Настоящее изобретение в основном относится к области техники получения плит из минерального волокна. Более точно, настоящее изобретение относится к новой методике получения изоляционного полотна из минерального волокна, из которого нарезают, например, изоляционные плиты или продукты из минерального волокна. Плиты или продукты из минерального волокна, изготовленные из нетканого полотна из минерального волокна, полученного по настоящему изобретению, проявляют выгодные свойства в отношении механических эксплуатационных качеств, таких как модуль упругости и прочность, малый вес, уменьшенное содержание связующих и хорошее термоизоляционное качество.
Нетканые полотна из минерального волокна до сих пор обычно получают в виде гомогенных полотен, то есть полотен, в которых минеральные волокна, из которых они образованы, в основном ориентированы в единственной преобладающей ориентации, определяемой ориентацией производственной линии, на которой изготавливают полотно из минерального волокна и перемещают его во время процесса изготовления. Продукт, изготовленный из гомогенного полотна из минерального волокна проявляет характеристики, которые определяются монолитностью полотна из минерального волокна и которые в большой степени определяются связыванием минеральных волокон внутри плиты из минерального волокна, получаемой из полотна из минерального волокна, и, кроме того, в большой степени определяются плотностью минеральных волокон в плите из минерального волокна.
Выгодные характеристики плит из минерального волокна различной структуры в некоторой степени уже реализованы, поскольку были изобретены методики получения плит из минерального волокна, в которых минеральные волокна ориентированы в суммарной ориентации, отличной от ориентации, определенной производственной линией (WO 92/10602, кл. D 04 P 1/70, 25.06.1992 /1/).
Известный /1/ способ изготовления отвержденного нетканого полотна из минерального волокна, включает следующие стадии:
а) изготовление первого нетканого полотна из минерального волокна, определяющего первое продольное направление, параллельное указанному первому полотну, и первое поперечное направление, параллельное указанному первому полотну, причем первое полотно содержит минеральные волокна, преимущественно расположенные по первому продольному направлению, и первое связующее вещество;
б) перемещение первого полотна в первом продольном направлении;
в) расположение сегментов первого полотна с частичным взаимным перекрыванием и под косым углом по отношению к первому продольному и первому поперечному направлениям так, чтобы получить второе нетканое полотно, определяющее второе продольное направление, причем второе полотно содержит минеральные волокна, расположенные преимущественно под косым углом к указанным второму продольному и второму поперечному направлениям и в основном под косым углом по отношению друг к другу;
г) перемещение второго полотна в указанном втором продольном направлении;
д) складывание второго полотна под углом по отношению к указанному второму продольному направлению так, чтобы получить третье нетканое полотно;
е) перемещение третьего нетканого полотна во втором продольном направлении, и
ж) отверждение первого связующего вещества так, чтобы вызвать связывание минеральных волокон из третьего полотна друг с другом с образованием отвержденного нетканого полотна из минерального волокна.
Устройство для изготовления отвержденного нетканого полотна включает средства для выполнения операций на соответствующих вышеуказанных стадиях способа /1/.
Задача настоящего изобретения заключается в том, чтобы предложить новый способ получения полотна из минерального волокна, из которого могут быть нарезаны плиты из минерального волокна, причем способ дает возможность изготавливать на поточном производственном устройстве плиты из минерального волокна, которые имеют составную структуру, обеспечивающую четкие преимущества при сравнении с известными плитами, содержащими минеральные волокна.
Другая задача настоящего изобретения заключается в том, чтобы предложить новый способ изготовления трубчатого изоляционного элемента, причем способ дает возможность изготавливать трубчатые изоляционные элементы, проявляющие особые характеристики в отношении механических свойств, включая гибкость и механическую прочность, а также теплоизоляционных свойств.
Особое преимущество настоящего изобретения связано с новой плитой из минерального волокна по настоящему изобретению, полученной по способу по настоящему изобретению, которая в сравнении с известными плитами из минерального волокна содержит меньше минеральных волокон, и следовательно, менее дорога, чем известные плиты из минерального волокна, и в то же время она проявляет преимущества в сравнении с известными плитами из минерального волокна в отношении механической прочности и теплоизоляционных свойств.
Плита из минерального волокна, полученная в соответствии со способом получения полотна из минерального волокна по настоящему изобретению, может быть произведена из меньшего количества минеральных волокон или меньшего количества материала в сравнении с известной плитой из минерального волокна, при тех же механической прочности и теплоизоляционных свойствах, что и известная плита из минерального волокна, обеспечивая таким образом получение более легкой и менее объемной плиты из минерального волокна в сравнении с известной плитой из минерального волокна, что снижает затраты при транспортировке, хранении и эксплуатации.
Следующее преимущество настоящего изобретения относится к тому факту, что новая плита из минерального волокна по настоящему изобретению, полученная в соответствии со способом по настоящему изобретению, представляет собой продукт плиты из минерального волокна, проявляющий, с одной стороны, характеристики в отношении механической прочности по существу равные характеристикам наилучших продуктов в виде известных высокопрочных нетканых высокопрочных нетканых плит из минерального волокна с такими же или по существу такими же общими размерами, а с другой стороны - характеристики в отношении теплоизоляционных свойств, равные характеристикам наилучших продуктов известных хорошо изолирующих плит из минерального волокна с такими же или по существу такими же общими размерами.
Другое преимущество настоящего изобретения относится к тому факту, что новый трубчатый изоляционный элемент, полученный в соответствии со способом по настоящему изобретению, может представлять собой трубчатый изоляционный элемент, который легко приспособить к конкретным геометрическим требованиям при применении, поскольку трубчатый изоляционный элемент является легко сжимаемым и деформируемым вследствие высокой гибкости трубчатого изоляционного элемента вдоль его продольного направления или любого произвольного направления по отношению к продольному направлению трубчатого изоляционного элемента, однако все еще проявляет великолепные характеристики по механической прочности и изоляционным свойствам.
Другая отличительная черта настоящего изобретения относится к тому факту, что новая плита из минерального волокна, полученная в соответствии со способом по настоящему изобретению, может представлять собой изоляционную плиту, которую легко приспособить к конкретным геометрическим требованиям при применении, поскольку изоляционная плита является легко сжимаемой и деформируемой, однако все еще проявляет великолепные характеристики по механической прочности и изоляционным свойствам.
Другая отличительная черта настоящего изобретения относится к новой плите из минерального волокна по настоящему изобретению, которая проявляет высокую сжимаемость и высокую уплотняемость, а также проявляет способность по существу абсолютно восстанавливаться после того, как плиту из минерального волокна уплотняли в течение продолжительного периода времени.
Другая отличительная черта настоящего изобретения относится к новой плите из минерального волокна, которая проявляет превосходные характеристики по механической прочности, что позволяет заключить плиту из минерального волокна внутри упаковочной пленки без того, чтобы какая-либо часть плиты из минерального волокна, такая как ее наружные ребра или углы, постоянно деформировались или повреждались посредством механического воздействия, образуемого упаковочной пленкой.
Вышеуказанные цели, вышеуказанные преимущества и вышеуказанные отличительные черты, вместе с многочисленными другими целями, преимуществами и отличительными чертами, которые будут очевидны из нижеприведенного подробного описания настоящего предпочтительного варианта воплощения изобретения, достигаются посредством способа по настоящему изобретению, который включает следующие стадии:
а) изготовление первого нетканого полотна из минерального волокна, определяющего первое продольное направление, параллельное первому полотну из минерального волокна, и первое поперечное направление, параллельное первому полотну из минерального волокна, причем, как правило, первое полотно из минерального волокна содержит минеральные волокна, преимущественно расположенные по его первому продольному направлению, и включает первое отверждаемое связующее вещество;
б) перемещение первого полотна из минерального волокна в первом продольном направлении;
в) расположение сегментов первого полотна из минерального волокна с частичным взаимным перекрыванием и под косым углом по отношению к первому продольному направлению и первому поперечному направлению, чтобы получить второе нетканое полотно из минерального волокна, причем второе полотно из минерального волокна определяет второе продольное направление и второе поперечное направление и содержит минеральные волокна, преимущественно расположенные в основном под косым углом по отношению к второму продольному направлению и второму поперечному направлению, и в основном под косым углом по отношению друг к другу;
г) перемещение второго полотна из минерального волокна во втором продольном направлении;
д) складывание второго полотна из минерального волокна под косым углом по отношению к второму продольному направлению и параллельно второму поперечному направлению так, чтобы получить третье нетканое полотно из минерального волокна, причем третье полотно из минерального волокна содержит минеральные волокна, преимущественно расположенные в основном под косым углом по отношению друг к другу и в основном под косым углом по отношению к второму продольному направлению и второму поперечному направлению;
е) перемещение третьего нетканого полотна из минерального волокна по второму продольному направлению; и
ж) отверждение первого отверждаемого связующего вещества так, чтобы вызвать связывание минеральных волокон из третьего полотна из минерального волокна друг с другом, образуя таким образом отвержденное нетканое полотно из минерального волокна.
В данном контексте направление, определенное как направление под косым углом по отношению (transversely relative to) к конкретному сравнительному направлению, определяет угловое соотношение между рассматриваемым направлением и сравнительным направлением. Более конкретно, в данном контексте соотношение под косым углом (transversely elationship) между любыми двумя направлениями означает, что определен угол между рассматриваемыми направлениями, причем этот угол больше 0o и меньше 90o. Таким образом, в настоящем контексте направление под косым углом (transversely direction) означает направление, отличающееся от продольного или поперечного направления, то есть промежуточное направление по отношению к продольному или поперечному направлению, которые образуют рассматриваемое сравнительное направление.
В соответствии со способом по настоящему изобретению минеральные волокна третьего полотна из минерального волокна, которое отверждено для образования отвержденного нетканого полотна из минерального волокна, преимущественно расположены или направлены таким образом, чтобы обеспечивалось внутреннее скрещивание минеральных волокон внутри третьего полотна из минерального волокна, причем скрещивание, с одной стороны, обеспечивает конечные продукты из минерального волокна, которые проявляют механические характеристики в отношения модуля упругости и прочности, равные механическим характеристикам обычных высокопрочных продуктов из минерального волокна, таких как продукты, известные из вышеупомянутой опубликованной международной патентной заявки, а, с другой стороны, скрещивание обеспечивает конечные продукты из минерального волокна, которые проявляют характеристики по изоляционным свойствам, равные характеристикам по изоляционным свойствам обычных хорошо изолирующих продуктов из минерального волокна.
Стадию получения второго нетканого полотна из минерального волокна из первого нетканого полотна из минерального волокна, то есть вышеописанную стадию в) можно осуществить любым подходящим способом, в котором достигается преднамеренная цель преобразования первого полотна из минерального волокна, содержащего минеральные волокна, которые преимущественно расположены или ориентированы вдоль первого продольного направления, определенного первым полотном из минерального волокна и образующим общее направление транспортировки или движения первого полотна из минерального волокна, во второе полотно из минерального волокна, содержащее минеральные волокна, которые преимущественно расположены или ориентированы под косым углом по отношению друг к другу и под косым углом по отношению к второму продольному направлению, определенному вторым полотном из минерального волокна и образующему общее направление транспортировки или движения второго полотна из минерального волокна.
В соответствии с первым вариантом воплощения способа по настоящему изобретению расположение сегментов первого полотна из минерального волокна с частичным взаимным перекрыванием на стадии в) включает начальную стадию разрезания первого полотна из минерального волокна на сегменты.
В соответствии со вторым и в настоящее время предпочтительным вариантом воплощения способа по настоящему изобретению, расположение сегментов первого полотна из минерального волокна с частичным взаимным перекрыванием по стадии в) включает складывание сегментов первого полотна из минерального волокна под косым углом по отношению к первому продольному направлению и первому поперечному направлению.
Угловое положение сегментов по отношению к второму продольному направлению и по отношению к скорости транспортировки или движения второго полотна из минерального волокна определяет расположение сегментов первого полотна из минерального волокна с частичным взаимным перекрыванием на стадии получения второго полотна из минерального волокна. Для обеспечения того, чтобы во втором полотне из минерального волокна, содержащем минеральные волокна, создавалось надлежащее внутреннее скрещивание его минеральных волокон, расположение сегментов первого полотна из минерального волокна с частичным взаимным перекрыванием по стадии в) осуществляют таким образом, чтобы поместить сегменты первого полотна из минерального волокна вдоль направления, определяющего угол больше 0o и меньше 90o относительно второго поперечного направления, например, угол порядка 10-60o, предпочтительно порядка 20-50o.
Второе полотно из минерального волокна может быть сложено под любым надлежащим углом по отношению к второму продольному направлению, для того, чтобы обеспечить конкретное угловое соотношение между сегментами второго полотна из минерального волокна и вторым продольным направлением, и, следовательно, между минеральными волокнами третьего полотна из минерального волокна и его продольным направлением. Однако складывание второго полотна из минерального волокна на стадии д) предпочтительно осуществляют как складывание под косым углом по отношению к второму продольному направлению, таким образом, чтобы получить третье полотно из минерального волокна, содержащее сегменты, происходящие из первого полотна из минерального волокна, которые расположены или ориентированы по существу перпендикулярно по отношению к продольному направлению третьего полотна из минерального волокна, то есть ко второму продольному направлению.
Продукт или продукты, полученные в соответствии со способом по настоящему изобретению, предпочтительно являются продуктами, включающими довольно малое количество минеральных волокон по сравнению с обычными продуктами, имеющими характеристики, подобные характеристикам продукта по настоящему изобретению в отношении механической прочности и изоляционных свойств. Так, первое полотно из минерального волокна предпочтительно является полотном из минерального волокна с малым весом на единицу площади, например, с весом на единицу площади 0,1-1,0 кг/м2, предпочтительно 0,2-0,6 кг/м2. Аналогично, второе полотно из минерального волокна предпочтительно является полотном из минерального волокна с весом на единицу площади порядка 0,3-3,0 кг/м2, предпочтительно 0,5-2,0 кг/м2.
По методике, описанной /1/ второе и третье полотна из минерального волокна предпочтительно подвергают уплотнению и сжатию для того, чтобы обеспечить более плотные и более гомогенные полотна из минерального волокна. Уплотнение и сжатие могут включать сжатие по высоте, продольное сжатие, поперечное сжатие и их комбинации. Таким образом, способ по настоящему изобретению еще предпочтительно включает дополнительную стадию сжатия по высоте второго полотна из минерального волокна, полученного на стадии в) путем расположения сегментов первого полотна из минерального волокна с частичным взаимным перекрыванием и под косым углом по отношению к первому продольному направлению первого полотна из минерального волокна.
Более предпочтительно, способ по настоящему изобретению включает дополнительную стадию продольного сжатия второго полотна из минерального волокна, полученного на стадии в) и, кроме этого или альтернативно - дополнительную стадию поперечного сжатия второго полотна из минерального волокна, полученного на стадии в).
В дополнение или альтернативно уплотнение и сжатие могут включать дополнительную стадию сжатия по высоте третьего полотна из минерального волокна, полученного на стадии д).
Кроме того, способ по настоящему изобретению может включать дополнительную стадию продольного сжатия третьего полотна из минерального волокна, полученного на стадии д) и, в дополнение или альтернативно, дополнительную стадию поперечного сжатия третьего полотна из минерального волокна, полученного на стадии д).
Путем осуществления одной или более вышеописанных стадий сжатия полотно из минерального волокна, подвергнутое стадии или стадиям сжатия, делается более гомогенным, что приводит к общему улучшению механических эксплуатационных свойств в сравнении с полотном из минерального волокна без сжатия.
В соответствии с предпочтительным в настоящее время вариантом воплощения способа по настоящему изобретению выгодно, чтобы складывание второго полотна из минерального волокна со стадии д) включало стадию образования волнистостей, проходящих перпендикулярно второму продольному направлению и параллельно второму поперечному направлению. Когда второе полотно из минерального волокна складывают по указаниям настоящего изобретения, сегменты второго полотна из минерального волокна располагаются в основном перпендикулярно второму продольному направлению и в основном параллельно второму поперечному направлению. Следовательно, минеральные волокна второго полотна из минерального волокна преимущественно расположены перекрещивающимся образом, приводя, с одной стороны, к конечной плите из минерального волокна с высокой механической прочностью, а с другой стороны - к конечной плите из минерального волокна с высокой изоляционной способностью.
В соответствии с дальнейшим, дополнительным или альтернативным вариантом воплощения способа по настоящему изобретению, способ дополнительно включает следующие стадии, заменяющие стадию ж):
з) получение четвертого нетканого полотна из минерального волокна, определяющего третье продольное направление, параллельное четвертому полотну из минерального волокна, причем четвертое полотно из минерального волокна содержит минеральные волокна и включает второе отверждаемое связующее вещество, и четвертое полотно из минерального волокна является полотном из минерального волокна с большей компактностью в сравнении с третьим полотном из минерального волокна;
и) присоединение четвертого полотна из минерального волокна к третьему полотну из минерального волокна в плоскостном контакте с ним для получения пятого составного полотна из минерального волокна; и
к) отверждение первого и второго отверждаемых связующих веществ так, чтобы вызвать связывание минеральных волокон пятого составного полотна из минерального волокна друг с другом, образуя таким образом отвержденное нетканое полотно из минерального волокна.
Четвертое нетканое полотно из минерального волокна, которое присоединяют к третьему полотну из минерального волокна на стадии д), может образовывать отдельное полотно из минерального волокна. Таким образом, третье и четвертое полотна из минерального волокна могут быть получены на раздельных производственных линиях, которые объединяются друг с другом на стадии и).
В соответствии с первым вариантом воплощения способа по настоящему изобретению четвертое полотно из минерального волокна получают отделением отдельного слоя от первого полотна из минерального волокна и уплотнением отдельного слоя для получения четвертого полотна из минерального волокна.
В соответствии с вторым вариантом воплощения способа по настоящему изобретению четвертое полотно из минерального волокна получают отделением отдельного слоя от второго полотна из минерального волокна и уплотнением отдельного слоя для получения четвертого полотна из минерального волокна.
В соответствии с третьим вариантом воплощения способа по настоящему изобретению четвертое полотно из минерального волокна получают отделением отдельного слоя от третьего полотна из минерального волокна и уплотнением отдельного слоя для получения четвертого полотна из минерального волокна.
Отдельный слой, из которого получают четвертое нетканое полотно из минерального волокна, вне зависимости от своего происхождения, может быть отделен от полотна из минерального волокна, которое является первым, вторым или третьим полотном из минерального волокна, от которого отделяют отдельный слой в виде поверхностного слоя или бокового сегментного слоя. Кроме того, если отдельный слой образует поверхностный слой, поверхностный слой может быть получен в виде верхнего или нижнего поверхностного слоя, отделенного от полотна из минерального волокна, от которого отделяют отдельный слой.
Четвертое полотно из минерального волокна можно также получить уплотнением отдельного слоя, которое включает стадию складывания отдельного слоя так, чтобы получить четвертое полотно из минерального волокна, содержащее минеральные волокна, которые преимущественно расположены в основном под косым углом по отношению к третьему продольному направлению четвертого полотна из минерального волокна.
Предпочтительно, чтобы способ по настоящему изобретению также включал дополнительную стадию, подобную стадии з) получения шестого нетканого полотна из минерального волокна, аналогично четвертому полотну из минерального волокна, и стадию присоединения по стадии и) шестого полотна из минерального волокна к третьему полотну из минерального волокна в плоскостном контакте с ним, так, чтобы сэндвичеобразно расположить третье полотно из минерального волокна между четвертым и шестым полотном из минерального волокна в пятом составном полотне из минерального волокна. Путем получения шестого нетканого полотна из минерального волокна завершается создание целостной составной структуры минеральных волокон в четвертом полотне из минерального волокна, причем в этой структуре центральное тело, происходящее из второго полотна из минерального волокна, сэндвичеобразно расположено между противоположными уплотненными поверхностными слоями, образованными четвертым и шестым полотнами из минерального волокна.
В соответствии с альтернативными вариантами воплощения изобретения третье продольное направление, определенное четвертым нетканым полотном из минерального волокна, может быть перпендикулярно второму продольному направлению или идентичным второму продольному направлению. Кроме того, третье продольное направление, определенное четвертым нетканым полотном из минерального волокна, может образовывать направление, отклоняющееся от вышеуказанных направлений и образовывать направление под косым углом по отношению ко второму продольному направлению.
