющей штанги в одном направлении в перемещение второй направляющей штанги в противоположном направлении.
На фиг.1 показан вид в сечении части пресс-формы для формования под давлением в соответствии с патентом США №6569370. Обычно пресс-форма, как показано, включает станину 16 пресс-формы, содержащую опорную плиту 3, съемник 17 и кассету пресс-формы 10, имеющую стопку 1 вставок пресс-формы в ней. На фиг.1 показана пресс-форма в положении закрытой пресс-формы, готовой к инжекции пластического материала в пресс-форму. Стопка 1 включает литейный стержень 2, установленный в опорной плите 3, и удерживаемый в ней стопорным кольцом 4 и болтами 5. Литейный стержень 2 содержит охлаждающую трубку 6 для передачи охлаждающей жидкости от источника в опорной плите 3 с целью отвода тепла от инжектированного материала в полости 7 пресс-формы и отверждения формованной детали в полости 7 пресс-формы. Стопка 1 содержит набор взаимодействующих вставок пресс-формы, включающий вставку-полость 8 и примыкающую вставку литника 9, которая удерживается в кассете 10 пресс-формы фланцем 11 кассеты и болтами (не показаны). Охлаждающие каналы 12 передают охлаждающую жидкость от источника через вставку-полость 8 и вставку литника 9 для отвода тепла от инжектированного материала. Станина 16 пресс-формы также включает пару направляющих штанг 15А и 15В, которые подвижно поддерживаются на износостойкой прокладке 19, которая сама смонтирована на съемнике 17. Направляющие штанги 15А и 15В сформированы для переноса пары горловых колец 13 и 14 стопки 1 пресс-формы между положением в пресс-форме и положением вне пресс-формы. Износостойкая накладка 19 является жертвенным материалом и уменьшает износ между направляющими штангами 15А и 15В и съемником 17, в то время как горловые кольца 13 и 14 перемещаются в сторону направляющими штангами 15А и 15В, чтобы освободить формованную деталь из полости 7 пресс-формы. Охлаждающие каналы 18 передают охлаждающую жидкость от источника хладагента через горловые кольца 13 и 14 для отвода тепла от инжектированного материала. Расплавленный материал подается в полость пресс-формы через горячеканальное сопло, горячеканальный коллектор и горячеканальные стопки.
На фиг.2 показан частичный вид в перспективе известного варианта направляющей штанги и известного варианта устройства съемника, которые могут быть использованы со стопкой 1, показанной на рис.1. В этом устройстве направляющие штанги 21А и 21В связаны с пресс-формой соединительной конструкцией 61, которая включает соединительные балки 22А и 22В, соответственно, и пару прижимных планок 23А и 23В, присоединенных болтами к съемнику 25 для подвижного размещения соединительных балок 22А и 22В в направляющей, которая, предпочтительно, предусмотрена в виде паза 26, сформированного в съемнике 25. Соединительные балки 22А и 22В перемещаются вдоль паза 26 съемника для того, чтобы привести в действие направляющие штанги 21А и 21В между положениями в пресс-форме и вне пресс-формы, чтобы открыть и закрыть горловые кольца в пресс-форме. С целью пояснения показана одна пара горловых колец 20А и 20В. Износостойкие накладки 27, 28 расположены между направляющими штангами 21А и 21В и съемником 25 для уменьшения трения направляющих штанг 21А и 21В и съемника 25. Так как износостойкие накладки 27, 28 изнашиваются, усилие зажима через них не может быть приложено надежно и вместо этого передается по стопке пресс-формы. Когда усилие зажима А (см. фиг.1), действующее через стопку пресс-формы, становится настолько большим, что оно может начать изнашивать элементы стопки, появляется необходимость добавить ограничители 29 усилия зажима (показанные на фиг.1) вне ближайшей области полостей пресс-формы, чтобы принять избыточное усилие зажима.
В известном техническом решении, как показано на фиг.2, прижимные планки 23А и 23В присоединены к съемнику 25 для удержания соединительных балок 22А и 22В в пазу 26. Прижимные планки 23А и 23В изготовлены из жесткого материала такого, как прессованный прутковый материал из алюминиевой бронзы, продаваемый под зарегистрированным товарным знаком "Ampco 18" компании Ampco Metal S.A. Corp.of Switzerland (т.е. модуль Юнга около 117 ГПа). Когда соединительные балки 22А и 22В перемещаются в пазу 26, соответствующее перемещение связанных с ними направляющих штанг 21А и 21В между положениями в пресс-форме и вне пресс-формы, заставляет горловые кольца 20А и 20В, соответственно, перемещаться между открытым и закрытым положениями. Соединительные балки 22А и 22В перемещаются вдоль паза кулачковым устройством, не показано, или любыми другими подходящими средствами, которые могут быть очевидны для специалистов в данной области техники. Износостойкие накладки 27, 28 между направляющими штангами 21А и 21В и съемником 25 отделяют съемник 25 от направляющих штанг 21А и 21В, чтобы предотвратить износ сопрягаемых поверхностей направляющих штанг 21А и 21В съемника 25. Однако наличие этих износостойких накладок 27, 28 не обеспечивает надежного приложения усилия зажима между направляющими штангами 21А и 21В и съемником 25, так как, со временем, износостойкие накладки изнашиваются.
Раскрытие изобретения
Осуществление настоящего изобретения уменьшает вышеупомянутые проблемы, по меньшей мере, частично.
В соответствии с первым аспектом настоящего изобретения предложена пресс-форма для формования под давлением, включающая станину, имеющую сопрягаемую поверхность, направляющий элемент, имеющий стыкующуюся сопрягаемую поверхность, и соединительную конструкцию, подвижно связывающую направляющий элемент со станиной пресс-формы для его перемещения между положением вне пресс-формы и положением в пресс-форме. Соединительная конструкция, кроме того, сформирована таким образом, чтобы поддерживать зазор между сопрягаемыми поверхностями в пределах, по меньшей мере, одного участка перемещения направляющего элемента между положением вне пресс-формы и положением в пресс-форме, вследствие чего, уменьшен износ сопрягаемых поверхностей.
Технический результат настоящего изобретения состоит в уменьшении износа направляющего элемента и станины пресс-формы.
