Область техники, к которой относится изобретение
Настоящее изобретение относится в основном к устройствам для снижения давления текучей среды, более конкретно к устройствам для снижения давления текучей среды для использования в системах транспортировки технологической текучей среды.
Уровень техники
Для систем транспортировки технологической текучей среды типично использование труб и клапанов для перекачивания технологических текучих сред. Давление текучей среды в системах транспортировки технологической текучей среды часто создает силы, препятствующие движению технологических текучих сред. Силы, возникшие в одном месте системы транспортировки технологических текучей среды, могут препятствовать протеканию газов или жидкостей по всей системе.
Последствия воздействия сил, созданных технологическими текучими средами под давлением в системах транспортировки технологической текучей среды, часто являются нежелательными. Например, сжатые газы и жидкости могут аккумулировать большое количество потенциальной энергии, которая может рассеиваться в виде тепла и шума. Преобразование аккумулированной потенциальной энергии в тепло обычно поднимает температуру технологической текучей среды так же, как и труб, клапанов и других элементов, по которым проходит поток технологической текучей среды, что может приводить к непредсказуемому и нежелательному поведению системы, такому как поломка. Аккумулированная потенциальная энергия обычно высвобождается путем открытия клапанов, которые стравливают давление текучей среды, в системах транспортировки технологической текучей среды.
Высвобождение или рассеивание потенциальной энергии, заключенной в технологических текучих средах, может также выражаться в слышимом шуме. Такой шум обычно возникает, когда турбулентность технологической текучей среды становится причиной реверберации или резонанса технологической текучей среды со стенками труб, элементов клапанов и т.п.
Большое количество разработок было направлено на снижение шума и других нежелательных эффектов, связанных со снижением давления и накопленной потенциальной энергией в системах транспортировки технологической текучей среды. Например, один из методов снижения слышимого шума включает изолирующие звукопоглощающие трубы. Однако изоляция труб и другие методы маскирования нежелательных последствий давления и накопленной потенциальной энергии в технологических текучих средах не направлены на устранение причины нежелательных последствий. Эти методы не снижают и не устраняют потенциально деструктивные последствия, которые могут иметь давление и/или потенциальная энергия. Другие разработки включают встроенные в систему приборы, которые, будучи размещенные в трубах и/или клапанах систем транспортировки технологической текучей среды, снижают или контролируют давление текучей среды и накопленную в ней потенциальную энергию заодно со связанными с этим нежелательными эффектами.
Один пример устройства, использованного для снижения или контроля увеличения давления текучей среды представляет собой многоступенчатое цилиндрическое устройство, описанное в патенте США №4567915, выданном Bates и др. Многоступенчатое цилиндрическое устройство, описанное Bates и др., включает ряд цилиндров, каждый из которых запрессован внутрь другого цилиндра, и каждый из которых имеет множество просверленных отверстий, проходящих через цилиндр от внешней поверхности цилиндра до внутренней поверхности цилиндра. Каждый из цилиндров многоступенчатого устройства, описанного Bates и др., также имеет опоясывающий фланец на каждом из концов цилиндра. Когда цилиндры запрессованы один в другой, фланцы разделяют цилиндры так, что между стенками цилиндров образуется зазор или полость. Таким образом, газы или жидкости, протекая через просверленные отверстия одного цилиндра, могут попадать в открытую полость между цилиндрами, протекать через просверленные отверстия следующего цилиндра и затем таким же путем входить в другую полость между цилиндрами или течь вне многоступенчатого цилиндрического устройства.
Многоступенчатое цилиндрическое устройство, описанное Bates и др., имеет несколько недостатков. В частности, устройство, описанное Bates и др., производится с использованием множества заранее изготовленных цилиндров. Множество отверстий, позволяющих газу или жидкости и другим технологическим текучим средам протекать через устройство, просверлены в каждом отдельно изготовленном цилиндре. Однако так как отверстия просверлены, выбор геометрической формы отверстий обычно ограничен окружностью, чем ограничиваются типы механического сопротивления, снижения шума и давления, которые могут быть осуществлены. В дополнение к сказанному, технология сверления может быть дорогой и затратной по времени технологией, подверженной ошибкам и, как результат, может приводить к выпуску дефектного конечного продукта.
Следующим недостатком многоступенчатого устройства, описанного Bates и др., является проблема, связанная с полостью или зазором, образующимся между цилиндрами. В частности, только небольшой, если вообще возможный, контроль может быть осуществлен за течением технологической текучей среды по полостям или зазорам между ступенями цилиндров, потому что полости или зазоры позволяют относительно свободное (т.е. неограниченное) течение, которое может иметь результатом вариант турбулентного течения, создающего флуктуации давления технологической текучей среды, что является причиной шума, нагрева и тому подобных явлений.
Пример многоступенчатого устройства, основанного на пакете по существу ровных или плоских колец, описан в патенте США №5769122, выданном Baumann и др. В пакетно-кольцевом устройстве, описанном Baumann и др., использованы по существу ровные или плоские кольца, имеющие заранее вырезанные пазы. Плоские кольца с пазами собраны в пакет, образуя цилиндр, имеющий множество каналов, проходящих от внутренней поверхности цилиндра к внешней поверхности цилиндра. Каналы образованы множеством дополнительных отверстий или пазов, выполненных в плоских кольцах. Каналы могут быть разделены по нескольким траекториям и сконфигурированы для изменения направления и затруднения движения. Вообще, определенное выполнение каналов является причиной рассеивания значительной части потенциальной энергии и тем самым, в процессе перетекания, снижения давления технологической текучей среды.
Однако пакетно-кольцевое устройство для снижения давления текучей среды, описанное Baumann и др., в производстве является затратным по времени и стоимости. Плоские кольца обычно вырезаются лазером из большого плоского куска материала, т.е. листа. Производство плоских колец часто имеет результатом относительно большое количество отходов, что увеличивает стоимость. В дополнение к сказанному, раздельное вырезание каждого кольца также увеличивает время, требуемое для производства пакетно-кольцевого устройства для снижения давления, которое может состоять из значительного количества плоских колец, например пятидесяти плоских колец, собранных в пакет.
