Изобретение относится к мебельному производству, а именно к конструкциям облицовочных многослойных панелей с сотовым заполнителем, которые могут быть использованы для строительства корпусной мебели, элементов мягкой мебели, отделки и облицовки различных предметов интерьера.
Известна конструкционная слоистая панель (RU 141318, кл. E04C 2/10, 2014 г.), содержащая, по крайней мере, два поверхностных слоя, выполненных из листового материала и внутренний наполнитель, размещенный между ними. Между поверхностными слоями размещен плоской конструкции силовой каркас, между связанными элементами которого выполнены полости для размещения в них внутреннего наполнителя.
Из-за наличия силового каркаса, с образованием ячеек для размещения в них внутреннего наполнителя усложняется технология производства панели.
Известна многослойная панель (RU №93714, кл. B23B 3/12, опубл. 10.05.2010), включающая наружные обкладки, бумажный сотовый заполнитель в виде шестигранных ячеек, размещенный между наружными обкладками и соединенный с ними посредством склеивания, и закладные упрочняющие элементы, расположенные по периметру наружных обкладок и соединенные с ними клеевым соединением, где в качестве закладных упрочняющих элементов использована опорная кромка, установленная заподлицо в выполненные в обкладках пазы и покрытая снаружи декоративной кромкой.
Недостатком такой конструкции является усложненная технология производства, особенно при чистовой обработке кромок, имеющей высокую трудоемкость при соединении декоративной кромки к опорной кромке. Как правило, такая операция производится в ручном режиме или на проходном кромкооблицовочном станке, т.е. является дополнительной операцией производства.
Известен способ изготовления многослойного изделия, включающий предварительную обработку основы изделия с последующим формированием профиля загиба на передней торцевой поверхности основы, нанесение клея на основу изделия, укладку на основу верхнего слоя со свесом по стороне с формированным профилем. На нижнюю поверхность основы подают нижний слой. Далее основу, с нанесенными на нее верхним и нижним слоями, подают в гидравлический горячий пресс и формируют посадочное место для приклеивания к основе нижней планки и канавку каплесборника на планке. На планке формируют профиль нижнего загиба с одновременным нанесением на заднюю торцевую поверхность основы меламиновой кромки. При помощи клеенаносящего ролика и, по меньшей мере, одного клеенаносящего сопла осуществляют нанесение на ранее образованный свес верхнего слоя средневязкой ПВА дисперсии с последующим нагревом верхнего слоя с нанесенным на него клеем, по меньшей мере, в одной зоне и прижатием посредством роликового узла указанного свеса к профилю загиба основы и нижней планки. Затем на внутренние торцы нижней планки и канавку каплесборника наносят реактивный клей-расплав. (RU №2566413, кл. B32B 21/04, опубл. 27.10.2015).
Недостатком способа является сложность производства изготовления многослойных панелей из-за трудоемкости ее чистовой обработки, в частности необходимости отдельной операции по декорированию кромками.
Наиболее близким к заявляемому способу относится изготовление многослойной панели, описанный в патенте на полезную модель (RU, №93714, кл. B23B 3/12, опубл. 10.05.2010). Данный способ включает формирование заготовки путем склеивания сотового заполнителя с верхней и нижней пластинами и дальнейшей установки торцевых закладных элементов в вырезанные в пластинах с торцевых сторон пазы и склеивание с ними. Самым трудоемким процессом является обработка кромок торцов панели, их калибровка и подгонка до нужных размеров, которые сложно осуществить после декорирования.
Указанный способ трудоемкий и нетехнологичный из-за сложности обработки декорированного изделия, создающей проблемы с геометрией заготовки, в том числе сложность при обработке торцов, требующей применения ручных инструментов, из-за чего повышаются допуски и снижается качество изделий.
Технической проблемой, на решение которой направлено настоящее изобретение, является повышение технологичности производства многослойной панели, снижение трудоемкости и повышение качества готового изделия.
Указанная проблема решается за счет того, что декорированный погонаж многослойной панели включает наружные обкладки в виде пластин с заполнителем, размещенным между ними и соединенным посредством склеивания, кромочные торцевые закладные упрочняющие элементы, установленные заподлицо в пазы, образованные с торцов и соединенные с ними клеевым соединением и декоративное покрытие. Согласно изобретению погонаж образован путем продольного пиления полноформатного недекорированного листа многослойной панели согласно предварительным картам раскроя. Продольные пазы под кромочные торцевые закладные упрочняющие элементы выполнены вдоль продольных торцов панели. Ребра, образованные между продольными торцами, верхней и нижней пластин скруглены. Декорированное покрытие выполнено плоскостным. На нижней пласти декоративное покрытие расположено вдоль заготовки с отступом от боковых краев, а верхнее - выполнено методом «окутывания» верхней пласти с бесшовным загибом на кромочные торцевые закладные упрочняющие элементы и нижнюю пласть встык до краев нижнего декоративного покрытия нижней пласти.