Краткое описание чертежей
Лучшее понимание типичных примеров осуществления настоящего изобретения (включая их альтернативы и/или вариации) может быть достигнуто со ссылкой на подробное описание примеров осуществления настоящего изобретения, наряду с приложенными чертежами, на которых:
на фиг.1 показан вид в сечении известного варианта стопки в известном варианте пресс-формы для формования преформы под давлением;
на фиг.2 показан частичный вид в перспективе известного варианта направляющей штанги и известного варианта устройства съемника;
на фиг.3 показан вид в сечении пресс-формы в соответствии с первым вариантом осуществления изобретения в положении закрытой пресс-формы;
на фиг.4 показан вид в сечении пресс-формы фиг.3 в положении открытой пресс-формы;
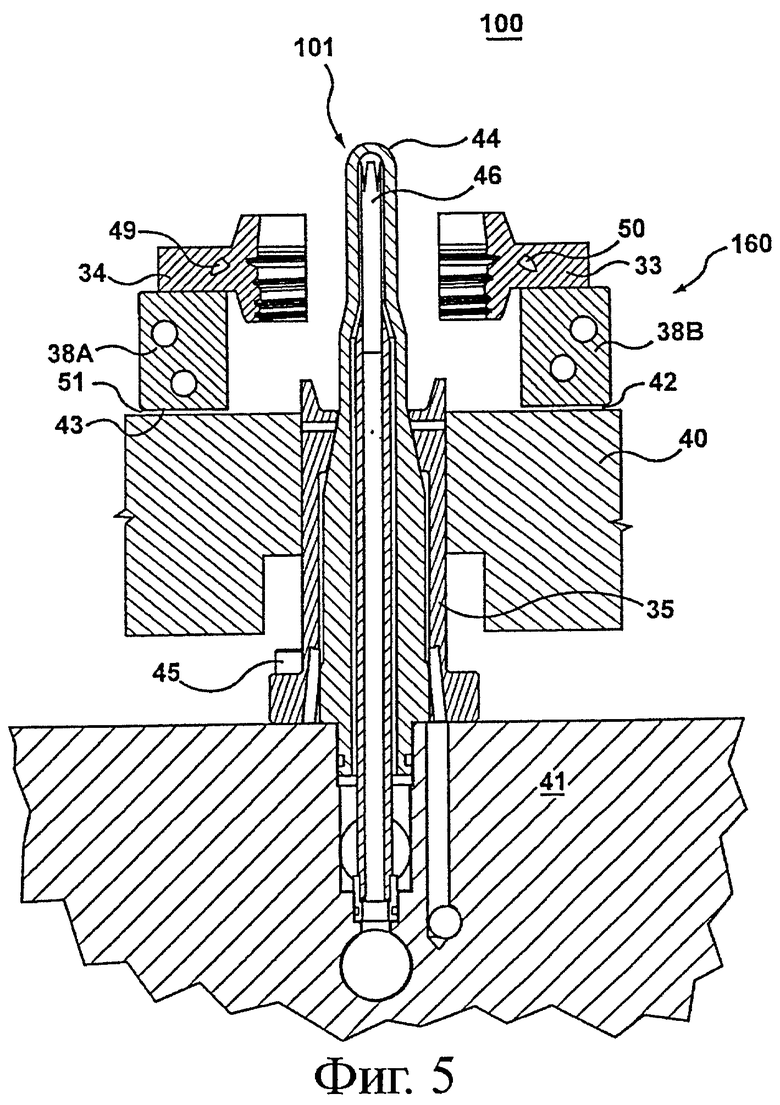
на фиг.5 показан вид в сечении пресс-формы фиг.3 при полностью отрытой пресс-форме с раздвинутыми горловыми кольцами;
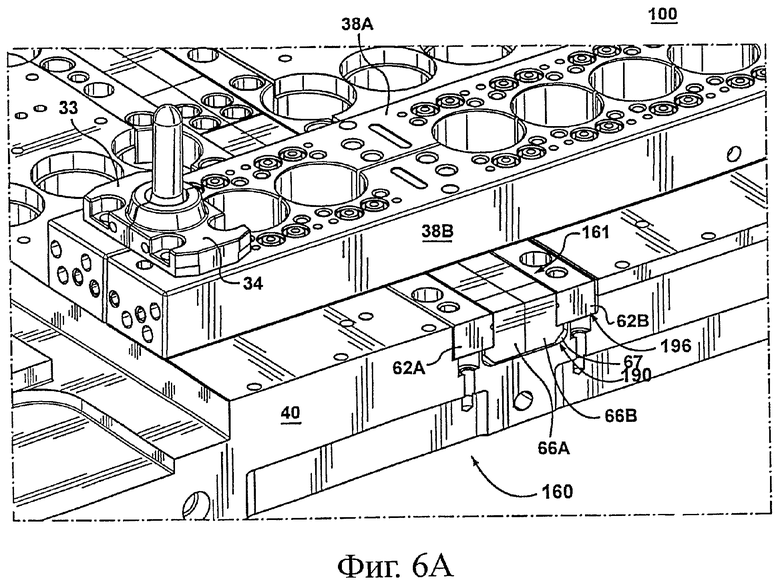
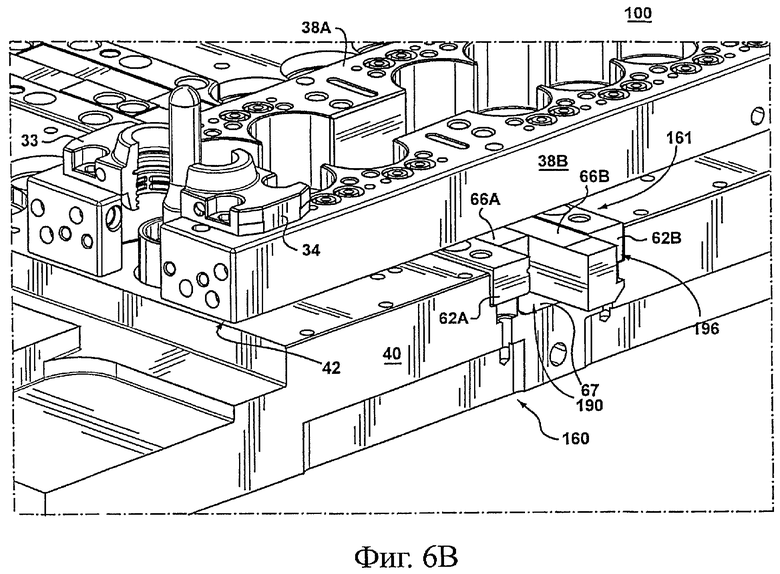
на фиг.6А и 6В показаны частичные виды в перспективе пресс-формы рис.3;
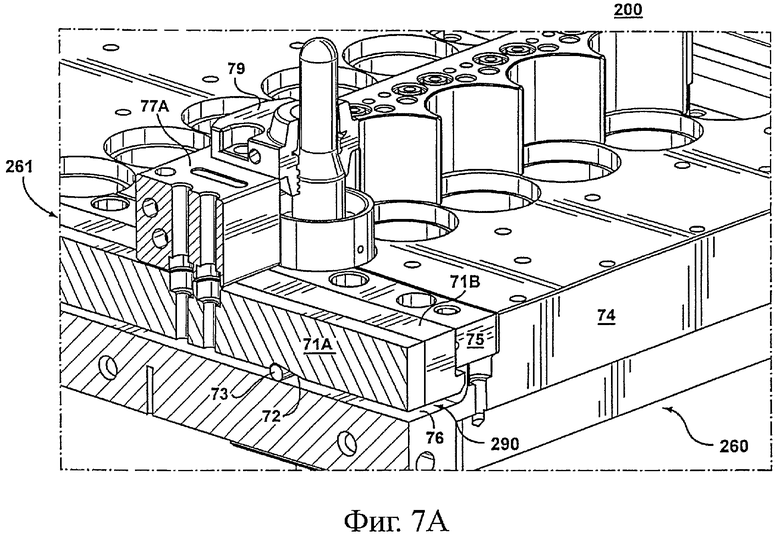
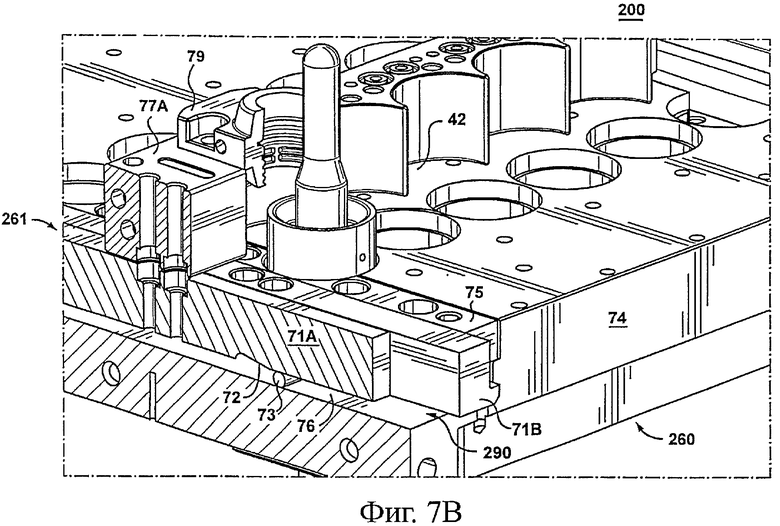
на фиг.7А и 7В показаны частичные виды в перспективе пресс-формы в соответствии со вторым вариантом осуществления изобретения;
на фиг.8 показан частичный вид в перспективе пресс-формы в соответствии с третьим вариантом осуществления изобретения;
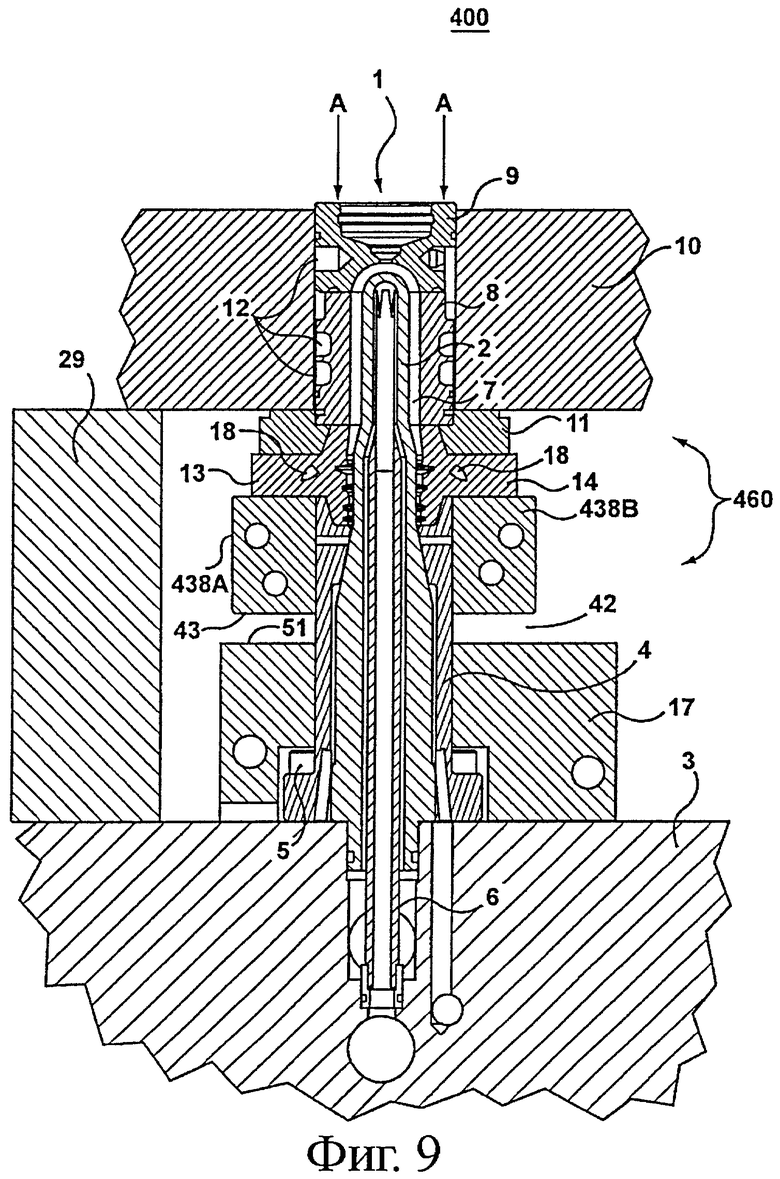
на фиг.9 показан частичный вид в перспективе пресс-формы в соответствии с четвертым вариантом осуществления изобретения;
на фиг.10 показан частичный вид в перспективе пресс-формы в соответствии с пятым вариантом осуществления изобретения;
на фиг.11 показан частичный вид в перспективе устройства съемника пресс-формы в соответствии с шестым вариантом осуществления изобретения;
на фиг.12 показан частичный вид в перспективе соединительной конструкции устройства съемника фиг.11;
на фиг.13 показан частичный вид в перспективе прижимной планки соединительной конструкции фиг.12;
на фиг.14 показан вид в разрезе устройства съемника фиг.11 по линии А-А;
на фиг.15 показан вид в разрезе устройства съемника фиг.11 по линии В-В.
Чертежи нет необходимости масштабировать, и иногда они иллюстрируются линиями воображаемого контура, схематическими изображениями и местными видами. В определенных случаях могут быть исключены детали, которые не являются необходимыми для понимания вариантов осуществления изобретения или которые затрудняют восприятие других деталей.
Осуществление изобретения
На фиг.3, 4 и 5 демонстрируются предпочтительные рабочие положения пресс-формы 100, конфигурированной в соответствии с первым вариантом осуществления изобретения (который является предпочтительным вариантом).
На фиг.3 показана пресс-форма в закрытом положении, подготовленная для инжекции пластического материала в пресс-форму. Пресс-форма включает станину 160 пресс-формы, содержащую формовочную стопку 101. Станина 160 пресс-формы включает опорную плиту 41, съемник 40 и кассету пресс-формы 36. Стопка 101 включает литейный стержень 44, установленный в опорной плите 41 и удерживаемый в ней стопорным кольцом 35 и болтами 45. Литейный стержень 44 содержит охлаждающую трубку 46 для передачи охлаждающей жидкости от источника в литейный стержень 44 для отвода тепла от материала, инжектированного в полость 47 пресс-формы и отверждения формованной детали в полости 47 пресс-формы. Стопка 101 включает вставку-полость 32 и примыкающую вставку 31 литника, которая удерживается в кассете 36 пресс-формы фланцем 37 кассеты и болтами (не показаны). Охлаждающие каналы 48 передают охлаждающую жидкость от источника через вставку-полость 32 и вставку 31 литника для отвода тепла от инжектированного материала. Стопка 101 включает пару вставок пресс-формы, таких как горловые кольца 34 и 33, описанные выше, которые установлены на направляющих штангах 38А и 38В, упомянутых на фиг.6А, и поддерживаются съемником 40, когда пресс-форма находится в закрытом и зажатом положении, показанном на фиг.3. Охлаждающие каналы 49 и 50 передают охлаждающую жидкость от источника через горловые кольца 33 и 34 для отвода тепла от инжектированного материала.