Пакетно-кольцевое устройство для снижения давления текучих материалов, описанное Baumann и др., также может быть сложным в сборке. Например, существует несколько типичных трудностей, встречающихся при соединении и сборке в пакет плоских колец. В частности, плоские кольца укладываются одно поверх другого с соблюдением их ориентации и затем спаиваются вместе. Этот процесс часто связан с проблемами контроля за размерами, такими как высота и плоскостность, собираемых в пакет колец в соответствии с установленными допусками. В дополнение к сказанному, эксплуатационное качество соединений, произведенных методом пайки, часто неприемлемо и ведет к производству дефектных изделий. Далее, часто трудно проконтролировать правильность ориентации собираемых в пакет колец, и обеспечение качества конечной продукции, связанного с ориентацией плоских колец, часто приводит к коррекции затрат времени или перерасходу материалов. В дополнение к цене, времени и производственным проблемам следует отметить, что некоторые материалы, требуемые для производства пакетно-кольцевого устройства для снижения давления, часто бывают недоступны в листовой форме.
Раскрытие изобретения
Предлагаемое устройство для снижения давления текучей среды может быть использовано для снижения потенциальной энергии, давления и/или шума, которые накапливаются в технологической текучей среде, такой как, например, газ или жидкость в системе транспортировки технологической текучей среды. В соответствии с одним вариантом, устройство для снижения давления текучей среды может включать первый цилиндр и второй цилиндр. Первый цилиндр имеет первую внутреннюю поверхность, первую внешнюю поверхность и первое множество отверстий, проходящих от первой внутренней поверхности до первой внешней поверхности. Второй цилиндр имеет вторую внутреннюю поверхность, вторую внешнюю поверхность и второе множество отверстий, проходящих от второй внутренней поверхности до второй внешней поверхности. Кроме того, второй цилиндр расположен внутри первого цилиндра таким образом, что существенная часть первой внутренней поверхности соприкасается с существенной частью второй внешней поверхности. Участки отверстий первого множества отверстий совмещены с участками отверстий второго множества отверстий с обеспечением каналов, через которые может протекать технологическая текучая среда.
В другом варианте устройство для снижения давления текучей среды может включать ряд цилиндров. Каждый из цилиндров имеет внутреннюю поверхность, внешнюю поверхность и множество отверстий, проходящих от внутренней поверхности к внешней поверхности. Цилиндры вставлены один в другой таким образом, что существенная часть внутренней поверхности одного из ряда цилиндров введена в контакт с существенной частью внешней поверхности другого из ряда цилиндров. Участки отверстий одного из ряда цилиндров совмещены с участками отверстий другого из ряда цилиндров с образованием, по меньшей мере, одного канала. Конфигурация канала обеспечивает снижение потенциальной энергии, давления и/или шума в технологической текучей среде при ее прохождении через канал.
Краткое описание чертежей
На фиг.1 представлен изометрический вид варианта устройства для снижения давления текучей среды.
На фиг.2А и 2В представлены изометрические виды варианта устройства для снижения давления текучей среды по фиг.1 в разобранном состоянии.
На фиг.3А представлен вид сверху, а на фиг.3В представлен изометрический разрез еще одного варианта устройства для снижения давления текучей среды, которое в основном схоже или идентично варианту устройства для снижения давления текучей среды, представленного на фиг.1, 2А и 2В.
На фиг.4 представлен разрез варианта системы транспортировки технологической текучей среды, в которой может быть использован представленный вариант устройства для снижения давления текучей среды.
Осуществление изобретения
На фиг.1 представлен изометрический вид устройства 100 для снижения давления текучей среды, то есть устройства для снижения давления, используемого при транспортировке технологических текучих сред. Устройство 100 может быть выполнено в виде гнезда клапана или диффузора для снижения давления и шума в системе транспортировки технологической текучей среды, такой как, например, система производства жидкости или газа, система перекачки или распределения технологических текучих сред и т.п. Более конкретно, устройство 100 для снижения давления (УСД) может быть использовано во встраиваемых конструкциях внутри трубы и/или проточного клапана для протекания технологической текучей среды через множество каналов в УСД 100. Таким образом, УСД 100 может быть использовано для снижения давления и накопленной потенциальной энергии технологических текучих сред, например газов или жидкостей. УСД 100 может быть также использовано для снижения шума, нагрева и других нежелательных эффектов, которые часто возникают как результат неконтролируемого высвобождения накопленной потенциальной энергии технологических текучих сред.
Теперь детально рассмотрим фиг.1. УСД 100 включает первое кольцо или цилиндр 102, второе кольцо или цилиндр 104 и третье кольцо или цилиндр 106. Первый цилиндр 102 расположен или вставлен внутрь второго цилиндра 104, а второй цилиндр 104 расположен или вставлен внутрь третьего цилиндра 106. УСД 100 имеет поверхность внутреннего диаметра (ВД) 108, поверхность внешнего диаметра (ВШД) 110, расположенную напротив поверхности ВД 108, верхнюю поверхность 112 и нижнюю поверхность (не показана), расположенную напротив верхней поверхности 112. Поверхность ВД 108 образована поверхностью ВД первого цилиндра 102, а поверхность ВШД 110 образована поверхностью ВШД третьего цилиндра 106. Верхняя поверхность 112 и нижняя поверхность образованы соответствующими верхними и нижними поверхностями цилиндров 102, 104 и 106.
Каждый из цилиндров 102, 104 и 106 снабжен множеством отверстий, проходов или щелей, выполненных с обеспечением возможности использования УСД 100 в качестве устройства для снижения давления и/или шума там, где применяется технологическая текучая среда. В частности, первый цилиндр 102 имеет первое множество отверстий 116, второй цилиндр 104 имеет второе множество отверстий 212 (отверстия 212 показаны на фиг.2А и 2В), а третий цилиндр 106 имеет третье множество отверстий 118. В УСД 100 первое множество отверстий 116 могут действовать в качестве отверстий впускной ступени, второе множество отверстий 212 могут действовать в качестве смесительных полостей, а третье множество отверстий 118 могут действовать в качестве отверстий выпускной ступени. Все отверстия сконфигурированы таким образом, что они образуют заданные каналы для текучей среды в УСД 100. Заранее заданные каналы могут быть образованы совмещением, по меньшей мере, участков отверстий 116 впускной ступени, по меньшей мере, с участками отверстий 212 в виде смесительных полостей и/или совмещением, по меньшей мере, участков отверстий 212 в виде смесительных полостей, по меньшей мере, с участками отверстий 118 выпускной ступени. Таким образом, технологическая текучая среда может управляемо протекать через заранее заданные каналы между поверхностью ВД 108 и поверхностью ВШД 110. В дополнение к сказанному, заранее заданные каналы, образованные совмещением отверстий, могут являться искривленными каналами, то есть каналами, затрудняющими прохождение потока.
