Перекрестная ссылка на родственную заявку
Настоящая заявка представляет собой частичное продолжение заявки на патент США, серийный номер 10/366,051, зарегистрированной 13 февраля, 2003 года. Область изобретения
Настоящее изобретение относится к двухслойной структуре для использования в поглощающих изделиях, а более конкретно, к двухслойной структуре, содержащей проницаемый для текучей среды первый слой, сообщающийся по текучей среде со вторым слоем, проницаемым для текучей среды, при этом второй слой содержит множество находящихся на некотором расстоянии друг от друга макроскопических элементов. Структура является особенно пригодной для использования в качестве покровного/транспортного слоя для использования в поглощающих изделиях.
Предпосылки изобретения
Транспортные слои повсеместно используются в поглощающих изделиях для облегчения переноса текучей среды от слоя, прилегающего к телу, или покровного слоя, по направлению к поглощающему наполнителю. Обычные транспортные слои часто изготавливаются из нетканых материалов. Они, как правило, функционируют путем оттока или отсасывания текучей среды из прилегающего к телу слоя непосредственно вниз, в лежащий под ним поглощающий наполнитель. Сочетание покровного/транспортного слоев также являются известными. См., например, патенты США №5665082; 5797894; и 5466232.
Авторы обнаружили, что двухслойная структура, содержащая проницаемый для текучей среды первый слой, сообщающийся по текучей среде со вторым слоем, проницаемым для текучей среды, в которой указанные слои соприкасаются друг с другом, по меньшей мере, на множестве находящихся на некотором расстоянии друг от друга макроскопических элементов, функционирует эффективно, среди прочего, в качестве слоя, прилегающего к телу, или покровного/транспортного слоя. При воздействии текучей среды на первый слой этой структуры, структура перемещает и/или переносит текучую среду, как сквозь структуру, так и вдоль ее слоев, тем самым, делая возможным более быстрый перенос текучей среды сквозь структуру в направлении z, то есть, через первый и второй слои по направлению к поглощающему наполнителю.
Краткое описание изобретения
В соответствии с одним из аспектов настоящего изобретения предложена Двухслойная структура для использования в поглощающих изделиях, содержащая: проницаемый для текучей среды первый слой; проницаемый для текучей среды второй слой сообщающийся по текучей среде с первым слоем, при этом второй слой имеет по существу планарную поверхность и первое множество находящихся на некотором расстоянии друг от друга макроскопических элементов, выступающих из планарной поверхности; причем первый слой и второй слой структурированы и расположены таким образом, что первый слой вступает контакт со вторым слоем на каждом из макроскопических элементов, и первый слой вступает в контакт с по существу планарной поверхностью второго слоя на выбранных участках, расположенных между макроскопическими элементами.
Предпочтительно, второй слой дополнительно содержит второе множество макроскопических элементов, при этом первое множество макроскопических элементов и второе множество макроскопических элементов взаимодействуют, создавая множество элементов визуального дизайна.
В соответствии с еще одним аспектом настоящего изобретения предложена двухслойная структура для использования в поглощающих изделиях, содержащая проницаемый для текучей среды первый слой, содержащий трехмерную перфорированную пленку, сообщающуюся по текучей среде со вторым слоем, проницаемым для текучей среды. Трехмерная пленка первого слоя содержит множество отверстий и множество перфорированных макроскопических элементов, выступающих в направлении второго слоя, каждый перфорированный макроскопический элемент находится на некотором расстоянии от других перфорированных макроскопических элементов, при этом первый и второй слои вступают в контакт друг с другом по существу только посредством указанных перфорированных макроскопических элементов.