Кроме того, способ по настоящему изобретению может предпочтительно включать дополнительную стадию сжатия пятого составного полотна из минерального волокна перед отверждением пятого составного полотна из минерального волокна на стадии к). Сжатие пятого составного полотна из минерального волокна может включать сжатие по высоте, продольное сжатие и/или поперечное сжатие. Полагают, что путем сжатия пятого составного полотна из минерального волокна улучшается гомогенность конечного продукта, поскольку сжатие пятого составного полотна из минерального волокна приводит к гомогенизирующему воздействию на третье нетканое полотно из минерального волокна, образующее центральное тело пятого составного полотна из минерального волокна.
В соответствии с конкретным, относящимся к делу варианту воплощения способа по настоящему изобретению, этот способ дополнительно включает следующие стадии перед стадией д):
л) получение седьмого нетканого полотна из минерального волокна, определяющего четвертое продольное направление, параллельное седьмому полотну из минерального волокна, и седьмое полотно из минерального волокна является полотном из минерального волокна с большей компактностью по сравнению со вторым полотном из минерального волокна, и
м) присоединение перед стадией д) седьмого полотна из минерального волокна ко второму полотну из минерального волокна, полученному на стадии в) в поверхностном контакте с ним, для того, чтобы получить восьмое составное полотно из минерального волокна, которое будет сложено на стадии д) с целью получения третьего нетканого полотна из минерального волокна, и стадия ж) также включает отверждение третьего отверждаемого связующего вещества.
В соответствии с определенным выше вариантом воплощения способа по настоящему изобретению получают цельный составной продукт, так как седьмое полотно из минерального волокна присоединяют ко второму полотну из минерального волокна перед обработкой восьмого составного полотна из минерального волокна на стадии д) для получения третьего нетканого полотна из минерального волокна, содержащего минеральные волокна, преимущественно расположенные или ориентированные в скрещенной структуре, типичной для настоящего изобретения.
Седьмое нетканое полотно из минерального волокна, которое присоединяют ко второму полотну из минерального волокна на стадии м), может образовывать отдельное полотно из минерального волокна. Таким образом, второе и седьмое полотна из минерального волокна могут быть изготовлены на раздельных производственных линиях, которые соединяются вместе на стадии м).
В соответствии со следующим вариантом воплощения способа по настоящему изобретению седьмое нетканое полотно из минерального волокна получают путем отделения отдельного слоя от первого полотна из минерального волокна и уплотнения отдельного слоя для получения седьмого полотна из минерального волокна.
В соответствии с альтернативным вариантом воплощения способа по настоящему изобретению седьмое нетканое полотно из минерального волокна получают путем отделения отдельного слоя от второго полотна из минерального волокна и уплотнения отдельного слоя для получения седьмого полотна из минерального волокна.
Подобно вышеописанному четвертому нетканому полотну из минерального волокна, если седьмое нетканое полотно из минерального волокна получают отделением отдельного слоя от первого или второго полотна из минерального волокна, седьмое нетканое полотно из минерального волокна может быть получено в виде поверхностного слоя или бокового сегментного слоя. Кроме того, если отдельный слой, из которого получают седьмое полотно из минерального волокна, представлен в виде поверхностного слоя первого или второго полотна из минерального волокна, поверхностный слой может быть получен как верхний или нижний поверхностный слой, раздельный с полотном из минерального волокна, от которого отделен отдельный слой.
В соответствии со следующим вариантом воплощения способа по настоящему изобретению уплотнение отдельного слоя, из которого получают седьмое полотно из минерального волокна, включает стадию складывания отдельных слоев так, чтобы получить седьмое полотно из минерального волокна, содержащее минеральные волокна, преимущественно расположенные в основном под косым углом по отношению к четвертому продольному направлению седьмого полотна из минерального волокна.
Способ по настоящему изобретению может также предпочтительно и выгодно включать стадию нанесения покрытия на поверхностность стороны или поверхности обеих сторон третьего полотна из минерального волокна и/или нанесение покрытия на поверхность стороны или на поверхности обеих сторон пятого составного полотна из минерального волокна. Кроме того, покрытие может быть нанесено на седьмое нетканое полотно из минерального волокна перед стадией м) присоединения седьмого полотна из минерального волокна ко второму полотну из минерального волокна, приводя к составному полотну из минерального волокна, включающему покрытие, нанесенное на его верхнюю или нижнюю поверхность или расположенное в виде слоя между седьмым и вторым полотнами из минерального волокна, входящими восьмое полотно из минерального волокна. Конечно, покрытие, образующее неотъемлемый компонент восьмого составного полотна из минерального волокна, также складывается на стадии д) и образует межслоевые покрытия внутри структуры третьего нетканого полотна из минерального волокна. Покрытие может быть тонкой пленкой пластичного материала, такой как непрерывная пленка, тканая или нетканая сетка, или альтернативно - тонкой пленкой непластичного материала, такого как бумага или тканевый материал, металлический лист, металлическая пластина, металлическая фольга, или сетка из металлической проволоки, или проволок. Как обсуждалось выше, изоляционное полотно из минерального волокна, полученное согласно способу, по настоящему изобретению, может быть обеспечено двумя противоположно расположенными полотнами из минерального волокна, сэндвичеобразно охватывающими центральное тело составного изоляционного полотна из минерального волокна. Если изоляционное полотно из минерального волокна получают в виде трехслойной сборки, одна или обе внешние боковые поверхности могут иметь подобные или идентичные поверхностные покрытия.
В зависимости от природы отверждаемого связующего вещества или веществ стадию ж) отверждения первого отверждаемого связующего вещества и необязательно второго и третьего отверждаемых связующих веществ можно осуществить множеством различных способов, например, путем простого воздействия отверждающего газа или отверждающей среды, такой как атмосфера, на отверждаемое связующее вещество или вещества, путем воздействия на отверждаемое связующее вещество или вещества излучения, такого как УФ- или ИК-излучения. Если отверждаемое связующее вещество или вещества являются связующими веществами, отверждаемыми при нагревании, такими как обычные связующие вещества на основе смол, которые, как правило, используют в промышленности минеральных волокон, процесс отверждения отверждаемого связующего вещества или веществ включает стадию внесения отверждаемого полотна из минерального волокна в вулканизационную печь. Следовательно процесс отверждения осуществляют с помощью вулканизационной печи. Другие альтернативные отверждающие электроприборы могут включать ИК-излучатели, микроволновые излучатели и т.д.
Из отвержденного изоляционного полотна из минерального волокна вырезают сегменты плит предпочтительно путем разрезания отвержденного нетканого третьего или пятого составного полотна из минерального волокна на сегменты плит на отдельной производственной стадии.
Вышеуказанные цели, вышеуказанные преимущества, и вышеуказанные отличительные черты вместе с множеством других целей, преимуществ и отличительных черт далее достигаются с помощью устройства для получения отвержденного нетканого полотна из минерального волокна, которое включает:
а) первое средство для получения первого нетканого полотна из минерального волокна, определяющего первое продольное направление, параллельное первому полотну из минерального волокна, и первое поперечное направление, параллельное первому полотну из минерального волокна, причем первое полотно из минерального волокна содержит минеральные волокна, в основном расположенные преимущественно по его первому продольному направлению, и содержит первое отверждаемое связующее вещество;
б) второе средство для перемещения первого полотна из минерального волокна в первом продольном направлении;
в) третье средство для расположения сегментов первого полотна из минерального волокна с частичным взаимным перекрыванием и под косым углом по отношению к первому продольному направлению и первому поперечному направлению, так, чтобы получить второе нетканое полотно из минерального волокна, причем второе полотно из минерального волокна определяет второе продольное направление и второе поперечное направление и содержит минеральные волокна, преимущественно расположенные в основном под косым углом по отношению ко второму продольному направлению и второму поперечному направлению, и в основном под косым углом по отношению друг к другу;
г) четвертое средство для перемещения второго полотна из минерального волокна во втором продольном направлении;
д) пятое средство для складывания второго полотна из минерального волокна под косым углом по отношению ко второму продольному направлению и параллельно второму поперечному направлению так, чтобы получить третье нетканое полотно из минерального волокна, причем третье полотно из минерального волокна содержит минеральные волокна преимущественно расположенные в основном под косым углом относительно друг друга и в основном под косым углом по отношению ко второму продольному направлению и второму поперечному направлению;
е) шестое средство для перемещения третьего нетканого полотна из минерального волокна по второму продольному направлению, и
ж) седьмое средство для отверждения первого отверждаемого связующего вещества так, чтобы вызвать связывание минеральных волокон из третьего полотна из минерального волокна друг с другом, образуя таким образом отвержденное нетканое полотно из минерального волокна.
Устройство по настоящему изобретению может с преимуществом включать любую из вышеприведенных характеристик способа по настоящему изобретению.
Вышеуказанные цели, вышеуказанные преимущества и вышеуказанные отличительные черты вместе с множеством других целей, преимуществ и отличительных черт далее достигаются с помощью плиты из минерального волокна по настоящему изобретению, причем плита из минерального волокна определяет первое направление и содержит:
первую и вторую пластинки, расположенные поперечно по отношению к первому направлению, причем первая и вторая пластинки содержат минеральные волокна, преимущественно расположенные под косым углом по отношению к первому направлению и под косым углом относительно друг друга, и
волокна первой и второй пластинок связаны вместе в цельную структуру только за счет отвержденных связующих веществ, которые отверждены в одном процессе отверждения и изначально присутствуют в неотвержденных нетканых полотнах из минерального волокна, из которых получают первую и вторую пластинки.
Первая и вторая пластинки плиты из минерального волокна по настоящему изобретению могут быть связаны вместе посредством клея, который наносят на наружные поверхности первой и второй пластинок после отверждения и затвердевания связующих веществ, связывающих вместе минеральные волокна первой и второй пластинок и после вырезания первой и второй пластинок из отвержденного полотна из минерального волокна, полученного по указаниям настоящего изобретения. Первая и вторая пластинки полотна из минерального волокна по настоящему изобретению в альтернативном случае могут быть связаны вместе посредством других элементов, таких как различные продукты из минерального волокна, фольги, пленки и т.д.
В соответствии с предпочтительным в настоящее время вариантом плиты из минерального волокна по настоящему изобретению, первая и вторая пластинка связаны вместе посредством отвержденных связующих веществ, затвердевших в единственном процессе отверждения и изначально присутствующих в неотвержденных нетканых полотнах из минерального волокна, из которых изготовлены первая и вторая пластинки.
В соответствии с вышеописанным предпочтительным в настоящее время вариантом плиты из минерального волокна по настоящему изобретению, плита из минерального волокна является монолитной структурой, отвержденной в единственном процессе отверждения посредством одного или нескольких связующих веществ, присутствующих в полотнах из минерального волокна, из которых образованы пластинки плиты из минерального волокна и которые далее необязательно наложены на поверхности прилегающих пластинок, поверхности которых присоединены одна к другой перед процессом отверждения или затвердевания.
В соответствии с особым, обладающим преимуществом вариантом плиты из минерального волокна по настоящему изобретению, первая и вторая пластинки связаны друг с другом через слои минерального волокна с большей компактностью минеральных волокон по сравнению с пластинками. Слои минерального волокна с большей компактностью минеральных волокон могут включать минеральные волокна, расположенные или ориентированные преимущественно вдоль любого произвольного направления, не зависящего от картины структуры перекрывания минеральных волокон первой и второй пластинок.
В соответствии с другим вариантом плиты из минерального волокна по настоящему изобретению, поверхностный слой наносят на одну сторону первой и второй пластинок или на противоположные поверхностные слои подобной структуры так, что они заключают между собой первую и вторую пластинки в единой структуре.
Плита из минерального волокна по настоящему изобретению может с преимуществом иметь любые из вышеупомянутых основных черт способа по настоящему изобретению, а также любые из основных черт устройства по настоящему изобретению.
Вышеуказанные цели, вышеуказанные преимущества и вышеуказанные отличительные черты вместе с множеством других целей, преимуществ и отличительных черт далее достигаются с помощью способа затаривания плиты из минерального волокна в упаковку, который включает следующие стадии:
получение плиты из минерального волокна, определяющей первое направление и способной к уплотнению вдоль первого направления,
получение упаковки,
расположение плиты из минерального волокна внутри упаковки,
уплотнение плиты из минерального волокна вдоль ее первого направления для того, чтобы существенно уменьшить общий объем плиты из минерального волокна, например, до 30-95% или 30-85%, предпочтительно до 40-60% от общего объема неуплотненных плит из минерального волокна, и
герметизацию упаковки для того, чтобы обеспечить герметизированную упаковку, внутри которой в уплотненном состоянии хранится плита из минерального волокна, причем общий объем плиты из минерального волокна составляет 30-100%, например 50-90%, предпочтительно 60-80% от общего объема неуплотненной плиты из минерального волокна.
Высокая сжимаемость и уплотняемость плиты из минерального волокна по настоящему изобретению, а также способность плиты из минерального волокна по настоящему изобретению восстанавливается по-существу до 100% после того, как ее уплотняли даже в течение продолжительного времени, дает возможность затаривать плиту из минерального волокна, проявляющую сжимаемость и уплотняемость вдоль особого направления, определенного как первое направление плиты из минерального волокна, с целью уменьшения общего объема плиты из минерального волокна, заключенной в упаковку.
Плита из минерального волокна, которую нужно затарить по способу затаривания плиты из минерального волокна по настоящему изобретению, может быть любой плитой из минерального волокна, проявляющей характерное свойств вдоль первого направления плиты из минерального волокна, причем первое направление может образовывать продольное направление плиты из минерального волокна или поперечное направление плиты из минерального волокна, то есть поперечное направление, которое вместе с продольным направлением определяет главную поверхность плиты из минерального волокна. Следует понять, что сжимаемость и уплотняемость плиты из минерального волокна является по-существу однородной характеристикой, позволяющей уплотнять любой объем плиты из минерального волокна вдоль первого направления. Примерами плит из минерального волокна, проявляющих вышеуказанное свойство, то есть проявляющих сжимаемость и уплотняемость вдоль особого направления, определенного как первое направление плиты из минерального волокна, являются плиты из минерального волокна, полученные в соответствии со способом по настоящему изобретению для получения отвержденного нетканого полотна из минерального волокна, плиты из минерального волокна, полученные по методике, описанной в опубликованных международных патентных заявках заявителя, заявке N PCT DK94/00027, публикация N WO94/16162; заявке N PCT DK94/00028, публикация N WO94/16162; заявке N PCT DK94/00029, публикация N WO94/16164, на которые делаются ссылки, плиты из минерального волокна, полученные из полотен из минерального волокна, которые подвергали продольному сжатию и которые были получены из исходного неотвержденного нетканого полотна из минерального волокна или из неотвержденного нетканого полотна из минерального волокна, которое получили из исходного неотвержденного нетканого полотна из минерального волокна посредством размещения исходного неотвержденного нетканого полотна из минерального волокна с наложением.
По предпочтительному сейчас варианту способа затаривания плиты из минерального волокна, множество плит из минерального волокна затаривают вместе, и способ включает затаривание множества плит из минерального волокна так, что каждая из них определяет соответствующее первое направление, и стадия расположения плиты из минерального волокна внутри упаковки включает расположение множества плит из минерального волокна в ней так, чтобы расположить плиты из минерального волокна из их множества во взаимно параллельном соотношении и иметь соответствующие первые направления плит из минерального волокна, расположенные параллельно друг другу.
Упаковка, внутри которой содержатся уплотненная плита или плиты из минерального волокна, может быть образована любой подходящей упаковкой, такой как картонная упаковка или, предпочтительно, легкая упаковка, образованная покрытием пластичной тонкой пленки, которую можно герметизировать предпочтительно сваркой и которая обернута вокруг уплотненной плиты или плит из минерального волокна и герметизирована в обернутом состоянии, обеспечивая упаковку, внутри которой заключена или герметизирована плита из минерального волокна или плиты.
Число плит из минерального волокна в множестве плит из минерального волокна, содержащихся внутри упаковки, может изменяться от очень небольших чисел, например 2-4, до довольно большого числа, такого как 20-30 или даже больше плит из минерального волокна. Плита из минерального волокна, которая герметизирована внутри упаковки по способу затаривания плиты из минерального волокна, предпочтительно является плитой из минерального волокна, имеющей любую из отличительных черт плиты из минерального волокна по настоящему изобретению.
Вышеуказанные цели, вышеуказанные преимущества и вышеуказанные отличительные черты вместе с множеством других целей, преимуществ и отличительных черт далее достигаются с помощью упаковки, содержащей плиту из минерального волокна, которая включает:
плиту из минерального волокна, определяющую первое направление и способную к уплотнению вдоль первого направления,
упаковку, образующую герметизированную упаковку, внутри которой заключена плита из минерального волокна, и
при этом плиту из минерального волокна хранят внутри герметизированной упаковки в уплотненном состоянии, в котором общий объем плиты из минерального волокна существенно уменьшен, например до 30-100%, или до 50-90%, предпочтительно до 60-80% от общего объема неуплотненной плиты из минерального волокна, путем уплотнения плиты из минерального волокна вдоль ее первого направления.
Упаковку по настоящему изобретению предпочтительно получают по способу затаривания плиты из минерального волокна и она предпочтительно содержит плиту из минерального волокна, проявляющую любое из отличительных свойств плиты из минерального волокна по настоящему изобретению.
Вышеуказанные цели, вышеуказанные преимущества и вышеуказанные отличительные черты вместе с множеством других целей, преимуществ и отличительных черт далее достигаются с помощью способа получения трубчатого изоляционного элемента, включающего следующие стадии:
а) получение нетканого полотна из минерального волокна, определяющего первое продольное направление, параллельное нетканому полотну из минерального волокна, первое поперечное направление, параллельное нетканому полотну из минерального волокна, и второе поперечное направление, перпендикулярное первому продольному и поперечному направлениям, и
б) вырезание трубчатого изоляционного элемента из нетканого полотна из минерального волокна, определяющего второе продольное направление, причем второе продольное направление параллельно первому продольному направлению, первому поперечному направлению или второму поперечному направлению, или оно определяет особое угловое соотношение с первым продольным направлением, первым поперечным направлением или вторым поперечным направлением.
В соответствии со способом получения трубчатого изоляционного элемента по настоящему изобретению, неотъемлемые отличительные черты основного нетканого полотна из минерального волокна, из которого получают трубчатый изоляционный элемент, могут быть перенесены на трубчатый изоляционный элемент. Более конкретно, можно получить трубчатый изоляционный элемент, который проявляет особое свойство вдоль своего особого направления, например, проявляет сжимаемость и уплотняемость вдоль особого направления, поскольку трубчатый изоляционный элемент получают из нетканого полотна из минерального волокна, которое проявляет обсуждаемые особые свойства, например сжимаемость и уплотняемость вдоль особого направления нетканого полотна из минерального волокна, особое направление которого ориентировано вдоль предполагаемого особого направления трубчатого изоляционного элемента. Особое направление нетканого полотна из минерального волокна может образовывать первое продольное направление, первое поперечное направление, или второе поперечное направление, или оно может отклоняться от любого из этих направлений.
В соответствии с указаниями настоящего изобретения, нетканое полотно из минерального волокна, из которого получают трубчатый изоляционный элемент, может составлять единственное нетканое полотно из минерального волокна или, в альтернативном случае, набор нетканых полотен из минерального волокна, составленный из множества индивидуальных сегментов нетканого полотна из минерального волокна, каждый из которых проявляет особые свойства, которые переносятся на трубчатый изоляционный элемент.
Предпочтительно и выгодно, чтобы нетканое полотно из минерального волокна, из которого изготавливают трубчатый изоляционный элемент, в соответствии со способом по настоящему изобретению, было получено в соответствии со способом получения отвержденного нетканого полотна из минерального волокна по настоящему изобретению. В альтернативном случае, нетканое полотно из минерального волокна, из которого изготавливают трубчатый изоляционный элемент, получено или может быть получено из основного неотвержденного нетканого полотна из минерального волокна, и его подвергают сжатию вдоль первого продольного направления и/или вдоль первого поперечного направления и/или второго поперечного направления, перед и/или после отверждения неотвержденного нетканого полотна из минерального волокна. Для получения трубчатого изоляционного элемента, имеющего покрытие на внешней поверхности, способ получения трубчатого изоляционного элемента по настоящему изобретению также включает стадию:
в) нанесения покрытия на внешнюю поверхность трубчатого изоляционного элемента, причем покрытие внешней поверхности образовано пленкой из пластика, пленкой волокон тканых или нетканых пластиков, алюминиевой фольгой, пленкой из пластика, армированной алюминиевой фольгой, пленкой из пластика, армированной волокнами, покрытием из крепированной бумаги, пленкой, армированной стекловолокном, или их комбинацией.