Искривленные каналы могут быть выполнены соединением каналов и делением каналов на меньшие каналы. Соединение и деление каналов приводит к парному сужению/расширению потоков и/или изменению направления движения технологической текучей среды. Например, после того, как технологическая текучая среда прошла через отверстия 116 впускной ступени, второй цилиндр 104 становится причиной изменения направления движения технологической текучей среды путем разведения потоков по двум осевым направлениям в стороны размещения верхних и нижних отверстий 212 в виде смесительных полостей (фиг.2). Каждый из разделенных потоков проходит радиальным образом и распределяется по окружности в соответствующие отверстия 212. Эти потоки вызывают смешивание технологической текучей среды в отверстиях 212 в виде смесительных полостей и ее протекание через второй цилиндр 104. Затем технологическая текучая среда делится и распределяется, проходя через отверстия 118 выпускной ступени, направляясь к поверхности ВШД 110.
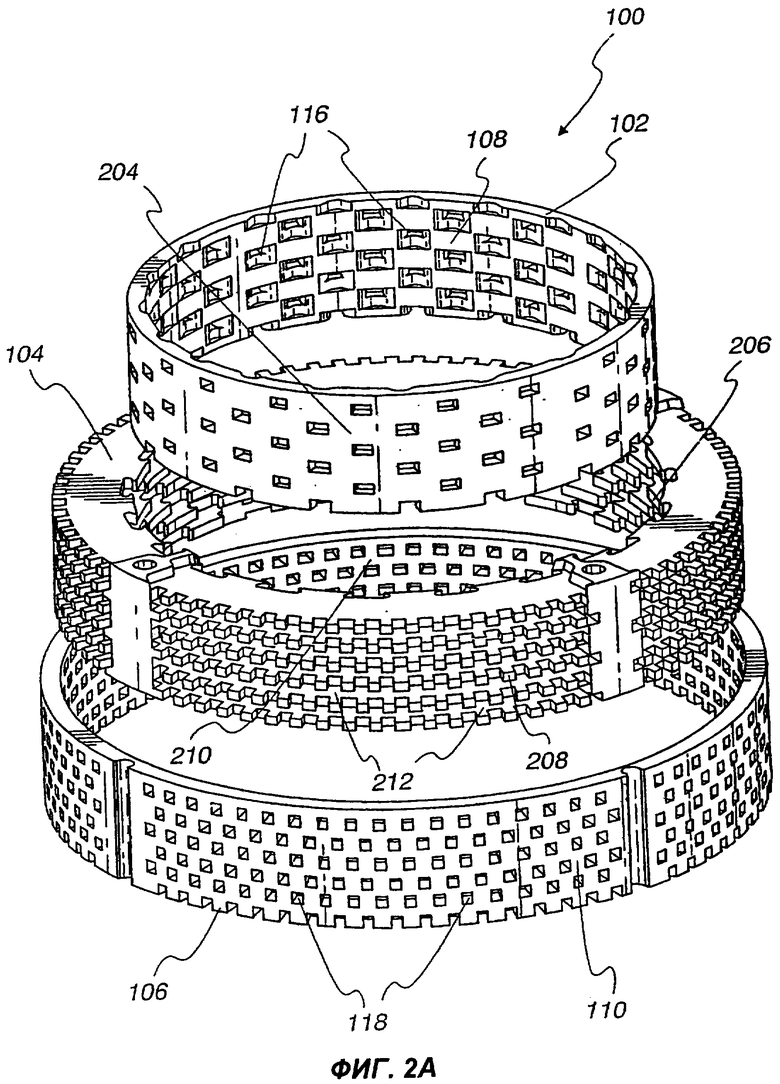
На фиг.2А и 2В представлены изометрические виды УСД 100 согласно фиг.1 в разобранном состоянии. Примерный изометрический вид в разобранном состоянии ясно изображает первый цилиндр 102, второй цилиндр 104 и третий цилиндр 106. Дополнительно фиг.2А и 2В иллюстрируют механическую взаимосвязь между первым цилиндром 102, вторым цилиндром 104, третьим цилиндром 106 и, в частности, показывают взаимное расположение цилиндров 102, 104 и 106 при сборке.
Теперь детально рассмотрим вид в разобранном состоянии, представленный на фиг.2А. Первый цилиндр 102 имеет поверхность ВД 108 первого цилиндра и поверхность ВШД 204 первого цилиндра. Второй цилиндр 104 имеет поверхность ВД 206 второго цилиндра и поверхность ВШД 208 второго цилиндра. Третий цилиндр 106 имеет поверхность ВД 210 третьего цилиндра и поверхность ВШД 110 третьего цилиндра.
Как более понятно из фиг.2В, каждый из цилиндров 102, 104, и 106 содержит множество отверстий. Первый цилиндр 102 включает отверстия 116 впускной ступени, каждое из которых проходит от поверхности ВД 108 первого цилиндра до поверхности ВШД 204 первого цилиндра. Второй цилиндр 104 содержит второе множество отверстий 212, которые, как видно на чертеже, представляют собой продолговатые отверстия, щели или смесительные полости, распределенные по окружности второго цилиндра 104 и проходящие от поверхности ВД 206 второго цилиндра, сквозь второй цилиндр 104 до поверхности ВШД 208 второго цилиндра. Третий цилиндр 106 включает отверстия 118 выпускной ступени, каждое из которых проходит от поверхности ВД 210 третьего цилиндра сквозь третий цилиндр 106 до поверхности ВШД 110 третьего цилиндра.
Цилиндры 102, 104 и 106 могут быть изготовлены из материла любого типа либо комбинации материалов, включая металлические и/или неметаллические материалы. Далее, для производства цилиндров 102, 104 и 106 с целью получения желаемых размеров (диаметра и длины) могут быть применены одна или более технологий производства. Технологические процессы могут включать, например, литье по выплавляемым моделям, лазерную резку, водоструйную резку, электроэрозионную обработку, технологию порошковой металлургии, литье металла под давлением, травление кислотой и технологию вытягивания труб и/или другие подходящие производственные процессы и технологии. Эти технологические процессы хорошо известны специалистам и в дальнейшем более детально не описываются.