В соответствии еще с одним аспектом настоящего изобретения предложена двухслойная структура для использования в поглощающих изделиях, содержащая проницаемый для текучей среды первый слой, содержащий трехмерную перфорированную пленку, сообщающуюся по текучей среде со вторым слоем, проницаемым для текучей среды. Трехмерная пленка первого слоя содержит множество отверстий и множество находящихся на некотором расстоянии друг от друга перфорированных макроскопических элементов, выступающих в направлении второго слоя, каждый перфорированный макроскопический элемент находится на некотором расстоянии от других перфорированных макроскопических элементов, при этом первый и второй слои вступают в контакт друг с другом на указанных перфорированных макроскопических элементах и на выбранных участках, расположенных между указанными перфорированными макроскопическими элементами.
В соответствии с другим аспектом настоящего изобретения дополнительно предложена двухслойная структура для использования в поглощающих изделиях, содержащая проницаемый для текучей среды, прилегающий к телу слой, сообщающийся по текучей среде со вторым слоем, проницаемым для текучей среды. Второй слой содержит множество макроскопических элементов, выступающих в направлении слоя, прилегающего к телу, и макроскопические элементы находятся на некотором расстоянии друг от друга. В дополнение к этому, прилегающий к телу и второй слои вступают в контакт друг с другом по существу только посредством макроскопических элементов.
В соответствии еще с одним аспектом настоящего изобретения дополнительно предложена двухслойная структура для использования в поглощающих изделиях, содержащая проницаемый для текучей среды, прилегающий к телу слой, сообщающийся по текучей среде со вторым слоем, проницаемым для текучей среды. Второй слой содержит множество находящихся на некотором расстоянии друг от друга макроскопических элементов, выступающих в направлении слоя, прилегающего к телу, при этом макроскопические элементы находятся на некотором расстоянии друг от друга. Прилегающий к телу слой и второй слой вступают в контакт друг с другом посредством макроскопических элементов и на выбранных участках, расположенных между указанными макроскопическими элементами.
Наконец, настоящее изобретение относится к поглощающим изделиям, содержащим такие двухслойные структуры.
Краткое описание чертежей
Фиг.1 представляет микрофотографию воплощения трехмерной пленки согласно настоящему изобретению.
Фиг.1А - иллюстрацию поперечного разреза пленки по фиг.1 вдоль линии А-А.
Фиг.2 - микрофотографию другого воплощения трехмерной пленки согласно настоящему изобретению.
Фиг.2А - иллюстрацию поперечного разреза пленки по фиг.2 вдоль линии А-А.
Фиг.2В - иллюстрацию поперечного разреза пленки по фиг.2 вдоль линии В-В.
Фиг.3 - микрофотографию еще одного воплощения трехмерной пленки согласно настоящему изобретению.
Фиг.3А - иллюстрацию поперечного разреза пленки по фиг.3 вдоль линии А-А.
Фиг.4 - микрофотографию другого воплощения трехмерной пленки согласно настоящему изобретению.
Фиг.5 - схематическую иллюстрацию одного из типов трехмерного топографического опорного элемента, пригодного для использования при изготовлении пленки согласно настоящему изобретению.
Фиг.6 - схематическую иллюстрацию устройства для лазерной объемной обработки заготовки, предназначенной для формирования трехмерного топографического опорного элемента, пригодного для изготовления пленки согласно настоящему изобретению.
Фиг.7 - схематическую иллюстрацию компьютерной управляющей системы для устройства по фиг.6.
Фиг.8 - графический пример файла формирования структуры, для растрового перфорирования заготовки, с целью получения опорного элемента для перфорированной пленки.
Фиг.9 - микрофотографию заготовки после лазерного перфорирования с использованием файла по фиг.8.
Фиг.10 - графический пример файла для лазерной объемной обработки заготовки, с целью получения пленки по фиг.2.
Фиг.11 - графический пример файла для лазерной объемной обработки заготовки с целью получения трехмерного топографического опорного элемента, пригодного для использования при изготовлении пленки согласно настоящему изобретению.
Фиг.12 - микрофотографию заготовки, которая подвергнута объемной лазерной обработке с использованием файла по фиг.11.
Фиг.12А - микрофотографию поперечного разреза подвергнутой лазерной объемной обработке заготовки по фиг.12.