По альтернативной методике, покрытие на наружной поверхности можно наносить в виде соприкасающегося поверхностного покрытия или в виде сегментного покрытия наружной поверхности. В другом альтернативном случае, наружное поверхностное покрытие может быть закреплено, например приклеено к внешней поверхности трубчатого изоляционного элемента при непрерывном поверхностном сцеплении или в виде сцепления в виде точечного или сплошного контакта.
Вышеуказанные цели, вышеуказанные преимущества и вышеуказанные отличительные черты вместе с множеством других целей, преимуществ и отличительных черт далее достигаются с помощью трубчатого изоляционного элемента, включающего тело, содержащее
минеральные волокна, связанные вместе в монолитную структуру посредством отвержденных связующих веществ, и полученное из плиты из минерального волокна, определяющей первое продольное направление, параллельное нетканому полотну из минерального волокна, первое поперечное направление, параллельное нетканому полотну из минерального волокна, и второе поперечное направление, перпендикулярное первому продольному и поперечному направлениям, путем вырезания трубчатого изоляционного элемента из нетканого полотна из минерального волокна, определяющего второе продольное направление, причем второе продольное направление расположено параллельно первому продольному направлению, первому поперечному направлению или второму поперечному направлению, или оно определяет особое угловое соотношение с первым продольным направлением, первым поперечным направлением или вторым поперечным направлением. Трубчатый изоляционный элемент по настоящему изобретению предпочтительно изготавливают по способу получения трубчатого изоляционного элемента, и он предпочтительно имеет любую из отличительных черт плиты из минерального волокна по настоящему изобретению и любые из обсужденных выше отличительных черт, достигаемых путем способа получения трубчатого изоляционного элемента по указаниям настоящего изобретения.
Далее настоящее изобретение будет описано со ссылкой на чертежи, в которых
Фиг. 1 представляет собой схематическое и перспективное изображение, иллюстрирующее производственное устройство для получения полотна из минерального волокна по настоящему изобретению,
Фиг. 2 представляет собой схематическое и перспективное изображение, более подробно иллюстрирующее производственную стадию получения полотна из минерального волокна, также показанного на фиг. 1,
Фиг. 3 представляет собой схематическое и перспективное изображение, подобное изображению на фиг. 2, иллюстрирующее дополнительную производственную стадию получения полотна из минерального волокна, показанного на фиг. 1 и 2,
Фиг. 4а представляет собой схематическое и перспективное изображение, иллюстрирующее первый вариант способа отделения части от полотна из минерального волокна и дальнейшей обработки этой части полотна из минерального волокна,
Фиг. 4b представляет собой схематическое и перспективное изображение, иллюстрирующее второй или альтернативный вариант способа отделения и обработки части полотна из минерального волокна, также показанного на фиг. 4а,
Фиг. 5 представляет собой схематическое и перспективное изображение, иллюстрирующее производственные стадии соединения отдельных поверхностных слоев, полученных с помощью одной из производственных стадий, изображенных на фиг. 4а и 4b и центрального полотна из минерального волокна, полученного по способу получения, показанному на фиг. 1, отверждения объединенного полотна из минерального волокна и разделения отвержденного полотна из минерального волокна на сегменты пластин,
Фиг. 6 представляет собой схематическое и перспективное изображение, иллюстрирующее начальную производственную стадию получения объединенного полотна из минерального волокна, состоящего из двух слоев различной компактности, которое обрабатывают на производственном устройстве, показанном на фиг. 1, в соответствии с указаниями настоящего изобретения,
Фиг. 7 представляет собой схематическое и перспективное изображение, иллюстрирующее альтернативные производственные стадии разделения отвержденного полотна из минерального волокна на в общей сложности четыре отдельных полотна из минерального волокна, которые далее вводят в процесс путем наложения поверхностных слоев на внешние поверхности четырех отдельных полотен из минерального волокна,
Фиг. 8 представляет собой схематическое изображение, вид в разрезе и перспективное изображение первого варианта сегмента плиты из минерального волокна, полученного по указаниям настоящего изобретения,
Фиг. 9 представляет собой схематическое изображение, вид в разрезе и перспективное изображение второго варианта продукта из минерального волокна, полученного по указаниям настоящего изобретения,
Фиг. 10 представляет собой схематическое изображение, вид в разрезе и перспективное изображение третьего варианта продукта из минерального волокна, полученного по указаниям настоящего изобретения,
Фиг. 11 представляет собой схематическое изображение, вид в разрезе и перспективное изображение четвертого варианта продукта из минерального волокна, полученного по указаниям настоящего изобретения,
Фиг. 12 представляет собой схематическое изображение, вид в разрезе и перспективное изображение пятого варианта продукта из минерального волокна, полученного по указаниям настоящего изобретения, и структуры, подобный структуре четвертого варианта, показанного на фиг. 11,
Фиг. 13 представляет собой схематическое изображение, вид в разрезе и перспективное изображение шестого варианта продукта из минерального волокна, образующего сегмент плиты из минерального волокна,
Фиг. 14 представляет собой схематическое изображение, вид в разрезе и перспективное изображение седьмого варианта сегмента плиты из минерального волокна, полученного по указаниям настоящего изобретения,
Фиг. 15 представляет собой схематическое изображение, вид в разрезе и перспективное изображение, иллюстрирующие выгодное свойство продукта из минерального волокна, образующего сегмент плиты из минерального волокна и полученного по указаниям настоящего изобретения,
Фиг. 16 представляет собой схематическое изображение, вид в разрезе и перспективное изображение восьмого варианта продукта из минерального волокна, полученного по указаниям настоящего изобретения,
Фиг. 17а и 17b представляет собой схематические изображения, иллюстрирующие характеристики огнестойкости продуктов плиты из минерального волокна, полученных по указаниям настоящего изобретения в сравнении с обычными продуктами плит из минерального волокна, и
Фиг. 18а и 18b представляют собой схематические и перспективные изображения, иллюстрирующие методику затаривания плит из минерального волокна на настоящему изобретению в сильно сжатом и уплотненном состоянии,
Фиг. 19 представляет собой схематическое и перспективное изображения, иллюстрирующие упаковочное устройство для затаривания пластин из минерального волокна по настоящему изобретению в сильно сжатом и уплотненном состоянии,
Фиг. 20 представляет собой схематическое и перспективное изображение, подобное изображению на фиг. 18b, которое иллюстрирует упаковку, содержащую плиты из минерального волокна, полученные по методике, иллюстрируемой на фиг. 19,
Фиг. 21 представляет собой схематическое и перспективное изображение совокупности плит из минерального волокна по настоящему изобретению, из которых получают трубчатые изоляционные элементы различных конфигураций и которые проявляют большую способность к сгибанию,
Фиг. 22 представляет собой схематическое и перспективное изображение трубчатого изоляционного элемента, полученного по методике, описанной на фиг. 21, и иллюстрирует высокую гибкость трубчатого изоляционного элемента,
Фиг. 23 представляет собой подобное изображение на фиг. 21 схематическое и перспективное изображение совокупности плит из минерального волокна, из которых получают трубчатые изоляционные элементы в различных конфигурациях,
Фиг. 24 представляет собой подобное изображение на фиг. 22 схематическое и перспективное изображение трубчатого изоляционного элемента, полученного по методике, иллюстрируемой на фиг. 23.
В верхней левой части фиг. 1 представлен первый модуль для проведения первой стадии получения полотна из минерального волокна. Первая стадия включает образование минеральных волокон из расплава, образующего минеральные волокна, который получают в печи 10, и который через желоб 12 печи 10 подают к одному или нескольким быстро вращающимся формующим колесам 14, на которые поступает материал, образующий минеральные волокна, в вид потока расплава 16, образующего минеральные волокна. Когда поток расплава 16, образующего минеральные волокна, подают на формующее колесо или колеса 14 в радиальном по отношению к нему направлении, в осевом направлении к быстро вращающемуся формующему колесу или колесам 14 одновременно подают поток охлаждающего газа, вызывающий образование отдельных минеральных волокон, которые отбрасываются или распыляются от вращающегося формующего колеса или колес 14, как указано числом 18. Распыленный поток минеральных волокон 18 собирается на непрерывно работающей первой конвейерной ленте 22 и образует первичное полотно из минерального волокна 20, которое переносится с первой конвейерной ленты 22 на вторую конвейерную ленту 24. К первичному полотну из минерального волокна 20 также добавляют связующее вещество, способное отверждаться или затвердевать при нагревании, либо непосредственно в полотно, либо на стадии отбрасывания минеральных волокон от формующего колеса или колес 14, то есть на стадии образования отдельных минеральных волокон 18. Первая конвейерная лента 22 наклонена по отношению к горизонтальному направлению и по отношению к второй конвейерной ленте 24, которая расположена по существу горизонтально. Первая конвейерная лента 22 образует ленту собирающего конвейера, в то время как вторая конвейерная лента 24 образует ленту перемещающего конвейера.
С второй конвейерной ленты 24 первичное полотно из минерального волокна 20 переносится к второму модулю, обозначенному числом 26 в своей совокупности. Модуль 26 образует участок, на котором общее направление перемещения первичного полотна из минерального волокна 20 преобразуется из продольного направления, определенного первой и второй конвейерными лентами 22 и 24, соответственно, в продольное направление, определенное полотном из минерального волокна 30. Как будет очевидно из описания ниже, полотно из минерального волокна 30 представляет собой полотно из минерального волокна, из которого получают продукты из минерального волокна по указаниям настоящего изобретения. Полотно из минерального волокна 30 является полотном из минерального волокна, которое происходит из непосредственно собранного первичного полотна из минерального волокна 20 и поэтому содержит минеральные волокна, которые преимущественно расположены или ориентированы в продольном направлении полотна из минерального волокна 30. Таким образом, полотно из минерального волокна 30 определяет первое продольное направление и первое поперечное направление, причем первое продольно направление является направлением, вдоль которого преимущественно расположены или ориентированы минеральные волокна полотна из минерального волокна 30.
Для образования сегментного полотна из минерального волокна 50, с помощью конвейерных лент, не показанных на фиг. 1, полотно из минерального волокна 30 переносят от модуля 6 к валику 28, который служит для того, чтобы сдвинуть направление перемещения полотна из минерального волокна 30 от по существу горизонтального направления к по существу вертикальному направлению, как показано стрелкой 36, для переноса полотна из минерального волокна 30 к следующему модулю, в котором полотно из минерального волокна 30 преобразуют в сегментное полотно из минерального волокна 50 путем расположения сегментов полотна из минерального волокна 30 с частичным взаимным перекрыванием и под косым углом по отношению к продольному направлению и поперечному направлению сегментного полотна из минерального волокна 50. Преобразование полотна из минерального волокна 30 в сегментное полотно из минерального волокна 50 осуществляют посредством двух маятниковых или колеблющихся конвейерных лент 32 и 34, имеющих верхние входные края, на которые подается полотно из минерального волокна 30, и нижние выходные края, колеблющиеся горизонтально, от которых выходит полотно из минерального волокна 30, образующее сегменты, расположенные с вышеописанным частичным перекрыванием для образования сегментного полотна из минерального волокна 50.
На фиг. 1 показаны два сегмента, обозначенных числами 38 и 40, соответственно, которые образуют сегменты, из которых составлено сегментное полотно из минерального волокна 50. Сегмент 40 определен противоположными сгибами 44 и 46, присоединяющими сегмент 40 к ранее полученному сегменту и к сегменту 38, соответственно. Сегмент 38 также определяется сгибом 48, через который он соединяется с полотном из минерального волокна 30, проходящим по существу вертикально к маятниковым конвейерам 32 и 34. Сегментное полотно из минерального волокна 50 движется из положения под лентами маятниковых конвейеров 32 и 34 в правую сторону фиг. 1 по направлению к следующему модулю обработки 56. содержащему две конвейерные ленты 52 и 54 для сжатия или уплотнения по высоте, которые служат для того, чтобы уплотнить и гомогенизировать сегментное полотно из минерального волокна 50. На фиг. 1 число 42 обозначает передний край сегмента 38, который образует линию раздела между сегментами 38 и 40 сегментного полотна из минерального волокна 50.
Следует осознать то, что сегментное полотно из минерального волокна 50 образовано из сегментов, происходящих из полотна из минерального волокна 30, в котором минеральные волокна преимущественно расположены или ориентированы вдоль продольного направления полотна из минерального волокна 30 и, следовательно, минеральные волокна сегментного полотна из минерального волокна 50 преимущественно расположены или ориентированы в направлениях, определяемых положением отдельных сегментов сегментного полотна из минерального волокна 50, таких как сегменты 38 и 40. Следовательно, сегменты 38 и 40 содержат минеральные волокна, которые расположены преимущественно под косым углом по отношению к продольному направлению сегментного полотна из минерального волокна 50 и под косым углом по отношению друг к другу. Направления под косым углом, вдоль которых расположены минеральные волокна сегментного полотна из минерального волокна 50, в основном определяются отношением между скоростью перемещения полотна из минерального волокна 30 и скоростью перемещения сегментного полотна из минерального волокна 50, то есть отношением между скоростью перемещения конвейерной ленты, с помощью которой полотно из минерального волокна 50 подают к маятниковым конвейерам 32 и 34, и скоростью перемещения конвейерной ленты, с помощью которой сегментное полотно из минерального волокна переносится от лент маятниковых конвейеров 32 и 34 в направлении модуля 56. Путем изменения отношения между вышеописанными скоростями перемещения минерального волокна 30 и сегментного полотна из минерального волокна 50 можно регулировать соотношение частичного взаимного перекрывания между сегментами сегментного полотна из минерального волокна 50, а также общую ориентацию минеральных волокон сегментного полотна из минерального волокна 50 вдоль направлений под косым углом, вдоль которых преимущественно расположены или ориентированы минеральные волокна сегментного полотна из минерального волокна 50.
Конвейерные ленты 52 и 54 модуля сжатия или уплотнения по высоте 56 имеют конфигурацию в форме клина, обеспечивающую сжатие сегментного полотна из минерального волокна 50 по меньшей мере у выходного края уплотняющего модуля 56, и они работают так, чтобы вызвать вертикальное маятниковое движение сегментного полотна из минерального волокна 50 у выходного края уплотняющего модуля 56. Следовательно, уплотняющий модуль 56 приводит к общей гомогенизации путем изменения расположения минеральных волокон, приводя к гомогенному полотну из минерального волокна, которое выходит из уплотняющего модуля 56 в вертикальном маятниковом движении к следующему обрабатывающему модулю 64, где полотно из минерального волокна далее обрабатывают для образования складчатого полотна из минерального волокна.
В модуле обработки 64 полотно из минерального волокна, выходящее из уплотняющего модуля 56, складывают для образования полотна из минерального волокна, в котором полотно из минерального волокна, выходящее из уплотняющего модуля 56, сложено вертикально, и следовательно, поперечно или перпендикулярно по отношению к продольному направлению полотна из минерального волокна и параллельно поперечному направлению полотна из минерального волокна. Складчатое полотно из минерального волокна получают с помощью двух конвейерных лент 58 и 62, которые сэндвичеобразно заключают между собой полотно из минерального волокна и обеспечивают дальнейшее уменьшение скорости перемещения полотна из минерального волокна в уплотняющий модуль и, следовательно, вертикальное складывание полотна из минерального волокна.
Вертикально сложенное полотно из минерального волокна из модуля 64 вводят в следующий модуль 72, который содержит две конвейерные ленты 66 и 68, которые дополнительно снижают скорость перемещения складчатого полотна из минерального волокна 60 для образования уплотненного и гомогенизированного складчатого полотна из минерального волокна 70. Полотно из минерального волокна 70 образует конечный продукт, который можно дополнительно обработать, как будет описано ниже, для образования конкретных продуктов из минерального волокна таких как изоляционные плиты или составные продукты.
Сегментное полотно пластины из минерального волокна 50 более подробно показано на фиг. 2, иллюстрирующем сегменты 38 и 40 и, кроме того, края 46 и 48. На фиг. 2 также более подробно показано преимущественное расположение или ориентация минеральных волокон индивидуальных сегментов, из которых составлено сегментное полотно из минерального волокна 50.
На фиг. 3 показано складчатое полотно из минерального волокна 60 и, кроме того, уплотненное и гомогенизированное складчатое полотно из минерального волокна 70, что иллюстрирует структуру полотен. В нижней части фиг. 3 показаны две пластинки или сегменты полотна из минерального волокна 70, которые обозначены номерами 74 и 80. На пластинке или сегменте 74 далее видно два субсегмента 76 и 78, которые связаны друг с другом через разделяющую линию, обозначенную числом 77. Линия 77 происходит от края, такого как край 42, показанный на фиг. 1 и 2, из расположения сегментов, таких как сегменты 38 и 40, из которых образовано сегментное полотно из минерального волокна 50 с частичным взаимным перекрыванием в расположении сегментов. Таким образом, на фиг. 3 субсегменты 76 и 78 содержат минеральные волокна, которые расположены или ориентированы преимущественно в направлениях подл косым углом по отношению к продольному и поперечному направлениям полотна из минерального волокна 70 и, кроме того, относительно друг друга. Число 84 на фиг. 3 обозначает стрелку, представляющую продольное направление полотна из минерального волокна 70. Аналогично, числа 83 и 85 обозначают стрелки, представляющие поперечное направление и вертикальное направление полотна из минерального волокна 70, соответственно. Далее в описании выражение "продольное направление" относится к направлению, указанному стрелкой 84 на фиг. 3, а не к конкретной ориентации или направлению продукта, которые относятся к его геометрическим соотношениям. Таким образом, выражение "продольное направление" относится к любому направлению, которое совпадает с направлением, указанным стрелкой 84 на фиг. 3, и относится к направлению, перпендикулярному направлению складывания полотна и, кроме того перпендикулярному к складкам складчатого продукта. Аналогично, далее в описании выражение "поперечное направление" относится к направлению вдоль складок продукта, а выражение "вертикальное направление" относится к направлению, перпендикулярному продольному направлению и поперечному направлению, а не к вертикальному направлению по отношению к гравитационному полю. Таким образом, вертикальное направление относится к направлению, вдоль которого образуют складки продукта. Следует подчеркнуть то, что три вышеупомянутых направления, то есть продольное направление, поперечное направление и вертикальное направление для любого продукта по настоящему изобретению относится к геометрическим соотношениям для складок продуктов, а не к ориентации относительно горизонтального и вертикального направлений по отношению к гравитационному полю.
Кроме того, фиг. 3 иллюстрирует характерную черту полотна из минерального волокна 70 в том, что линия 77, отделяющая субсегменты 76 и 78 друг от друга, сдвигается от сегмента 78 к сегменту 80 и далее к прилегающим сегментам, что в основном определяется соотношением между степенью перекрывания в сегментном полотне из минерального волокна 50, например, между сегментами 38 и 40, и высотой складок в складчатом и уплотненном полотне из минерального волокна 70, например сегментов 74 и 80. Следует уяснить то, что вышеописанное указание на преимущественную ориентацию минеральных волокон в полотне из минерального волокна несколько преувеличено, исключительно для иллюстративных целей. В конкретном продукте преимущественная ориентация минеральных волокон в его сегментах может быть менее четкой по сравнению с изображениями на чертежах.
На фиг. 4а и 4b приведены дополнительные или дополняющие стадии процесса. В верхней части фиг. 4а показано полотно из минерального волокна 30, которое перемещают к вращающемуся круглому ножу 86, с помощью которого от полотна из минерального волокна 30 отделяют сегментный слой 88. Сегментный слой проходит через протягивающий валик и вдоль двух наклонно расположенных конвейерных лент 92 и 94, которые служат для того, чтобы расположить сегменты сегментного слоя 88 с частичным взаимных перекрыванием для образования поперечно сложенного полотна из минерального волокна 100, подобного полотну 50, описанному выше со ссылкой на фиг. 1. На фиг. 4а сегмент поперечно сложенного полотна из минерального волокна 100 определен между двумя внешними складками 96 и 98 полотна из минерального волокна. Сегментное полотно из минерального волокна 100 вводят в модуль уплотнения и гомогенизации 102, который отличается от нижеописанного уплотняющего модуля 56, так как уплотняющий модуль 102 содержит множество валиков, которые служат для сжатия по высоте полотна из минерального волокна, которое движется через модуль уплотнения и гомогенизации 102. Из модуля уплотнения и гомогенизации 102 выходит компактное и гомогенизированное полотно из минерального волокна 104, и его направляют к контакту с расположенным далее вращающимся круглым ножом 106, который разделяет полотно из минерального волокна 104 на два по-существу идентичных полотна из минерального волокна, обозначенных числами 108 и 110, которые проходят по дополнительным валикам 112 и 114 для переноса полотен из минерального волокна 108 и 110 к следующему обрабатывающему модулю, который будет описан ниже со ссылкой на фиг. 5.