Упомянутые выше технологические процессы предоставляют возможность для производства цилиндров 102, 104 и 106 несколькими способами. Один вариант представляет собой лазерную резку прямоугольного листа с последующей гибкой и далее сваркой концов прямоугольного листа для придания ему формы цилиндра. Другой вариант представляет собой литье по выплавляемым моделям, который подразумевает заливку расплавленного металла в керамические формы. Литье по выплавляемым моделям позволяет осуществлять одновременное изготовление большого количества цилиндров в массовом производстве без необходимости использования значительного количества производственного оборудования, тем самым сохраняя относительно низкие накладные расходы. В противоположность производственным процессам и технологиям, применяемым для изготовления известных устройств, например пакетно-кольцевого устройства для снижения давления текучей среды, рассмотренного выше, в соответствии с патентом США №5769122, несколько упомянутых выше технологических процессов, применимых для изготовления цилиндров 102, 104 и 106, такие как, например, порошковая металлургия и литье металла под давлением, позволяют использовать нелистовые материалы. В частности, такие материалы, как, например, металлы, пластики, пластичные фторполимеры, полиэфир-эфир-кетон (PEEK) и т.п. могут быть использованы в одном или всех упомянутых выше или им подобных технологических процессах для изготовления цилиндров 102, 104 и 106.
В некоторых вариантах каждый цилиндр УСД 100 может быть изготовлен из различных материалов для обеспечения, например, улучшенной производительности и надежности при конкретном применении. Например, в процессе функционирования поверхность ВД 108 первого цилиндра может действовать как защитная поверхность, которая соответственно подвергается воздействию технологической рабочей среды и таким образом находится в более суровых условиях воздействия потока, чем любая другая поверхность УСД 100. Подвергающийся такому суровому воздействию первый цилиндр 102 может быть изготовлен из более прочного материала, то есть более износостойкого материала, чем второй цилиндр 104 и третий цилиндр 106. Использование менее прочных и менее дорогих материалов для второго 104 и третьего 106 цилиндров позволяет снизить и/или оптимизировать общую стоимость УСД 100 для конкретного применения.
Геометрическая форма, размеры и расположение отверстий 116, 212 и 118 не ограничены упомянутыми выше технологическими процессами, например только круглой формой отверстий. Например, технологии литья металла под давлением и литья по выплавляемым моделям включают создание литьевой формы цилиндра и впрыск, заливку или другой способ заполнения формы требуемым материалом, таким как, например, металлическая пудра для литья под давлением или расплавленный металл для литья по выплавляемым моделям. После того как материал затвердевает или приобретает форму, цилиндр извлекается из формы. Форма может быть создана для производства цилиндров с любым количеством отверстий произвольной геометрической формы и с их произвольным расположением на цилиндре.
Цилиндры 102, 104 и 106 выполнены таким образом, что они могут быть вставлены друг в друга, как показано на фиг.1. Например, поверхность ВШД 204 первого цилиндра и поверхность БД 206 второго цилиндра сконфигурированы таким образом, что поверхность ВШД 204 первого цилиндра располагается в пределах поверхности ВД 206 второго цилиндра. Подобно этому поверхность ВШД 208 второго цилиндра и поверхность ВД 210 третьего цилиндра сконфигурированы таким образом, что поверхность ВШД 208 второго цилиндра располагается в пределах поверхности ВД 210 третьего цилиндра. Дополнительно, цилиндры 102, 104 и 106 могут быть снабжены средствами выравнивания, обеспечивающими совмещение отверстий 116, 212 и 118 относительно друг друга и тем самым образование каналов требуемой формы, когда цилиндры 102, 104 и 106 собраны вместе и образуют УСД 100. Средства выравнивания могут включать пазы направляющих в поверхностях внешних диаметров и выступающие направляющие в соответствующих поверхностях внутренних диаметров смежных цилиндров. Таким способом цилиндры 102, 104 и 106 могут быть собраны так, что отверстия цилиндров 102, 104 и 106 совмещены друг с другом.
Диаметры цилиндров 102, 104 и 106 могут быть заданы таким образом, что цилиндры компонуются с использованием, например, прессовой посадки и/или горячей посадки. Метод прессовой посадки включает задание диаметра поверхности ВШД 204 первого цилиндра равным или несколько большим диаметра поверхности ВД 206 второго цилиндра. Первый цилиндр 102 размещают на втором цилиндре 104 и прикладывают силу сжатия к верхней поверхности первого цилиндра 102 и нижней поверхности второго цилиндра 104. Сила сжатия является причиной фрикционного соединения и установки цилиндра 102 внутри цилиндра 104.
Метод горячей посадки подобен описанному выше методу прессовой посадки. Однако в методе горячей посадки применяется нагревание для расширения цилиндра 104 перед запрессовыванием первого цилиндра 102 во второй цилиндр 104. В любом случае метод прессовой посадки и/или горячей посадки может быть использован для фиксирования положения цилиндров 102, 104 и 106 относительно друг друга при сборке УСД 100. Однако любые другие методы, например, такие как пайка, сварка и т.п. также могут быть использованы для фиксации положения цилиндров 102, 104 и 106.
Цилиндры 102, 104 и 106 скомпонованы так, что, по меньшей мере, участки отверстий 116 впускной ступени первого цилиндра 102 совмещены с, по меньшей мере, участками отверстий 212 в виде смесительных полостей второго цилиндра 104, а, по меньшей мере, участки отверстий 212 совмещены с, по меньшей мере, участками отверстий 118 выпускной ступени третьего цилиндра 106. Таким образом, заранее заданные и строго определенные каналы сформированы комбинацией отверстий 116 впускной ступени, отверстий 212 в виде смесительных полостей и отверстий 118 выпускной ступени.
Хотя отверстия 116, 212 и 118 могут определять только один тип канала, они могут быть сконфигурированы для формирования каналов любого требуемого типа. В УСД 100 каналы, сформированные отверстиями 116, 212 и 118, могут включать отверстия в форме щели, например отверстия 212 в виде смесительных полостей, что приводит к слиянию, по меньшей мере, некоторых потоков внутри второго цилиндра 104 при сохранении раздельных потоков сквозь первый 102 и третий 106 цилиндры. Однако отверстия могут быть выполнены любой геометрической формы и размера и расположены в любом месте для формирования каналов любого требуемого типа. Каналы могут быть сконфигурированы для любого применения. Например, во втором цилиндре 104 могут быть выполнены отверстия, не имеющие удлиненную форму, для разделения проходящих через УСД 100 потоков. Отверстия могут быть любой формы, включая, например, круглую форму, форму многоугольника и т.п. Хотя отверстия 116, 212 и 118 имеют относительно прямые и острые кромки, они могут быть выполнены со скругленными краями или фасками. Дополнительно, положение отверстий 116, 212 и 118 может быть подобрано таким образом, что каналы будут иметь большее или меньшее сопротивление потоку.