Отфрезерованные кромки верхней и нижней пластин недекорированного погонажа преимущественно выполнены под углом 45° с образованием трапецеидальной конфигурации паза
Кромочные торцевые закладные упрочняющие элементы желательно выполнять толщиной от 2,5 до 10 мм.
Для подготовки погонажа к декорированию, ребра, образованные между продольными торцами верхней и нижней пластин должны быть скруглены радиусом от 1 до 5 мм.
Отступ декоративного покрытия от боковых продольных краев нижней пласти может составлять от 4 до 70 мм.
Способ изготовления декорированного погонажа многослойной панели включает склеивание заполнителя с верхней и нижней обкладками в виде пластин, формирование с торцов пазов, установку в них заподлицо закладных упрочняющих элементов с помощью клеевого соединения и декорирование. Согласно изобретению предварительно выполняют продольное пиление полноформатных недекорированных панелей, согласно картам раскроя, с последующим продольным фрезерованием вдоль всей длины с торцевых сторон внутренних поверхностей верхней и нижней пластин для образования пазов. Устанавливают в пазы торцевые закладные упрочняющие элементы, после чего калибруют, шлифуют и скругляют ребра, образованные между торцевыми закладными упрочняющими элементами с верхней и нижней пластинами. Декорирование выполняют путем наклеивания на нижнюю пласть декорированного покрытия вдоль пласти с отступом от боковых краев и на верхнюю пласть методом «окутывания» с бесшовным загибом на продольные торцы по всей длине заготовки с загибом на нижнюю пласть, встык с краями нижнего декорированного покрытия.
Продольное пиление полноформатного многослойного погонажа недекорированных пластин, исходя из предварительных карт раскроя, осуществляют с целью формирования ширины будущей заготовки детали, при этом длина заготовки всегда остается постоянной, равной длине полноформатной панели, т.е. от 2440 мм до 2800 мм. В отличие от известных технологий обработки, в которых изначально деталь или полноформатный лист многослойной панели - декорированы. Такое выполнение изделия существенно осложняет обработку конечной детали из многослойной панели из-за того, что при чистовой обработке возможно повреждение декора, снижающее качество готовой продукции, возникают технологические сложности при обработке и при сборке декорированных листов из-за нестабильности размеров и геометрии формы панелей.
Выполнение продольных пазов под торцевые закладные упрочняющие элементы путем фрезерования по всей длине внутренней кромки верхней и нижней пластин на продольных торцевых сторонах, облегчает установку торцевых упрочняющих закладных элементов и упрощает подготовку заготовки для дальнейшей ее обработки под калибровку и шлифовку перед декорированием, что позволяет избежать проблем с геометрией заготовки, а также снизить допуски, а это, в свою очередь, положительно сказывается на производственном цикле и улучшает качество изделия,
Выполнение боковых поверхностей торцевых закладных упрочняющих элементов совпадающими с конфигурацией продольных торцевых пазов облегчает их установку и за счет точного совмещения поверхностей пазов и боковых сторон закладных элементов, упрочняется конструкция, что также позволяет говорить о повышении качества изделия, а также облегчить операцию по установке закладных, влияющих на технологичность производства, упрощая его. Подобранные размеры торцевых закладных упрочняющих элементов обеспечивают достаточную прочность изделию, позволяющую выдерживать нагрузки при эксплуатации, что сказывается на повышении качества.
Кроме того, выполнение торцевых закладных упрочняющих элементов толщиной от 2,5 до 10 мм облегчает операцию скругления ребер между продольными торцами верхней и нижней пластей, т.к. при их установке в продольные паза внешняя часть закладного элемента выступает за пределы недекорированной панели, выступающие углы которой сначала срезают, а затем скругляют, не повреждая пластин. Такая установка закладных элементов повышает качество и прочность готового изделия, а также упрощает технологический процесс. Скругление ребер, образованных между продольными торцами, верхней и нижней пластин на недекорированной панели повышает качество погонажа, т.к. черновую заготовку проще калибровать и шлифовать, подготавливая ее к декорированию. Скругление ребер производят радиусом от 1 до 5 мм, что обеспечивает возможность получить бесшовное декоративное покрытие лицевой пласти и кромки одновременно, а это в свою очередь существенно улучшает потребительские качественные показатели, а также увеличивает влагостойкость детали и позволяет существенно снизить трудозатраты производства.