На фиг. 5 сложенное и уплотненное полотно из минерального волокна 70, полученное как описано выше со ссылкой на фиг. 1, приводит в контакт с полотнами из минерального волокна 108 и 110, которые получены как описано выше со ссылкой на фиг. 4а. Полотна из минерального волокна 108 и 110 накладывают на поверхности противоположных сторон сложенного и уплотненного полотна из минерального волокна 70 с помощью двух прижимных роликов 134 и 136, которые заставляют полотна из минерального волокна 108, 70 и 110 войти в тесный контакт друг с другом, необязательно посредством нанесения дополнительного клеящего материала, такого как дополнительные связующие или отверждающие вещества, нанесенные на поверхности полотен из минерального волокна 108 и 110 и/или на наружные поверхности сторон сложенного и уплотненного полотна из минерального волокна 70, приводимые в контакт друг с другом. Посредством контактирования полотен из минерального волокна 108 и 110 со сложенным и уплотненным полотном из минерального волокна 70 получают составное полотно из минерального волокна 140, которое после этого вводят в отделение вулканизационной печи 141, показанное в центральной части фиг. 5 и включающее две детали вулканизационной печи 142 и 143, расположенные соответственно выше и ниже составного полотна из минерального волокна 140.
Из отделения вулканизационной печи 141 выходит отвержденное составное полотно из минерального волокна, и оно движется к следующему модулю, в котором резальный нож 144 разделяет отвержденное составное полотно из минерального волокна 100 на раздельные сегменты плиты из минерального материала, которые затем движутся из производственной установки для хранения, дополнительной обработки или затаривания. На фиг. 5 продукт плиты из минерального волокна, полученный отделением продукта из отвержденных составных сегментных полотен из минерального волокна 50, обозначен числом 146. Продукт составной плиты из минерального волокна 146 содержит центральную сердцевину 148 и противоположные поверхностные слои 147 и 149, и он будет описан более подробно ниже, со ссылкой на фиг. 8. Следует осознать то, что методику нанесения верхнего и нижнего слоев на сложенное и уплотненное полотно из минерального волокна 70 можно улучшить путем устранения одного из слоев, например, верхнего слоя или, альтернативно, нижнего слоя, образованных полотном 108 и 110, соответственно, либо путем наложения, например, пленки или пленок на одну или обе стороны сложенного и уплотненного полотна из минерального волокна 70.
На фиг. 4b описана альтернативная методика получения отдельного полотна из минерального волокна, используемого при образовании верхнего или нижнего слоя конечного составного продукта из минерального волокна, которая отличается от описанной на фиг. 4а методики, тем, что верхний поверхностный слой 118 отделяют от исходного полотна из минерального волокна 20, которое перемещают по его продольному направлению и которое подают к горизонтально и поперечно работающей резальной ленте или к ножу 121. Исходное полотно из минерального волокна 20 перемещают к ленте или ножу 121 с помощью конвейерной ленты 121. Лента или нож 121 разделяет поступающее полотно из минерального волокна 20 на верхний слой 118 и основную часть, из которой получают полотно из минерального волокна 30. Верхний слой перемещают от ленты или ножа 121 с помощью конвейерной ленты 118 и подают к двум конвейерным лентам 128 и 132, между которыми он располагается, и которые служат для уплотнения или гомогенизации полотна из минерального волокна, которое выходит от сэндвичеобразно охватывающих конвейерных лент 128 и 132 и обозначено числом 130.
Полотно из минерального волокна 130 может представлять полотно, которое далее обрабатывают, как описано выше со ссылкой на фиг. 4а и впоследствии разделяют на две части с целью образования верхнего и нижнего слоев конечного составного продукта из минерального волокна или, в альтернативном случае, его складывают, дополнительно уплотняют или гомогенизируют для получения высокопрочного верхнего или нижнего слоя конечного составного продукта из минерального волокна. Полотно из минерального волокна 30, полученное из исходного полотна из минерального волокна 20 путем отделения от него верхнего слоя 118, перемещают от ленты или ножа 121 с помощью двух конвейерных лент 122 и 124, направление его передвижения сдвинуто, например так, как показано на фиг. 1, с помощью модуля 26 перед стадией подачи полотна из минерального волокна 30 к лентам маятниковых конвейеров, которые служат для того, чтобы расположить сегменты полотна из минерального волокна 30 с частичным взаимным перекрыванием, как описано выше со ссылкой на фиг. 1. На фиг. 4b также показана лента маятникового конвейера 34.
На фиг. 6 показан следующий обрабатывающий модуль, в котором полотно из минерального волокна 50, происходящее из показанного на фиг. 1 полотна из минерального волокна 50, однако необязательно частичное сжатое, переносят по конвейерной ленте 153 к модулю разделения, в котором разделяющий узел 154, включающий подвижную резальную ленту 156, разделяет полотно из минерального волокна на два отдельных полотна из минерального волокна, или части, обозначенные числами 158 и 160. Часть 160 перемещают к собирающей конвейерной ленте 170 путем двух совокупностей сэндвичеобразно охватывающих ее конвейерных лент, которые включают первую совокупность 162 и 164 и вторую совокупность 166 и 168. Первая и вторая совокупности конвейерных лент, соответственно 162, 164 и 166, 168, могут приводить к уплотнению и гомогенизации полотна из минерального волокна 160, как описано выше. Полотно из минерального волокна 158 также подают в двум сэндвичеобразно охватывающим их конвейерным лентам 172 и 174, и далее - к модулю уплотнения и гомогенизации 176, аналогичному вышеописанному со ссылкой на фиг. 4а модулю 102, для получения уплотненного полотна из минерального волокна 178, которое переносят из модуля уплотнения 176 к полотну из минерального волокна, перенесенному вдоль конвейерной ленты 170, с помощью дополнительной конвейерной ленты 180. С помощью конвейерной ленты 180 уплотненное и гомогенизированное полотно из минерального волокна 178 располагают сверху полотна из минерального волокна, происходящего из полотна из минерального волокна 160 и необязательно частично уплотненного и гомогенизированного, как указано выше, и получают составное полотно из минерального волокна 182, состоящее из сильно уплотненного верхнего слоя и несколько менее у плотненного нижнего слоя. Верхний и нижний слои могут быть приклеены друг к другу с помощью термоотверждаемых или затвердевших связующих веществ, изначально присутствующих в полотне из минерального волокна 30 или, альтернативно, с помощью термоотверждаемого или затвердевающего связующего вещества, образующего клей, который наносят на верхний и/или нижний слои перед стадией контактирования верхнего и нижнего слоев друг с другом, определяющей составное полотно из минерального волокна 182. На фиг. 6 показано, что для того, чтобы изменить толщину полотна из минерального волокна 158 в сравнении с толщиной полотна из минерального волокна 160, разделяющий угол 154 может смещаться от положения, показанного на фиг. 6, по направлению к конвейерной ленте 162 посредством привода, который не показан на чертежах. В своем крайнем положении разделяющий узел 154 не может разделять полотно из минерального волокна 50 на полотна из минерального волокна 158 и 160, поскольку полотно из минерального волокна 130 вынуждено целиком контактировать с сэндвичеобразно охватывающими конвейерными лентами 162 и 164.
В левой части фиг. 7 изображено вышеописанное отделение вулканизационной печи 141, состоящее из верхних и нижних частей вулканизационной печи 142 и 143. На фиг. 7 полотно из минерального волокна, которое выходит из отделений вулканизационной печи 141, обозначено числом 150' поскольку полотно из минерального волокна 150' отличается от описанного выше со ссылкой на фиг. 5, отвержденного составного полотна из минерального волокна 150 тем, что полотно из минерального волокна 150' получают только из сложенного и уплотненного полотна из минерального волокна 70, без добавления верхнего и нижнего слоев, полученных из полотен из минерального волокна 108 и 110. Отвержденное полотно из минерального волокна 150' подают к проволочному или ленточному разделителю, содержащему проволоку или ленту 184, расположенную на двух способных вращаться колесах 186 и 188, которые обеспечивают то, что проволока или лента 184 движется горизонтально и поперечно по отношению к полотну из минерального волокна 150', вызывая разделение полотна из минерального волокна 150' на две части 192 и 194.
С помощью вращающегося круглого ножа 196, подобного вышеописанным вращающимся круглым ножам 86 и 106, части 192 и 194 далее разделяют на в общей сложности четыре полотна 198, 200, 202 и 204. С двух рулонов 208 и 210, расположенных над верхними полотнами из минерального волокна 198 и 200, на верхние поверхности верхних полотен 198 и 200, соответственно, наносят две пленки 209 и 211, и последние закрепляют на верхних поверхностях с помощью сшибающего механизма или, альтернативно, с помощью клея, что схематически показано как 216. После сцепления пленок 209 и 211 с верхними полотнами 198 и 200, получают два полотна с верхней покрытой поверхностью 220 и 222, которые наматывают в спиральной конфигурации, что схематически показано в верхней правой части фиг. 7.
Аналогичным образом, две пленки накладывают на нижние стороны нижних полотен 202 и 204, причем эти пленки подают с двух рулонов 212 и 214 соответственно, обеспечивающих две пленки, одна из которых обозначена числом 215. Пленку 214 накладывают на нижнюю сторону полотна 204, в то время как пленка, накладываемая на нижнюю сторону полотна 202, на фиг. 7 не видна. В модуле 218, подобном вышеописанному модулю 216, пленки, поданные с рулонов 212 и 214, закрепляют на нижних сторонах полотен 202 и 204 для образования составных полотен 224 и 226 с покрытой нижней поверхностью, подобных вышеописанным составным полотнам 220 и 222.
На фиг. 8 показано частичное и перспективное изображение первого варианта блока плиты из минерального волокна 146, полученного из полотна из минерального волокна 150, показанного на фиг. 5. Блока плиты из минерального волокна 146, содержащий центральную сердцевину или тело 148, получен из полотна из минерального волокна 70, показанного на фиг. 1 и 5. Центральную сердцевину или тело 148 получают из уплотненных полотен из минерального волокна 108 и 110, как описано выше со ссылкой на фиг. 5. Центральная сердцевина или тело 148 описана выше со ссылкой на фиг. 1-3 и составлена из множества расположенных под косым углом сегментов 228, 230 и 236, которые получены из полотна из минерального волокна 30, показанного на фиг. 1, путем расположения сегментов например сегментом 38 и 40 полотна из минерального волокна 30, с частичным взаимным перекрыванием посредством складывания полотна из минерального волокна 30 вдоль направления, под косым углом по отношению к продольному и поперечному направлениям сегментного полотна из минерального волокна 50, полученного путем процесса складывания. Сегменты 228 и 230 представляют собой сегменты, которые расположены перпендикулярно к противоположным поверхностным слоям 146 и 147 и связаны через соединяющий сегмент 232. На фиг. 8 следующий сегмент центральной сердцевины или тела 148 обозначен число 236 и он расположен рядом с сегментом 232 и связан с ним через соединяющий сегмент 234, подобный сегменту 232. Как очевидно из фиг. 8, сегмент 228 проявляет структуру, подобную структуре сегментов 78 и 80, показанных на фиг. 3 и содержат два субсегмента 237 и 239, которые связаны друг с другом через сегмент 238, происходящий от линии, подобной линии 77, показанной на фиг. 3. Каждый из субсегментов 237 и 239 содержит минеральные волокна, которые расположены или ориентированы преимущественно вдоль относительных направлений, расположенных под косым углом по отношению к продольному и поперечному направлениям, определенным блоком из минерального волокна 146 и, кроме того, относительно друг друга.
Как и остальные сегменты структуры, показанной на фиг. 3, сегменты 230 и 236 также содержат минеральные волокна, которые в изменяющихся субсегментах отдельных сегментов включают минеральные волокна, расположенные или направленные преимущественно вдоль вышеописанных направлений под косым углом. Посредством расположения или направления минеральных волокон отдельных субсегментов, таких как подчасти 237 и 239, общая структура центральной сердцевины или тела 148 блока плиты из минерального волокна 146 обеспечивает структуру минеральных волокон, которая включает преимущественно минеральные волокна, расположенные под косым углом по отношению к основным направлениям, то есть к продольному и поперечному направлениям блока плиты из минерального волокна 146, что дополнительно обеспечивает пересечение внутренних минеральных волокон внутри структуры, приводя, с одной стороны, к великолепным механическим характеристикам в отношении механической прочности и гибких свойств, а, с другой стороны - к великолепным изоляционным свойствам в сравнении с обычными высокопрочными и хорошо изолирующими блоками плит из минерального волокна, соответственно.
На фиг. 9 показан второй вариант продукта из минерального волокна, содержащий вышеописанную центральную сердцевину или тело 149, которое снабжено верхним поверхностным покрытием, представляющим собой покрытие из сплошной пленки или сетки 246, изготовленной из пластикового материала или, альтернативно, из металлического сетчатого материала. Кроме верхнего поверхностного покрытия 246, центральная сердцевина или тело 148 может быть снабжена нижним поверхностным покрытием, не показанным на фиг. 9. Верхнее поверхностное покрытие 246 можно нанести на центральную сердцевину или тело 248 перед или после модуля отверждения 141, показанного на фиг. 5, в зависимости от свойств материала верхнего поверхностного покрытия и способности материала верхнего поверхностного покрытия сцепляться с центральной сердцевиной или телом 148 путем сплавления, адгезии, сшивания, и т.д.
На фиг. 10 показан третий вариант продукта из минерального волокна 240, содержащий центральную сердцевину или тело 148, описанное выше со ссылкой на фиг. 8. На поверхностях противоположных сторон центральной сердцевины или тела 148 обеспечены два поверхностных покрытия 242 и 244, которые могут быть образованы герметиками, непроницаемыми для воды и воздуха или, в альтернативном случае - армирующими пленками или фольгами, или в другом альтернативном случае - фольгами, отражающими ИК-излучение, такими как алюминиевая фольга.
На фиг. 11 показан четвертый вариант продукта из минерального волокна 250, содержащего пластинки 255, 256 и 257, которые получены из полотна из минерального волокна 70, показанного на фиг. 1, и, как обсуждалось выше со ссылкой на фиг. 5, разрезаны на отдельные сегменты плиты, которые после этого повернуты на 90o по методике, описанной в международной патентной заявке, международной заявке N PCT/DK91/00383, международной публикации N WO92/10602. После этого пластинки 255, 256 и 257 приклеивают к промежуточным уплотненным слоям из минерального волокна 251, 252, 253 и 254 для образования показанной на фиг. 11 составной структуры из трех пластинок. Вдоль линий разреза 258 и 259 составная структура из пластинок 255, 256 и 257 и уплотненных поверхностных слоев 251, 252, 253 и 254 разделена на отдельные плиты из минерального волокна.
По альтернативному способу получения блока, показанного на фиг. 11, пластинки 255, 256 и 257 приклеены к уплотненным поверхностным слоям 251, 252, 253 и 254 перед отверждением связующего вещества, присутствующего внутри полотен, из которых получены пластинки 255, 256 и 257. В этом альтернативном способе поверхностные слои 251, 252, 253 и 254 также предпочтительно образованы из неотвержденных уплотненных компонентов, содержащих минеральное волокно, которые приклеены к неотвержденным пластинкам 255, 256 и 257 посредством дополнительного термоотверждаемого или затвердевающего связующего материала или, в альтернативном случае, посредством неотвержденных связующих веществ пластинок 255, 256 и 257 и промежуточных неотвержденных компонентов из минерального волокна 251, 252, 253 и 254. Кроме того, в альтернативном случае блок, показанный на фиг. 11, можно изготовить из неотвержденных пластинок и предварительно отвержденных поверхностных компонентов, или альтернативно, из отвержденных пластинок и отвержденных поверхностных компонентов, которые после этого вводят в вулканизационную печь для отверждения неотвержденных веществ, связывающих минеральные волокна, и какого-либо термоотверждаемого или затвердевающего связующего материала, используемого для склеивания пластинок и поверхностных слоев друг с другом.
На фиг. 12 показан слегка модифицированный вариант составной структуры из фиг. 11, который составляет пятый вариант 260 продукта из минерального волокна по настоящему изобретению. Пятый вариант блока плиты из минерального волокна 260 содержит пластинки 262, подобные пластинкам 255, 256 и 257, описанным выше со ссылкой на фиг. 11. Пластинки 262 расположены так, что один из их сегментов, подобный сегментам 228, 230 и 236 центральной сердцевины или тела 148, находится в поверхностном контакте с пленкой 244, которая может образовывать тонкую подложечную пленку или мембрану, непроницаемую для воды и воздуха. Между пластинками 262 расположены уплотненные элементы из минерального волокна 264 и 266, которые образуют армирующие элементы, подобные вышеописанным уплотненным поверхностным слоям 251, 252, 253 и 254 блока 250, описанного выше со ссылкой на фиг. 11. Блок 260, показанный на фиг. 12, можно разделить на отдельные продукты плит из минерального волокна, содержащих единственную пластинку 262 или множество пластинок 262.
На фиг. 13 более подробно показана центральная сердцевина или тело 148 продукта плиты из минерального волокна 146, показанного на фиг. 5 и 8. На фиг. 13 показана волоконная структура пластинки или сегмента 228, ясно иллюстрирующая, что подчасти 237 и 239 содержат минеральные волокна, которые расположены преимущественно вдоль единственного направления под косым углом по отношению к продольному, поперечному и вертикальному направлению, определенному центральной сердцевиной или телом 148, в то время как сегмент 238, происходящий из разделяющей линии, соответствующей показанной на фиг. 3 линии 77, содержит минеральные волокна, расположенные или ориентированные под косым углом по отношению друг к другу.
На фиг. 14 показан седьмой вариант сегмента плиты из минерального волокна, обозначенного как целое число 270. Сегмент 270 составлен из центральной сердцевины или тела 274 и верхнего слоя 272. Верхний слой 272 в основном имеет структуру, подобную соответственно структуре нижнего и верхнего слоя 147 и 149, составной плиты из минерального волокна 146, показанной на фиг. 8. Центральную сердцевину 274 сегмента плиты из минерального волокна 270 получают из составного полотна из минерального волокна 182, описанного выше со ссылкой на фиг. 6, и она включает центральный выступ, обозначенный числом 276, являющийся высокоплотным центральным выступом, из уплотненного и гомогенизированного полотна из минерального волокна 178 из составного полотна из минерального волокна 182. В альтернативном случае часть 276 может быть получена из другого основного полотна, включающего минеральные волокна, расположенные или направленные в любой подходящей ориентации, и имеющего надлежащую плотностью, выше или ниже плотности остальной части центральной сердцевины или тела 274, причем остальная часть получена из полотна 160 по указаниям настоящего изобретения и, следовательно, содержит сегменты, подобные сегментам вышеописанной центральной сердцевины или тела 148, то есть сегменты 228, 232 и 236. Таким образом, центральная сердцевина или тело 274 представлена двумя субсегментами 278 и 280, отвечающими, соответственно, субсегментам 237 и 239 пластинки или сегмента 238, описанного выше со ссылкой на фиг. 8 и 13, и, кроме того - узким сегментом 279, соответствующим сегменту 238 пластинки или сегменту 228, показанному на фиг. 8 и 13.
На фиг. 15 показана очень выгодная характеристика плиты из минерального волокна, полученной по указаниям настоящего изобретения. В левой части рис. 15 показана складчатая плита из минерального волокна, обозначенная числом 284. Плита 284 состоит из пластинок или сегментов, один из которых, образующий верхний сегмент, обозначен числом 286. В своем релаксированном положении, показанном в левой части фиг. 15, плита 284 определяет общую высоту h1. Если плиту 284 подвергают воздействию сжимающей силы или сжимающему удару, высота плиты из минерального волокна уменьшается от высоты h1 до высоты h2, указанной в правой части фиг. 15, который также представляет несколько сжатую плиту из минерального волокна, обозначенную числом 284 и включающую верхний сегмент или слой, который в уплотненной плите 284 обозначен числом 286.