На фиг.3А представлен вид сверху, а на фиг.3В представлен изометрический разрез еще одного УСД 300, которое в основном схоже или идентично УСД 100, представленному на фиг.1, 2А и 2В. Как более детально описывается ниже, фиг.3А и 3В могут быть использованы для иллюстрации примерного взаимодействия потоков технологической текучей среды и описанного варианта компонентов УСД.
Как показано на фиг.3А и 3В, УСД 300 включает первый цилиндр 302, расположенный или установленный внутри второго цилиндра 304, который, в свою очередь, расположен или установлен внутри третьего цилиндра 306. Как ясно показано на фиг.3В, УСД 300 имеет первое множество отверстий 312 (например, отверстия впускной ступени), второе множество отверстий 314 (например, смесительные полости) и третье множество отверстий 316 (например, отверстия выпускной ступени).
Первый цилиндр 302 имеет поверхность ВД 318 первого цилиндра, поверхность ВШД 320 первого цилиндра и отверстия 312 впускной ступени, которые проходят от поверхности ВД 318 первого цилиндра сквозь первый цилиндр 302 до поверхности ВШД 320 первого цилиндра. Второй цилиндр 304 имеет поверхность ВД 322 второго цилиндра, поверхность ВШД 324 второго цилиндра и отверстия 314 в виде смесительных полостей, которые проходят от поверхности ВД 322 второго цилиндра сквозь второй цилиндр 304 до поверхности ВШД 324 второго цилиндра. Третий цилиндр 306 имеет поверхность ВД 326 третьего цилиндра, поверхность ВШД 328 третьего цилиндра и отверстия 316 выпускной ступени, которые проходят от поверхности ВД 326 третьего цилиндра сквозь третий цилиндр 306 до поверхности ВШД 328 третьего цилиндра.
Как показано на фиг.3А и 3В, цилиндры 302, 304 и 306 скомпонованы таким образом, что поверхность ВШД 320 первого цилиндра расположена рядом с поверхностью ВД 322 второго цилиндра таким образом, что существенная часть поверхности ВШД 320 первого цилиндра граничит, соприкасается, механически сцеплена и/или соединена с существенной частью поверхности ВД 322 второго цилиндра. Дополнительно, поверхность ВШД 324 второго цилиндра расположена рядом с поверхностью ВД 326 третьего цилиндра так, что существенная часть поверхности ВШД 324 второго цилиндра граничит, соприкасается, механически сцеплена и/или соединена с существенной частью поверхности ВД 326 третьего цилиндра.
Цилиндры 302, 304 и 306 скомпонованы с образованием заранее заданных каналов посредством множества отверстий 312, 314 и 316. Кроме того, поскольку поверхность ВШД 320 первого цилиндра граничит с поверхностью ВД 322 второго цилиндра, технологическая текучая среда вынуждена оставаться в пределах одного или более заранее определенных каналов.
Как показано на фиг.3В, отверстия 312, 314 и 316, по меньшей мере, частично совмещены друг с другом для формирования каналов между первым цилиндром 302 и третьим цилиндром 306. Технологическая текучая среда изначально может двигаться в направлении и по пути, обозначенному стрелками 330. Затем технологическая текучая среда может входить в отверстия 312 впускной ступени и далее следовать путем, обозначенным стрелками от 332 до 342, как описано ниже. Хотя направление потоков, обозначенных стрелками от 330 до 342, обычно связано с конкретным применением, в котором текучая среда проходит от поверхности ВД 318 первого цилиндра по направлению к поверхности ВШД 328 третьего цилиндра, для специалиста будет очевидно, что УСД 300 может также быть использовано в случаях, когда текучая среда движется от поверхности ВШД 328 третьего цилиндра по направлению к поверхности ВД 318 первого цилиндра, и когда направление 330-342 противоположно тому, что изображено на фиг.3В.
Потоки или каналы, обозначенные стрелками 332, 334, 336, 338, 340 и 342, проходящие через множество отверстий 312, 314 и 316, формируют искривленные каналы. Когда технологическая текучая среда делится, меняет направление и/или перемешивается искривленными каналами, турбулентность в технологической текучей среде гасится или снижается. Таким образом, искривленные каналы обеспечивают снижение давления и накопленной потенциальной энергии в технологической текучей среде.
Более конкретно, на примере фиг.3В, когда технологическая текучая среда течет в направлении, обозначенном стрелками 330, она направляется, то есть входит, в отверстия 312 впускной ступени, которые образуют первую ступень снижения давления. Технологическая текучая среда течет по множеству каналов, обозначенных стрелками 332, по направлению к границе поверхности ВШД 320 первого цилиндра и поверхности ВД 322 второго цилиндра. Затем технологическая текучая среда разделяется по двум осевым направлениям и перенаправляется в каналы, обозначенные стрелками 334 и 336, верхних и нижних отверстий 314 в виде смесительных полостей. Затем технологическая текучая среда течет в радиальном направлении, распределяясь по окружности в отверстиях 314, которые образуют вторую ступень снижения давления. На границе поверхности ВШД 324 второго цилиндра и поверхности ВД 326 третьего цилиндра потоки, обозначенные стрелками 334, могут сливаться или смешиваться с другими потоками (не показано) в пределах одного и того же отверстия 314, образуя поток, обозначенный стрелкой 338. Дополнительно, поток, обозначенный стрелкой 336, может соединяться или смешиваться с другими потоками (не показано) в пределах одного и того же отверстия 314, образуя поток, обозначенный стрелкой 340. Таким образом, технологическая текучая среда протекает через смесительные полости и делится или распределяется по отверстиям 316 выпускной ступени так, что потоки, обозначенные стрелками 338 и 340, соединяются или смешиваются в осевом направлении, образуя поток, обозначенный стрелкой 342, выходящий из третьего цилиндра 306.
Хотя отверстия 312, 314 и 316 выполнены с возможностью образования искривленного канала, способы изготовления, описанные в соответствии с фиг.2А и 2В, могут быть применены для создания отверстий, которые пригодны для формирования других типов каналов. Дополнительно, несмотря на то, что описанные варианты УСД включают три цилиндра, например цилиндры 102, 104 и 106 в соответствии с фиг.1 и цилиндры 302, 304 и 306 в соответствии с фиг.3, такие устройства могут иметь любое другое количество цилиндров и любое количество отверстий любой желаемой геометрической формы с любым расположением для создания любых требуемых каналов.