Фиг.13 - микрофотографию перфорированной пленки, полученной с использованием подвергнутого лазерной объемной обработке опорного элемента по фиг.12.
Фиг.13А - другую микрофотографию перфорированной пленки, полученной с использованием подвергнутого лазерной объемной обработке опорного элемента по фиг.12.
Фиг.14 - пример файла, который может использоваться для получения опорного элемента, с помощью модуляции мощности лазера.
Фиг.14А - графическое изображение ряда повторений файла по фиг.14.
Фиг.15 - увеличенный вид части В файла по фиг.14.
Фиг.16 - графический пример файла для формирования структуры, используемого для создания части С по фиг.14.
Фиг.17 - микрофотографию опорного элемента, полученного с помощью модуляции мощности лазера, с использованием файла по фиг.14.
Фиг.18 - микрофотографию части опорного элемента по фиг.17.
Фиг.19 - микрофотографию пленки, полученной путем использования опорного элемента на фиг.17.
Фиг.20 - микрофотографию части пленки по фиг.19.
Фиг.21 - вид опорного элемента, используемого для изготовления пленки в соответствии с настоящим изобретением, на его месте в устройстве для формирования пленки.
Фиг.22 - схематический вид устройства для получения перфорированной пленки в соответствии с настоящим изобретением.
Фиг.23 - схематический вид заключенной в кружок части по фиг.22.
Фиг.24 - микрофотографию перфорированной пленки, согласно известному уровню техники.
Фиг.25 - микрофотографию другого примера перфорированной пленки, согласно известному уровню техники.
Фиг.26 - микрофотографию другого примера перфорированной пленки согласно настоящему изобретению.
Фиг.27 - поперечный разрез двухслойной структуры в соответствии с настоящим изобретением.
Фиг.28 - поперечный разрез поглощающего изделия, содержащего двухслойную структуру в соответствии с настоящим изобретением.
Фиг.29 - микрофотографию части перфорированной пленки, полученной в соответствии с настоящим изобретением.
Фиг.30 - увеличенный общий вид, изображающий часть двухслойной структуры в соответствии с настоящим изобретением, у которой верхний слой частично срезан, чтобы показать верхнюю поверхность нижнего слоя.
Фиг.31 - вид в поперечном разрезе поглощающего изделия, содержащего двухслойную структуру, изображенную на фиг.30, вдоль линии 31-31.
Фиг.32 - упрощенная схематическая иллюстрация в поперечном разрезе, способа для получения двухслойной структуры, изображенной на фиг.30.
Подробное описание изобретения
Настоящее изобретение направлено на двухслойные структуры, особенно пригодные для использования в продуктах личной гигиены. Эти структуры могут использоваться в качестве находящихся в контакте с телом, прилегающих к телу или покровных слоев, в качестве транспортных слоев или слоев для манипулирования текучей средой, или в качестве других компонентов продуктов личной гигиены. Структуры согласно настоящему изобретению, как показано, демонстрируют улучшенные свойства при манипулировании с текучими средами, когда они используются в одноразовых поглощающих изделиях, таких, например, как продукты для гигиены женщин.
Первый слой, который в одном из воплощений настоящего изобретения представляет собой слой, прилегающий к телу, может быть изготовлен из любого из множества материалов, проницаемых для текучей среды. В качестве прилегающего к телу слоя, первый слой предпочтительно является гибким, мягким на ощупь и не раздражающим кожу пользователя. Первый слой должен, в дополнение к этому, демонстрировать хорошую проницаемость и пониженную тенденцию к повторному увлажнению, позволяя выделениям тела быстро проникать через него и стекать в направлении к следующим, лежащим под ним слоям, в то же время, не позволяя таким выделениям протекать обратно через слой, прилегающий к телу, к коже пользователя.