Следует подчеркнуть, что давление или воздействие силы, которое вызывает уменьшение высоты плиты из минерального волокна 284 от h1, равной 60 см, до h2, равной 30 см, имеет порядок только 12-18 кПа. Хотя плиту из минерального волокна 284 можно сжать в вертикальном направлении, как показано на фиг. 15, плита чрезвычайно прочна и в основном несжимаема в направлениях вдоль горизонтального и поперечного направлений, определяемых пластинками или сегментами структуры составной плиты. Следовательно, продукт плиты из минерального волокна 284 обладает большим преимуществом в связи с изоляционными строительными структурами, для которых часто требуется подгонка одного из размеров изоляционной плиты в соответствии с конкретными размерами рассматриваемой строительной структуры. Вместо уменьшения размера изоляционной плиты, которую используют в строительной структуре, продукт плиты из минерального волокна 284 легко приспособить к конкретным требованиям по размерам, поскольку продукт можно уменьшить вдоль одного направления, которое может представлять собой длину или ширину плиты, вплоть до коэффициента 50% путем простого сжатия продукта плиты. Кроме того, свойство, показанное на фиг. 15, выгодно с точки зрения упаковки и транспортировки, поскольку продукт плиты из минерального волокна 284 можно хранить, затаривать и транспортировать в уменьшенном объеме в сравнении с нерелаксированным объемом, что позволяет снизить затраты на упаковку и транспортировку на одну плиту.
Составной продукт из минерального волокна, полученный по методике, описанной выше со ссылкой на фиг. 7, может образовывать изоляционное покрытие для применения в бойлерах, резервуарах, трубках, трубопроводах, трубах и т. п. , по которым проводят горячую воду или пар. Изоляционное покрытие, показанное на фиг. 16, в своей совокупности обозначено числом 290 и оно содержит множество пластинок, одна из которых обозначена числом 294 и происходит из пластинки или сегментов полотна из минерального волокна 70, описанного выше со минеральные волокна, ориентированные вдоль направлений под косым углом по отношению к продольному направлению рассматриваемой пластинки, а также по отношению друг к другу. Изоляционное покрытие снабжено наружной пленкой 292.
Продукты плит из минерального волокна, полученные по указаниям настоящего изобретения и представляющие собой воплощение плиты из минерального волокна по настоящему изобретению, проявляют улучшенные огнестойкие свойства в сравнении с подобными обычными продуктами. На фиг. 17а и 17b иллюстрируются условия испытания, осуществленного заявителем с целью сравнения прототипного варианта плиты из минерального волокна по настоящему изобретению и обычных продуктов плит из минерального волокна. Плиты из минерального волокна размером 600х900 мм и имеющие толщину 120 мм были получены по варианту, изображенному на фиг. 13 и 15, и из обычного продукта волокнистой плиты, в котором минеральные волокна преимущественно расположены вдоль направления, совпадающего с продольным или поперечным направлением, определенным главными поверхностями продукта плит. Один образец плиты из минерального волокна по настоящему изобретению и один образец обычного продукта плиты из минерального волокна горизонтально подвешивали внутри печи и подвергали воздействию повышенных температур когда печь нагревали так, как показано на фиг. 17b, на котором показаны четыре кривые E, F, G и H. По оси абсцисс указан период времени с момента начала опыта испытания, а по оси ординат указана температура. Кривая E представляет собой контрольную кривую, то есть температурный отклик, воздействию которого подвергали образцы внутри печи. Кривые F, G и H представляют температуру, измеренную внутри печи в конкретных ее местах. Образцы, образованные плитой из минерального волокна по настоящему изобретению, и обычный продукт плиты из минерального волокна визуально наблюдали в подвешенном состоянии внутри печи. Через 105 мин эксперимент или испытание прекращали, поскольку обычный продукт плиты из минерального волокна прогибался от общей горизонтальной поверхности примерно на 120 мм и был готов упасть, в то время как образцы плиты из минерального волокна по настоящему изобретению прогнулись всего-навсего на примерно 30 мм. Во время эксперимента контролировали температуру на сторонах образцов, противоположных сторонам, направленных к печи. Результаты измерений показаны на фиг. 17а, на котором абсцисса представляет тот же временной масштаб, который показан на фиг. 17b, и на котором ось ординат представляет температуру на сторонах образцов, противоположных сторонам, направленных к печи. На фиг. 17а изображены четыре кривые A, B, C и D. Кривые A и B представляют результаты измерений для образца плиты из минерального волокна по настоящему изобретению, а кривые C и D представляют результаты измерений для обычного продукта плиты из минерального волокна.
Анализировали плиты из минерального волокна по настоящему изобретению и обычно продукты плит из минерального волокна. Плиты из минерального волокна по настоящему изобретению содержали 0,77 кг/м3 связующего вещества и масла, а обычный продукт плиты из минерального волокна содержал 0,81 кг/м3 связующего вещества и масла.
Вывод:
Уменьшенное прогибание плиты из минерального волокна по настоящему изобретению в сравнении с обычным продуктом плиты из минерального волокна обеспечивает радикально улучшенные характеристики или свойства по огнестойкости, поскольку уменьшенное прогибание при крайних, повышенных температурах уменьшает риск того, что плита прогнется в такой степени, что она, во-первых, образует щели в соединении с прилегающей плитой из минерального волокна, и, во-вторых, упадет из подвешенного состояния вследствие чрезвычайной деформации или разрушения структуры плиты.
Хотя анализ химического состава составляющих плиты из минерального волокна по настоящему изобретению в сравнении с обычным продуктом плиты из минерального волокна показал слегка повышенное содержание FeO 8,3% в сравнении с 6,3%, различие в содержании FeO все же само по себе недостаточно велико, чтобы объяснить улучшенную монолитность плит из минерального волокна по настоящему изобретению по сравнению с обычными продуктами плит из минерального волокна.
Фиг. 18а и 18b иллюстрируют обладающую преимуществом методику затаривания плит из минерального волокна по настоящему изобретению в уплотненном состоянии. В соответствии с методикой затаривания, иллюстрируемой на фиг. 18а и 18b, используют особое свойство плиты из минерального волокна 284, показанной на фиг. 15. На фиг. 18а в общей сложности четыре плиты из минерального волокна 284 расположены вертикально или стоят на первой упаковочной пленке 285 и плиты 284 расположены так, что их продольные направления ориентированы вертикально. На верху плит 284 расположена вторая упаковочная пленка 287. Прижимная пластина 291 опускается из положения над второй упаковочной пленкой 287 и плитами из минерального волокна 284, вызывая сжатие плит из минерального волокна с уменьшением их общего объема до примерно 40-60% от исходного. После сжатия и уплотнения плит из минерального волокна 284 с образованием уплотненных или сжатых плит из минерального волокна 284, подобных плите, показанной на фиг. 15, первую и вторую упаковочную. Пленки 285 и 287 соединяют и заделывают вместе путем сварки или любого эквивалентного способа герметизации, например путем склеивания или объединенного процесса сварки и склеивания, чтобы получить герметизированную упаковочную пленку 285, охватывающую уплотненные плиты из минерального волокна 284 внутри себя, что приводит к очень компактной упаковке плит из минерального волокна 289, показанной на фиг. 18б и имеющей объем, составляющий примерно 60-80% от общего объема неуплотненных и несжатых плит из минерального волокна.
Таким образом, упаковка 289 содержит сжатые или уплотненные плиты из минерального волокна, обозначенные числом 284, и первый и второй сегменты упаковочной пленки 285' и 287', которые соединены друг с другом через два поперечных шва 295 и 296, образующие переднее и заднее уплотнения, соответственно. Плита из минерального волокна по
настоящему изобретению представляет собой продукт, который может быть упакован внутри герметичной оболочки или кожуха, такой как пленка, путем реализации степени сжатия во время процесса уплотнения плиты из минерального волокна равной примерно 50%, что обеспечивает в конечной уплотненной или сжатой плите из минерального волокна коэффициент уплотнения примерно 20%. Плита из минерального волокна сохраняет свою монолитность вследствие ее высокой прочности на сжатие в поперечном и вертикальном направлениях. Кроме того, в сравнении с обычными продуктами плит из минерального волокна, данная плита из минерального волокна проявляет уменьшенную склонность к деформированию в процессе уплотнения или сжатия. Если уменьшают толщину продукта путем уплотнения или сжатия, обычные продукты плит из минерального волокна часто деформируются путем увеличения длины и ширины. Следовательно, обычные продукты плит из минерального волокна в некоторой степени повреждаются и деформируются уплотнения и сжатия. Кроме того, повреждение и деформация обычных продуктов плит из минерального волокна - при использовании уплотнения или сжатия в процессе затаривания плиты из минерального волокна может уменьшить эластичность сжатия плиты вдоль направления ее уплотнения и сжатия. Возможность затаривания плит из минерального волокна в уменьшенный объем, занимающий всего лишь 60-80% от начального объема плит из минерального волокна или даже менее, позволяет перевозить больше плит из минерального волокна за одну перевозку в сравнении с неуплотненными и несжатыми плитами из минерального волокна. После того, как плиты из минерального волокна уплотняли до 60-80% от начального объема или даже менее в течение продолжительного периода времени, плиты из минерального волокна по настоящему изобретению могут восстанавливаться до примерно 100%.
Кроме того, плита из минерального волокна по настоящему изобретению проявляет явное преимущество в сравнении с большинством обычных продуктов плит из минерального волокна, которые хранят в неуплотненном и несжатом состоянии внутри упаковочной оболочки, такой как упаковочная пленка типа показанной на фиг. 18b, или содержат внутри полностью охватывающей пленки, подобной пленке, которая будет описана ниже со ссылкой на фиг. 20, поскольку те ребра и углы обычных продуктов плит из минерального волокна, которые расположены соответственно при наружных ребрах и углах упаковки, постоянно деформируются и, следовательно, повреждаются упаковочной пленкой, расположенной так, что она охватывает продукты плит из минерального волокна, там где продукты плит из минерального волокна заключены внутри герметизированной упаковки. В противоположность обычным продуктам плит из минерального волокна, плита из минерального волокна по настоящему изобретению проявляет высокую монолитность и механическую прочность, которая гарантирует, что ни одна из частей плит из минерального волокна, заключенных внутри упаковки, такой как упаковка 289, показанная на фиг. 18b, не будет постоянно деформироваться или повреждаться.
Так, ни одна из частей плит из минерального волокна в показанной на фиг. 18b упаковке 289 не будет постоянно деформироваться или повреждаться в процессе герметизации плит из минерального волокна внутри пленки упаковки 289. Даже те части плит из минерального волокна, содержащихся внутри упаковки 289, которые расположены у наружных ребер или углов упаковки 289, не деформируются или повреждаются постоянно, в противоположность обычным продуктам плит из минерального волокна.
Следует понять, что ориентация плит из минерального волокна 284 во время процесса их затаривания является произвольной, так как плиты из минерального волокна 284, которые расположены на фиг. 18а вертикально, могут быть расположены в любой произвольной ориентации, такой как горизонтально положение, и положены друг на друга, а не расположены рядом друг с другом, как показано на фиг. 18а. Если плиты из минерального волокна 284 положены друг на друга в по существу горизонтальном положении, сжимающая пластина 291 или любое эквивалентное средство или инструмент для сжатия или уплотнения возвратно-поступательно и горизонтально движется для уплотнения плиты из минерального волокна 284 вдоль ее продольных направлений, используя чрезвычайную сжимаемость плит из минерального волокна по настоящему изобретению вдоль их продольного направления.
На фиг. 19 изображен предпочтительный в настоящее время вариант устройства для изготовления упаковок, содержащих плиты из минерального волокна по настоящему изобретению. Устройство является поточной производственной установкой, в которой обрабатывают множество отвержденных полотен из минерального волокна, например, четыре отвержденных полотна из минерального волокна 150'', 150''', 150IV и 150V, или любое другое число отвержденных полотен из минерального волокна, для получения плит из минерального волокна, содержащихся в упаковках, каждая из которых включает в общей сложности четыре плиты из минерального волокна или любое другое число плит из минерального волокна. Отвержденные полотна из минерального волокна 150'', 150''', 150IV и 150V движутся вперед на непрерывно работающих роликах 300', 300'', 300''' и 300IV. Если отвержденные полотна 150'', 150''', 150IV и 150V должны быть остановлены, с помощью мотора 302 поднимают элемент в виде плиты с ребрами 301, который поднимает отвержденные полотна из минерального волокна с роликов 300', 300'', 300''' и 300IV. Отвержденные полотна из минерального волокна 150'', 150''', 150IV и 150V переносят с роликов 300', 300'', 300''' и 300IV на конвейерную ленту 304, которая поддерживается на ведущем ролике 306, приводимом в движение мотором 308, и свободно вращающемся ролике 310. Как показано на фиг. 19, отвержденные полотна из минерального волокна 150'', 150''', 150IV и 150V расположены на краях, дающих возможность вертикально сжимать отвержденные полотна из минерального волокна, как будет обсуждаться ниже. Отвержденные полотна из минерального волокна 150'', 150''', 150IV и 150V принимают и поддерживают между противоположными конвейерами лентами 312 и 314, которые работают синхронно с конвейерной лентой 304 и служат для поддержки отвержденных полотен из минерального волокна, когда полотна из минерального волокна вводят в резальную машину 316.
Резальная машина 316 в основном содержит скобообразную поддерживающую конструкцию 318, несущую верхний и нижний движущиеся элементы 320 и 322, на которых держатся вращающиеся колеса 324 и 326, соответственно. Вращающиеся колеса 324 и 326 приводятся в движение мотором, не показанным на чертежах, и они несут резальный шнур в виде замкнутой петли 328, который образует резальный инструмент или резальный элемент резальной машины 316. Когда отвержденные полотна из минерального волокна 150'', 150''', 150VIV и 150V проходят резальную машину 316 через ее скобообразную раму 318 на заданное расстояние за резальной машиной, приводятся в действие движущиеся элементы 320 и 322, в результате чего они двигаются по направлению к отвержденным полотнам из минерального волокна 150'', 150''', 150IV и 150V и резальный шнур 328 проталкивается через отвержденные полотна из минерального волокна и отделяет четыре сегмента плиты из минерального волокна от отвержденных полотен из минерального волокна 150'', 150''', 150IV и 150V. Сегменты отвержденной плиты из минерального волокна, отделенные от отвержденных полотен из минерального волокна, принимаются конвейерной лентой 330, которая поддерживается двумя валиками 332 и 334, и далее поддерживаются противоположными вертикальными конвейерными лентами 336 и 338, в основном служащими для тех же целей, что и вышеописанные конвейерные ленты 312 и 314, соответственно, для поддержки сегментов отвержденной плиты из минерального волокна, когда они проталкиваются конвейерной лентой 330.
Далее сегменты плиты из минерального волокна продвигают на множестве валиков, один из которых обозначен числом 340, и их сжимают с помощью противоположных вертикальных конвейерных лент 342, 344 и 346, 348. Если сегменты минеральной плиты нужно остановить, с помощью мотора 350 приводят в действие сегмент плиты с ребрами 349, подобный вышеописанному сегменту плиты с ребрами 301.
С роликов, включающих ролик 340, сегменты плиты из минерального волокна, которые расположили и сжали для правильного совмещения отдельных сегментов плиты из минерального волокна, вводят в узел затаривания 360 устройства, показанного на фиг. 19. Узел затаривания 360 изображен в нижней части фиг. 19 и он содержит нижнюю горизонтальную конвейерную ленту 362, которая поддерживается на валиках 364 и 366, и кроме того включает множество поддерживающих валиков, один из которых обозначен числом 368. Напротив горизонтальной конвейерной ленты 362 расположена прижимающая конвейерная лента 370, которая включает первую наклонную часть 372 и вторую горизонтальную часть 374. Конвейерная лента 370 включает множество валиков 376, 378, 380 и 382, которые служат для того, чтобы направлять ее образованием наклонной части 372 и горизонтальной части 374. Кроме того, конвейерная лента 370 включает множество поддерживающих или прижимающих валиков 386, подобных валикам 368 конвейерной ленты 362.
Конвейерная лента 362 несет в общей сложности четыре комплекса 384', 384''' и 384IV, каждый из которых включает четыре сегмента плиты из минерального волокна, происходящих из отвержденных полотен из минерального волокна 150'', 150''', 150IV и 150V. Между нижними сторонами комплектов 384', 384'', 384''' и 384IV и верхней стороной конвейерной ленты 362 заключена нижняя упаковочная пленка 388, которую подают с ролика подачи упаковочной пленки 390. Аналогично, между верхними сторонами комплектов 384', 384'', 384''' и 384IV и нижней стороной наклонной части 372 верхней конвейерной ленты 370 заключена верхняя упаковочная пленка 392, которую подают с ролика подачи упаковочной пленки 394. По мере того, как комплекты 384', 384'', 384''' и 384IV продвигаются слева направо с помощью нижней конвейерной ленты 362, а также верхней конвейерной ленты 370, которые двигаются синхронно, наклонная часть верхней конвейерной ленты 372 заставляет комплекты сжиматься в процессе сжатия, аналогичном процессу, описанному выше со ссылкой на фиг. 15, а также фиг. 18а. Во время процесса сжатия комплектов 384', 384'', 384''' и 384IV упаковочные пленки 388 и 392 также продвигаются вместе с отдельными комплектами и вводятся в завершающую секцию упаковочного узла, содержащую горизонтальную часть 374 верхней конвейерной ленты 370, причем в этой завершающей секции упаковочные пленки 388 и 390 соединяют вместе, как будет описано ниже. Для начала процесса соединения пленок 388 и 392 вместе предусмотрены противоположные вертикальные направляющие пластины 395 и 396, которые служат для того, чтобы загнуть наружные края пленки 388 вверх, позволяя соединиться вместе верхним продольным краям пленок 388 и 392. Для правильного расположения наружных продольных краев пленок 388 и 392 предусмотрена первая совокупность валиков 398', 398'' и 398''', которая служит для того, чтобы захватить наружный продольный край пленки 388 и держать его в вытянутом и наклоненном вниз положении относительно направляющей 396. Аналогично, предусмотрена вторая совокупность валиков 400', 400'' и 400''', каждая из которых содержит два отдельных валика, служащих для того, чтобы захватить наружный продольный край верхней упаковочной пленки 392 для ее растягивания и для расположения наружного продольного края верхней пленки 392 в правильном накладывающемся соотношением с наклоненным вниз наружным продольным краем нижней упаковочной пленки 388. После того, как наружные продольные края соответственно верхней и нижней упаковочных пленок 392 и 388 правильно расположены с перекрыванием, верхнюю и нижнюю упаковочные пленки 392 и 388 подвергают воздействию воздушного потока, генерируемого на выходе воздуходувки 402, который служит для того, чтобы сдуть весь излишний материал с наружных боковых поверхностей упаковочных пленок и чтобы растянуть упаковочные пленки перед тем, как ввести их в герметизирующий узел 404, в котором верхнюю и нижнюю упаковочные пленки 392 и 388 сваривают вместе путем воздействия тепла. После процесса сваривания заваренные наружные продольные края упаковочных пленок 392 и 388 охлаждают путем подачи охлаждающего воздуха, подаваемого из выхода охлаждающего воздуха 406. Следует понять то, что на противоположной стороне упаковочной машины у направляющей 395 установлены элементы, подобные соответственно первой и второй совокупности валиков 398' и т.д. и 400', выход воздуха 402, сварной узел 404 и выход холодного воздуха 406.
С верхней и нижней конвейерных лент 362 и 370 комплекты 384', 384'', 384''' и 384IV переносят в сварочный узел 140, который содержит две противоположные вертикально перемещающиеся сварочные щеки, включающие верхний зажим и нижний зажим 414, с помощью которых соответственно верхняя и нижняя упаковочные пленки 392 и 388 соединяют вместе вдоль поперечных, горизонтальных переднего и заднего краев комплектов 384' и т.д. Когда сварочные зажимы 412 и 414 движутся по направлению друг к другу, вызывая зажимание верхней и нижней упаковочных пленок 392 и 388 между ними, получается самый задний горизонтальный шов на комплекте сжатых и уплотненных сегментов плит из минерального волокна, причем этот комплект уже герметизирован вдоль его переднего края и его боковых краев. Таким образом получают герметически закрытый комплект, содержащийся внутри запаянной упаковки. В то же время создается передний горизонтальный шов для последующего комплекта. Предпочтительно, чтобы зажимы 412 и 414 также включали резак, служащий для того, чтобы отделять предыдущую готовую упаковку от непрерывных верхней и нижней упаковочных пленок 392 и 398, соответственно, причем эту упаковку принимают между противоположными верхней и нижней конвейерными лентами 416 и 418. Нижняя конвейерная лента 416 представляет собой горизонтальную конвейерную ленту, в то время как верхняя конвейерная лента 418 включает горизонтальную первую часть и отклоняющуюся и наклоненную вверху вторую часть. Первая часть служит для того, чтобы поддерживать готовую упаковку, включающую в общей сложности четыре сегмента плиты из минерального волокна в сжатом и уплотненном состоянии, в то время как отклоняющаяся и наклоненная вверх часть служит для того, чтобы позволить уплотненным и сжатым сегментом плиты из минерального волокна расшириться в малой степени, чтобы получить полное растягивание материала упаковки, в которой содержатся сегменты плиты из минерального волокна.