На фиг.3 показана стопка 101 в закрытом положении. В этом положении усилие зажима может быть приложено через стопку 101 посредством вставки 31 литника, вставки-полости 32, горловых колец 33 и 34 и стопорного кольца 35 и посредством кассеты 36 пресс-формы, фланца 37 кассеты, горловых колец 33 и 34 и стопорного кольца 35. Кроме того, так как сопрягаемая поверхность 43 направляющих штанг 38А и 38В находится в плотном контакте с сопрягаемой поверхностью 51 съемника 40, также усилие зажима может быть приложено через горловые кольца 33 и 34 к направляющим штангам 38А и 38В и к съемнику 40. Так как направляющие штанги 38А и 38В находятся в плотном контакте со съемником 40, усилие зажима, приложенное через направляющие штанги 38А и 38В, прилагается к съемнику 40 и опорной плите 41, чтобы способствовать удержанию пресс-формы в закрытом положении при инжекции.
В известной конструкции, где износостойкая накладка отделяет направляющую штангу от съемника, любое усилие зажима, приложенное посредством направляющих штанг, не может быть передано надежно через съемник в опорную плиту, так как износ износостойкой накладки, со временем, приводит к увеличению составляющей усилия зажима, направленной через стопку.
На фиг.4 показана стопка в частично открытом положении без приложения усилия зажима. Тогда направляющие штанги 38А и 38В отделены от съемника 40 небольшим зазором 42. Способ, при котором этот зазор 42 может быть достигнут, будет проиллюстрирован и описан со ссылкой на три примера осуществления изобретения, показанные на фиг.6А, 6В, 7А, 7В и 8. Несомненно, специалисты в данной области могут на основе вышеизложенных вариантов изобретения предложить другие подходящие варианты.
На фиг.5 показана стопка 101 в полностью открытом положении для высвобождения преформы, не показанной, от полости 47 пресс-формы. Как показано на фиг.5, направляющие штанги 38А и 38В переместили назад горловые кольца 33 и 34, в то же время оставаясь вне контакта со съемником 40.
Принимая во внимание вышеизложенное и показанное на фиг.3, 4 и 5, износостойкая накладка 19 и компенсатор 29 усилия зажима, показанные на фиг.1, теперь, предпочтительно, не включены.
Пресс-форма функционирует одинаковым базовым способом, как и аналогичные известные варианты пресс-форм. Функционирование этих пресс-форм очевидно для специалистов в области формования под давлением. Следовательно, описание фактической работы пресс-формы не является необходимым для полного понимания примеров осуществления изобретения и поэтому здесь приведено не будет. Осуществление вариантов изобретения будет полностью понятно из иллюстрации и описания трех отдельных вариантов осуществления изобретения, показанных на фиг.6А, 6В, 7А, 7В и 8, и полностью раскрытых ниже.
Зазор между съемником 40 и направляющими штангами 38А и 38В был преувеличен для пояснения. Зазор в периоды без приложения усилия зажима может, фактически, достигать нуля и необходимо только, чтобы его ширина была достаточной, гарантирующей отсутствие контакта направляющих штанг 38А и 38В со съемником 40 при любом заметном усилии, степень которого исключает существенный износ в процессе их перемещения.
