Изобретение относится к области производства композитных конструкционных элементов, выполненных в виде криволинейного бруса с прямоугольным сечением, которые могут найти широкое применение при изготовлении разнообразной номенклатуры легких, сборно-разборных конструкций, например быстро сооружаемых концертных площадок, выставочных и торговых павильонов, строительных конструкций, таких как, навесные потолки, межсекционные перегородки, колонны, а также для изготовления разнообразных предметов мебели, в том числе столов, торговых витрин, стеллажей, стоек для аудио-видеоаппаратуры и т.п.
В настоящее время большая часть конструкционных элементов в виде бруса, используемых в качестве строительного материала для жилых и хозяйственных объектов, а также для изготовления мебели и различных столярных изделий, выполняется из древесины.
Известен цельный брус прямоугольного или квадратного сечения, получаемый в процессе продольной распиловки круглого лесоматериала на типовом промышленном оборудовании, например обычной пилораме, и используемый при сооружении стен, перегородок, каркасов конструкций помещений и других объектов (А.Н.Пясоцкий. Лесопильное производство. М., 1970, с.431).
Существенным недостатком такого изделия является необходимость использования для его получения бревен относительно большого диаметра и длины, т.е. лесного массива с достаточным возрастом, а также большой расход исходного лесоматериала на единицу продукции.
Хорошо известно, что лесные массивы в процессе промышленных разработок, в настоящее время сокращаются быстрее, чем восстанавливаются. Кроме того, непосредственно заготовка лесоматериалов помимо стоимости воспроизводства лесных массивов постоянно дорожает в силу различных факторов.
Это является одним из стимулов постоянного поиска решений, которые могли бы значительно сократить использование цельного массива древесины, а также предпринимаются попытки замены натуральной древесины другими конструкционными материалами.
Одним из таких направлений является вовлечение в хозяйственный оборот тонкомерного сырья диаметром 8-14 см. По данным научно-производственного центра «Промдрев» при Хабаровском государственном техническом университете, выход пиломатериалов из такого тонкомерного сырья составляет около 50%, а объем тонкомерной низкотоварной древесины в общем объеме лесосечного фонда составляет более 30%. Поэтому технология производства конструкционных элементов из этого, пока мало используемого сырья, является актуальной и получает все более широкое распространение.
Известен брус, содержащий четыре секторные детали, ориентированные наружными поверхностями внутрь и склеенные между собой по кромкам одинаковой ширины, при этом упомянутые кромки выполнены по сбегу бревна, а смежные детали повернуты относительно друг друга на 180° (Полезная модель РФ №11751, МПК 6 В27М 3/00, 1999 г.).
Данное техническое решение позволяет использовать для изготовления бруса бревна небольшого диаметра, а также значительные объемы отходов древесного производства, что в итоге позволяет существенно сократить потребление бревен большого диаметра и длины, а следовательно, и лесного массива в целом.
Вместе с тем, такая конструкция, хотя и обеспечила существенное сокращение используемого сырья, тем не менее изготавливаемые по такой технологии брусья не обеспечивают в ряде случаев необходимого запаса прочности. Используемый клей в процессе эксплуатации бруса в конструкции стареет, относительная жесткость соединенных частей бруса уменьшается, что может привести к нарушению прочности всей конструкции. Кроме того, различные составляющие части такой конструкции бруса в процессе старения материала также подвергаются различным деформациям, что в итоге может также привести к нарушению целостности конструкции.
Известен также брус, выполненный из отходов древесины следующим образом. Пиломатериал, отобранный для изготовления бруса, подвергают сушке при мягких режимах. Из высушенного материала удаляют пороки строения древесины, недопустимые пороки формы и склеивают заготовки на зубчатые шипы. Склеенные заготовки фрезеруют по пласти на продольно-фрезерном станке, после чего производят раскрой непрерывной ленты на заготовки требуемой длины и выдерживают на подстопном месте. Полученные заготовки склеивают по пласти клеем КБ-3 в брус необходимых размеров, фрезеруют боковые поверхности бруса под углом 90° к их основанию (авторское свидетельство СССР №905087, МПК 3, В27М 3/00, В32В 21/14, 1980 г.).
Использование этого технического решения значительно сокращает расход добротного лесоматериала, однако выполнение бруса в виде цельного массива утяжеляет конструкционный элемент, и в процессе неравномерного старения материала брус меняет свою форму, создавая в конструкции дополнительные напряжения.