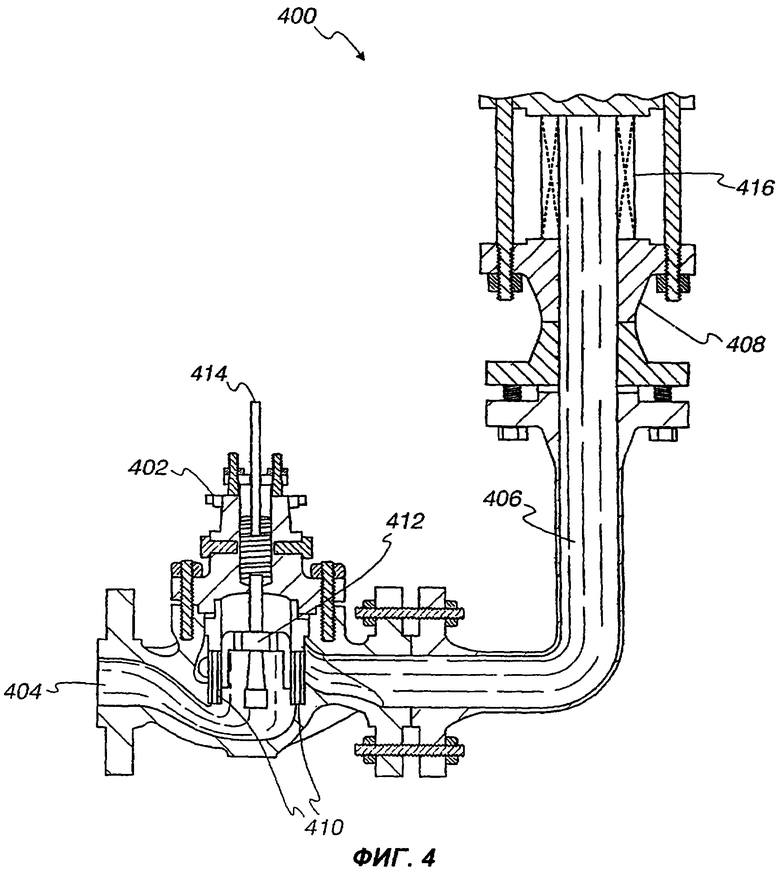
На фиг.4 представлен разрез системы 400 транспортировки технологической текучей среды, в которой могут быть использованы описанные варианты УСД 100 и 300. Система 400 иллюстрирует использование УСД в комбинации с трубами и клапанами, которые могут быть использованы в системах транспортировки технологической текучей среды для перекачки технологической текучей среды с одного места на другое.
Система 400 включает регулирующий клапан 402, впускную трубу 404, выпускную трубу 406 и выпускной узел 408. Регулирующий клапан 402 включает УСД 410, которое служит в качестве гнезда клапана, задвижку 412 с поверхностью ВШД, которая контактирует с поверхностью ВД (не показано) гнезда клапана, и шток 414. Выпускной узел 408 включает УСД 416, которое действует как диффузор. УСД 410 в виде гнезда клапана и УСД 416 в виде диффузора могут быть в большей степени подобны или идентичны описанным выше вариантам УСД.
Регулирующий клапан 402 предназначен для управления количеством технологической текучей среды, которая протекает от впускной трубы 404 к выпускной трубе 406. УСД 410 в виде гнезда клапана включает множество отверстий, в основном подобных или идентичных множеству отверстий 116, 212 и 118, описанных выше в соответствии с фиг.2А и 2В. Задвижка 412 предназначена для перекрытия множества отверстий гнезда клапана для управления количеством газа или жидкости, которая протекает от впускной трубы 404 к выпускной трубе 406. Шток 414 может быть использован для перемещения задвижки 412, например, в вертикальном направлении для закрытия или открытия, по меньшей мере, некоторых из отверстий УСД 410 в виде гнезда клапана. Повышение давления и турбулентность во впускной трубе могут быть уменьшены при использовании УСД в виде гнезда клапана, когда технологическая жидкость протекает от впускной трубы 404 к выпускной трубе 406.
Затем технологическая текучая среда проходит через выпускную трубу 406 по направлению к выпускному узлу 408. УСД 416 в виде диффузора предназначено для снижения давления в технологической текучей среде, выходящей из выпускной трубы 406. Более конкретно, УСД 416 в виде диффузора может быть использовано в качестве ступени снижения давления для технологической текучей среды путем отвода, по меньшей мере, части технологической текучей среды через множество отверстий (не показано) диффузора.
