Изобретение относится к строительству, в частности к получению многослойных теплоизоляционных панелей.
Известен способ получения многослойных панелей путем нанесения клеевой композиции на склеиваемые поверхности, наложения склеиваемых слоев друг на друга с получением заготовки, состоящей из нижнего, верхнего и срединного слоев, и последующего формования полученной заготовки путем обжима на валках, причем в качестве срединного слоя используют пенополистирол, пенополиуретан или минеральную вату (RU 2207359).
Наиболее близким техническим решением является способ производства многослойной панели, включающий укладку первого слоя ориентированно стружечной плиты, нанесение клеевого состава, укладку плиты пенополистирола, нанесение следующего слоя клея, укладку второго слоя ориентированно стружечной плиты, выдержку процесса полимеризации клея, склеивание под вакуумным прессом, раскрой панелей, крепление деревянных брусьев (RU 2207359, В32В 7/12).
Однако известный способ изготовления многослойных панелей характеризуется длительностью технологического процесса, готовые изделия обладают относительно низкими физико-механическими показателями, высокой себестоимостью.
Задачей изооретения является повышение долговечности многослойных панелей, качества, теплоизоляционных показателей и снижение длительности процесса изготовления изделий.
Сущность изобретения заключается в том, что способ производства многослойной панели, включающий укладку первого слоя ориентированно стружечной плиты, нанесение клеевого состава, укладку плиты пенополистирола, нанесение следующего слоя клея, укладку второго слоя ориентированно стружечной плиты, выдержку процесса полимеризации клея, склеивание под вакуумным прессом, раскрой панели, крепление деревянных брусьев, при этом нанесение клеевого состава производится с отступом в 20-25 см от края изделия при давлении его подачи 2,7-4,5 атм, давление склеивания составляет 0,3-0,5 атм и дополнительно содержит после этапа вакуумирования этап набора прочности панели, а после этапа раскроя панели - этап подготовки деревянных брусьев, включающий склеивание откалиброванной доски и нанесение огнебиозащиты, а этап запенивания сформированных технологических пазов с отступом в 10-25 см от края технологического паза осуществляется перед этапом крепления деревянных брусьев.
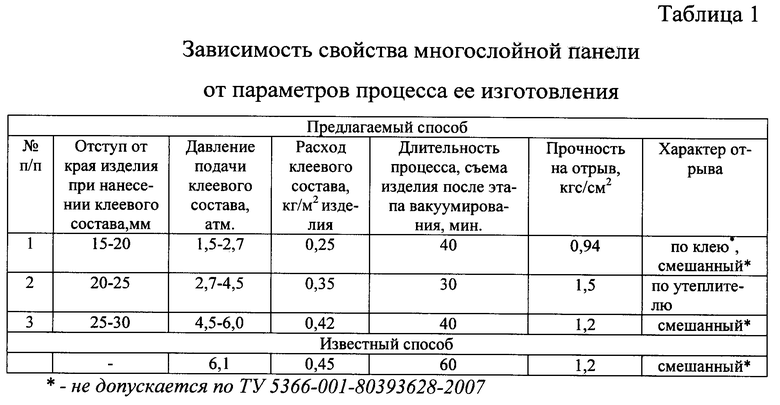
При нанесении клеевого состава с отступом в 20-25 см от края изделия при давлении его подачи 2,7-4,5 атм возможно предотвращение перерасхода клеевого состава, а также его затекания и склеивания панелей между собой в штабеле. Это позволяет сократить время, необходимое для разъединения склеенных изделий, и, следовательно, всего процесса изготовления панелей в целом, а также способствует улучшению прочностных показателей на отрыв, что представлено в таблице 1.
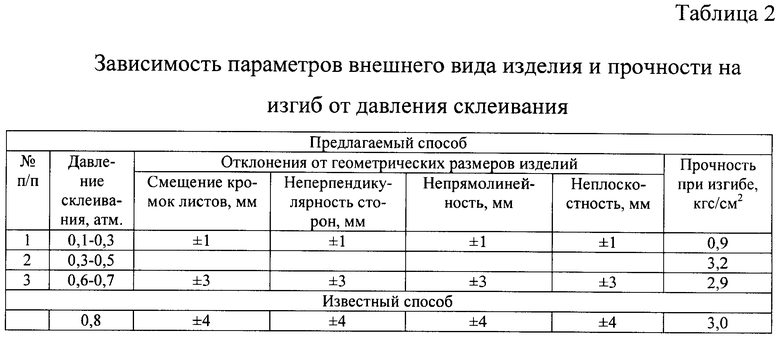
В известном способе в случае применения давления склеивания 0,8 атм отмечаются множественные деформации многослойной панели, коробление изделий. В предлагаемом способе при давлении склеивания 0,3-0,5 атм повышается качество внешнего вида изделия, отсутствуют отклонения по показателям смещения кромок листов, непрямолинейности, неплоскостностности и неперпендикулярности сторон. Зависимость параметров внешнего вида изделия от давления склеивания представлена в таблице 2
Выдержка изделий на этапе набора прочности панели после этапа вакуумирования способствует благоприятному протеканию полимеризации, препятствует возникновению деструктивных процессов в клеевом шве при раскрое панели по размерам.
Этап подготовки деревянных брусьев после этапа раскроя панели, включающий склеивание откалиброванной доски и нанесение огнебиозащиты, позволяет достичь равномерное распределение нагрузки при эксплуатации изделия в конструкции за счет разнонаправленного расположения волокон в деревянном брусе, а также повысить долговечность панели от неблагоприятного воздействия окружающей среды.