Фиг.6А, 6В, 7А, 7В и 8 демонстрируют три примера осуществления изобретения, показывая, как направляющие штанги 38А и 38В и съемник 40 могут удерживаться в контакте во время инжекции и не быть в контакте при открытии пресс-формы.
В устройстве, аналогичном известному варианту пресс-формы, согласно фиг.1, на фиг.6А и 6В показан первый пример осуществления пресс-формы 100, как включающей соединительную конструкцию 161, подвижно связывающую пару направляющих штанг 38А и 38В со съемником 40 станины 160 пресс-формы. Соединительная конструкция 161 включает пару соединительных балок 66А и 66В, подвижно смонтированных в направляющей, которая ограничена в станине 160 пресс-формы пазом 67, сформированным в съемнике 40, и парой прижимных планок 62А и 62В, которые связаны с ними. Прижимные планки 62А и 62В, предпочтительно, изготовлены из упругого материала такого, как блок-сополимер нейлона. Выбранный материал идеально проявляет способность нести высокую нагрузку, обладает хорошей прочностью и износостойкостью и низким коэффициентом трения. Изделия из нейлона, такие как продающиеся под зарегистрированной маркой "Nylatron", маркой, зарегистрированной Quadrant DSM Engineering Plastic Products, могут быть подходящими для применения в качестве материала для прижимной планки, так как этот материал имеет необходимую прочность и упругость (т.е. модуль Юнга около 2,76 ГПа). Следовательно, когда прикладывается усилие зажима, прижимные планки 62А и 62В могут быть достаточно сжаты, чтобы дать возможность направляющим штангам 38А и 38В войти в контакт со съемником 40 и сделать возможной передачу усилия зажима через направляющие штанги 38А и 38В в съемник 40. Когда усилие зажима устраняется, прижимные планки 62А и 62В разжимаются и поднимают направляющие штанги 38А и 38В, выводя их из контакта со съемником 40, чтобы сформировать зазор 42, как показано на фиг.6В, таким образом, давая возможность направляющим штангам 38А и 38В разъединить и открыть горловые кольца 33 и 34 и высвободить формованную деталь.
Таким образом и учитывая типичные свойства нейлона, зазор предпочтительно выбран таким, чтобы быть в диапазоне между 0,5 и 3% от толщины прижимной планки 62А и 62В и, наиболее идеально, в диапазоне между 2 и 2,5%.
Несмотря на вышеизложенное, зазор предпочтительно выбран таким, чтобы быть в диапазоне между 0,1 и 2,0 мм и, наиболее идеально, в диапазоне между 0,4 и 0,5 мм.
В соответствии со вторым вариантом осуществления изобретения показана пресс-форма 200, в которой зазор может регулироваться с использованием соединительной конструкции 261 станины 260 пресс-формы, которая включает кулачковое устройство, как показано на фиг.7А и 7В. Для упрощения чертежа показан только один кулачковый ролик. На фиг.7А схематично показан частичный разрез пресс-формы в закрытом положении. На фиг.7В схематично показан частичный разрез пресс-формы в открытом положении. На фиг.7А и 7В соединительная балка 71А имеет криволинейную поверхность 72, которая взаимодействует с кулачковым роликом 73, закрепленным на съемнике 74. Соединительная балка 71В имеет аналогичное кулачковое устройство, которого не может быть видно на чертеже, демонстрируемом на фиг.7А и 7В. Прижимная планка 75 ограничивает соединительную балку 71 В пазом 76. Подобным образом вторая прижимная планка ограничит соединительную балку 71А пазом 76. Направляющая штанга 77А прочно прикреплена к соединительной балке 71А и перемещается по съемнику 74, когда соединительная балка 71А совершает возвратно-поступательное движение в пазу 76. Поскольку криволинейная поверхность 72 перемещается по кулачковому ролику 73 в положение, показанное на фиг.7В, создается зазор 42 между направляющей штангой 77А и съемником 74. В начальной стадии зазор 42 маленький, но достаточный для предотвращения контактного износа направляющей штанги 77А и съемника 74. Когда соединительная балка 71А завершила перемещение до полного открытия направляющей штанги 77А и присоединенных горловых колец, таких как горловое кольцо 79, зазор между съемником и направляющей штангой 77А может быть значительным. Аналогичное размещение кулачкового ролика, криволинейной поверхности и направляющей штанги тесно связано с соединительной балкой 71А, чтобы дать возможность разъединения горловых колец на противоположной стороне полости, относительно горлового кольца 79.
При применении кулачкового ролика 73 зазор между съемником 74 и направляющей штангой 77А предпочтительно выбран, чтобы быть в диапазоне от 0,1 до 10 мм, но поддерживается предпочтительно в диапазоне от 0,4 до 0,5 мм.
На фиг.8 показан схематический вид пресс-формы 300 в соответствии с третьим примером осуществления изобретения. На фиг.8 соединительная конструкция 361 станины 360 пресс-формы включает сжимающуюся упругую прокладку 81, которая ограничена пазом 82 на поверхности съемника 83. Под действием усилия зажима прокладка 81 сжимается до одного уровня с поверхностью съемника 83, тем самым давая возможность прочного и плотного контакта между сопрягаемыми поверхностями направляющей штанги 84А и съемника 83, когда усилие зажима приложено к пресс-форме. Как показано на фиг.8, одна упругая прокладка 81 изображена расположенной между соединительной балкой 85А и съемником 83. Прижимная планка 86 ограничивает соединительную балку 85А канавкой 87, как было описано, ссылаясь на известный вариант устройства, показанный на фиг.1 и 2. На фиг.8 показана прокладка 81 в разжатом состоянии, вследствие чего, зазор 42 отделяет направляющую штангу 84А от съемника 83 и зазор 89 отделяет соединительные балки 85А и 85В от съемника 83. Когда направляющая штанга 84А находится в позиции закрытия горловых колец и пресс-форма закрыта, может быть приложено усилие зажима, которое сжимает прокладку 81, чтобы закрыть зазор 42 и дать возможность усилию зажима быть приложенным через направляющие штанги такие, как направляющая штанга 84А и съемник 83.
На практике может быть предусмотрено любое подходящее количество прокладок, и они могут быть расположены в съемнике, соединительной балке или даже самих направляющих штангах. Единственный критерий состоит в том, чтобы прокладки сжимались под действием усилия зажима и надежно возвращались в разжатое состояние, поддерживая и отделяя соединительные штанги и направляющие штанги от съемника, когда усилие зажима устранено.
В соответствии с другим вариантом осуществления изобретения, не показанным, пресс-форма для формования под давлением может быть конфигурирована, чтобы включить направляющий элемент для выполнения дальнейшей операции, которая может включать: удаление формованной детали из полости пресс-формы; помещение вставки в полость пресс-формы; контроль участка формованной детали.
Выбор конкретного варианта осуществления изобретения может быть сделан исходя из имеющихся в наличие материалов и требуемого рабочего усилия зажима.
Вышеизложенное описание дано только в качестве примера и в детали могут быть внесены изменения. Например, наряду с тем, что варианты осуществления изобретения описаны на основе замены прижимных планок из алюминиевой бронзы сжимающимся упругим бруском из нейлона, могут быть использованы другие материалы, имеющие аналогичные свойства сжимаемости, прочности и упругости. Аналогично, специалисты в данной области могут легко прийти к средствам замены для смещающихся направляющих штанг, которые также находятся в пределах объема заявленного изобретения. Например, в известном техническом решении прижимная планка может быть подвижно размещена на съемнике в направлении приложенного усилия зажима и, кроме того, включает пружину, расположенную под ней так, чтобы направляющая штанга смещалась от съемника почти таким же способом, как описано выше.