На фиг. 20 показана упаковка 389, полученная в упаковочном узле, описанном выше со ссылкой на фиг. 19. Упаковка 389 обеспечивает полное и герметичное обволакивание сегментов плит из минерального волокна, содержащихся внутри герметизирующих упаковочных пленок. Как и в случае вышеописанной упаковки 2789, сегменты плиты из минерального волокна уплотнены до 60-80% от первоначального объема, или даже меньшей величины, например до 40-50% от первоначального объема, что обеспечивает упаковку, которая занимает гораздо меньше места по сравнению с неуплотненными сегментами плиты из минерального волокна. Сегменты плиты из минерального волокна, полученные по указаниям настоящего изобретения, могут восстанавливаться до примерно 100% от исходного или первоначального объема после того, как их уплотняли до вышеуказанной процентной величины в течение продолжительного периода времени. На фиг. 20 также показаны клапаны, полученные соответственно из верхней и нижней упаковочных пленок 392 и 388, которые описаны выше со ссылкой на фиг. 19. Так, число 420 относится к части верхней упаковочной пленки, полученной тогда, когда наружные продольные части упаковочной пленки сваривают вместе с помощью сварочного узла 404, как описано выше со ссылкой на фиг. 19. Числа 422 и 424 обозначают клапаны, полученные на переднем крае упаковки, когда зажимы 412 им 414 движутся друг к другу для получения самого заднего шва предыдущей упаковки, соответствующей клапанам 422' и 424', показанным на фиг. 20, и для отделения предыдущей упаковки соответственно от верхней и нижней упаковочных пленок 492 и 488. Число 426 обозначает передний шов, образованный с помощью нагретых зажимов 412 и 414. Как будет очевидно из вышеприведенного описания, подобные швы производятся по окружности, охватывая сегменты плиты из минерального волокна, заключающиеся внутри упаковки 389.
На фиг. 21, 22, 23 и 24 иллюстрируется особый аспект настоящего изобретения, а именно аспект, относящийся к особой методике изготовления трубчатых изоляционных элементов. На фиг. 21 показан блок 430, который составлен из трех сегментов пластин из минерального волокна 150'', 150''' и 150IV, полученных по указаниям настоящего изобретения, как описано выше со ссылкой на фиг. 1-5. Сегменты плит из минерального волокна 150'', 150''' и 150IV склеены вместе, образуя цельный блок. Посредством резального шнура или лезвия пилы 432 из блока 430 вырезают трубчатые изоляционные элементы, получая трубчатые изоляционные элементы различных конфигураций. Число 434 обозначает трубчатый изоляционный элемент большого диаметра, который получают из всех трех сегментов плит из минерального волокна 150'', 150''' и 150IV. Число 436 обозначает один трубчатый изоляционный элемент меньшего диаметра, который получают из единственного сегмента плиты из минерального волокна, то есть из сегмента плиты из минерального волокна 150IV. На фиг. 21 также изображены три других одинаковых трубчатых изоляционных элемента.
Число 438 обозначает трубчатый изоляционный элемент в конфигурации, несколько отличной от конфигурации трубчатого изоляционного элемента большего диаметра 434 и трубчатого изоляционного элемента меньшего диаметра 436. В то время как трубчатые изоляционные элементы 434 и 436 представляют собой трубчатые изоляционные элементы, имеющие круглые цилиндрические внешнюю и внутреннюю стенки концентричной конфигурации, трубчатый изоляционный элемент 438 представляет собой изоляционный элемент, имеющий круглую цилиндрическую наружную стенку и внутреннюю стенку, обеспечивающую гибкую внутреннюю сторону, которую можно приспособить к изменяющимся применениям. Трубчатые изоляционные элементы 434, 436 и 438 имеют очень выгодные возможности, поскольку они гибкие, что позволяет изгибать трубчатые изоляционные элементы для того, чтобы приспособить трубчатый изоляционный элемент и конкретной конфигурации. На фиг. 22 изображен трубчатый изоляционный элемент 434 в выгнутой конфигурации, позволяющей использовать его в связи с искривленной трубой и т.п. Внешняя поверхность трубчатого изоляционного элемента 434 покрыта покрытием 440, которое может быть образовано тонкой пластичной пленкой или армированной алюминиевой фольгой. Примерами пленок являются пленки из пластиков, например, тканые и нетканые полипропиленовые пленки, такие как связанные в массе пленки, пленки пластиков, армированные алюминием, или бумага, крепированная бумага или их комбинации. Можно также использовать армированные волокнами материалы, например, армированный стекловолокном пластичный материал, или их комбинации. Покрытие 440 можно сцепить с внешней поверхностью трубчатого изоляционного элемента 434 различными путями посредством полной поверхностной адгезии или адгезии в отдельных местах или вдоль особых линий адгезии, проходящих по окружности по отношению к трубчатому изоляционному элементу, параллельно продольной оси трубчатого изоляционного элемента или в различной ориентации по отношению к окружному и продольному направлениям круглого цилиндрического изоляционного элемента 434. Следует осознать то, что эластичную способность сегментов плит из минерального волокна 150', 150'' и 150IV, показанных на фиг. 21, можно использовать различными способами путем получения трубчатых изоляционных элементов в различной ориентации по отношению к ориентации сегмента плиты из минерального волокна 150'' и т.п., образуя изоляционный элемент, такой как трубчатый изоляционный элемент, проявляющий особую способность в том, что изоляционный элемент может быть уплотнен в особом направлении, определенном направлением, заданным сегментами плит из минерального волокна 150'', вдоль которого сегменты плит из минерального волокна могут уплотняться.
На фиг. 23 указанное особое свойство иллюстрируется, когда в общей сложности четыре сегмента плит из минерального волокна 444', 444'', 444''' и 444IV расположены во взаимно параллельном соотношении, определяя блок 442. С помощью вышеописанного режущего шнура или лезвия пилы 432 получают трубчатые изоляционные элементы 434' и 438' с конфигурациями, подобными вышеописанным трубчатым изоляционным элементам 434 и 438, соответственно. В противоположность трубчатым изоляционным элементам, описанным выше со ссылкой на фиг. 21, показанные на фиг. 23 трубчатые изоляционные элементы 434' и 438' проходят перпендикулярно наружным поверхностям отдельных сегментов плит из минерального волокна 444' и т.д. В зависимости от характерных свойств сегментов плит из минерального волокна 444', 444'', 444''' и 444IV, полученные из них трубчатые изоляционные элементы 434' и 438' проявляют свойства компактности и гибкости. На фиг. 24 изображен трубчатый изоляционный элемент 434', снабженный наружным покрытием 440'. Покрытие 440' может быть получено из любого материала, обсужденного выше со ссылкой на фиг. 22.
Ниже в таблице 1 иллюстрируются результаты измерений, относящиеся к теплоизоляционным свойствам и свойствам по сжатию плит из минерального волокна по настоящему изобретению, полученных при разной степени сжатия по высоте, и обычной панели или плиты. Плотность всех панелей или плит была 80 кг/м3. Обозначение λ относится к коэффициенту теплопередачи, выраженному в мВ/мК, обозначение δ относится к прочности на сжатие, выраженной в кПа, и обозначение E относится к упругости при сжатии, выраженной в кПа. Индексы e, t f указывают направление измерения представляющего интерес свойства и они относятся к определенным выше направлениям: e - вертикальное направление, t - поперечное направление и f - продольное направление.
Из таблицы 1 можно сделать следующие выводы:
Величины λe плит по настоящему изобретению имеют порядок 35-36 мВ/мК и, следовательно, они лучше, чем величина λt обычных панелей или плит, которая имеет порядок 38 мВ/мК, однако они несколько больше, чем λe обычных панелей или плит, которая имеет порядок 32.5 мВ/мК.
Использование сжатия по высоте во время процесса изготовления плит из минерального волокна по настоящему изобретению дает возможность улучшить значение λe путем уменьшения этого значения от 35-36 мВ/мК, как указано выше в таблице 1, до примерно 33 мВ/мК.
Прочность на сжатие δe плит по настоящему изобретению имеет порядок 17-24 кПа и, следовательно, она гораздо лучше, чем значение δe обычной панели или плиты, которое имеет порядок 8 кПа. Из таблицы 1 очевидно то, что значение δe для плит по настоящему изобретению зависит от использования сжатия по высоте и, в частности, от степени сжатия по высоте. Величина Ee плит на настоящему изобретению имеет порядок 280-350 кПа, если используют довольно малую степень сжатия пол высоте. Следовательно, упругость при сжатии плит из минерального волокна по настоящему изобретению значительно лучше, чем упругость при сжатии обычной панели или плиты вдоль вертикального направления панелей или плит, то есть перпендикулярно продольному и поперечному направлениям панелей или плит.
Продукт, изготовленный так, как описано выше со ссылкой на фиг. 7, представляет собой так называемый армированный изоляционный мат для изоляции, например, бойлеров, резервуаров, трубок, трубопроводов, труб и т.п. Ожидается, что применение сжатия по высоте во время процесса изготовления продукта снижает разность в теплоизоляционных свойствах двух любых продуктов. Однако следует осознать то, что применение сжатия по высоте выше определенного предела может в целом улучшить теплоизоляционное свойство конечного продукта, так как улучшенные свойства по сжатию могут уменьшить число опор внешней поверхности, так что полностью или в определенной степени устраняется число тепловых мостов.
Эксперименты показали, что с так называемым армированным матом гораздо легче обращаться и устанавливать его по сравнению с обычными продуктами.
Ниже, в четырех таблицах иллюстрируются результаты измерений для сравнимых продуктов и продуктов по настоящему изобретению. В таблице 2 иллюстрируются результаты для плиты из минерального волокна по настоящему изобретению, типа плиты, показанной на фиг. 10 (обозначенной как T) в сравнении с обычными панелями или плитами, в число которых входят панель, изготовленная компанией Скан Гласулд А/С (Scan Glasuld A/S (обозначенная как U) и панели, изготовленные датским и германским отделением Заявителя (обозначены как V и W, соответственно). Все панели или плиты имели толщину 30 мм.
В таблице 3 аналогично иллюстрируются свойства из таблицы 2, переведенные в оценку в диапазоне от 1 до 10.
В таблице 4 иллюстрируются свойства показанной на фиг. 15 гибкой плиты из минерального волокна по настоящему изобретению (обозначенной как X) в сравнении с обычными так называемыми плитами или панелями ФЛЕКСИ А-БАТТС (FLEXI A-BATTSTTM), производимыми Заявителем (обозначены как Y), и продуктами, производимыми конкурентом, датской компанией Скан Гласулд А/С (обозначен как Z). Таблица ясно иллюстрирует выгодную комбинацию высокой теплоизолирующей способности, высокой гибкости и высокой жесткости при сжатии.
В таблице 5 иллюстрируются свойства вышеописанного армированного мата, полученного как описано выше ос ссылкой на фиг. 7 (обозначен как XX), и аналогичного обычного армированного продукта, производимого Заявителем (обозначен как YY). Оценки лежат в диапазоне от 11 до 10.
Эксперименты выявили, что, как иллюстрируется на фиг. 15, гибкое свойство плит из минерального волокна по настоящему изобретению дает возможность обеспечить более надежную и совершенную изоляцию в сравнении с использованием сравнимых обычных продуктов, которые являются гибкими.
Испытания проводились для сравнения так называемого ФЛЕКСИ А-БАТТС, произведенного Заявителем, и продукта плиты из минерального волокна, показанного на фиг. 15. Оба продукта устанавливали в отверстии шириной 880 мм. Оба продукта имели ширину, превышающую ширину отверстия на 40 мм.
Результаты:
Обычные панели или плиты типа ФЛЕКСИ А-БАТТС толщиной 100 мм и с плотностью 32 кг/м2 были установлены без применения физического усилия. Во время сжатия гибкой части панелей или плит панели или плиты сгибали по их центру. После монтажа наблюдались только малые недостатки в изоляции. Были образованы в целом однородные поверхности.
Плиты из минерального волокна по настоящему изобретению толщиной 100 мм и с плотностью 39 кг/м2 легко устанавливались с превосходным заполнением. Во время процесса получения плит их сгибали до ширины 120 мм и сжимали внутри вулканизационной печи до общей ширины 100 мм.
Вследствие складчатой структуры плиты из минерального волокна по настоящему изобретению она очень легко сжимаема и в то же время все еще обеспечивает плотность порядка около 40 кг/м2. Ожидается, что применение сжатия по высоте во время процесса производства плиты из минерального волокна по настоящему изобретению может улучшить монолитность конечного продута. Однако было доказано, что сжатие по высоте может в некоторой степени снизить гибкость продукта.
В сравнении с обычными панелями или плитами плита из минерального волокна по настоящему изобретению обеспечивает прочность на сжатие и упругость при сжатии, повышенные примерно в 2-2.5 раза. Следовательно, плита из минерального волокна по настоящему изобретению может подвергаться большему усилию давления по сравнению с обычными панелями или плитами, без того, чтобы образовались изоляционные дефекты. Как было доказано выше, полагают, что улучшенная гибкость обеспечивает более адекватное объединение или соединение с реальной структурой, которую надо изолировать.
На основе обсужденных выше измерений было доказано, что плита из минерального волокна по настоящему изобретению может обеспечивать гибкость порядка 60 мм при нагрузке 2 кПа в продольном направлении. Если гибкость перевести в модуль упругости, достигается модуль упругости не более 20 кПа при ширине плиты 600 мм, и, аналогично - модуль упругости не более 30 кПа при длине 900 мм. Обычная панель или плита из минерального волокна с плотностью 35 кг/м2 проявляет модуль упругости порядка 130-225 кПа, однако он в некоторой степени зависит от преимущественной ориентации минеральных волокон в панели или плите. Следует понять, что оптимальная гибкая плита из минерального волокна проявляет модуль упругости, изменяющийся между 20 и 30 кПа, если длина плиты находится соответственно между 600 и 900 мм. Плита из минерального волокна по настоящему изобретению, типа плиты, описанной на фиг. 13, имеет модуль упругости примерно 20 кПа, если плита из минерального волокна была подвержена сжатию по высоте, например, в отношении 1:1, во время процесса ее изготовления, и, аналогично, модуль упругости приблизительно 30 кПа, если плита из минерального волокна была подвергнута сжатию по высоте во время процесса ее изготовления, например, при соотношении 1.38:1. В своем поперечном направлении плита из минерального волокна по настоящему изобретению проявляет модуль упругости, который сравним с модулем упругости обычной панели или плиты из минерального волокна, например, модуль упругости примерно 200 кПа.