Декорирование погонажа многослойной панели путем плоскостного покрытия на нижней пласти, и «окутыванием» верхней пласти с бесшовным загибом на продольные торцы и нижнюю пласть встык до краев нижнего декорированного покрытия, позволяет исключить из производства трудоемкую операцию по декорированию продольной кромки погонажа панели, при этом бесшовное декорирование надежнее и качественнее. Выполнение отступа вдоль всей длины нижней пласти от боковых продольных сторон погонажа плоскостного декорированного покрытия обеспечивает чистовое декорирование.
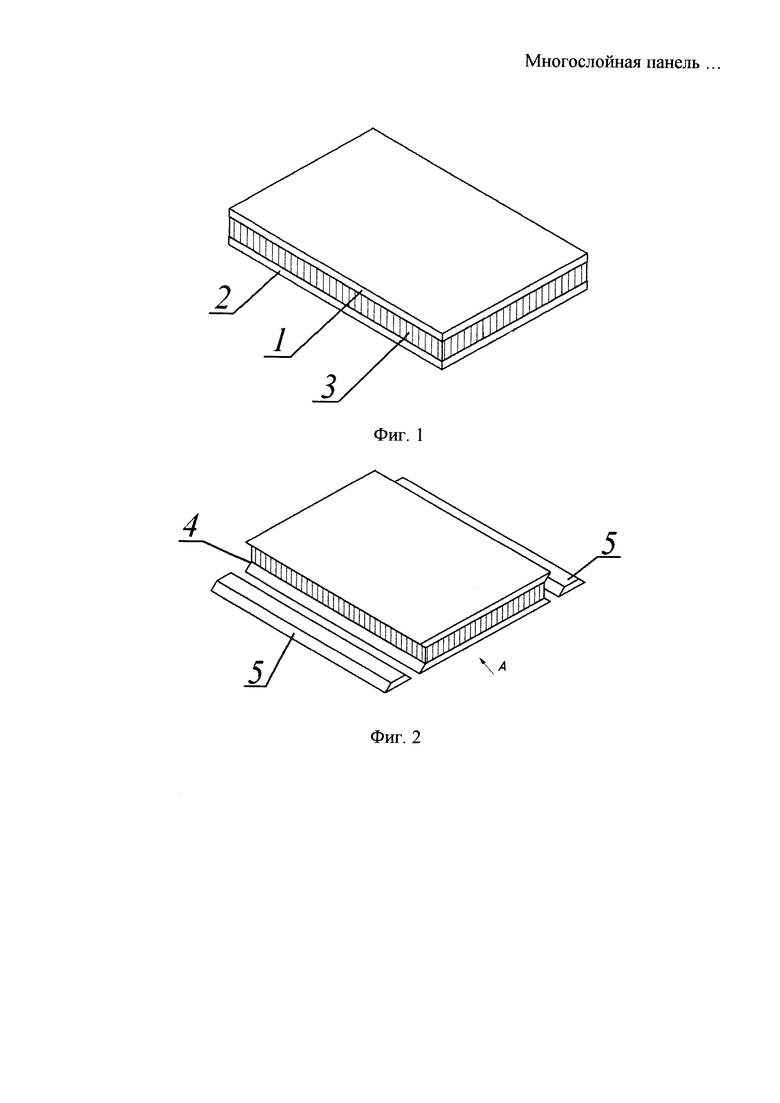
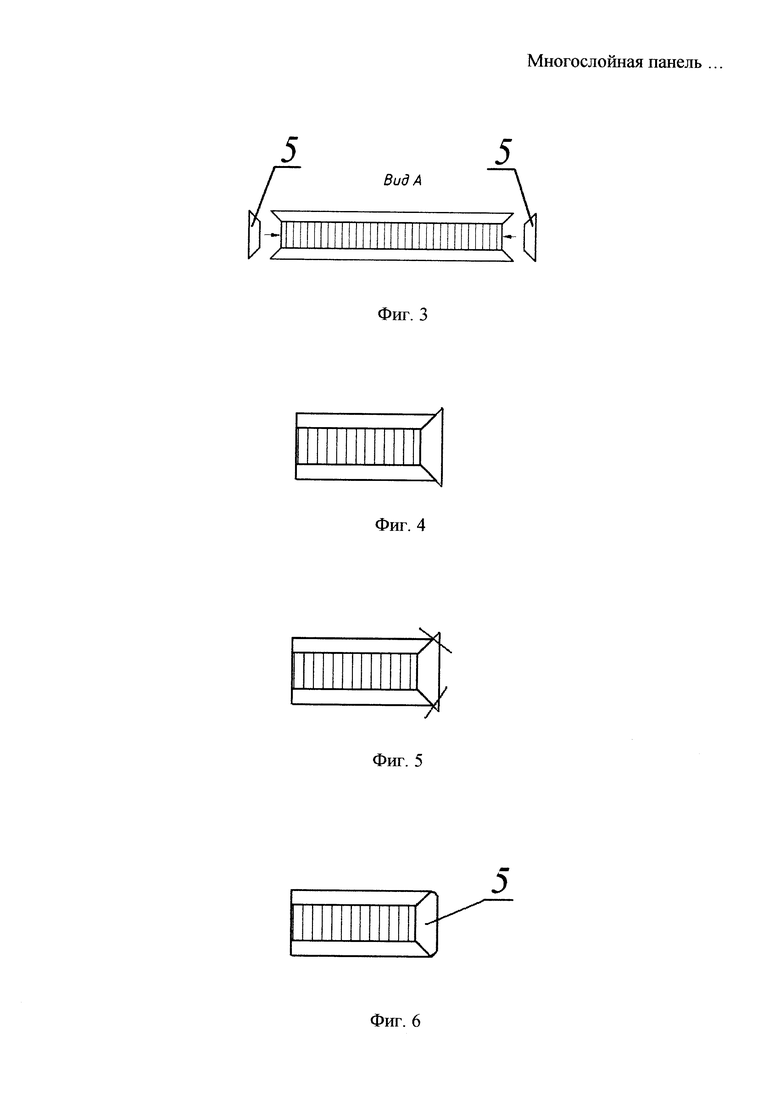
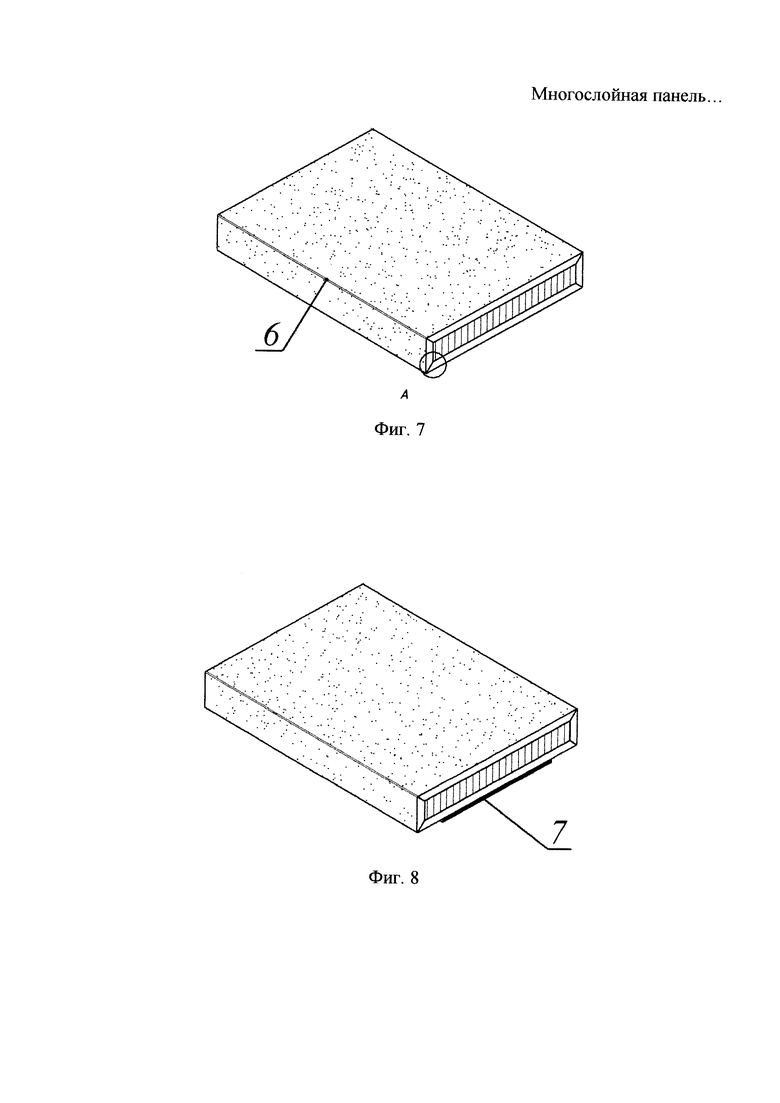
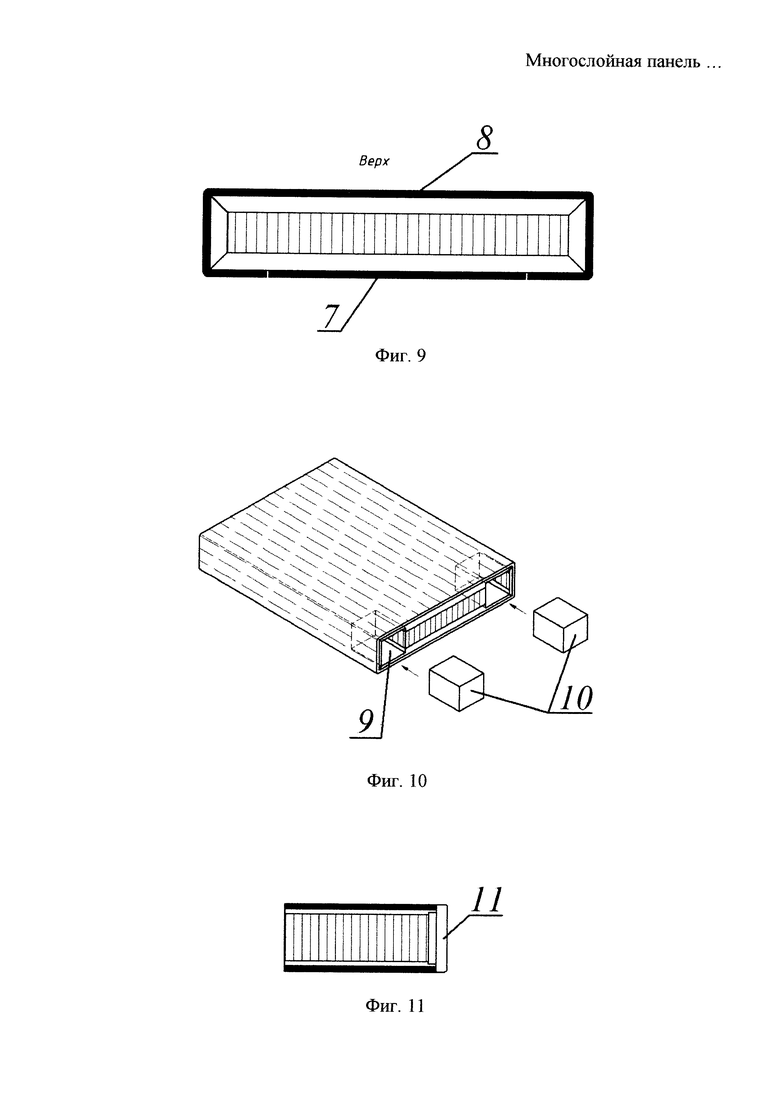
Изобретение поясняется чертежами, где на фиг. 1 представлена заготовка недекорированного полноформатного погоножа; на фиг. 2 - погонаж, полученный путем продольного пиления, согласно предварительным картам раскроя; на фиг. 3 - вид А заготовки при установке торцевых упрочняющих закладных элементов; на фиг. 4 - черновая установка торцевого упрочняющего закладного элемента; на фиг. 5 - срез углов с торцевого закладного элемента; на фиг. 6 - скругление ребра; на фиг. 7 заготовка после калибровки и шлифовки, готовая к декорированию; на фиг. 8 - заготовка с наклеенным плоскостным декоративным покрытием на нижнюю пласть; на фиг. 9 - заготовка с декорированной верхней и нижней пластью; на фиг. 10 - заготовка с точечными закладными элементами; на фиг. 11 - поперечный торец многослойной панели, декорируемый кромкооблицовкой..