Несмотря на то, что заявка содержит описание конкретных способов, устройств и изделий, рамки патента не ограничены этими примерами. Напротив, патент охватывает все способы, устройства и изделия, должным образом попадающие в объем формулы изобретения как дословно, так и по принципу эквивалентности.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦЕВОЙ НЕПОДВИЖНЫЙ ЭЛЕМЕНТ ДЛЯ ИСПОЛЬЗОВАНИЯ С ПАРОВОЙ ТУРБИНОЙ И ПАРОВАЯ ТУРБИНА | 2009 |
|
RU2511914C2 |
| МНОГОКОНУСНОЕ, МНОГОСТУПЕНЧАТОЕ РАСПЫЛИТЕЛЬНОЕ СОПЛО | 2017 |
|
RU2746924C2 |
| РАССЕКАТЕЛЬ, ШУМОУМЕНЬШАЮЩЕЕ УСТРОЙСТВО И СПОСОБ УМЕНЬШЕНИЯ ШУМА В КОНДЕНСАЦИОННЫХ СИСТЕМАХ С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ | 2004 |
|
RU2343294C2 |
| КАНАЛ ДЛЯ ОХЛАЖДЕНИЯ КОРПУСА | 2012 |
|
RU2599413C2 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ И ТУРБОМАШИНА | 2011 |
|
RU2601687C2 |
| МНОГОКОНУСНОЕ, МНОГОСТУПЕНЧАТОЕ РАСПЫЛИТЕЛЬНОЕ СОПЛО | 2017 |
|
RU2745743C2 |
| СИСТЕМА ОХЛАЖДЕНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И УЗЕЛ ТЕРМОСТАТОВ ДЛЯ СИСТЕМЫ ОХЛАЖДЕНИЯ | 2016 |
|
RU2698379C2 |
| КОЛЛЕКТОР ДЛЯ СТРУЙНОГО КАРТРИДЖА | 2010 |
|
RU2543183C2 |
| УСТРОЙСТВО СНИЖЕНИЯ ДАВЛЕНИЯ ТЕКУЧЕЙ СРЕДЫ С УЛУЧШЕННЫМ КОНТРОЛЕМ УРОВНЯ ШУМА ДЛЯ БОЛЬШИХ ПЕРЕПАДОВ ДАВЛЕНИЯ | 2011 |
|
RU2573546C2 |
| ШАРОШКА ДЛЯ БУРОВОЙ ГОЛОВКИ | 2016 |
|
RU2693793C2 |



Группа изобретений относится к арматуростроению, в частности к устройствам для снижения давления текучей среды, и предназначена для использования в системах транспортировки газа и жидкости. Устройство для снижения давления текучей среды включает ряд цилиндров. Каждый из цилиндров имеет поверхность внутреннего диаметра, поверхность внешнего диаметра и множество отверстий, проходящих от поверхности внутреннего диаметра до поверхности внешнего диаметра. Цилиндры вставлены один в другой таким образом, что существенная часть поверхности внутреннего диаметра одного из ряда цилиндров находится в контакте с существенной частью поверхности внешнего диаметра другого цилиндра. Участки отверстий одного из цилиндров совмещены, по меньшей мере, с участками отверстий другого из цилиндров с образованием канала для текучей среды. Одно отверстие из второго множества отверстий цилиндра сообщается по текучей среде, по меньшей мере, с двумя отверстиями из первого множества отверстий цилиндра, или, по меньшей мере, два отверстия из второго множества отверстий цилиндра сообщаются по текучей среде с одним отверстием из первого множества отверстий цилиндра. Имеются варианты конструктивного выполнения устройства для снижения давления текучей среды. Группа изобретений направлена на повышение надежности снижения потенциальной энергии, давления, и/или шума при прохождении через канал текучей среды. 3 н. и 39 з.п. ф-лы, 6 ил.
1. Устройство для снижения давления текучей среды, содержащее первый цилиндр, имеющий первую внутреннюю поверхность, первую внешнюю поверхность и первое множество отверстий, проходящих от первой внутренней поверхности до первой внешней поверхности; и второй цилиндр, расположенный внутри первого цилиндра и имеющий вторую внутреннюю поверхность, вторую внешнюю поверхность и второе множество отверстий, проходящих от второй внутренней поверхности до второй внешней поверхности, причем существенная часть первой внутренней поверхности соприкасается с существенной частью второй внешней поверхности, при этом, по меньшей мере, участки отверстий первого множества отверстий совмещены, по меньшей мере, с участками отверстий второго множества отверстий, а одно отверстие из второго множества отверстий сообщается по текучей среде, по меньшей мере, с двумя отверстиями из первого множества отверстий, или, по меньшей мере, два отверстия из второго множества отверстий сообщаются по текучей среде с одним отверстием из первого множества.
2. Устройство по п.1, отличающееся тем, что, по меньшей мере, некоторые из первого множества отверстий и, по меньшей мере, некоторые из второго множества отверстий выполнены с образованием каналов.
3. Устройство по п.2, отличающееся тем, что каналы представляют собой искривленные каналы.
4. Устройство по п.1, отличающееся тем, что первый и второй цилиндры имеют различные составы материалов.
5. Устройство по п.1, отличающееся тем, что, по меньшей мере, один из первого и второго цилиндров соотнесен со ступенью снижения давления.
6. Устройство по п.1, отличающееся тем, что первый цилиндр и второй цилиндр сцеплены друг с другом за счет силы трения.
7. Устройство по п.1, отличающееся тем, что первый цилиндр зафиксирован по отношению ко второму цилиндру.
8. Устройство по п.1, отличающееся тем, что первый цилиндр и второй цилиндр выполнены с обеспечением осевого потока и радиального потока.
9. Устройство по п.1, отличающееся тем, что первый цилиндр и второй цилиндр выполнены с возможностью использования, по меньшей мере, в одной из следующих систем: системе транспортировки газа и системе транспортировки жидкости.
10. Устройство по п.1, отличающееся тем, что, по меньшей мере, некоторые из первого множества отверстий служат в качестве, по меньшей мере, смесительных полостей, отверстий впускной ступени или отверстий выпускной ступени.
11. Устройство по п.10, отличающееся тем, что смесительные полости соотнесены, по меньшей мере, с одним из осевого и радиального потоков.
12. Устройство по п.1, отличающееся тем, что, по меньшей мере, некоторые из второго множества отверстий служат в качестве, по меньшей мере, смесительных полостей, отверстий впускной ступени или отверстий выпускной ступени.
13. Устройство по п.12, отличающееся тем, что смесительные полости соотнесены, по меньшей мере, с одним из осевого и радиального потоков.
14. Устройство по п.1, отличающееся тем, что, по меньшей мере, одно из первого множества отверстий образует первую часть смесительной полости, а, по меньшей мере, одно из второго множества отверстий образует вторую часть смесительной полости.
15. Устройство по п.14, отличающееся тем, что первая часть смесительной полости и вторая часть смесительной полости выполнены с использованием технологии травления кислотой.
16. Устройство по п.1, отличающееся тем, что первый цилиндр и второй цилиндр изготовлены с использованием, по меньшей мере, одного из следующих технологических процессов: литье по выплавляемым моделям, лазерная резка, водоструйная резка, электроэрозионная обработка, технология порошковой металлургии, литье металла под давлением, травление кислотой и технология вытягивания труб.
17. Устройство для снижения давления текучей среды, содержащее ряд цилиндров, причем каждый цилиндр имеет внутреннюю поверхность, внешнюю поверхность и множество отверстий, проходящих от внутренней поверхности до внешней поверхности, при этом цилиндры вставлены один в другой таким образом, что существенная часть внутренней поверхности одного из ряда цилиндров введена в контакт с существенной частью внешней поверхности другого из ряда цилиндров, а, по меньшей мере, участки отверстий одного из ряда цилиндров совмещены, по меньшей мере, с участками отверстий другого из ряда цилиндров с образованием, по меньшей мере, одного канала, причем одно отверстие из множества отверстий указанного другого из ряда цилиндров сообщается по текучей среде, по меньшей мере, с двумя отверстиями из множества отверстий указанного одного из ряда цилиндров, или, по меньшей мере, два отверстия из множества отверстий указанного другого из ряда цилиндров сообщаются по текучей среде с одним отверстием из множества отверстий указанного одного из ряда цилиндров.