На фиг.9 показан вид в разрезе пресс-формы 400 в соответствии с четвертым примером осуществления изобретения. Четвертый пример осуществления изобретения конфигурирован, чтобы включать соединительную конструкцию (не показана), которая аналогична соединительной конструкции 161 в первом примере осуществления изобретения, как описано выше и показано на фиг.6А и 6В. В частности, соединительная конструкция включает прижимные планки (не показаны), которые сформированы таким образом, чтобы обеспечить небольшой зазор 42 между сопрягаемыми поверхностями 43 и 51 направляющих штанг 438А и 438В и съемника 17, когда открыта пресс-форма. Однако, в отличие от первого примера осуществления изобретения, пресс-форма конфигурирована по-другому с тем, чтобы исключить значительное сжатие прижимных планок (не показаны) и вместо этого направить усилие зажима через стопку 1 и факультативно через компенсатор 29 усилия зажима, тем самым, по меньшей мере, поддерживая небольшую величину зазора 42, тогда как, пресс-форма конфигурирована таким образом, чтобы быть закрытой и зажатой (как показано). Соответственно, прижимные планки (не показаны) изготовлены, предпочтительно, из износостойких материалов таких, как Аmрсо компании Аmрсо Metal S.A. Corp. of Switzerland. Подобным образом прижимные планки (не показаны), по существу, заменяют дорогостоящие износостойкие накладки в известном техническом решении.
В соответствии с пятым примером осуществления изобретения показана пресс-форма 500, в которой зазор может регулироваться с использованием соединительной конструкции 561 станины 260 пресс-формы, которая включает кулачковое устройство, как показано на фиг.10. Кулачковое устройство аналогично устройству во втором варианте осуществления изобретения, показанному на фиг.7А и 7В, за исключением того, что криволинейная поверхность 573 предусмотрена вдоль наклонного участка верхней поверхности прижимной планки 575 и ролик, работающий от кулачка (не показан), предпочтительно, установлен на аналогичной наклонной поверхности, сформированной сопрягаемой поверхностью нижней части направляющей штанги 577А. Поскольку поверхность ролика, работающего от кулачка (не показано), перемещается по криволинейной поверхности 573, в то время как направляющая штанга перемещается между положениями в пресс-форме и вне пресс-формы, создается зазор 42 между направляющей штангой 577А и съемником 74.
На фиг.11 показано устройство съемника пресс-формы 600 в соответствии с шестым примером осуществления изобретения. Устройство съемника включает станину 660 пресс-формы и соединительную конструкцию 661. Соединительная конструкция 661 аналогична соединительным конструкциям, описанным выше, для обеспечения небольшого зазора 42 между сопрягаемыми поверхностями 43 и 51 (фиг.15) съемника 674 и направляющих элементов 638А и 638В, соответственно, реагирующими на открытие пресс-формы 600, закрытие зазора 42, реагирующими на закрытие пресс-формы 600, или на дальнейшее приложение усилия зажима пресс-формы. Предпочтительно, но не обязательно, усилие зажима может быть передано через сопрягаемые поверхности 43 и 51, когда закрыта пресс-форма 600. Соединительная конструкция 661 действует иначе для перемещения горловых колец (не показаны) между положениями в пресс-форме и вне пресс-формы, как описано выше.
В примере осуществления изобретения соединительная конструкция 661 связывает четыре взаимодействующие пары направляющих элементов 638А, 638В со станиной 660 пресс-формы. Каждый направляющий элемент 638А, 638В, обычно, состоит из квадратного элемента в виде штанги. Нижняя поверхность штанги является сопрягаемой поверхностью 51. Каждый направляющий элемент 638А, 638В включает множество стыковочных участков 640, сформированных вдоль верхней поверхности штанги, для размещения горловых колец (не показаны). Каждый направляющий элемент 638А, 638В также включает множество отверстий 639, проходящих через верхнюю поверхность и нижнюю поверхность штанги для помещения как горловых колец (не показаны), так и литейных стержней (не показаны). Каждый направляющий элемент 638А, 638 В также включает набор проходов 637, 639 (фиг.15), пролегающих между сторонами штанг рядом с каждым концом штанги, для вмещения соответствующих пар соединительных элементов 666А и 666В. Соединительные элементы 666А и 666В связывают вместе соответствующие направляющие элементы 638А, 638В четырех пар направляющих элементов 638А, 638В, как будет подробно раскрыто ниже. Каждый направляющий элемент 638А, 638В включает канал охладителя 638 (фиг.15), распространяющийся через штангу, для подведения охладителя к стыковочному участку 640 для горлового кольца. Штуцеры 648, установленные на стыках каналов охладителя 638 на концах штанг, соединяют каналы 638 охладителя, через шланги 682, с соответствующими каналами охладителя (не показаны), предусмотренными в съемнике 674. Каждый направляющий элемент 638А, 638В также включает гнездо 645 (фиг.12), сформированное в нижней поверхности на основании штанги вблизи каждого ее конца, для размещения прижимной планки 650, как поясняется ниже. Крайние направляющие элементы 638А и 638 В четырех пар направляющих элементов 638А и 638В сформированы таким образом, чтобы включать поверхность контакта 641 исполнительного механизма (альтернативная поверхность контакта 641' исполнительного механизма показана со ссылкой на фиг.12) для взаимодействия с исполнительным механизмом направляющего элемента. В настоящем варианте осуществления изобретения исполнительный механизм направляющего элемента включает кронштейн 646, ролик 644, работающий от кулачка, и кулачок (не показан). Исполнительный механизм направляющего элемента, альтернативно, может включать любой один из многообразия исполнительных элементов таких, как пневматические, гидравлические, электромеханические и тому подобные.
Согласно фиг.15 в каждой группе проходов 637, 639 направляющих элементов 638А, 638В, первый проход 637 сформирован, предпочтительно, таким образом, чтобы подходить относительно близко к внешней поверхности соединительных элементов 666А, 666В в сравнении со вторым проходом 639, который сформирован таким образом, чтобы обеспечить небольшой зазор. Таким образом, первый проход 637, предпочтительно, находится во взаимодействии с фиксатором 668 таким, как стопорный винт, предотвращающим относительное перемещение направляющего элемента 63 8А, 638 В и согласующегося соединительного элемента 666А, 666В, тем самым, связывая вместе соответствующие направляющие элементы 638А, 638В четырех пар направляющих элементов 638А, 638В. В свою очередь, второй проход 639 допускает относительное перемещение направляющих элементов 638А, 638В и не согласующегося соединительного элемента 666А, 666В.
Станина 660 пресс-формы содержит съемник 674. Станина 660 пресс-формы также содержит втулки 678 направляющего штифта, опору 680 пресс-формы и соединительные устройства 676, 677 выталкивателя (фиг.14 и 15). Втулки направляющего штифта существуют для взаимодействия с направляющими штифтами (не показаны) для совмещения устройства съемника станины 160 пресс-формы с другими элементами (не показаны) станины 160 пресс-формы. Опора 680 пресс-формы способствует другим опорам пресс-формы (не показаны) в поддержании станины 660 пресс-формы, когда пресс-форма 600 находится вне машины формования под давлением (не показана). Соединительные устройства 676, 677 выталкивателя применяются для связи съемника 674 с механизмом выталкивателя в формовочной машине для перемещения устройства съемника относительно других элементов (не показаны) станины 160 пресс-формы.
Согласно фиг.12 вид снизу соединительной конструкции 661, связывающей направляющие штанги 638А и 638В, раскрывает размещение прижимных планок 650 в гнездах 645, предусмотренных в опоре направляющих штанг 638А и 638В. Далее, согласно фиг.13, каждая прижимная планка 650 включает блок 652, внутри которого подвижно размещена трубчатая втулка 656. Фланец 658, предусмотренный на одном конце втулки 656, обеспечивает верхний упор, ограничивая перемещение блока 652. Согласно фиг.14 перемещение блока, с другой стороны, ограничено нижним стопором, предусмотренным на верхней поверхности съемника 674. К тому же, согласно фиг.14, показанный участок втулки 656, проходящий через блок 652, вмещен в сопряженное отверстие 675, предусмотренное в верхнем участке съемника 674. Глубина отверстия 675 по отношению к максимальному расстоянию, до которого втулка 656 может проходить через блок 652, (когда блок находится на верхнем пределе по отношению к фланцу 658), устанавливается такой, что блок 652 имеет ограниченную степень свободы перемещаться (ходить) вертикально по втулке между ограничителями. Ход, предпочтительно, составляет около 0,1 мм, но это значение может быть больше или меньше. Блок 652, с другой стороны, включает пару направляющих 690 таких, как направляющие качения, закрепленные в нем зажимными устройствами 692. Направляющие 690 сформированы таким образом, чтобы взаимодействовать с внешней поверхностью соединительных элементов 666А, 666В, обеспечивая перемещение соединительных элементов 666А, 666В друг к другу и один от другого для открытия и закрытия горловых колец (не показаны). Соответственно, соединительные штанги 666А, 666В являются, предпочтительно, цилиндрическими штангами, такими как линейные направляющие.