Известен брус, содержащий одинаковые элементы, соединенные по длине в пакет наибольшей по площади плоскостью, при этом внутренние элементы, имеющие длину меньшую, чем внешние элементы, образуют одно или несколько промежуточных пространств, а внутренние элементы соединены с внешними элементами двусторонней гвоздевой пластиной (свидетельство РФ на полезную модель №23406, МПК 7 В27М 3/00, 2002 г.).
В данном решении хотя и обеспечивается дальнейшее снижение используемой деловой древесины, тем не менее она еще используется в значительных объемах, а брус, выполненный в соответствии с этим решением, достаточно тяжел и его использование при сооружении легких, быстро собираемых конструкций достаточно проблематично.
Другим активно развивающимся направлением, обеспечивающим минимальное использование натуральной древесины, является использование древесных композиционных материалов. По данным Отдела леса и лесных продуктов продовольственной сельскохозяйственной комиссии (ФАО) ООН, производство в мире только трех древесных композиционных материалов - фанеры, ДСП и ДВП - в объемных единицах превосходит производство сталей, пластмасс и алюминия (Т. Трифонова, «Дерево дает уроки композиций», стр.52-57.).
Известна деталь для мебели в виде изогнутого элемента из склеенных между собой слоев материала, при этом по крайней мере один из слоев выполнен из древесно-стружечной плиты, на поверхности которой, обращенной к смежному с ней второму слою, в местах перегиба выполнены пазы, причем второй из слоев выполнен из пластика толщиной не менее 1,0 мм (Полезная модель РФ №14028, МПК 7 В32В 21/4, 2000 г.). Данное техническое решение позволяет изготавливать криволинейные детали, однако использование древесностружечной плиты не исключает расход древесины, кроме того, такие детали достаточно тяжелы, что ограничивает их применение в легких, сборно-разборных конструкциях.
Наиболее близким к заявляемому изобретению по технической сущности и достигаемому при использовании техническому результату в части изделия является клееный брус для изготовления окон и дверей, включающий наружные ламели, выполненные из древесины, и внутренний слой, расположенный между наружными ламелями, при этом внутренний слой выполнен из твердого полиуретанового материала (свидетельство РФ на полезную модель №25447, МПК 7 В27М 3/00, 3/18; В32В 21/00. 2002 г.).
В данном решении частично минимизирована задача экономии древесины за счет выполнения среднего слоя бруса из твердого полиуретанового материала. Однако в данном изделии внешний контур выполнен незамкнутым, что не обеспечивает требуемых прочностных характеристик, при использовании такого бруса в качестве монтажного конструкционного элемента. Кроме того, такой брус может использоваться только для изготовления прямолинейных элементов различных конструкций. В то же время в современном дизайне существует большая потребность в криволинейных брусьях для выполнения различных изделий, включающих сопрягаемые криволинейные элементы.
Известен способ изготовления гнуто-клееных деталей, включающий сборку пакета из древесного материала и последующее его гнутье с одновременным склеиванием при 125-135°С, при этом в качестве древесного материала используют древесно-волокнистую плиту и лущеный шпон при следующем их соотношении, мас.%:
в процессе сборки пакета его наружные поверхности формируют из древесно-волокнистых плит, которые располагают гладкими поверхностями наружу, причем перед гнутьем места прогиба древесно-волокнистых плит обрабатывают 5-7%-ным раствором полиакриламида и нагревают пакет при 250-280°С в течение 30-70 секунд при давлении 0,1-0,2 МПа, а процесс гнутья осуществляют в вайме с обогреваемой гнутарной шиной (Авторское свидетельство СССР №1659191, МПК 5 В27Н 1/00, В32В 21/04, 1988 г.).
Детали, изготовленные в соответствии с данным способом, обладают значительным весом в связи с тем, что при их изготовлении используют древесно-волокнистые плиты, что препятствует их использование при сооружении облегченных сборно-разборных конструкций. Кроме того, сам процесс изготовления упомянутых деталей достаточно длителен и трудоемок.
