Изобретение относится к машинам дпя производства изделий из стекла, например крупногабаритных бесшовных светорассеивателей.
Целью изобретения является обес-- печение крупногабаритных рассеивателей без швов и увеличение производительности.
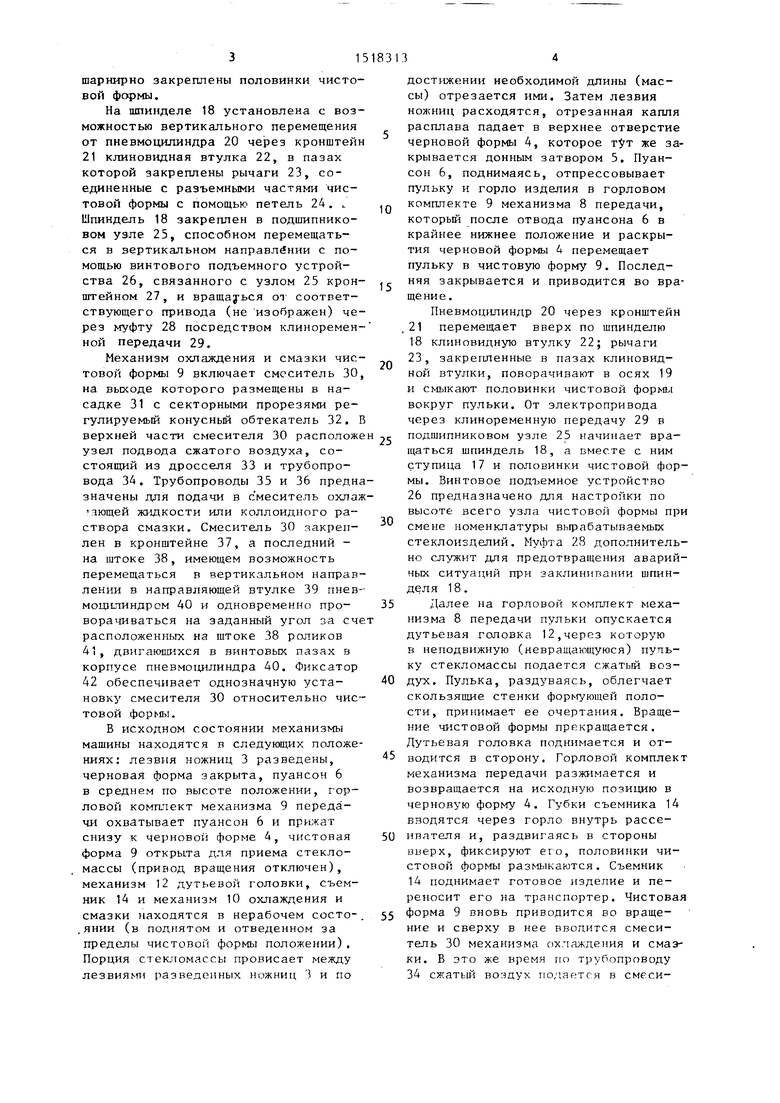
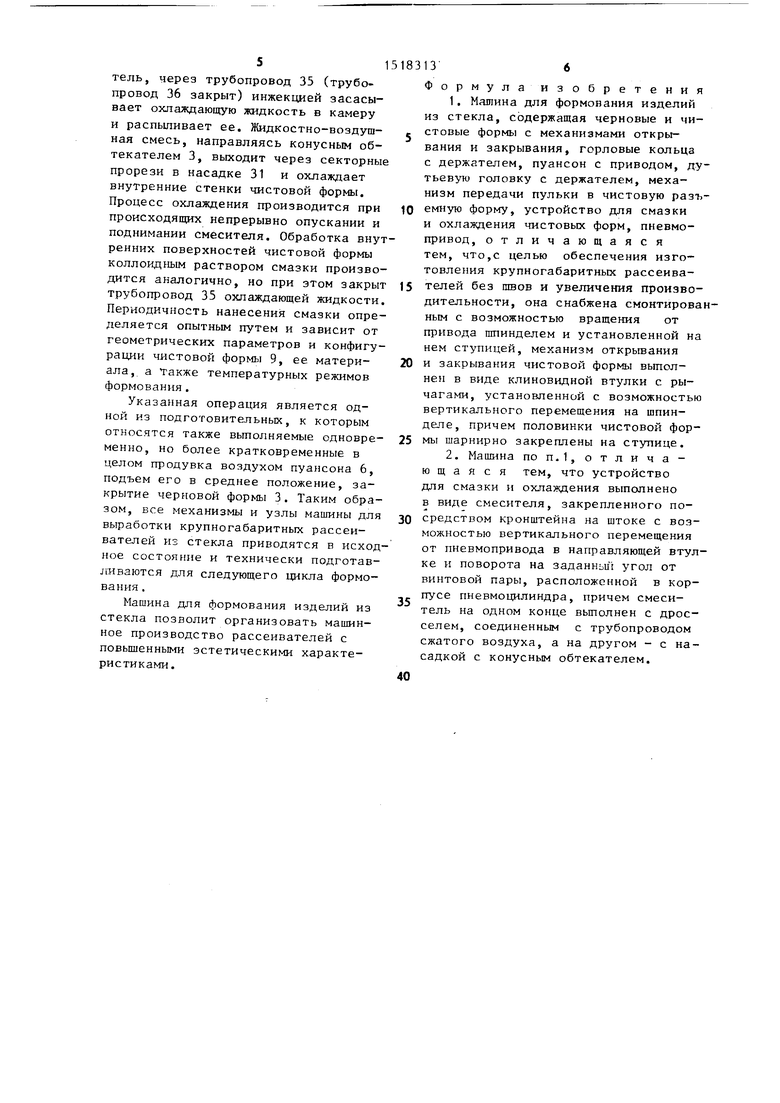
На фиг.1 изображена машина для формования, вид; на фиг.2 - то же, вид в плане;на фиг.З -механизм открывания и закрывания чистовой формы; на фиг.4 - механизм охлаждения и устройство для смазки чистовой
формы.
На станине 1 смонтированы привод 2 ножниц 3, механизм 4 держателей и откр1) черновой формы с донным
затвором 5, пуансон 6 и его привод 7, механизм 8 передачи пульки в чистовую форму с горловым комплектом 9, механизм 10 открывания и закрывания чистовой формы с приводом 11 вращения, механизм 12 дутьевой головки с держателем, механизм 13 охлаждения и смазки чистовой формы 9,
съемник 14 готового издел ия на транспортер (не показан), пневмопанель 15 управления исполнительными механизмами, электронньй программируемый блок 16 управления.
Механизм открывания и закрьтанил чистовой формы содержит гтупну 1/, жестко насаженную на шпинас-.ni, 8, в горизонтальных осях 19 кот Н 1И
СП
00 со
со
шарнирно закреплены половинки чисто- вон формы.
На шпинделе 18 установлена с возможностью вертикального перемещения от пневмоцилиндра 20 через кронштейн 21 клиновидная втулка 22, в пазах которой закреплены рычаги 23, соединенные с разъемными частями чистовой формы с помощью петель 24. Шпиндель 18 закреплен в подшипниковом узле 25, способном перемещаться в вертикальном направлении с помощью винтового подъемного устройства 26, связанного с узлом 25 кронштейном 27, и вращауься от соответствующего привода (не изображен) через муфту 28 посредством клиноременной передачи 29.