Согласно фиг.14 соединительная конструкция 661, кроме того, включает сжимающиеся элементы 696, такие как пружины сжатия, пневмобаллонные пружины, пневмоцилиндры, и аналогичные устройства, установленные в отверстиях, предусмотренных под каждым концом блока 652. Сжимающиеся элементы 696 действуют таким образом, чтобы подтолкнуть блок 652 к верхнему стопору и таким путем подтолкнуть взаимосвязанные направляющие элементы 638А, 638В вверх, чтобы сформировать зазор 42 между сопрягаемыми поверхностями 43 и 51, когда пресс-форма 600 открыта. Альтернативно сжимающийся элемент может включать пару уплотнительных колец (не показано), установленных в гнездах 697, сформированных между съемником 674 и блоком 652.
В описании примеров осуществления изобретения предлагаются варианты настоящего изобретения, не ограничивающие объем настоящего изобретения. Очевидно, что объем настоящего изобретения ограничен формулой изобретения. Концепция, описанная выше, может быть применена к конкретным условиям и/или назначениям и может быть, кроме того, расширена на множество других областей применения, которые подпадают под объем настоящего изобретения. Таким образом, на основе описанных примеров осуществления изобретения, становится очевидным, что возможны модификации и улучшения, не выходя за рамки концепций, как описано. Поэтому то, что должно быть защищено патентом на изобретение, ограничено только объемом нижеследующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗВЛЕЧЕНИЯ СФОРМОВАННОГО ИЗДЕЛИЯ ИЗ ПРЕСС-ФОРМЫ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СФОРМОВАННОЕ ИЗДЕЛИЕ | 2007 |
|
RU2388600C1 |
| РЕВЕРСИВНАЯ СИСТЕМА ВВОДА И ВЫВОДА ГАЗА ДЛЯ ВРАЩАТЕЛЬНЫХ МАШИН, РАБОТАЮЩИХ С ТЕКУЧЕЙ СРЕДОЙ | 2010 |
|
RU2544398C2 |
| ПРЕСС-ФОРМЫ ДЛЯ ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ЧАСТИ ПРЕСС-ФОРМЫ | 2006 |
|
RU2427464C2 |
| РАЗЪЕМНАЯ ВСТАВКА ПРЕСС-ФОРМЫ | 2006 |
|
RU2365500C1 |
| ЛИФТ (ВАРИАНТЫ) | 2003 |
|
RU2319655C2 |
| СЕГМЕНТ ГИБКОГО РЕЖУЩЕГО ОРГАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2610993C2 |
| ОБРАБАТЫВАЮЩАЯ СИСТЕМА | 2012 |
|
RU2607063C2 |
| Машина для формования изделий из стекла | 1987 |
|
SU1518313A1 |
| ЦЕПЬ С ПЕРЕКРЫВАЮЩИМИСЯ ЗВЕНЬЯМИ ДЛЯ НАСОСА, ИСПОЛЬЗУЕМОГО ДЛЯ ЭКСТРУЗИИ СУХОГО УГЛЯ | 2010 |
|
RU2534140C2 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И СПОСОБ ИХ ФОРМОВАНИЯ | 1993 |
|
RU2047482C1 |











Пресс-форма для формования под давлением включает станину, имеющую сопрягаемую поверхность, направляющий элемент, имеющий стыкующую сопрягаемую поверхность, и соединительную конструкцию для разделения сопрягаемых поверхностей направляющего элемента и станины пресс-формы, соответственно, во время перемещения направляющего элемента и подвижно связывающую направляющий элемент и станину. Соединительная конструкция сформирована для поддержания зазора между сопрягаемой поверхностью и стыкующей сопрягаемой поверхностью в пределах по меньшей мере одного участка перемещения направляющего элемента между положениями вне пресс-формы и в пресс-форме для уменьшения износа сопрягаемых поверхностей. Формовочное устройство включает пресс-форму, выполненную по различным вариантам формулы. Имеется также устройство для подвижного соединения направляющего элемента со станиной пресс-формы для формования под давлением, которая выполнена в соответствии с конструкцией заявленной пресс-формы. В соответствии с другими вариантами осуществления изобретения соединительная конструкция для пресс-формы дополнительно может включать сжимающийся элемент такой, чтобы направляющий элемент смещался от станины пресс-формы и, где плотный контакт между сопрягаемыми поверхностями является изменяемым, реагируя на приложенное усилие зажима между подвижным элементом и станиной пресс-формы. В соответствии с альтернативным вариантом осуществления изобретения пресс-форма включает кулачковое устройство, которое связывает направляющий элемент и станину пресс-формы, допуская плотный контакт сопрягаемых поверхностей, когда направляющий элемент установлен в положение в пресс-форме и, обеспечивая зазор между сопрягаемыми поверхностями в пределах, по меньшей мере, одного участка пути, когда перемещается направляющий элемент. Технический результат, который достигается при использовании изобретения, заключается в уменьшении износа направляющего элемента и станин пресс-формы. 4 н. и 44 з.п. ф-лы, 17 ил.
1. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением, содержащая:
станину (160, 260, 360, 660) пресс-формы, имеющую сопрягаемую поверхность (51);
направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В), имеющий стыкующуюся сопрягаемую поверхность (43);
соединительную конструкцию (161, 261, 361, 661), подвижно связывающую направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) со станиной (160, 260, 360, 660) пресс-формы для его перемещения между положениями вне пресс-формы и в пресс-форме;
соединительную конструкцию (161, 261, 361, 661), кроме того, сформированную для поддержания зазора (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43) в пределах, по меньшей мере, одного участка перемещения направляющего элемента (38А, 38В, 77А, 84А, 638А, 638В) между положениями вне пресс-формы и в пресс-форме таким образом, чтобы уменьшить износ сопрягаемой поверхности (51) и стыкующейся сопрягаемой поверхности (43).
2. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.1, где соединительная конструкция (161, 261, 361, 661) сформирована таким образом, чтобы сделать возможным плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), в то время как, направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) установлен в положение в пресс-форме.
3. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.1, где соединительная конструкция (161, 261, 361, 661) сформирована таким образом, чтобы поддержать, по меньшей мере, один участок зазора (42), в то время как направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) установлен в положение в пресс-форме.
4. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.1, где направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) сформирован так, чтобы вместить вставку (33, 34, 33, 34, 79) пресс-формы для ограничения пространства полости пресс-формы (100, 200, 300, 400, 600) для формования под давлением.
5. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.1, где направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) сформирован для выполнения дальнейшей операции, где дальнейшая операция включает, по меньшей мере, одно из:
удаление формованной детали из полости пресс-формы (100, 200, 300, 400, 600) для формования под давлением;
помещение вставки в полость пресс-формы;
контроль одного участка формованной детали.
6. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.2, где плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), кроме того, достигается в результате реакции на приложенное усилие зажима между направляющим элементом (38А, 38В, 77А, 84А, 638А, 638В) и станиной (160, 260, 360, 660) пресс-формы.
7. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.1, где зазор между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43) составляет от 0,1 до 2,0 мм.
8. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.1, где соединительная конструкция (161, 261, 361, 661) включает:
соединительный элемент (66А, 66В, 71А, 71В, 85А, 85В, 666А, 666В), сформированный таким образом, чтобы включать направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В), связанный с ним;
направляющую (190, 290, 390, 690), связанную с вышеупомянутой станиной (160) пресс-формы и сформированную для подвижного размещения соединительного элемента (66А, 66В, 71А, 71В, 85А, 85В, 666А, 666В).
9. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.8, где направляющая (190, 290, 390, 690) ограничена поверхностью паза (67, 76, 87), сформированного в станине (160, 260, 360) пресс-формы, и поверхностью прижимной планки (62А, 62В, 75, 86), которая связана со станиной (160, 260, 360) пресс-формы.
10. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.9, где прижимная планка (62А, 62В, 75, 86, 650) является сжимающимся элементом (196), который сформирован таким образом, чтобы взаимодействовать с подвижным элементом (38А, 38В, 77А, 84А) так, чтобы направляющий элемент (38А, 38В, 77А, 84А) смещался от станины (160, 260, 360) пресс-формы, обеспечивая зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), и где плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), кроме того, достигается в результате реакции на приложенное усилие зажима между подвижным элементом (38А, 38В, 77А, 84А) и станиной (160, 260, 360) пресс-формы, которое сжимает прижимную планку (62А, 62В, 75, 86).
11. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.9, где сжимающийся элемент (396, 696) размещен между станиной (160, 260, 360, 660) пресс-формы и прижимной планкой (62А, 62В, 75, 86, 650) и где прижимная планка (62А, 62В, 75, 86, 650) сформирована таким образом, чтобы взаимодействовать с подвижным элементом (38А, 38В, 77А, 84А, 638А, 638В) так, чтобы направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) смещался от станины (160, 260, 360, 660) пресс-формы, обеспечивая зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), и где плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), кроме того, достигается в результате реакции на приложенное усилие зажима между направляющим элементом (38А, 38В, 77А, 84А, 638А, 638В) и станиной (160, 260, 360, 660) пресс-формы, которое сжимает сжимающийся элемент (396, 696).
12. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.9, где соединительная конструкция (161, 261, 361, 661), кроме того, включает сжимающийся элемент (196, 396, 696), который сформирован таким образом, чтобы взаимодействовать с соединительным элементом (66А, 66В, 71А, 71В, 85А, 85В, 666А, 666В) так, чтобы направляющий элемент (38А, 38В, 77А, 84А, 63 8А, 638В) смещался от станины (160, 260, 360, 660) пресс-формы, обеспечивая зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), и где плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), кроме того, достигается в результате реакции на приложенное усилие зажима между направляющим элементом (38А, 38В, 77А, 84А, 638А, 638В) и станиной (160, 260, 360, 660) пресс-формы, которое сжимает сжимающийся элемент (196, 396, 696).
13. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.12, где сжимающийся элемент (196, 396, 696) является прокладкой (81) из упругого материала.
14. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.2, где соединительная конструкция (161, 261, 361, 661), кроме того, включает сжимающийся элемент (196, 396, 696), который сформирован таким образом, чтобы взаимодействовать со станиной (160, 260, 360, 660) пресс-формы и направляющим элементом (38А, 38В, 77А, 84А, 638А, 638В) так, чтобы направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) смещался от станины (160, 260, 360, 660) пресс-формы, обеспечивая зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), и где плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), кроме того, достигается в результате реакции на приложенное усилие зажима между направляющим элементом (38А, 38В, 77А, 84А, 638А, 638В) и станиной (160, 260, 360, 660) пресс-формы, которое сжимает сжимающийся элемент (196, 396, 696).
15. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.10, где сжимающийся элемент (196, 396, 696) изготовлен из нейлона.
16. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.15, где сжимающийся элемент (196, 396, 696) сжимается от 0,1 до 2,0 мм на каждые 20 мм его толщины, чтобы закрыть зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43) при приложении усилия зажима.
17. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.16, где сжимающийся элемент (196, 396, 696) сжимается от 0,4 до 0,5 мм на каждый 20 мм его толщины, чтобы закрыть зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43) при приложении усилия зажима.
18. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.8, где соединительная конструкция (161, 261, 361, 661) включает кулачковое устройство (72, 73), связывающее направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) и станину (160, 260, 360, 660) пресс-формы, чтобы допустить плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), когда направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) установлен в положение в пресс-форме и, создавая зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43) в пределах, по меньшей мере, одного участка пути, когда направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) перемещается между положением вне пресс-формы и положением в пресс-форме.
19. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.18, где кулачковое устройство включает криволинейную поверхность (72) на соединительном элементе (66А, 66В, 71А, 71В, 85А, 85В), которая сформирована таким образом, чтобы взаимодействовать с кулачковым роликом (73), который связан со станиной (160, 260, 360) пресс-формы.
20. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.18, где кулачковое устройство (72) включает криволинейную поверхность (72) на станине (160, 260, 360, 660) пресс-формы, которая сформирована таким образом, чтобы взаимодействовать с кулачковым роликом (73), который связан с соединительным элементом (66А, 66 В, 71А, 71В, 85А, 85В, 666А, 666В).
21. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.18, где зазор (42), созданный кулачковым устройством (72, 73), составляет от 0,1 до 10 мм.
22. Пресс-форма (600) для формования под давлением по п.6, где соединительная конструкция (661) содержит:
соединительный элемент (666А, 666В), соединенный с направляющим элементом (638А, 638В);
прижимную планку (650), содержащую блок (652), внутри которого подвижно установлена трубчатая втулка (656);
трубчатую втулку (656), имеющую фланец (658), который обеспечивает верхний упор для ограничения перемещения блока (652);
участок трубчатой втулки (656), помещенный в сопряженное отверстие (675), ограниченное верхним участком плиты (674) станины (660) пресс-формы и глубиной, что позволяет блоку (652) перемещаться с ограниченной степенью свободы по трубчатой втулке (656) между верхним упором и нижним упором, образованными верхней поверхностью плиты (674);
направляющую (690), размещенную в блоке (652), при этом направляющая (690) сформирована таким образом, чтобы взаимодействовать с соединительным элементом (666А, 666В) для обеспечения перемещения соединительного элемента (666А, 666В);
сжимающийся элемент (696), размещенный между станиной (660) пресс-формы и блоком (652) таким образом, чтобы привести блок (652) в положение против верхнего упора и, тем самым, привести направляющий элемент (638А, 638В) в верхнее положение, чтобы сформировать зазор (42).
23. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением по п.20, где зазор (42), обеспеченный кулачковым устройством (72, 73), составляет от 0,4 до 0,5 мм.
24. Формовочное устройство (161, 261, 361), включающее пресс-форму для формования под давлением в соответствии с любым из пп.1-23.
25. Устройство для подвижного соединения направляющего элемента (38А, 38В, 77А, 84А, 638А, 638В) со станиной (160, 260, 360, 660) пресс-формы (100, 200, 300, 400, 600) для формования под давлением, при этом станина (160, 260, 360, 660) пресс-формы имеет сопрягаемую поверхность (51), направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) имеет стыкующуюся сопрягаемую поверхность (43), причем устройство содержит:
соединительную конструкцию (161, 261, 361, 661), сформированную таким образом, чтобы поддерживать зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43) в пределах, по меньшей мере, одного участка перемещения направляющего элемента (38А, 38В, 77А, 84А, 638А, 638В) между положением вне пресс-формы и положением в пресс-форме, вследствие чего уменьшен износ сопрягаемой поверхности (51) и стыкующейся сопрягаемой поверхности (43).
26. Устройство по п.25, где соединительная конструкция (161, 261, 361, 661) сформирована таким образом, чтобы обеспечить возможность плотного контакта между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), когда направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) установлен в положение в пресс-форме.
27. Устройство по п.25, где соединительная конструкция (161, 261, 361, 661) сформирована таким образом, чтобы поддержать, по меньшей мере, один участок зазора (42), когда направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) установлен в положение в пресс-форме.
28. Устройство по п.25, где направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) сформирован для вмещения вставки (33, 34, 33, 34, 79) пресс-формы для ограничения пространства полости пресс-формы (100, 200, 300, 400, 600) для формования под давлением.
29. Устройство по п.25, где направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) сформирован для выполнения дальнейшей операции, где дальнейшая операция включает, по меньшей мере, одно из:
удаление формованной детали из полости пресс-формы (100, 200, 300, 400, 600) для формования под давлением; помещение вставки в полость пресс-формы; контроль одного участка формованной детали.
30. Устройство по п.26, где плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), кроме того, достигнут в результате реакции на приложенное усилие зажима между направляющим элементом (38А, 38В, 77А, 84А, 638А, 638В) и станиной (160, 260, 360, 660) пресс-формы.