Наиболее близким к заявляемому изобретению по технической сущности и достигаемому при использовании техническому результату, в части способа изготовления композитного изделия является способ изготовления слоистых элементов из древесины, включающий операции склеивания заготовок на длину и ширину элемента в слои, набор их в пакет с последующим склеиванием, его обработку и отделку, при этом в слоях, имеющих продольную покоробленность по кромке, перед их склеиванием с вогнутой стороны выполняют сквозные прорези на 1/2-1/6 ширины слоя под углом 30-45° к продольной оси пакета с шагом 0,5-1,5 м, а при наборе пакета смежные слои с прорезями укладывают вразбивку, затем нарезают на концах склеенных пакетов зубчатые шипы под углом 45-60° относительно продольной оси, после чего склеивают пакеты по длине и разрезают их по высоте на слои, причем нечетные слои перед склеиванием разворачивают по ширине на 180° (Авторское свидетельство СССР №636244, МПК 2 С09J 5/00, В32В 31/14, 1976 г.).
Данный способ позволил повысить прочность и долговечность изготавливаемых элементов, однако в технологическом отношении он достаточно сложен и не обеспечивает изготовление облегченных, криволинейных композитных элементов со сложным профилем.
Задача, положенная в основу заявляемого изобретения, заключается в создание облегченного композитного конструкционного элемента в виде криволинейного бруса со сложным профилем, который можно было бы использовать при сооружении быстро монтируемых, сборно-разборных строительных конструкций, например выставочных павильонов, для изготовления предметов мебели, различного назначения, а также в способе его изготовления.
Технический результат, достигаемый в процессе использования данного изобретения, заключается в существенном снижении расхода деловой древесины за счет выполнения криволинейного бруса сложного профиля, внутренний объем которого заполнен пенистым наполнителем, при этом его прочностные характеристики не уступают аналогичным характеристикам бруса, выполненного из цельного массива древесины, а также в разработке способа изготовления криволинейного композитного элемента со сложным профилем, технология которого обеспечивает выполнение криволинейных композитных элементов со сложным профилем с высокой точностью при одновременном упрощении технологического процесса.
Задача, положенная в основу заявляемого изобретения, в части криволинейного, композитного элемента, с достижением в процессе реализации заявляемого изобретения упомянутого технического результата решается тем, что в известном криволинейном композитном элементе, выполненном в виде бруса прямоугольного сечения, имеющим наружные ламели и расположенный между ламелями внутренний слой, выполненный из наполнителя - внешний контур композитного конструкционного элемента, образованный наружными ламелями, выполнен замкнутым, а внутренний слой выполнен из легкого пенистого наполнителя, при этом наружные ламели, формирующие плоские поверхности криволинейного композитного элемента, выполнены из жесткого листового материала, а наружные ламели, формирующие боковые поверхности криволинейного композитного элемента, выполнены из гибкого листового материала;
- а также тем, что отношение толщины «М» наружной ламели, формирующей плоские поверхности криволинейного, композитного элемента, к толщине «Т» внутреннего слоя выбирается из диапазона от 0,02 до 0,2;
- а также тем, что упомянутый композитный криволинейный элемент выполнен квадратного сечения;
- а также тем, что наружные ламели, формирующие плоские поверхности криволинейного композитного элемента, выполненные из жесткого листового материала, закреплены на внешней поверхности внутреннего слоя посредством склеивания;
- а также тем, что в качестве клея использован формальдегидный клей;
- а также тем, что в качестве гибкого листового материала для изготовления упомянутых ламелей, формирующих боковые поверхности криволинейного, композитного элемента, использованы или гибкая фанера или гибкие пластики;
- а также тем, что наружные ламели, образующие замкнутый контур криволинейного композитного элемента, покрыты декоративным, отделочным материалом;
- а также тем, что в качестве декоративного отделочного материала использован или шпон ценных пород дерева или пленка, или ткань, или кожа, или бумага, или фольга, или грунтовка, или краска, или лак;
- а также тем, что в качестве легкого пенистого наполнителя использованы или вспененные термопластичные полимеры: полиэтилен, полистирол, полипропилен, поливинилхлорид, или полиуретаны;
- а также тем, что во внутреннем слое по всей длине композитного криволинейного элемента выполнен технологический паз для размещения средств крепления, электропроводки и других коммуникаций.