Для изготовления декорированного погонажа многослойной панели используют полноформатные листы древесно-плитных материалов (МДФ, ДВП-ТСН, ДСП ДКП - древесно-композитных панелей), стандартных размеров (шириной от 1220 мм до 2070 мм и длинной от 2440 мм до 2800 мм), применяемых в отрасли, что исключает лишние операций в производстве по предварительному раскрою полноформатных листов в чистовые размеры деталей (как это традиционно принято в настоящее время). Существенная экономия на оборудовании и трудозатратах.
Декорированный погонаж многослойной панели содержит наружные обкладки, в виде пластин 1 и 2. В качестве пластин 1 и 2 используют недекорированные древесно-стружечная плита, плиты высокой (HDF) и средней (MDF) плотности, толщиной 3-8 мм. Между пластинами 1 и 2 установлен с помощью клеевого соединения внутренний сотовый наполнитель 3. На продольных боковых сторонах выполнены продольные торцевые пазы 4 с отфрезерованными под углом 45° внутренними поверхностями пластин 1 и 2. В пазы 4 заподлицо установлены с помощью клеевого соединения, предварительно обработанные клеем, торцевые закладные упрочняющие элементы 5, образующие ровный торец за счет совпадения конфигурации боковых поверхностей пазов 4 и боковых стенок закладных элементов 5. Ребра 6, образованные между продольными торцами, верхней 1 и нижней пластин 2 скруглены радиусом равным от 1 до 5 мм.
К нижней пласти 2 приклеено вдоль всего погонажа с отступом от боковых краев плоскостное декоративное покрытие 7, а верхнее декорированное покрытие 8 приклеено к верхней пласти 1 методом «окутывания» с бесшовным загибом на продольные торцы и нижнюю пласть 2 встык до краев нижнего декорированного плоскостного покрытия 7. В качестве декорированного покрытия используют (в первую очередь) декоративную финиш-пленку (нетканый предварительно декорированный эластичный материал на бумажной основе пропитанный специальными химическими составами, лицевое покрытие укреплено специальными лаками и защитными химическими составами с целью защиты от внешних воздействий). В качестве декорированного покрытия возможно также использовать пленочный облицовочный пластик ПВХ, шпон и прочие эластичные декоративные материалы, например - полимерные штукатурки, декоративные тканные и нетканые материалы. В отдельных случаях, для определенного вида деталей, которые подвергаются вертикальным нагрузкам, по бокам открытых торцов с поперечной стороны заготовки выполнены пазы 9 прямоугольного сечения для точечных закладных элементов 10. Открытые поперечные торцы декорированы кромкооблицовкой 11.
Способ изготовления декорированного погонажа многослойной панели осуществляют следующим образом.
На полноформатные стандартные листы 1 и 2 древесно-плитных материалов, очищенные от пыли наносят клей и склеивают между собой через предварительно подготовленный, растянутый и откалиброванный сотовый заполнитель 3. Полноформатные заготовки, собранные в пачки высотой от 600 до 900 мм прессуют, а затем выдерживают 24-48 часов без давления в холодном прессе до отверждения клея на складе. Далее, производят продольное пиление полноформатной недекорированной панели с целью формирования ширины будущей заготовки, согласно предварительным картам раскроя. При этом длина заготовки всегда остается постоянной равной стандартной длине от 2440 мм до 2800 мм.
После чего формируют продольные пазы 4 путем продольного фрезерования вдоль всей длины полноформатных листов под углом 45° внутренних кромок верхней 1 и нижней 2 пластин, с образованием угловой конфигурации паза 4. Параллельно подготавливают торцевые упрочняющие закладные элементы 5 (фиг. 2), конфигурация которых совпадает с конфигурацией паза 4. В поперечном сечении элемент 5 имеет трапецеидальную форму, толщиной от 2,5 до 10 мм. Для установки элемента 5 в паз 4 на боковые поверхности элемента 5 и на торцевую часть заготовки наносят клей - расплав, вкладывают закладные элементы 5 с двух сторон одновременно. В черновом варианте внешняя сторона элемента 5 выступает за пределы паза 4 (фиг. 4). После чего проводят операцию обработки ребер (фиг. 5 и 6), образованных между продольными торцами, верхней 1 и нижней пластин 2, путем скругления выступающей части закладных элементов 5 радиусом равным от 1 до 5 мм. Затем недекорированный погонаж многослойной панели калибруют, потом шлифуют. В результате получают недекорированный погонаж многослойной панели (фиг. 7), имеющий разную ширину, но одинаковую длину.