Первый слой может изготавливаться из широкого набора материалов, включая, но, не ограничиваясь этим, тканые или плетеные материалы, нетканые материалы, перфорированные пленки, пленки, полученные путем гидроформования, пористые пены, сетчатые пены, сетчатые термопластичные пленки и термопластичные сетки. В дополнение к этому, первый слой может конструироваться из сочетания одного или нескольких из указанных выше материалов, такого как композитный слой из нетканого материала и перфорированной пленки.
Подобным же образом, второй слой может также изготавливаться из множества проницаемых для текучей среды материалов, включая, но, не ограничиваясь этим, тканые или плетеные материалы, нетканые материалы, перфорированные пленки, пленки, полученные гидроформованием, пористые пены, сетчатые пены, сетчатые термопластичные пленки, термопластичные сетки и их сочетания.
Нетканые материалы и перфорированные пленки являются предпочтительными для использования в качестве, как первого слоя, так и второго слоя. Пригодные для использования нетканые материалы могут быть изготовлены из любого из разнообразных волокон, как известно в данной области. Волокна могут изменяться по длине от четверти дюйма или менее до полутора дюймов или более. Является предпочтительным, чтобы, когда используются более короткие волокна (включая волокна из древесной массы), короткие волокна смешивались с более длинными волокнами. Волокна могут быть любыми из хорошо известных искусственных, природных или синтетических волокон, таких как хлопок, вискоза, нейлон, полиэстер, полиолефин, или что-либо подобное. Нетканые материалы могут формироваться с помощью любой из различных технологий, известных из литературы, таких как прочесывание, воздушная укладка, влажная укладка, выдувание из расплава, формование с эжектированием высокоскоростным потоком воздуха, и тому подобное.
Перфорированные пленки, как правило, изготавливают из исходной пленки, которая представляет собой тонкую, сплошную, непрерывную пленку из термопластичного полимерного материала. Эта пленка может быть проницаемой для паров или непроницаемой для паров; она может быть тисненой или нетисненой; она может обрабатываться коронным разрядом на одной или обеих ее главных поверхностях, или она может быть свободной от такой обработки коронным разрядом; она может обрабатываться поверхностно-активным веществом, после того как пленка формируется, путем нанесения, напыления, или трафаретной печати поверхностно-активного вещества на пленку, или поверхностно-активное вещество может включаться в виде компонента смеси в термопластичный полимерный материал до того как формируется пленка. Пленка может содержать любой термопластичный полимерный материал, включая, но не ограничиваясь этим, полиолефины, такие как полиэтилен высокой плотности, линейный полиэтилен низкой плотности, полиэтилен низкой плотности, полипропилен; сополимеры олефинов и виниловых мономеров, таких как сополимеры этилена и винилацетата или винилхлорида; полиамиды; сложные полиэфиры; поливиниловый спирт и сополимеры олефинов и акрилатных мономеров, такие как сополимеры этилена и этилакрилата и этиленметакрилата. Пленки, содержащие смеси двух или более таких полимерных материалов, также могут использоваться. Удлинение исходной пленки, которая должна перфорироваться, как в направлении обработки (MD), так и в поперечном направлении (CD), должно составлять, по меньшей мере, 100%, как определяется в соответствии с ASTM Test No. D-882, как осуществляется на исследовательском устройстве Instron со скоростью зажима 50 дюйм/минута (127 см/минута). Толщина исходной пленки предпочтительно является однородной и может изменяться примерно от 0,5 примерно до 5 мил или примерно от 0,0005 дюйма (0,0013 см) примерно до 0,005 дюйма (0,076 см). Могут использоваться совместно экструдированные пленки, также как и пленки, которые модифицируются, например, путем обработки поверхностно-активным веществом. Исходная пленка может изготавливаться с помощью любой известной технологии, такой как налив, экструзия, или выдувание.