Задача, положенная в основу заявляемого изобретения, в части способа изготовления криволинейного композитного элемента с достижением в процессе реализации заявляемого изобретения упомянутого технического результата решается тем, что в известном способе изготовления криволинейного композитного элемента, включающем выполнение заготовок из наполнителя и листового материала, набор их в пакет с последующим склеиванием, обработку пакета и его отделку,
в плоской заготовке из наполнителя выполняют пазы по контуру, идентичному контуру изготавливаемого криволинейного композитного элемента, для размещения в них закладных элементов;
в выполненные в плоской заготовке из наполнителя пазы устанавливают предварительно подготовленные закладные элементы;
полученную заготовку из наполнителя, с установленными в пазах закладными элементами размещают между двумя ламелями из листового материала, формируя пакет, при этом на поверхности упомянутых ламелей из листового материала, обращенных к плоской заготовке из наполнителя, а также на ребра закладных элементов предварительно наносят слой клея;
полученный пакет помещают под пресс для склеивания при заданных температуре, усилии и времени воздействия;
по завершении прессования пакет прорезают по наружному контуру закладных элементов, образуя криволинейный, композитный элемент с замкнутым наружным контуром;
- а также тем, что закладные элементы выполняют из гибкого, эластичного материала, при этом их ширина не должна превышать толщину плоской заготовки из наполнителя, а их толщина не должна превышать ширину паза, выполненного в плоской заготовке из наполнителя;
- а также тем, что в качестве гибкого эластичного материала используют гибкую фанеру или гибкие пластики;
- а также тем, что заданное усилие при склеивании составляет 5-7 кг/см2, а заданная температура - 80°-90°С, а заданное время воздействия давления и температуры находится в диапазоне 7-9 мин;
- а также тем, что на выступающие ребра закладных элементов слой клея наносят, по крайней мере, два раза, а интервал времени между нанесением слоев клея составляет 2-3 мин.
Изобретение иллюстрировано следующими графическими материалами.
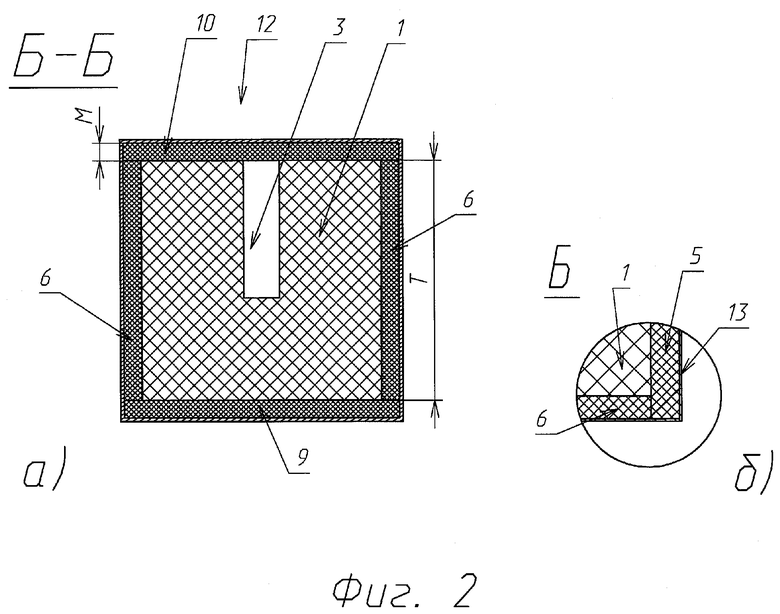
На фиг.1 показан криволинейный композитный конструкционный элемент; на фиг.1a - вид спереди криволинейного композитного конструкционного элемента, совмещенный с разрезом; на фиг.1б - вид сверху криволинейного композитного конструкционного элемента, совмещенный с сечением по А-А; на фиг.1в - криволинейный композитный конструкционный элемент в изометрии.
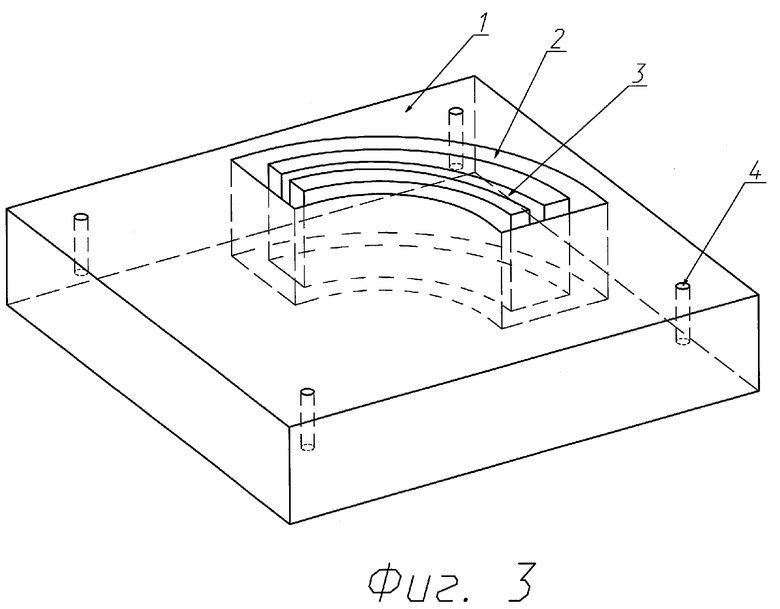
На фиг.2 показаны сечение криволинейного композитного конструкционного элемента и увеличенный фрагмент одного из узлов элемента; на фиг.2а - сечение криволинейного композитного конструкционного элемента по Б-Б (фиг.1); на фиг.2б - увеличенный фрагмент «Б» (фиг.1) криволинейного композитного конструкционного элемента.