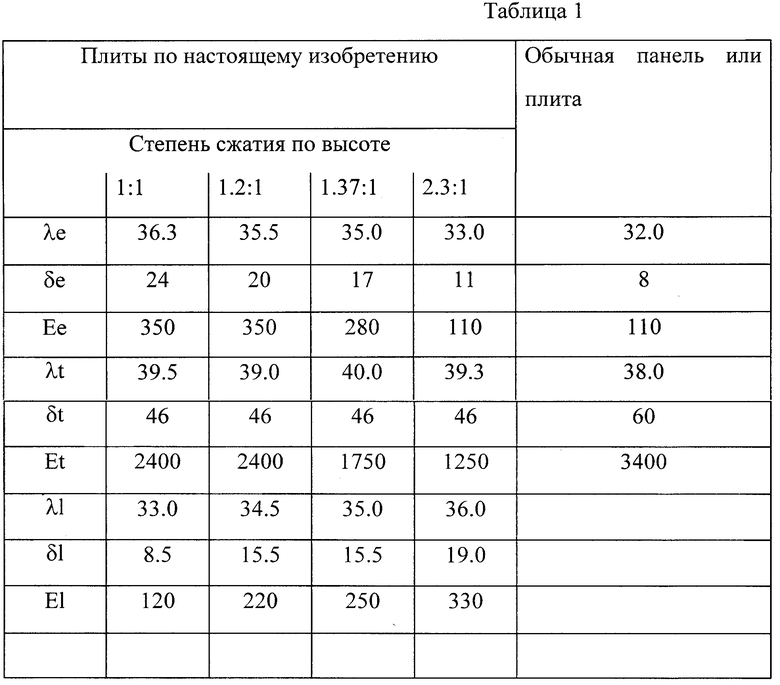
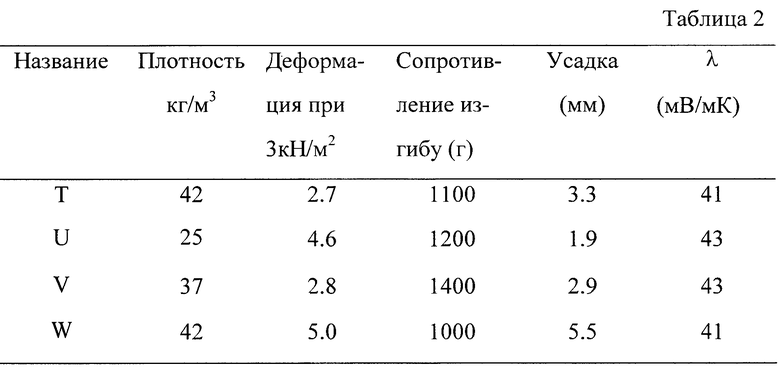
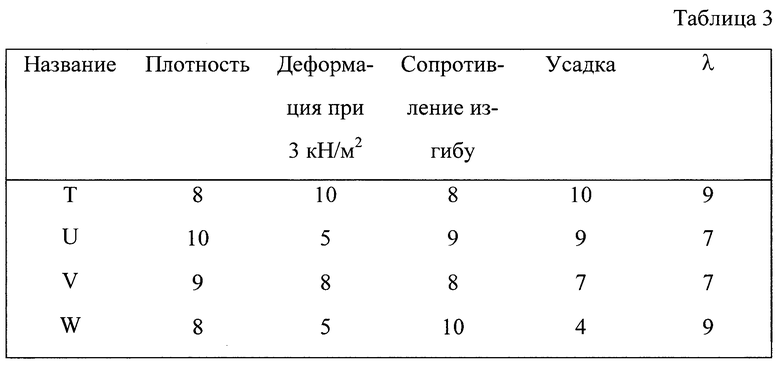
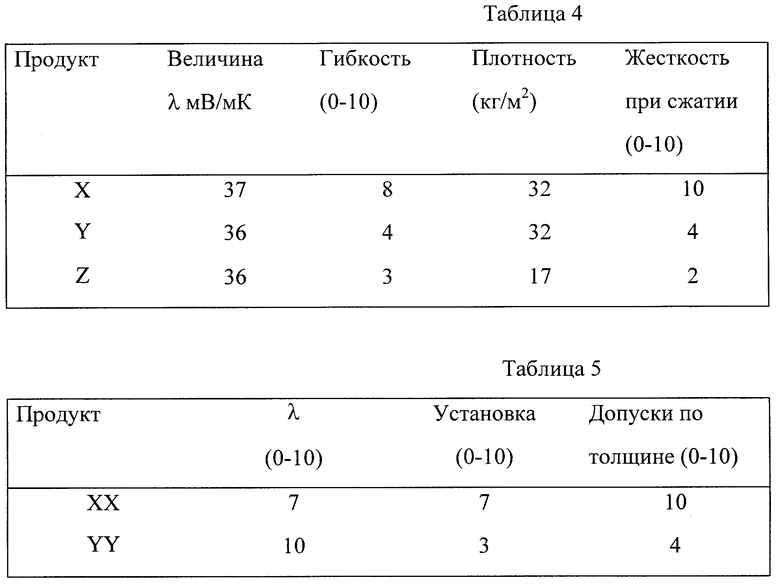
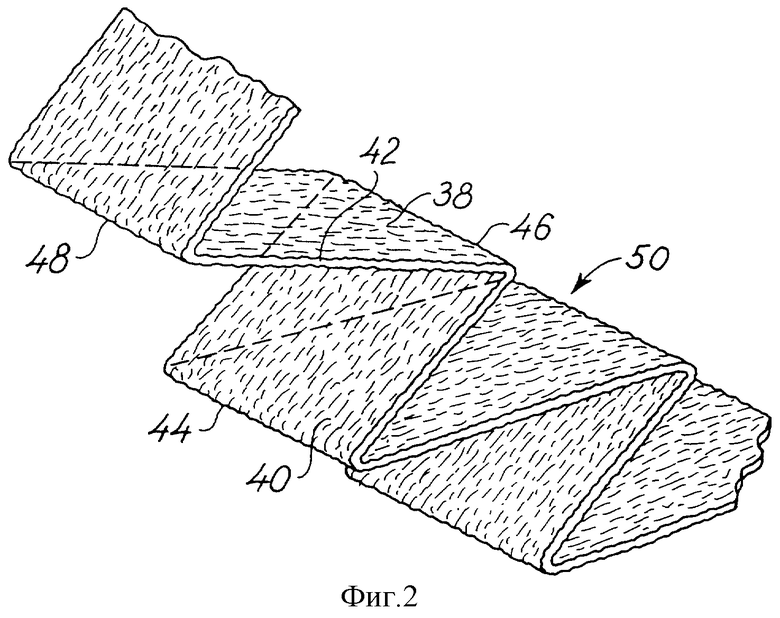
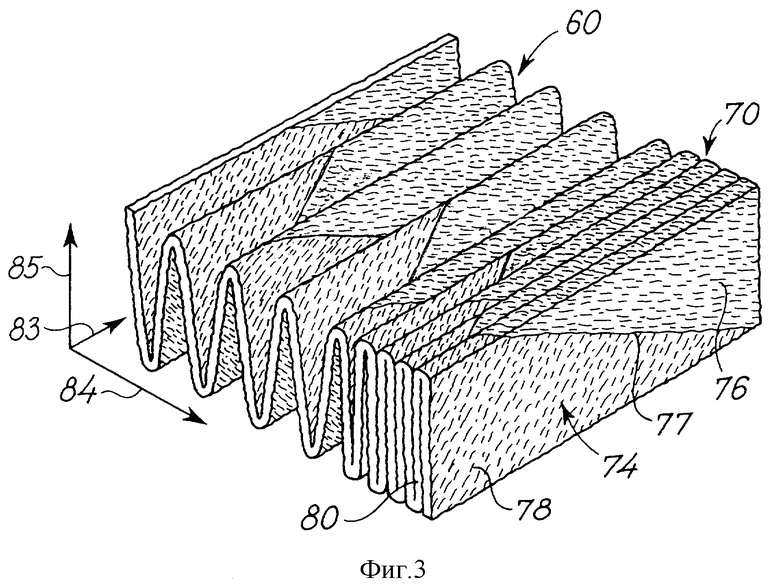
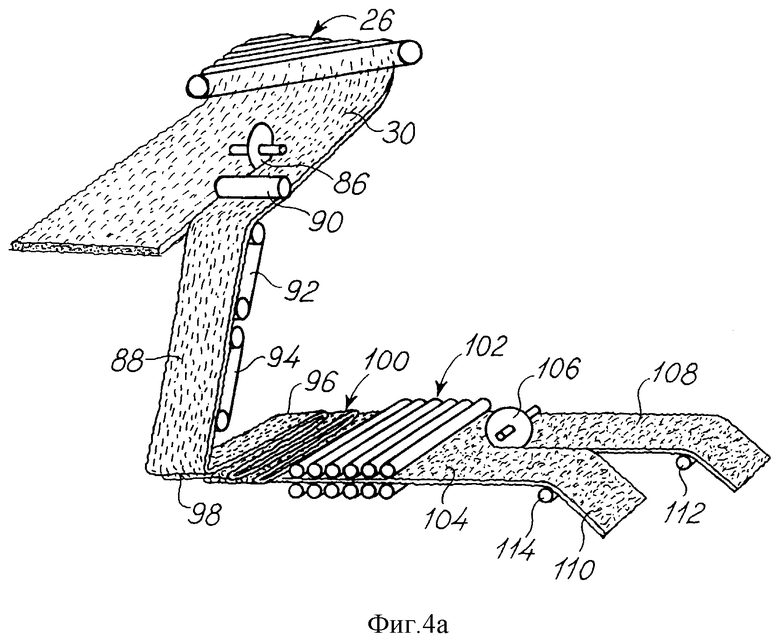
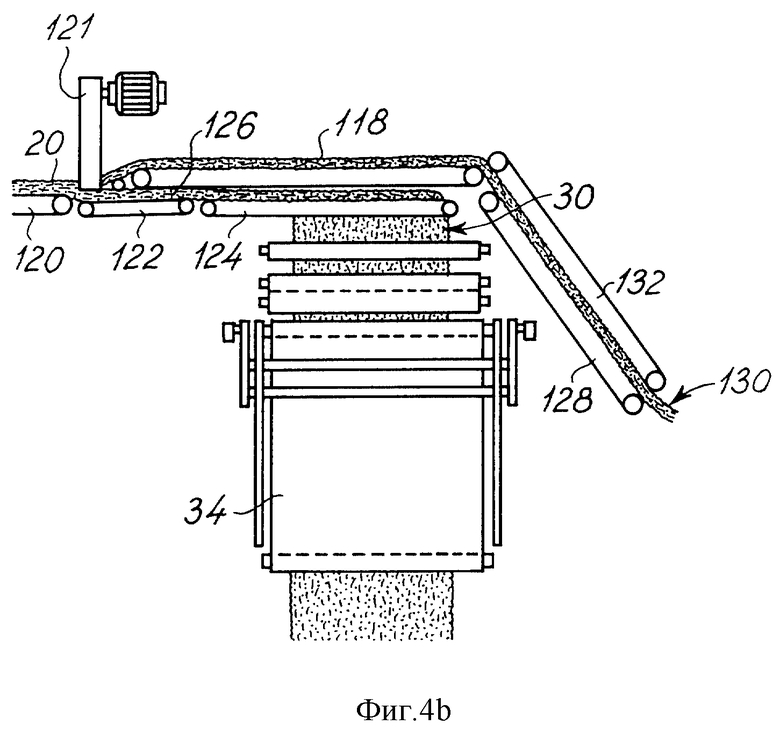
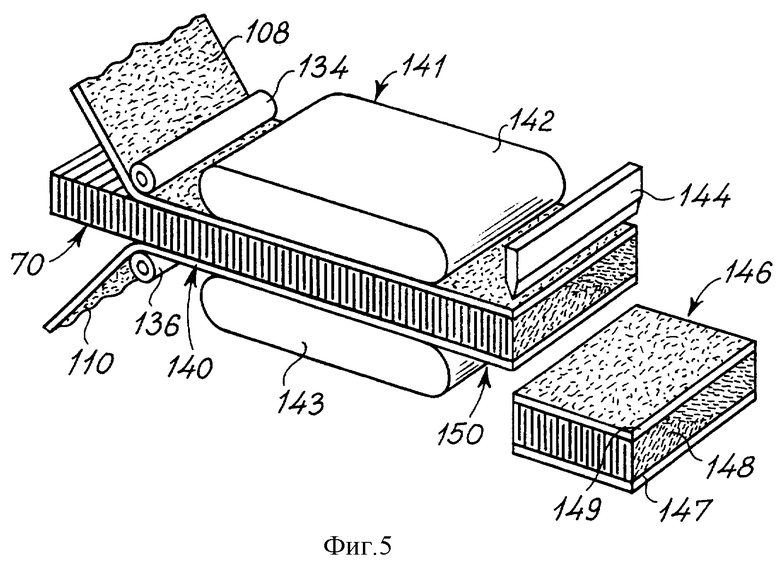
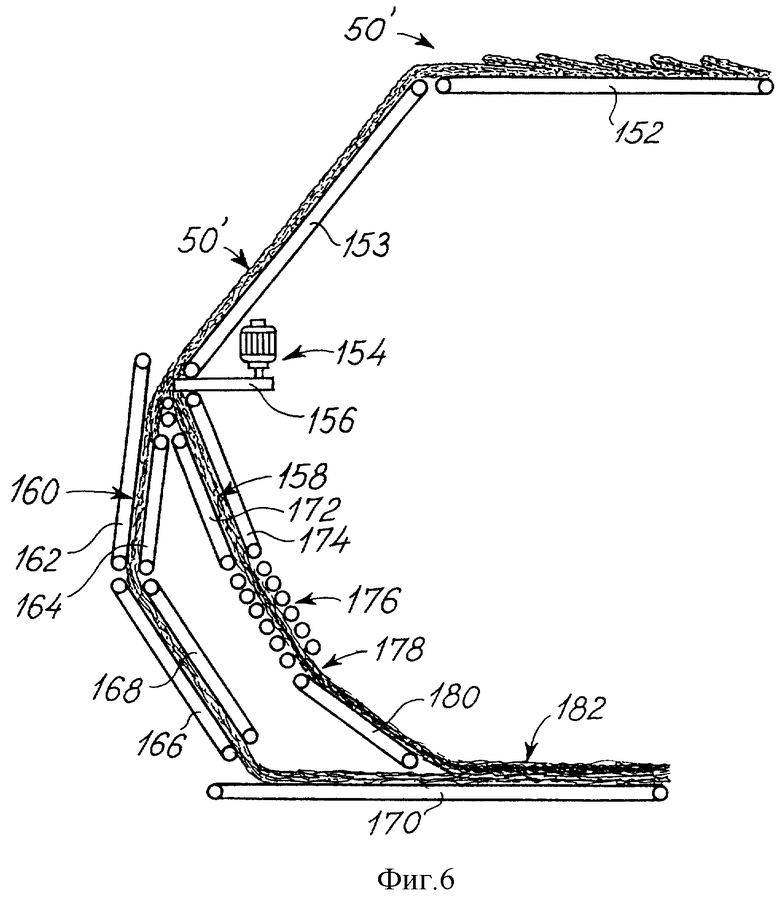
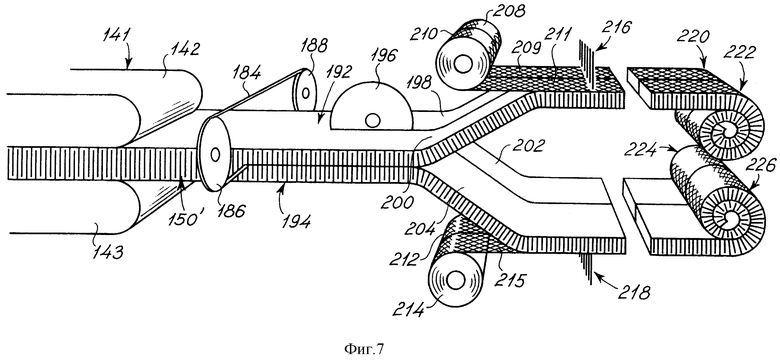
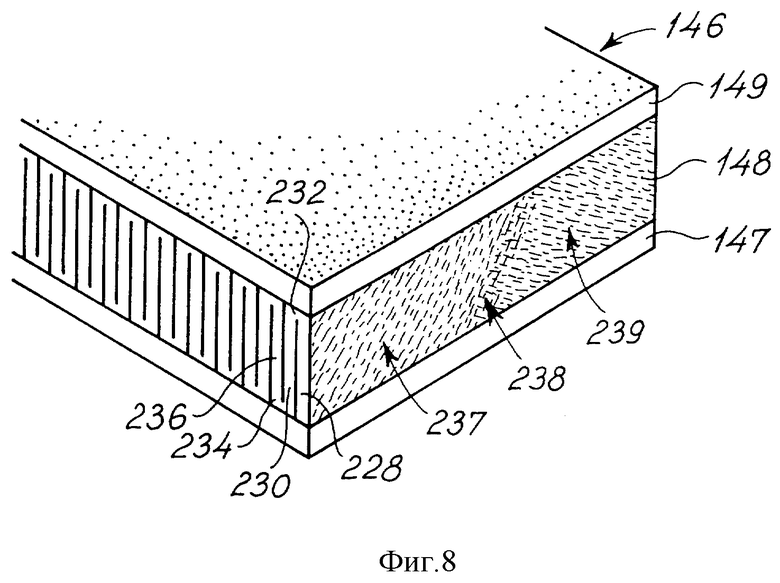
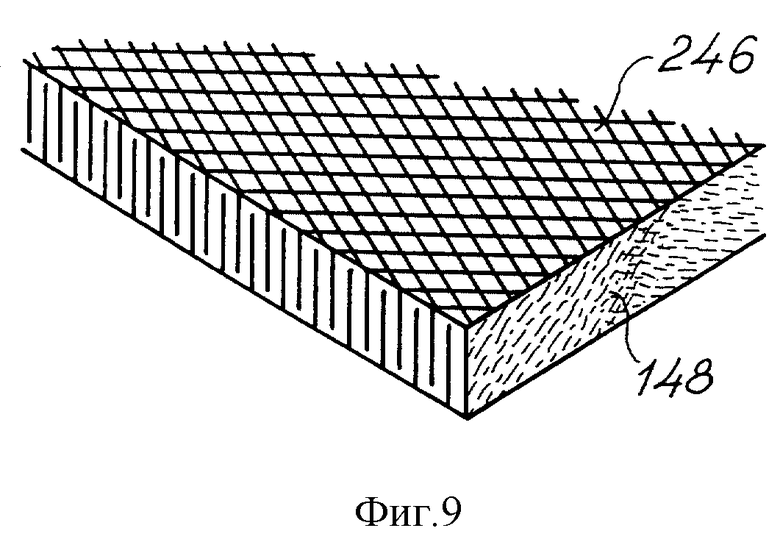
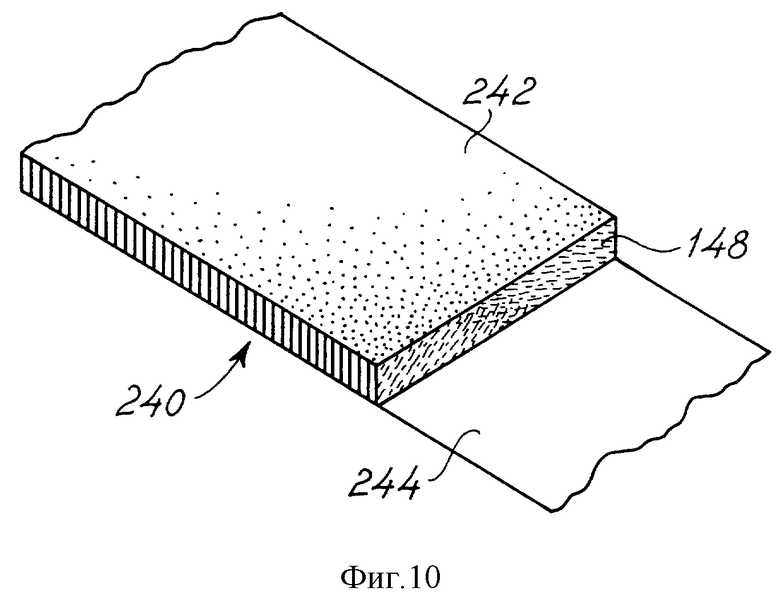
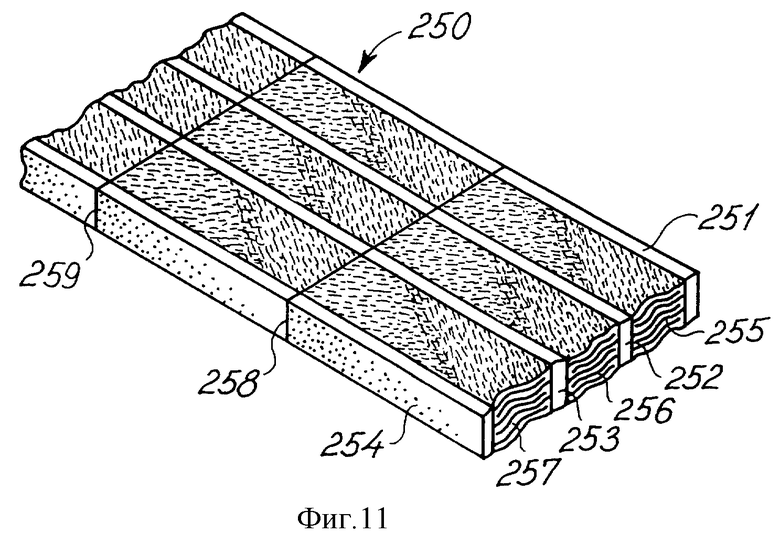
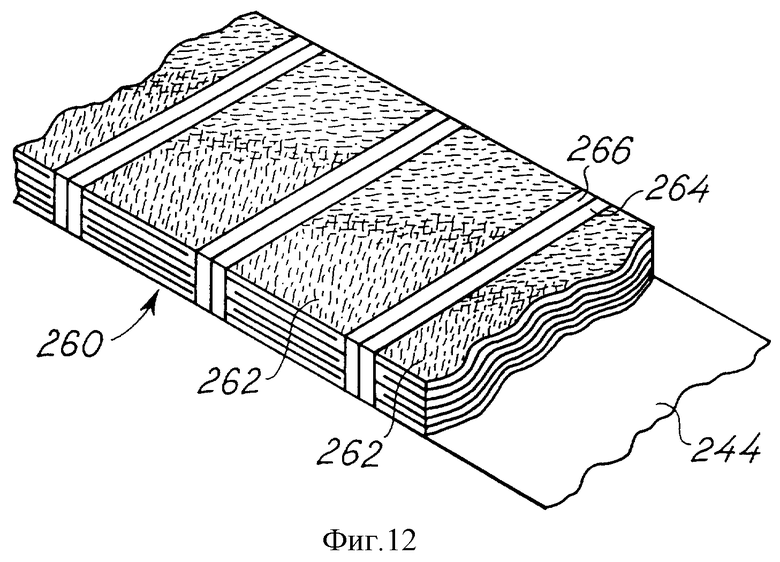
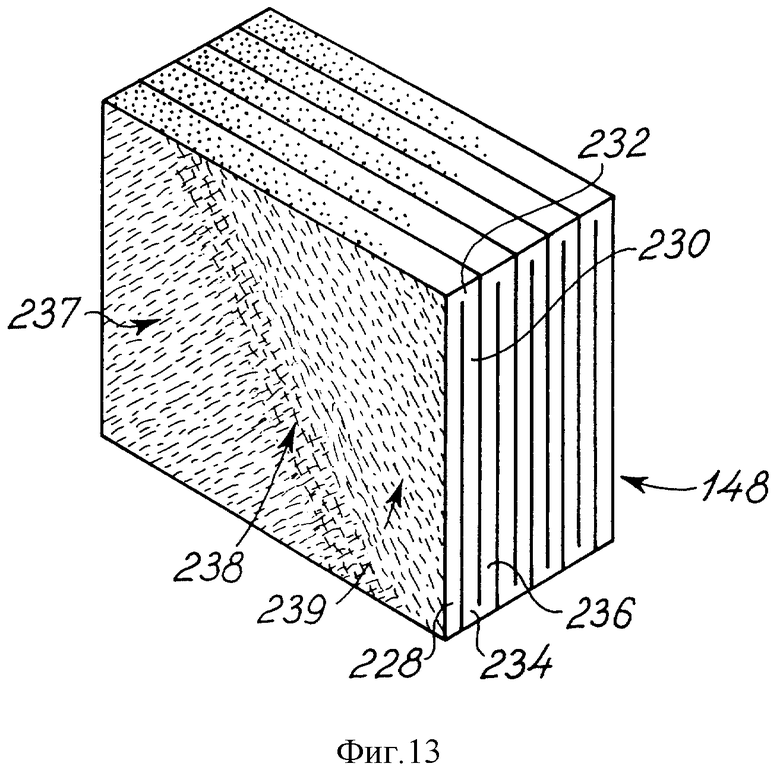
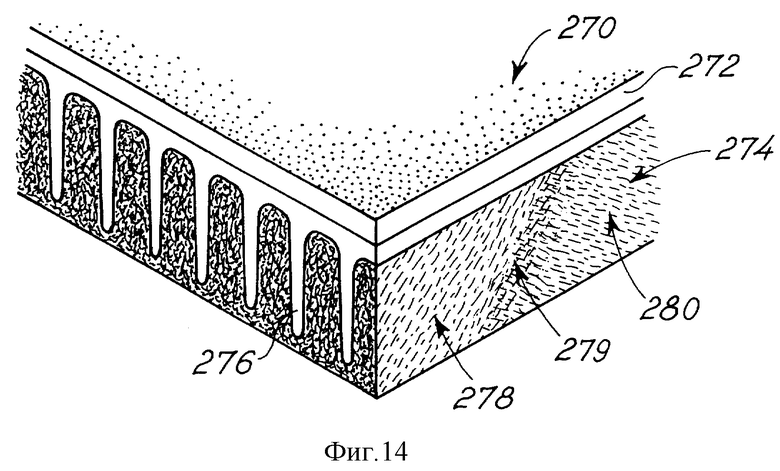
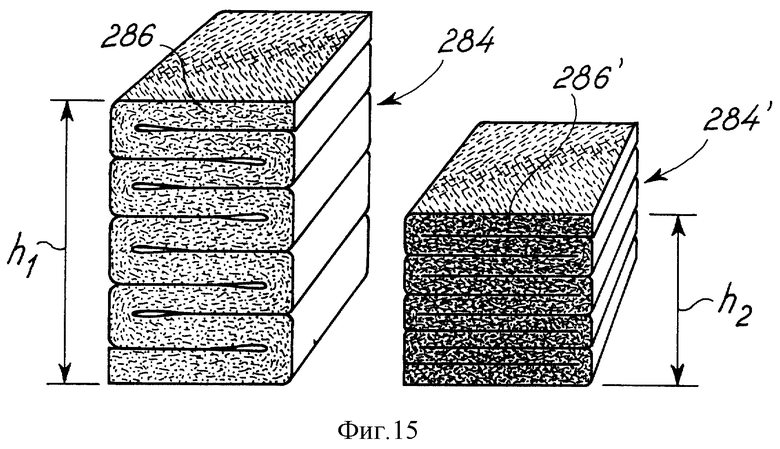
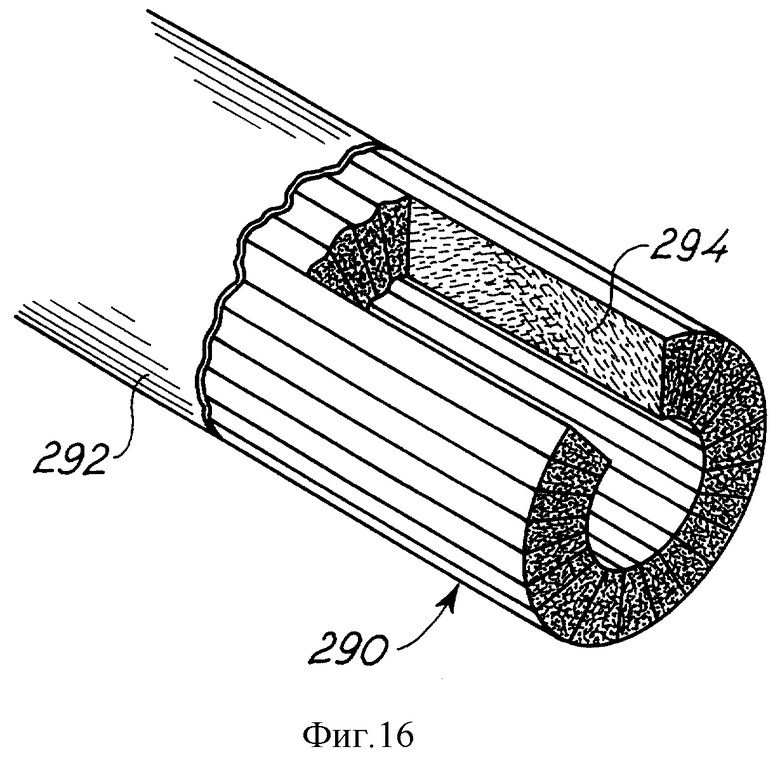
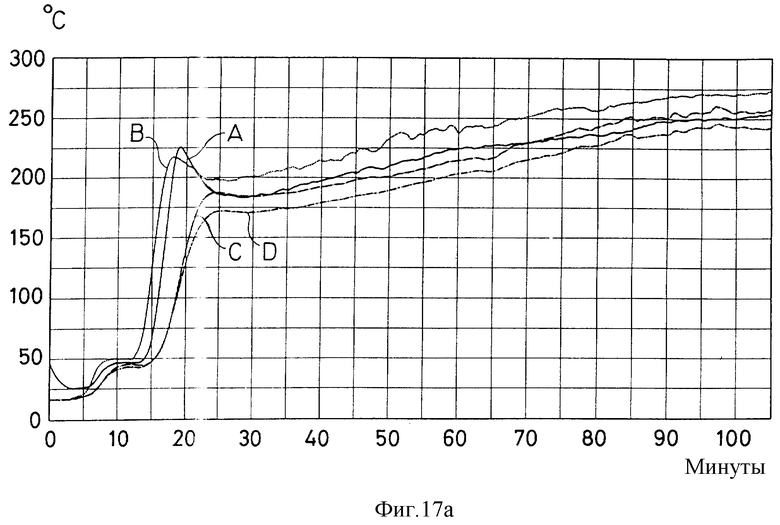
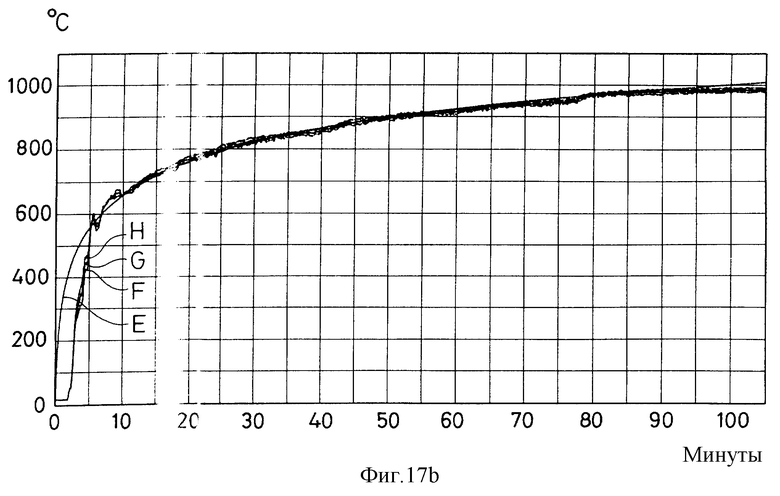
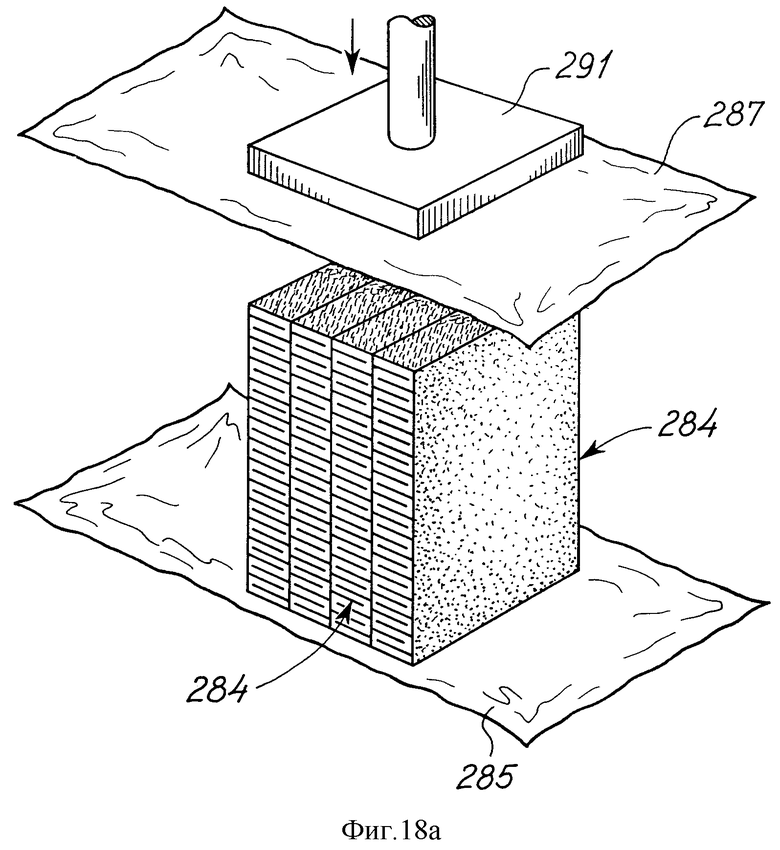
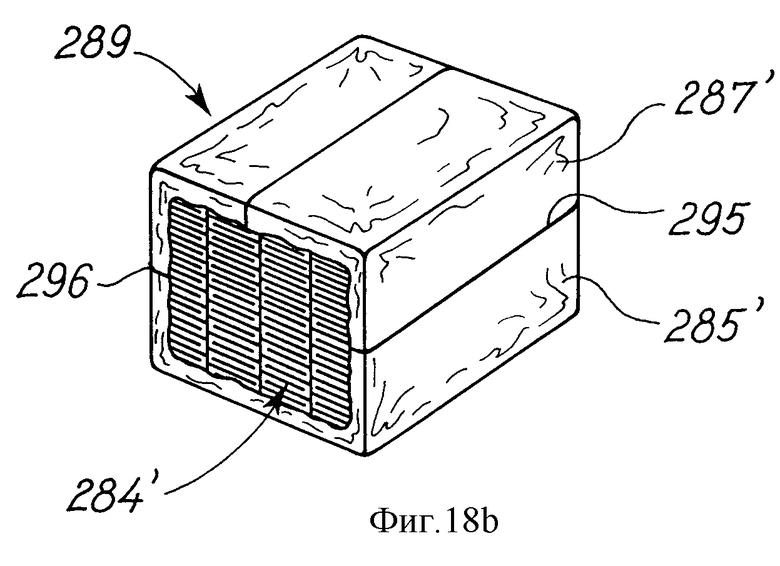
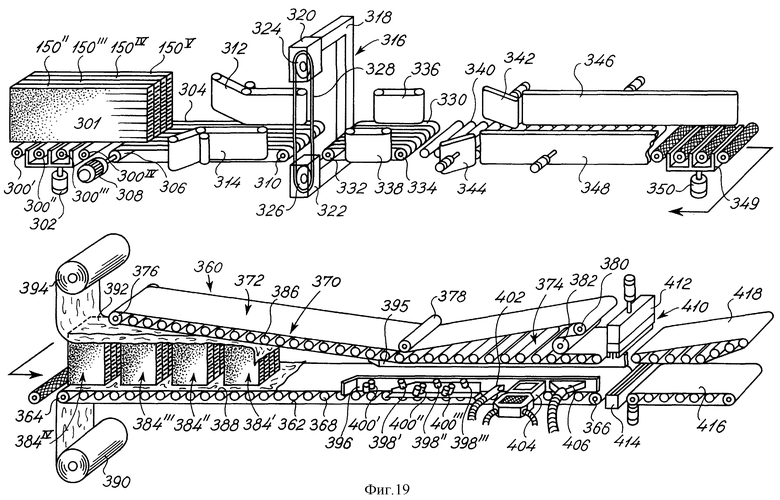
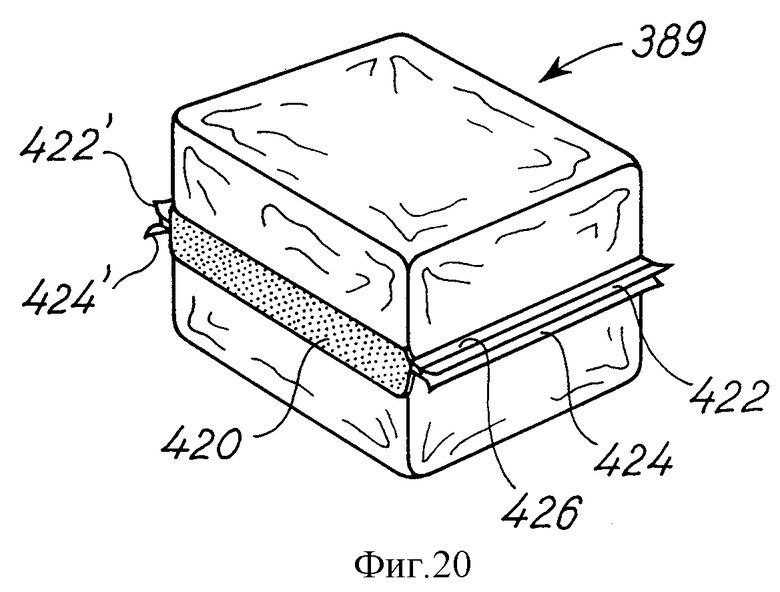
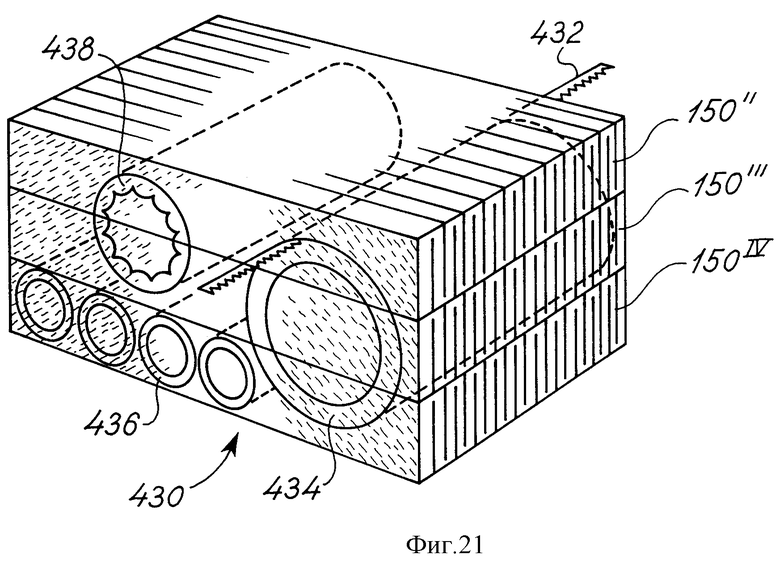
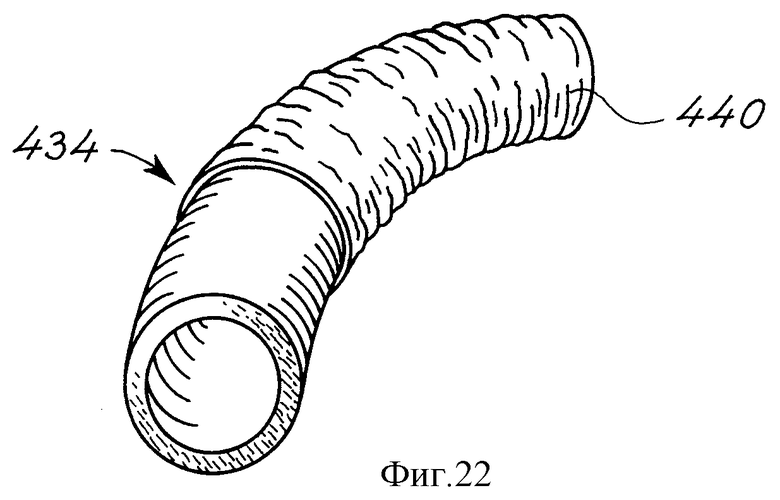
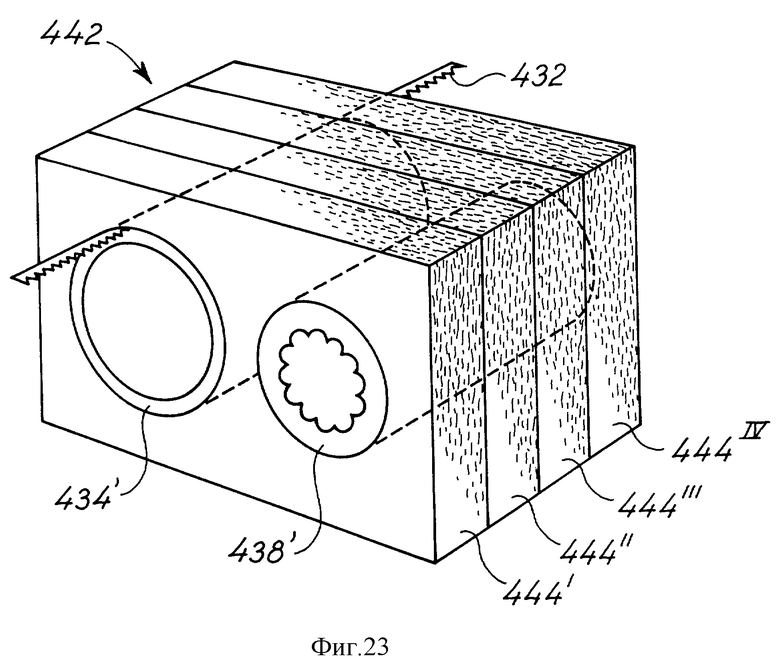
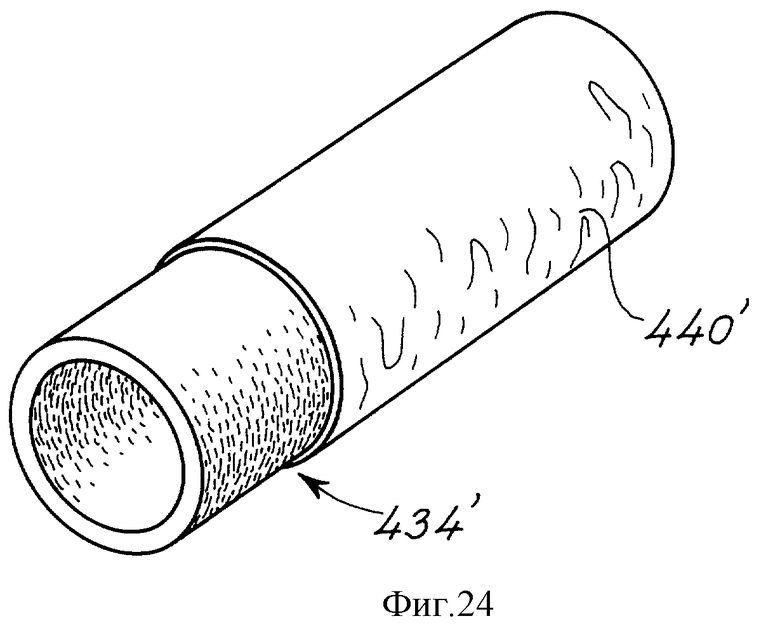