31. Устройство по п.25, где зазор между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43) составляет от 0,1 до 2,0 мм.
32. Устройство по п.25, где соединительная конструкция (161, 261, 361, 661) включает:
соединительный элемент (66А, 66В, 71А, 71В, 85А, 85В, 666А, 666В), сформированный таким образом, чтобы включать направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В), связанный с ним;
направляющую (190, 290, 390, 690), связанную с вышеупомянутой станиной (160) пресс-формы и сформированную для подвижного размещения соединительного элемента (66А, 66В, 71А, 71В, 85А, 85В, 666А, 666В).
33. Устройство по п.32, где направляющая (190, 290) ограничена поверхностью паза (67, 76, 87), сформированного в станине (160, 260, 360) пресс-формы и поверхностью прижимной планки (62А, 62В, 75, 86), которая связана со станиной (160, 260, 360) пресс-формы.
34. Устройство по п.33, где прижимная планка (62А, 62В, 75, 86, 650) является сжимающимся элементом (196), который сформирован таким образом, чтобы взаимодействовать с направляющим элементом (38А, 38В, 77А, 84А) так, чтобы направляющий элемент (38А, 38В, 77А, 84А) смещался от станины (160, 260, 360) пресс-формы, обеспечивая зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), и где плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), кроме того, достигается в результате реакции на приложенное усилие зажима между направляющим элементом (38А, 38В, 77А, 84А) и станиной (160, 260, 360) пресс-формы, которое сжимает прижимную планку (62А, 62В, 75, 86).
35. Устройство по п.33, где сжимающийся элемент (396, 696) размещен между станиной (160, 260, 360, 660) пресс-формы и прижимной планкой (62А, 62В, 75, 86, 650) и где прижимная планка (62А, 62В, 75, 86, 650) сформирована таким образом, чтобы взаимодействовать с направляющим элементом (38А, 38В, 77А, 84А, 638А, 638В) так, чтобы направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) смещался от станины (160, 260, 360, 660) пресс-формы, обеспечивая зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), и где плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), кроме того, достигается в результате реакции на приложенное усилие зажима между подвижным элементом (38А, 38В, 77А, 84А, 638А, 638В) и станиной (160, 260, 360, 660) пресс-формы, которое сжимает сжимающийся элемент (396, 696).
36. Устройство по п.33, где соединительная конструкция (161, 261, 361, 661), кроме того, включает сжимающийся элемент (196, 396, 696), который сформирован таким образом, чтобы взаимодействовать с соединительным элементом (66А, 66В, 71А, 71В, 85А, 85В, 666А, 666В) так, чтобы направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) смещался от станины (160, 260, 360, 660) пресс-формы, обеспечивая зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), и где плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), кроме того, достигается в результате реакции на приложенное усилие зажима между направляющим элементом (38А, 38В, 77А, 84А, 638А, 638В) и станиной (160, 260, 360, 660) пресс-формы, которое сжимает сжимающийся элемент (196, 396, 696).
37. Устройство по п.36, где сжимающийся элемент (196, 396, 696) является прокладкой (81), изготовленной из упругого материала.
38. Устройство по п.26, где соединительная конструкция (161, 261, 361, 661), кроме того, включает сжимающийся элемент (196, 396, 696), который сформирован таким образом, чтобы взаимодействовать со станиной (160, 260, 360, 660) пресс-формы и направляющим элементом (38А, 38В, 77А, 84А, 638А, 638В) таким образом, чтобы направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) смещался от станины (160, 260, 360, 660) пресс-формы, обеспечивая зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), и где плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), кроме того, достигается в результате реакции на приложенное усилие зажима между направляющим элементом (38А, 38В, 77А, 84А, 638А, 638В) и станиной (160, 260, 360, 660) пресс-формы, которое сжимает сжимающийся элемент (196, 396, 696).
39. Устройство по п.34, где сжимающийся элемент (196, 396, 696) изготовлен из нейлона.
40. Устройство по п.39, где сжимающийся элемент (196, 396, 696) сжимается от 0,1 до 2,0 мм на каждые 20 мм его толщины, чтобы закрыть зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43) при приложении усилия зажима.
41. Устройство по п.40, где сжимающийся элемент (196, 396, 696) сжимается от 0,4 до 0,5 мм на каждые 20 мм его толщины, чтобы закрыть зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43) при приложении усилия зажима.
42. Устройство по п.32, где соединительная конструкция (161, 261, 361, 661) включает кулачковое устройство (72, 73), связывающее направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) и станину (160, 260, 360, 660) пресс-формы, чтобы допустить плотный контакт между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43), когда направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) установлен в положение в пресс-форме, и обеспечивая зазор (42) между сопрягаемой поверхностью (51) и стыкующейся сопрягаемой поверхностью (43) в пределах, по меньшей мере, одного участка пути, когда направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В) перемещается между положением вне пресс-формы и положением в пресс-форме.
43. Устройство по п.42, где кулачковое устройство включает криволинейную поверхность (72) на соединительном элементе (66А, 66В, 71А, 71В, 85А, 85В), которая сформирована таким образом, чтобы взаимодействовать с кулачковым роликом (73), который связан со станиной (160, 260, 360) пресс-формы.
44. Устройство по п.42, где кулачковое устройство включает криволинейную поверхность (72) на станине (160, 260, 360, 660) пресс-формы, которая сформирована таким образом, чтобы взаимодействовать с кулачковым роликом (73), который связан с соединительным элементом (66А, 66В, 71А, 71В, 85А, 85В, 666А, 666В).
45. Устройство по п.42, где зазор, созданный кулачковым устройством (72, 73) составляет от 0,1 до 10 мм.
46. Устройство по п.44, где зазор, созданный кулачковым устройством (72, 73) составляет от 0,4 до 0,5 мм.
47. Устройство по п.30, где соединительная конструкция (661) содержит: соединительный элемент (666А, 666В), соединенный с направляющим элементом (638А, 638В);
прижимную планку (650), содержащую блок (652), внутри которого подвижно установлена трубчатая втулка (656);
трубчатую втулку (656), имеющую фланец (658), который обеспечивает верхний упор для ограничения перемещения блока (652); участок трубчатой втулки (656), помещенный в сопряженное отверстие (675), ограниченное верхним участком плиты (674) станины (660) пресс-формы и глубиной, что позволяет блоку (652) перемещаться с ограниченной степенью свободы по трубчатой втулке (656) между верхним упором и нижним упором, образованными верхней поверхностью плиты (674);
направляющую (690), размещенную в блоке (652), при этом направляющая (690) сформирована таким образом, чтобы взаимодействовать с соединительным элементом (666А, 666В) для обеспечения перемещения соединительного элемента (666А, 666В);
сжимающийся элемент (696), размещенный между станиной (660) пресс-формы и блоком (652) таким образом, чтобы привести блок (652) в положение против верхнего упора и, тем самым, привести направляющий элемент (638А, 638В) в верхнее положение, чтобы сформировать зазор (42).
48. Пресс-форма (100, 200, 300, 400, 600) для формования под давлением, имеющая станину (160, 260, 360, 660) и направляющий элемент (38А, 38В, 77А, 84А, 638А, 638В), при этом пресс-форма для формования под давлением, кроме того, содержит:
средства для поддержания зазора (42) между сопрягаемой поверхностью (43) направляющего элемента (38А, 38В, 77А, 84А, 638А, 638В) и сопрягаемой поверхностью (51) станины (160, 260, 360, 660) пресс-формы в пределах, по меньшей мере, одного участка перемещения направляющего элемента (38А, 38В, 77А, 84А, 638А, 638В) между положением вне пресс-формы и положением в пресс-форме, вследствие чего уменьшен износ сопрягаемой поверхности (51) и сопрягаемой поверхности (43).
| СПОСОБ АНАЛИЗА ВИДОВОГО СОСТАВА ЛУГОВОЙ ТРАВЫ ОТ ВЫСОТЫ ПРОБНОЙ ПЛОЩАДКИ НАД УРЕЗОМ МАЛОЙ РЕКИ | 2013 |
|
RU2547763C2 |
| US 6450797 В1, 17.09.2002 | |||
| US 5736173 А, 07.04.1998 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1996 |
|
RU2096176C1 |