18. Устройство по п.17, отличающееся тем, что, по меньшей мере, некоторые из множества отверстий имеют, по меньшей мере, форму, отличную от круглой, или форму щели.
19. Устройство по п.17, отличающееся тем, что, по меньшей мере, некоторые из множества отверстий служат в качестве, по меньшей мере, смесительных полостей, отверстий впускной ступени или отверстий выпускной ступени.
20. Устройство по п.19, отличающееся тем, что смесительные полости соотнесены, по меньшей мере, с одним из осевого и радиального потоков.
21. Устройство по п.17, отличающееся тем, что ряд цилиндров скомпонован с обеспечением, по меньшей мере, одного из осевого и радиального потоков технологической текучей среды.
22. Устройство по п.17, отличающееся тем, что, по меньшей мере, один канал представляет собой искривленный канал.
23. Устройство по п.17, отличающееся тем, что, по меньшей мере, один из ряда цилиндров соотнесен со ступенью снижения давления.
24. Устройство по п.17, отличающееся тем, что, по меньшей мере, два из ряда цилиндров сцеплены методом прессовой посадки.
25. Устройство по п.17, отличающееся тем, что, по меньшей мере, два из ряда цилиндров установлены в фиксированном положении относительно друг друга.
26. Устройство по п.17, отличающееся тем, что, по меньшей мере, первый из ряда цилиндров имеет состав материалов, отличный от состава материалов второго из ряда цилиндров.
27. Устройство по п.17, отличающееся тем, что, по меньшей мере, одно отверстие одного из ряда цилиндров образует первую часть смесительной полости, а, по меньшей мере, одно отверстие другого из ряда цилиндров образует вторую часть смесительной полости.
28. Устройство по п.27, отличающееся тем, что первая часть смесительной полости и вторая часть смесительной полости выполнены с использованием технологии травления кислотой.
29. Устройство по п.17, отличающееся тем, что ряд цилиндров изготовлен с использованием, по меньшей мере, одного из следующих технологических процессов: литье по выплавляемым моделям, лазерная резка, водоструйная резка, электроэрозионная обработка, технология порошковой металлургии, литье металла под давлением, травление кислотой и технология вытягивания труб.
30. Устройство для снижения давления текучей среды, содержащее ряд цилиндров, скомпонованных с образованием относительно большого цилиндра, причем каждый цилиндр имеет внутреннюю поверхность, внешнюю поверхность и множество отверстий, проходящих от внутренней поверхности до внешней поверхности, при этом, по меньшей мере, некоторые из внешних поверхностей выполнены с возможностью размещения в пределах, по меньшей мере, некоторых внутренних поверхностей таким образом, что существенная часть, по меньшей мере, некоторых внешних поверхностей соприкасается с существенной частью, по меньшей мере, некоторых внутренних поверхностей, а, по меньшей мере, некоторые из множества отверстий выполнены с возможностью совмещения для образования канала, проходящего от внутренней поверхности одного из ряда цилиндров до внешней поверхности другого из ряда цилиндров, причем одно отверстие из множества отверстий указанного другого из ряда цилиндров сообщается по текучей среде, по меньшей мере, с двумя отверстиями из множества отверстий указанного одного из ряда цилиндров, или, по меньшей мере, два отверстия из множества отверстий указанного другого из ряда цилиндров сообщаются по текучей среде с одним отверстием из множества отверстий указанного одного из ряда цилиндров.
31. Устройство по п.30, отличающееся тем, что, по меньшей мере, некоторые из множества отверстий имеют, по меньшей мере, форму, отличную от круглой, или форму щели.
32. Устройство по п.30, отличающееся тем, что, по меньшей мере, некоторые из множества отверстий служат в качестве, по меньшей мере, смесительных полостей, отверстий впускной ступени или отверстий выпускной ступени.
33. Устройство по п.32, отличающееся тем, что смесительные полости соотнесены, по меньшей мере, с одним из осевого и радиального потоков.
34. Устройство по п.30, отличающееся тем, что указанный канал соотнесен, по меньшей мере, с одним из осевого и радиального потоков.
35. Устройство по п.30, отличающееся тем, что канал представляет собой искривленный канал.
36. Устройство по п.30, отличающееся тем, что, по меньшей мере, один из ряда цилиндров соотнесен со ступенью снижения давления.
37. Устройство по п.30, отличающееся тем, что, по меньшей мере, некоторые из ряда цилиндров сцеплены методом прессовой посадки.
38. Устройство по п.30, отличающееся тем, что, по меньшей мере, некоторые из ряда цилиндров установлены в фиксированном положении относительно друг друга.
39. Устройство по п.30, отличающееся тем, что, по меньшей мере, первый из ряда цилиндров имеет состав материалов, отличный от состава материалов, по меньшей мере, второго из ряда цилиндров.
40. Устройство по п.30, отличающееся тем, что, по меньшей мере, первое из множества отверстий образует первую часть смесительной полости, а, по меньшей мере, второе из множества отверстий образует вторую часть смесительной полости.
41. Устройство по п.40, отличающееся тем, что первая часть смесительной полости и вторая часть смесительной полости выполнены с использованием технологии травления кислотой.
42. Устройство по п.30, отличающееся тем, что ряд цилиндров изготовлен с использованием, по меньшей мере, одного из следующих технологических процессов: литье по выплавляемым моделям, лазерная резка, водоструйная резка, электроэрозионная обработка, технология порошковой металлургии, литье металла под давлением, травление кислотой и технология вытягивания труб.
| Способ получения битума и установка для его осуществления | 2017 |
|
RU2641761C1 |
| Регулирующий клапан | 1979 |
|
SU842319A1 |
| ПОЛУАВТОМАТ ВЫРУБКИ ДЕТАЛЕЙ | 1992 |
|
RU2057637C1 |
| US 4473210 A, 25.09.1984 | |||
| US 4249574 А, 10.02.1981 | |||
| US 3722854 A, 27.03.1973 | |||
| US 6394134 B1, 28.05.2002 | |||
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "САЛАТ ГЕЛЕНДЖИКСКИЙ" | 2013 |
|
RU2514879C1 |