На фиг.3-6 показаны основные этапы способа изготовления композитного конструкционного элемента.
На фиг.3 показано начало процесса изготовления композитного конструкционного элемента: в плоской заготовке 1 из наполнителя выполняются пазы 2 для размещения закладных элементов, технологический паз 3 и отверстия 4 для взаимодействия со шкантами 7.
На фиг.4 показан следующий этап изготовления - размещение в выполненных пазах 2 закладных элементов 5, 6.
На фиг.5 показан процесс сборки пакета, включающий нанесение клея на ламели 9 и 10 из листового материала, совмещение шкантов 7, зафиксированных в ламели 9 с отверстиями 4, выполненными в плоской заготовке 1, и ее соединение противоположной поверхностью с поверхностью ламели 10, предварительно покрытой клеем.
На фиг.6 показан завершающий этап изготовления криволинейного композитного конструкционного элемента; на фиг.6а показан полностью склеенный пакет 11, после его нахождения под прессом; на фиг.6б показан полностью изготовленный криволинейный композитный конструкционный элемент 12.
Внешний контур криволинейного композитного конструкционного элемента фиг.1 и фиг.2 образован наружными ламелями, являющимися армирующими элементами. Криволинейные боковые поверхности композитного конструкционного элемента образуют ламели 6 (фиг.1б, 2а) (они же закладные элементы 6 (фиг.4)), которые выполняют из специальной, гибкой фанеры или гибких пластиков. Наружные ламели 9 и 10 (фиг.2а, фиг.5), формирующие плоские поверхности криволинейного композитного конструкционного элемента, изготавливаются из тонкого, листового материала, в качестве которого может быть использована фанера, тонкие деревосодержащие плиты ДСП, ДВП, МДФ. Из такого же материала выполняют закладные элементы 5 (фиг.1б, фиг.4), являющиеся торцами 5 криволинейного, композитного, конструкционного элемента. Выполнение торцев 5 необходимо только тогда, когда криволинейный композитный элемент 12 используется как самостоятельная единица конструкции. Когда же он используется в составе какой-либо конструкции, сочленяется с другими ее элементами, выполнение торцев 5 не требуется.
С наружной поверхности все ламели покрывают декоративным отделочным материалом 13 (фиг.2б), в качестве которого могут использоваться: шпон ценных пород дерева, пленка, ткань, кожа, бумага, фольга, грунтовка, краска или лак. Между наружными ламелями 6, 9, 10 расположен внутренний слой, являющийся матрицей, выполненный из легкого, пенистого наполнителя 1, в качестве которого можно использовать газонаполненные пластики на основе полиэтилена, полистирола, полипропилена, поливинилхлорида или полиуретанов. Во внутреннем слое из наполнителя 1, по всей длине криволинейного композитного элемента выполнен технологический паз 3 (фиг.2а) для размещения средств крепления, электропроводки и других коммуникаций.