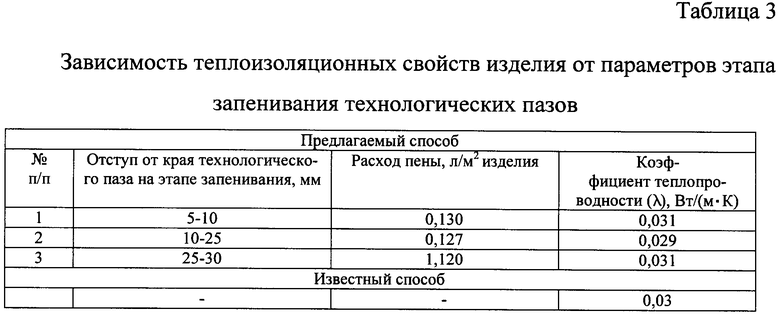
На этапе запенивания сформированных технологических пазов благодаря отступу в 10-25 см от края технологического паза достигается равномерное распределение пены, что препятствует возникновению мостиков холода и тем самым повышает теплозащитные свойства готовых многослойных панелей, что представлено в таблице 3.
Линия работает следующим образом.
На стол для склейки панелей укладывается нижний слой панели, который из установки ЛПСП. 100.000.000 при давлении подачи 2,7-4,5 атм покрывается слоем клея, учитывая отступ 20-25 см от края изделия. К нижнему слою приклеивается лист пенополистирола. Поверх него наносится следующий слой клея с соблюдением отступа от края панели 20-25 см. На пенополистирол наклеивается верхний слой. Подача клея производится из форсунок установки с диаметром выходных отверстий 3 мм, расстояние между центрами форсунок - 25 мм при давлении его подачи 2,7-4,5 атм. Склеивание производится в естественных условиях при температуре не ниже 18°С. Перед склеиванием штабель панелей накрывается капюшоном вакуумного пресса и герметизируется, где он запрессовывается при давлении 0,3-0,5 атм. После вакуумирования панель отправляется на склад для набора прочности в течение 24 часов после окончания полимеризации клеевого состава. Далее перемещается на раскроечный стол, где производят ее раскрой на заготовки. Для формирования технологических пазов производят выборку утеплителя, зачищают технологические пазы от утеплителя и клея. На этапе подготовки деревянных брусьев сначала производится предварительная калибровка доски, затем склеивание при давлении 0,7-1 Н/мм2, брус торцуют по размерам и осуществляют выборку фаски посредством маятниковой циркулярной пилы. Далее на деревянный брус наносят огнебиозащиту в ванной для обработки пиломатериалов. Перед креплением деревянных брусьев вдоль технологических пазов наносят пену с отступом от края паза 10-25 см. Затем в запененный технологический паз устанавливается деревянный брус и крепится из пневмопистолета. После чего панели отправляются на склад готовой продукции.
Изобретение относится к строительству, в частности к получению многослойных теплоизоляционных панелей. Способ включает укладку первого слоя ориентированно стружечной плиты, нанесение клеевого состава, укладку плиты пенополистирола, нанесение следующего слоя клея, укладку второго слоя ориентированно стружечной плиты, выдержку процесса полимеризации клея, склеивание под вакуумным прессом, раскрой панели, крепление деревянных брусьев. Нанесение клеевого состава производится с отступом в 20-25 мм от края изделия при давлении его подачи 2,7-4,5 атм, давление склеивания составляет 0,3-0,5 атм, дополнительно содержит после этапа вакуумирования этап набора прочности панели, а после этапа раскроя панели - этап подготовки деревянных брусьев, включающий склеивание откалиброванной доски и нанесение огнебиозащиты, а этап запенивания сформированных технологических пазов с отступом в 10-25 мм от края технологического паза осуществляется перед этапом крепления деревянных брусьев. Изобретение повышает долговечность многослойных панелей, качество готовых изделий по физико-механическим и теплоизоляционным показателям, снижает себестоимость и длительность процесса изготовления изделий. 3 табл.
Способ производства многослойной панели, включающий следующие этапы: укладка первого слоя ориентированно стружечной плиты, нанесение клеевого состава, укладка плиты пенополистирола, нанесение следующего слоя клея, укладка второго слоя ориентированно стружечной плиты, выдержка процесса полимеризации клея, склеивание под вакуумным прессом, раскрой панели, крепление деревянных брусьев, отличающийся тем, что нанесение клеевого состава производится с отступом в 20-25 мм от края изделия при давлении его подачи 2,7-4,5 атм, давление склеивания составляет 0,3-0,5 атм и дополнительно содержит после этапа вакуумирования - этап набора прочности панели, а после этапа раскроя панели - этап подготовки деревянных брусьев, включающий склеивание откалиброванной доски и нанесение огнебиозащиты, а этап запенивания сформированных технологических пазов с отступом в 10-25 мм от края технологического паза осуществляется перед этапом крепления деревянных брусьев.
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2001 |
|
RU2207359C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТРОИТЕЛЬНОГО ЭЛЕМЕНТА | 2002 |
|
RU2262446C2 |
| СПОСОБ НОРМАЛИЗАЦИИ ЛАКТАЦИОННОЙ ФУНКЦИИ У СВИНОМАТОК | 1992 |
|
RU2066535C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВЕРЖДЕННОГО НЕТКАНОГО ПОЛОТНА ИЗ МИНЕРАЛЬНОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2152489C1 |
| Способ получения многослойной панели | 1976 |
|
SU663313A3 |
| ЕР 0995594 А2, 26.04.2000. | |||