Механизм охлаждения и смазки чистовой формы 9 включает смеситель 30 на вькоде которого размещены в насадке 31 с секторными прорезями регулируемый конусный обтекатель 32. В верхней части смесителя 30 расположе узел подвода сжатого воздуха, состоящий из дросселя 33 и трубопровода 34. Трубопроводы 35 и 36 предназначены для подачи в с меситель охлаж : ающей жидкости или коллоидного раствора смазки. Смеситель 30 закреплен в кронштейне 37, а последний - на штоке 38, имеющем возможность перемещаться в вертикальном направлении в направляющей втулке 39 пнев- мощитиндром 40 и одновременно проворачиваться на заданный угол за сче расположенных на штоке 38 роликов 41, двигающихся в винтовых пазах в корпусе пневмо1щлиндра 40. Фиксатор 42 обеспечивает однозначную установку смесителя 30 относительно чистовой формы.
В исходном состоянии механизмы машины находятся в следующих положениях: лезв1 я ножниц 3 разведены, черновая форма закрыта, пуансон 6 в среднем по высоте положении, горловой комплект механизма 9 передачи охватывает пуансон 6 и прюкат снизу к черновой форме 4, чистовая форма 9 открыта для приема стекломассы (привод вращения отключен), механизм 12 дутьевой головки, съемник 14 и механизм 10 охлаждения и смазки находятся в нерабочем состо.янии (в поднятом и отведенном за пределы чистовой формы положении). Порция стекломассы провисает между лeзвия п разведенных ножниц 3 и по
0
5
0
5
0
5
0
5
достижении необходимой длины (массы) отрезается ими. Затем лезвия ножниц расходятся, отрезанная капля расплава падает в верхнее отверстие черновой формы 4, которое же закрывается донным затвором 5. Пуансон 6, поднимаясь, отпрессовывает пульку и горло изделия в горловом комплекте 9 механизма 8 передачи, который после отвода пуансона 6 в крайнее нижнее положение и раскрытия черновой формы 4 перемещает пульку в чистовую форму 9. Последняя закрывается и приводится во вращение.
Пневмоцилиндр 20 через кронштейн 21 перемещает вверх по шпинделю 18 клиновидную втулку 22; рычаги 23, закрепленные в пазах клиновидной втулки, поворачивают в осях 19 и смыкают половинки чистовой формы вокруг пульки. От электропривода через клиноременную передачу 29 в подшипниковом узле 25 начинает вращаться шпиндель 18, а Бместе с ним ступица 17 и половинки чистовой формы. Винтовое подъемное устройство 26 предназначено для настройки по высоте всего узла чистовой формы при смене номенклатуры вьфабатываемых стеклоизделий. Муфта 28 дополнительно служит для предотвращения аварийных ситуаций при заклинивании шпинделя 18.
Далее на горловой комплект механизма 8 передачи пульки опускается дутьевая головка 12,через которую в неподвижную (невращающуюся) пульку стекломассы подается сжатый воздух. Пулька, раздуваясь, облегчает скользящие стенки форьг/ющей полости, принимает ее очертания. Вращение чистовой формы прккращается. Дутьевая головка поднимается и отводится в сторону. Горловой комплект механизма передачи разжимается и возвращается на исходную позицию в черновую форму 4. Губки съемника 14 вводятся через горло внутрь рассе- ивателя и, раздвигаясь в стороны вверх, фиксируют его, половинки чистовой формы разм1)1каются . Съемник 14 поднимает готовое изделие и переносит его на транспортер. Чистовая форма 9 вновь приводится во вращение и сверху в нее вводится смеситель 30 механизма охлаждения и смаэ- ки. В это же время rio трубопроводу 34 сжатый воздух полаетс:я в смеси51
тель, через трубопровод 35 (трубопровод 36 закрыт) инжекцией засасывает охлаждающую жидкость в камеру и распыливает ее. Жидкостно-воздуш- ная смесь, направляясь конусным обтекателем 3, выходит через секторные прорези в насадке 31 и охлаждает внутренние стенки чистовой формы. Процесс охлаждения производится при происходящих непрерывно опускании и поднимании смесителя. Обработка внутренних поверхностей чистовой формы коллоидным раствором смазки производится аналогично, но при этом закрыт трубопровод 35 охлаждающей жидкости Периодичность нанесения смазки определяется опытным путем и зависит от геометрических параметров и конфигурации чистовой формы 9, ее материала, а Также температурных режимов формования.