Криволинейный композитный конструкционный элемент может быть изготовлен следующим образом. Плоская заготовка 1 (фиг.3) из наполнителя, например из пенополистирола размером 3000×1220×70 мм, калибруется за два прохода в размер 69 (+0,2) мм по толщине на шлифовально-калибровальном станке, например, марки «Бульдог» при скорости движения шлифовальной ленты Р40-Р60 4,5 м/мин и скорости подачи упомянутой заготовки 9 м/мин. За один проход обеспечивается снятие слоя материала примерно 0,5 мм. Откалиброванную плоскую заготовку 1 (фиг.3) из пенополистирола размером 3000×1220×69(+0,2) мм раскраивают на две заготовки размером 1500×1220×69(+0,2) мм на форматно-раскроечном станке, дисковой пилой диаметром 300 мм, с формой зуба, используемого для распиловки ЛДСП при скорости подачи 16 м/мин. На одном из углов плоской заготовки 1 из пенополистирола отмечается нулевая база, после чего на станке с ЧПУ, например, марки «Masterwood», посредством концевой фрезы диаметром 10 мм в ней фрезеруются пазы 2 (фиг.3) размером 86×67×10 мм под «донышки» и технологический паз 3 размером 10×40 мм. После этого концевой фрезой диаметром 6×70 мм фрезеруются пазы 2 размером 67×9 мм под закладные элементы 6 (фиг.4), выполненные из специальной гибкой фанеры. Далее спиральным сверлом диаметром 8 мм присаживаются четыре технологических отверстия 4 (фиг.3) размером 8×50 мм. Подготавливаются закладные элементы 6, выполняемые из гибкой фанеры, которая расторцовывается в размеры: 673×69(+0,2)×9 мм, 551×69(+0,2)×9 мм, 798×69(+0,2)×9 мм, 677×69(+0,2)×9 мм, 906×69(+0,2)×9 мм, 784×69(+0,2)×9 мм, 1047×69(+0,2)×9 мм и 925×69(+0,2)×9 мм. МДФ 10 мм расторцовывается в размер 86×69(+0,2)×10 мм. Лист фанеры, из которого изготавливаются наружные ламели 9, 10, формирующие плоские поверхности криволинейного композитного конструкционного элемента, размером 1525×1525×6 мм расторцовывается в размер 1525×1200×6 мм. При использовании фанеры толщиной 6,5 мм II/III и II/IV сортов необходимо откалибровать низкосортную сторону абразивной шлифовальной лентой Р40-Р60 до выравнивания поверхности и устранения разнотолщинности. В подготовленной таким образом фанере присаживаются технологические отверстия 8 (фиг.5а) диаметром 8 мм для точного позиционирования плоской заготовки 1 из пенополистирола, подготовленной как отмечалось выше. Технологические отверстия должны быть присажены таким образом, чтобы поверхность фанеры низкого сорта при склеивании была обращена к поверхности пенополистирола, на которую она приклеивается. Расположение базовых отверстий 8 (фиг.5а) в фанере для ламели 9 (фиг.5а) должно строго соответствовать расположению базовых отверстий 4 (фиг.3), выполненных в плоской заготовке 1 (фиг.3) из пенополистирола.
Далее на рабочем месте, оборудованном вытяжной вентиляцией и сжатым воздухом, осуществляется сборка пакета, включающего плоскую заготовку из наполнителя 1, закладные элементы 5, 6 (из гибкой фанеры и МДФ) следующим образом. Пазы 2, выполненные в плоской заготовке 1, очищаются от частиц пенополистирола посредством их продувки сжатым воздухом. В очищенные пазы 2 укладываются закладные элементы 5, 6 (фиг.4) из гибкой фанеры и МДФ. Количество деталей и их конфигурация определяется конкретным заданием и программой для станка с ЧПУ. Разброс размеров по ширине закладных элементов допускается в пределах ±0,05 мм. После этого на поверхность заготовки из фанеры для ламели 9 (фиг.5а) с технологическими отверстиями 8 наносится клей, например Раколл 3001, из расчета 150 г/м2. Затем в упомянутые технологические отверстия 8 в заготовке из фанеры для ламели 9 вставляются шканты 7 (фиг.5а), диаметр которых выполняется таким образом, чтобы обеспечивалось их жесткое закрепление в технологических отверстиях. Валиком наносится клей на ребра закладных элементов 5, 6 из гибкой фанеры и МДФ в количестве, достаточном для впитывания и покрытия ребер равномерным слоем. Клей необходимо наносить два раза с интервалом в 2-3 минуты.