Для декорирования погонажа панели сначала производят плоскостное декорирование нижней пласти 2, к которой приклеивают плоскостное покрытие 7 вдоль всего погонажа с отступом от краев заготовки, в зависимости от ее размеров от 4 до 70 мм.
Верхнее покрытие 8 приклеивают к верхней пласти 1 методом «окутывания» с бесшовным загибом на продольные торцы и нижнюю пласть 2 встык до краев нижнего декорированного плоскостного покрытия 7, обеспечивая тем самым высококачественную обработку торца панели. Выполнение точечных закладных элементов 10 на поперечных торцевых сторонах упрощает технологию производства, а также выполняется только при необходимости для определенного вида деталей, которые подвергаются вертикальным нагрузкам. В этом случае открытые торцы погонажа декорируют кромкооблицовкой 11.
Представленный пример изготовления декорированного погонажа многослойной панели не ограничивается описанием и может быть расширен в пределах формулы изобретения. Так, в качестве верхней и нижней пластей возможно использование и других материалов, например, пластин из полимерных материалов, а в качестве заполнителя могут быть использованы на ряду с сотовым бумажным заполнителем, такие, как: пенополистирол, сотовый полимерный заполнитель, и т.д.
Декорированный погонаж многослойной панели прост в изготовлении, т.к. из технологического производства исключена наиболее трудоемкая операция по декорированию продольных торцов. Декорированный погонаж многослойные панели получается высокого качества с четким соблюдением стабильности размеров и формы при минимальных трудозатратах.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОРИЕНТИРОВАНИЯ ТОРЦЕВОЙ КРЫШКИ ЕМКОСТИ ДЛЯ НАПИТКОВ И НАНЕСЕНИЯ ЗНАКОВ В ПРЕДВАРИТЕЛЬНО ОПРЕДЕЛЕННОМ МЕСТЕ | 2016 |
|
RU2707302C2 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| СПОСОБ УГЛОВОГО СОЕДИНЕНИЯ ПАНЕЛЕЙ | 2010 |
|
RU2416514C1 |
| НАКЛАДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2736457C1 |
| БЛОЧНО-МОДУЛЬНАЯ СИСТЕМА МАЛОЭТАЖНОГО СТРОИТЕЛЬСТВА | 2024 |
|
RU2834577C1 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ДЕКОРАТИВНОГО РИСУНКА НА СТЕКЛЯННУЮ СОРТОВУЮ ПОСУДУ | 2022 |
|
RU2819448C2 |
| ПАНЕЛЬ ПЕРЕКРЫТИЯ ДЛЯ ФАЛЬШПОЛА | 2018 |
|
RU2792395C2 |
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНОГО ПОКРЫТИЯ НА РОВНОЙ ГЛАДКОЙ ПОВЕРХНОСТИ | 2009 |
|
RU2400372C1 |
| Стыковое соединение стеновых панелей и плит перекрытия | 1992 |
|
SU1823901A3 |
Изобретение относится к мебельному производству, а именно к конструкциям облицовочных многослойных панелей с сотовым заполнителем. Техническим результатом является повышение технологичности производства многослойной панели, снижение трудоемкости и повышение качества готового изделия. Декорированный погонаж многослойной панели включает наружные обкладки в виде пластин с заполнителем, размещенным между ними и соединенным посредством склеивания, и кромочные торцевые закладные упрочняющие элементы, установленные заподлицо в пазы, образованные с торцов и соединенные с ними клеевым соединением, и декорированное покрытие. Декорированный погонаж многослойной панели образован путем продольного пиления полноформатного недекорированного листа многослойной панели согласно предварительным картам раскроя, продольные пазы под кромочные торцевые закладные упрочняющие элементы выполнены вдоль продольных торцов панели, а ребра, образованные между продольными торцами верхней и нижней пластин, скруглены, декорированное покрытие выполнено плоскостным, на нижней пласти оно расположено вдоль заготовки с отступом от боковых краев, а верхнее выполнено методом «окутывания» верхней пласти с бесшовным загибом на кромочные торцевые закладные упрочняющие элементы и нижнюю пласть встык до краев нижнего декорированного покрытия нижней пласти. 2 н. и 4 з.п. ф-лы, 11 ил.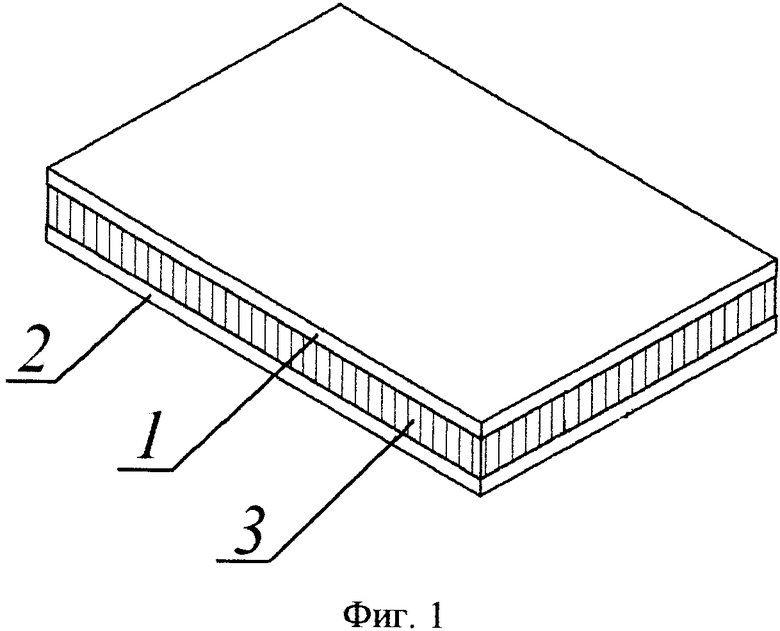