Изобретение относится к производству плит из минерального волокна. Для изготовления плит из минерального волокна получают отвержденное нетканое полотно из минерального волокна путем получения первого нетканого полотна из минерального волокна, содержащего минеральные волокна, расположенные преимущественно в первом продольном направлении, и сегменты первого полотна из минерального волокна, расположенные с частичным взаимным перекрыванием для получения второго нетканого полотна из минерального волокна, которое содержит минеральные волокна, расположенные в основном под косым углом по отношению друг к другу. Второе полотно из минерального волокна сложено под косым углом для получения третьего нетканого полотна из минерального волокна. Третье нетканое полотно из минерального волокна отверждено для получения отвержденного нетканого полотна из минерального волокна, из которого вырезают плиту из минерального волокна или в альтернативном случае - трубчатый изоляционный элемент. Объем плиты из минерального волокна в упаковке может быть уменьшен до 40 - 60%. Решаемая задача: повышение прочности и улучшение теплоизоляционных свойств при меньшем количестве минеральных волокон. 2 с. и 73 з.п.ф-лы, 24 ил., 5 табл.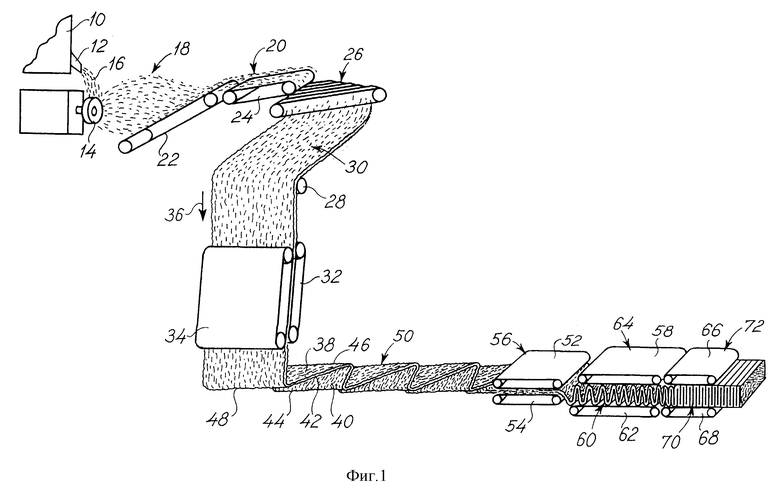
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЙЛОКА ИЗ МИНЕРАЛЬНОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054067C1 |
| Обмотка ротора турбогенератора | 1959 |
|
SU128526A1 |
| FR 1276096 A5, 09.10.1961 | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Экономайзер | 0 |
|
SU94A1 |
| DE 4005541 A1, 29.08.1991. | |||