Плоскую заготовку 1 из пенополистирола с установленными в ней закладными элементами 6 (фиг.5б) переворачивают и совмещают шканты 7, закрепленные в заготовке из фанеры для ламели 9, с отверстиями 4, выполненными в плоской заготовке 1 из пенополистирола. Далее наносят клей на второй лист фанеры, для ламели 10 (фиг.5в) (без технологических отверстий) и ребра закладных элементов 5, 6 (фиг.5б) из гибкой фанеры и МДФ в количестве, достаточном для впитывания и покрытия поверхностей равномерным слоем. Клей наносится аналогично описанному выше приему - два раза с интервалом в 2-3 минуты. После этого накладывают этот лист фанеры (фиг.5) для ламели 10 (без технологических отверстий) на вторую поверхность плоской заготовки 1 из пенополистирола. Собранный таким образом пакет 11 (фиг.6) размещают в прессе. Прессование производится в течение 8 минут при удельном давлении 5 кг/см2 и температуре плит пресса 85°С. Время выдержки после прессования составляет 4 часа. По окончании выдержки полученный пакет 11 (фиг.6а) базируют на станке с ЧПУ по нулевой базе (помеченному углу плоской заготовки 1 из пенополистирола). Затем пакет прорезают фрезой 14 (фиг.6а) по наружному контуру закладных элементов 5, 6, образуя криволинейный композитный элемент с замкнутым наружным контуром 12 (фиг.6б). При этом часть материала (примерно по 3 мм с каждого края) закладных элементов 5, 6 снимается. В том случае, если заготовка 1 из пенополистирола прорезается не насквозь, с недорезом 1 мм, требуется провести дополнительную калибровку для удаления непрорезанной фанеры. Полученный криволинейный композитный элемент 12 (фиг.6б) калибруется в толщину 79,2 мм и направляется на финишную отделку, например, облицовку декоративным материалом 13 (фиг.2б).
Приведенный пример изготовления криволинейного композитного элемента является одним из многочисленных вариантов выполнения заявленного изобретения, с использованием широкой номенклатуры соответствующих инструментов и приспособлений и не может ограничивать объем испрашиваемой охраны только приведенным примером его реализации. Специалисты в данной области могут использовать любое другое оборудование и инструментарий, позволяющие выполнять соответствующие операции по изготовлению заявленного криволинейного композитного элемента.
В процессе изготовления криволинейного композитного, конструкционного элемента обеспечивается выполнение отношения толщины «М» наружных ламелей 9, 10 к толщине «Т» внутреннего слоя 1 в диапазоне от 0,02 до 0,2.
Приведенное соотношение и его оптимальный диапазон получен экспериментальным путем, а также исходя из того, что при использовании более тонких материалов не обеспечивается требуемых прочностных характеристик криволинейного композитного элемента, а применение более толстого листового материала не приводит к увеличению прочностных характеристик криволинейного композитного элемента при существенном росте веса и стоимости материала.
Криволинейный композитный конструкционный элемент, выполненный в соответствии с заявленным изобретением, представляет собой существенно облегченную конструкцию, практически исключающую использование деловой древесины, и по своим прочностным характеристикам не уступающую аналогичным криволинейным брусам, выполненным из древесины. У него отсутствуют внутренние напряжения, возникающие в брусах из дерева в процессе их старения, а также деформации под действием упомянутых напряжений и внешних воздействий окружающей среды. Кроме того, криволинейный композитный конструкционный элемент, выполненный в соответствии с заявленным изобретением, обладает очень низким коэффициентом теплопроводности и звукопроводимости, т.е. может использоваться для тепло - и звукоизоляции. При использовании для изготовления криволинейного композитного конструкционного элемента влагостойких материалов можно добиться минимального водопоглощения, не достижимого при использовании деревянного бруса. Заявляемый криволинейный композитный конструкционный элемент имеет более высокую морозостойкость и может использоваться в конструкциях, подверженных частой смене температурных режимов, при сохранении механических и теплоизоляционных свойств. Он также обладает высокой устойчивостью к биологическим воздействиям, таким как плесень, грибок, гниение и т.п. Применяемые для изготовления криволинейного композитного конструкционного элемента материалы являются в основном безвредными и безопасными для здоровья человека. Точность геометрических размеров и незначительный вес криволинейного композитного конструкционного элемента, выполненного в соответствии с заявленным изобретением, позволяет достичь максимальной производительности труда при сборке и монтаже, без применения специальных инструментов и механизмов.