1. Декорированный погонаж многослойной панели, включающий наружные обкладки в виде пластин с заполнителем, размещенным между ними и соединенным посредством склеивания, кромочные торцевые закладные упрочняющие элементы, установленные заподлицо в пазы, образованные с торцов и соединенные с ними клеевым соединением, и декорированное покрытие, отличающийся тем, что он образован путем продольного пиления полноформатного недекорированного листа многослойной панели согласно предварительным картам раскроя, продольные пазы под кромочные торцевые закладные упрочняющие элементы выполнены вдоль продольных торцов панели, а ребра, образованные между продольными торцами верхней и нижней пластин, скруглены, декорированное покрытие выполнено плоскостным, на нижней пласти оно расположено вдоль заготовки с отступом от боковых краев, а верхнее выполнено методом «окутывания» верхней пласти с бесшовным загибом на кромочные торцевые закладные упрочняющие элементы и нижнюю пласть встык до краев нижнего декорированного покрытия нижней пласти.
2. Декорированный погонаж по п. 1, отличающийся тем, что отфрезерованные кромки верхней и нижней пластин недекорированного погонажа выполнены под углом 45° с образованием трапецеидальной конфигурации паза.
3. Декорированный погонаж по п. 1, отличающийся тем, что кромочные торцевые закладные упрочняющие элементы выполнены толщиной от 2,5 до 10 мм.
4. Декорированный погонаж по п. 1, отличающийся тем, что для подготовки погонажа к декорированию ребра, образованные между продольными торцами верхней и нижней пластин, скруглены радиусом от 1 до 5 мм.
5. Декорированный погонаж по п. 1, отличающийся тем, что отступ декорированного покрытия от боковых продольных краев нижней пласти составляет от 4 до 70 мм.
6. Способ изготовления декорированного погонажа многослойной панели, включающий склеивание заполнителя с верхней и нижней обкладками в виде пластин, формирование с торцов пазов, установку в них заподлицо закладных упрочняющих элементов с помощью клеевого соединения и декорирование, отличающийся тем, что предварительно выполняют продольное пиление полноформатных недекорированных панелей, согласно картам раскроя, с последующим продольным фрезерованием вдоль всей длины с торцевых сторон внутренних поверхностей верхней и нижней пластин для образования пазов, устанавливают в них торцевые закладные упрочняющие элементы, далее калибруют, шлифуют и скругляют ребра, образованные между торцевыми закладными упрочняющими элементами с верхней и нижней пластинами, а декорирование выполняют путем наклеивания на нижнюю пласть декорированного покрытия вдоль пласти с отступом от боковых краев и на верхнюю пласть методом «окутывания» с бесшовным загибом на продольные торцы по всей длине заготовки с загибом на нижнюю пласть, встык с краями нижнего декорированного покрытия.
| Железобетонная вилкообразная шайба | 1952 |
|
SU93714A1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| WO 2014041128 A1, 20.03.2014 | |||
| CN 101327714 A, 24.12.2008 | |||
| Толкатель шахтных вагонеток | 1981 |
|
SU1011868A1 |