Указанная операция является одной из подготовительных, к которым относятся также выполняемые одновременно, но более кратковременные в целом продувка воздухом пуансона 6, подъем его в среднее положение, закрытие черновой формы 3. Таким образом, все механизмы и узлы машины для выработки крупногабаритных рассеи- вателей из стекла приводятся в исходное состояние и технически подготавливаются для следующего цикла формования ,
Машина для формования изделий из стекла позволит организовать машинное производство рассеивателей с повышенными эстетическими характеристиками.
313 6
Формулаизобретения
1.Машина для формования изделий из стекла, содержащая черновые и чистовые формы с механизмами открывания и закрывания, горловые кольца
с держателем, пуансон с приводом, дутьевую головку с держателем, механизм передачи пульки в чистовую разъ0 емную форму, устройство для смазки и охлаждения чистовых форм, пневмопривод, отличающаяся тем, что,с целью обеспечения изготовления крупногабаритных рассеива5 телей без швов и увеличения производительности, она снабжена смонтированным с возможностью вращения от привода шпинделем и установленной на нем ступицей, механизм открывания
0 и закрывания чистовой формы вьтол- нен в виде клиновидной втулки с рычагами, установленной с возможностью вертикального перемещения на шпинделе, причем половинки чистовой фор5 мы шарнирно закреплены на ступице.
2.Машина поп.1, отличающаяся тем, что устройство для смазки и охлаждения выполнено
в виде смесителя, закрепленного по- 0 средством кронштейна на штоке с возможностью вертикального перемещения от пневмопривода в направляющей втулке и поворота на заданньш угол от винтовой пары, расположенной в корпусе пневмоцилиндра, причем смеситель на одном конце вьшолнен с дросселем, соединенным с трубопроводом сжатого воздуха, а на другом - с насадкой с конусным обтекателем.
40
35
Mr
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
| Прессовыдувная стеклоформующая машина | 1977 |
|
SU711526A1 |
| Г. А. А. Н. Орлов и Я. И. Ермаков•CHahijrAv | 1967 |
|
SU191065A1 |
| Разъемная форма для центробежного формования стеклоизделий | 1987 |
|
SU1435549A1 |
| Устройство для формования полых изделий из стекломассы | 1978 |
|
SU1011044A3 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| Вакуумно-выдувная машина | 1977 |
|
SU620435A1 |
| СЕКЦИОННАЯ ПРЕССОВЫДУВНАЯ СТЕКЛОФОРМУЮЩАЯМАШИНА | 1968 |
|
SU231078A1 |
| Вакуумно-выдувная машина для стеклянной тары большой емкости | 1952 |
|
SU99601A1 |
| Вакуумно-выдувная машина для стеклянной тары | 1954 |
|
SU107591A1 |

Изобретение относится к производству крупногабаритных бесшовных рассеивателей из стекла. Цель изобретения - обеспечение изготовления крупногабаритных рассеивателей без швов и увеличение производительности. На станине 1 смонтированы механизм открывания и закрывания 10 чистовой формы 9, выполненный в виде клиновидной втулки 22 с рычагами 23, установленной с возможностью вертикального перемещения на шпинделе 18. Половинки чистовой формы шарнирно закреплены на ступице 17, механизм охлаждения и устройство для смазки совмещены и выполнены в виде смесителя. Последний закреплен посредством кронштейна на штоке с возможностью перемещения от пневмоцилиндра и поворота от винтовой пары. 1 з.п. ф-лы, 4 ил.
фиг. 2
фи.3
фиг.
Редактор А.Маковская
Составитель В.Юдина Техред А.Кравчук
Заказ 6562/28
Тираж 418
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарин,, 101
J8
J5
- «/
Корректор Э.Лончакова
Подписное
| Гигерих В | |||
| и Трир В | |||
| Стекольные машины | |||
| М.: Машиностроение, 1968, с.305-313. |