Заявленный криволинейный композитный конструкционный элемент может серийно изготавливаться в условиях современного производства с использованием имеющегося стандартного оборудования, современных технологий и материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТРОИТЕЛЬСТВА С ПРИМЕНЕНИЕМ ДЕРЕВЯННОЙ БЕСКАРКАСНОЙ ПАНЕЛИ | 2015 |
|
RU2596167C1 |
| Способ изготовления многослойного древесного материала | 2022 |
|
RU2796684C1 |
| Способ изготовления несущих стен | 2023 |
|
RU2816138C1 |
| Способ изготовления клееного бруса | 2017 |
|
RU2687603C1 |
| КЛЕЕНЫЙ БРУС С УТЕПЛИТЕЛЕМ СТАБИЛЬНОЙ КОНСТРУКЦИИ | 2018 |
|
RU2686755C1 |
| СЕРДЦЕВИНА, ЗАГОТОВКА ПАНЕЛИ, ПОЛОВАЯ ПАНЕЛЬ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2618247C2 |
| Способ изготовления конструкционного материала | 2021 |
|
RU2760899C1 |
| Способ изготовления конструкционного материала | 2022 |
|
RU2783136C1 |
| Декорированный погонаж многослойной панели и способ ее изготовления | 2017 |
|
RU2664369C1 |
| КОМПОЗИЦИОННЫЙ ДЕРЕВЯННЫЙ БРУС | 2006 |
|
RU2357054C2 |



Изобретение относится к области производства композитных конструкционных элементов, выполненных в виде криволинейного бруса с прямоугольным сечением. Задачей данного изобретения является создание облегченного композитного конструктивного элемента в виде криволинейного бруса со сложным профилем, который можно было бы использовать при сооружении быстро монтируемых, сборно-разборных строительных конструкций. Технический результат, достигаемый в процессе использования данного изобретения, заключается в существенном снижении расхода деловой древесины, за счет выполнения криволинейного бруса сложного профиля, внутренний объем которого заполнен пенистым наполнителем, при этом его прочностные характеристики не уступают аналогичным характеристикам бруса, выполненного из цельного массива древесины, а также в разработке способа изготовления криволинейного композитного элемента со сложным профилем, технология которого обеспечивает выполнение криволинейных композитных элементов с высокой точностью при одновременном упрощении технологического процесса. 2 н. и 8 з.п. ф-лы, 6 ил.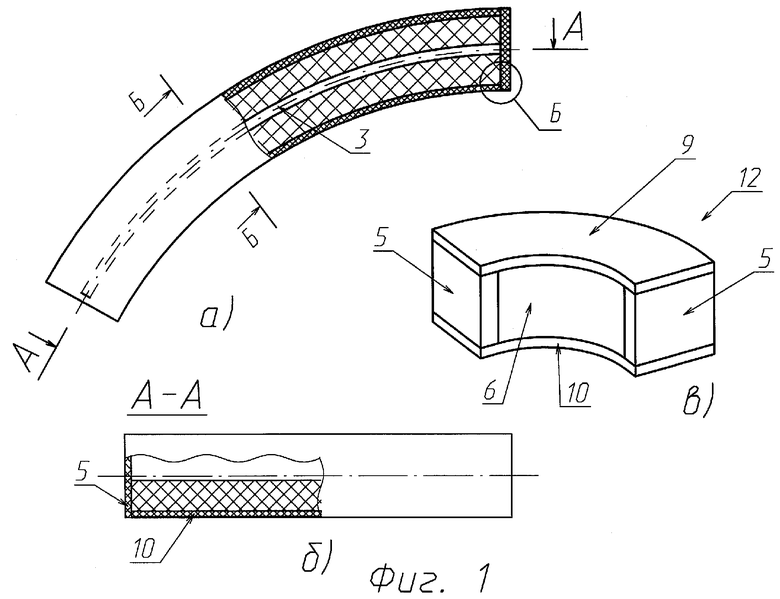
в плоской заготовке из наполнителя выполняют пазы по контуру, идентичному контуру изготавливаемого криволинейного композитного элемента, для размещения в них закладных элементов; в выполненные пазы в плоской заготовке из наполнителя устанавливают предварительно подготовленные закладные элементы; полученную заготовку из наполнителя с установленными в пазах закладными элементами размещают между двумя ламелями из листового материала, формируя пакет, при этом на ребра закладных элементов наносят слой клея; полученный пакет помещают под пресс, осуществляя склеивание при температуре 80-90°С, усилии 5-7 кг/см2 и времени воздействия 7-9 мин; по завершении прессования закладные элементы вырезают из пакета по их наружному контуру, образуя криволинейный композитный элемент с замкнутым наружным контуром.
| Экстремальный регулятор | 1977 |
|
SU631871A1 |
| US 3535189 A, 20.10.1970 | |||
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2032040C1 |
| Способ изготовления клееных деревянных конструкций | 1980 |
|
SU933467A1 |
| Вентиляционное устройство для блока магнитных дисков | 1972 |
|
SU564833A3 |
| Способ изготовления слоистых элементов из древесины | 1976 |
|
SU636244A1 |
| SU 1833670 A3, 20.02.1996. | |||