Способы перфорирования известны в данной области. Как правило, исходную пленку помещают на поверхность структурированного опорного элемента. Пленку подвергают действию большой разности давлений текучей среды, когда она находится на опорном элементе. Разность давления текучей среды, которая может быть жидкой или газообразной, заставляет пленку принять форму структуры поверхности структурированного опорного элемента. Части пленки, лежащие над отверстиями в опорном элементе, разрываются под действием разности давлений текучей среды с получением перфорированной пленки. Способ формирования перфорированной волокнистой пленки подробно описан в находящемся в совместной собственности патенте США №5827597, James et al., который включается сюда в качестве ссылки.
В соответствии с одним из аспектов настоящего изобретения, первый слой и второй слой вступают в контакт друг с другом по существу только посредством множества находящихся на некотором расстоянии друг от друга макроскопических элементов. Под этим авторы подразумевают слои, соединенные друг с другом по существу только на макроскопических элементах. Макроскопические элементы могут располагаться на первом слое или на втором слое. Когда макроскопические элементы располагаются на первом слое, они выступают в направлении второго слоя. Когда макроскопические элементы располагаются на втором слое, они выступают в направлении первого слоя.
В соответствии с другим аспектом настоящего изобретения, первый слой и второй слой вступают в контакт друг с другом на множестве находящихся на некотором расстоянии друг от друга макроскопических элементов и на выбранных участках, расположенных между находящимися на некотором расстоянии друг от друга макроскопическими элементами.
Как здесь используется, термин "макроскопический элемент" обозначает поверхностный выступ, видимый нормальным невооруженным человеческим глазом на перпендикулярном расстоянии примерно 300 мм между глазом и поверхностью. Предпочтительно, макроскопические элементы, каждый, имеют максимальный размер, по меньшей мере, примерно 0,15 мм. Более предпочтительно, макроскопические элементы, каждый, имеет максимальный размер, по меньшей мере, примерно 0,305 мм. Наиболее предпочтительно, макроскопические элементы, каждый, имеет максимальный размер, по меньшей мере, примерно 0,50 мм. Макроскопические элементы являются дискретными и находящимися на некотором расстоянии друг от друга. То есть, если воображаемая плоскость, то есть, первая плоскость, опускается на первую поверхность трехмерного слоя, она должна касаться слоя в верхней части макроскопических элементов на множестве дискретных участков, отдаленных друг от друга. Не является необходимым, чтобы каждый макроскопический элемент или все они, соприкасался с воображаемой плоскостью; скорее, первая плоскость определяется, таким образом, самыми верхними частями макроскопических элементов, то есть, частями макроскопических элементов, выступающими дальше всего из второй поверхности слоя.
Когда слой с макроскопическими элементами содержит перфорированную пленку, пленка имеет первую поверхность, вторую поверхность, и габаритную толщину, определяемую первой плоскостью и второй плоскостью. Пленка содержит множество находящихся на некотором расстоянии друг от друга макроскопических элементов и множество отверстий. Отверстия определяются боковыми стенками, которые начинаются на первой поверхности пленки и простираются, в целом, в направлении второй поверхности пленки, чтобы закончиться во второй плоскости. Первая поверхность пленки совпадает с первой плоскостью на находящихся на некотором расстоянии друг от друга макроскопических элементах.
Когда слой с макроскопическими элементами содержит нетканый материал, этот нетканый материал имеет первую поверхность, вторую поверхность и габаритную толщину, определяемую первой плоскостью и второй плоскостью. Кроме того, нетканый материал содержит множество находящихся на некотором расстоянии друг от друга макроскопических элементов, где первая поверхность нетканого материала совпадает с первой плоскостью на находящихся на некотором расстоянии друг от друга макроскопических элементах.
В одном из воплощений, макроскопические элементы располагаются в виде регулярной структуры по отношению друг к другу. Кроме того, если макроскопические элементы выступают из слоя, который представляет собой перфорированную пленку, макроскопические элементы и отверстия располагаются в виде регулярной конфигурации по отношению друг к другу на указанном слое. Отверстия и макроскопические элементы повторяются через фиксированные или однородные интервалы по отношению друг к другу. Пространственное соотношение между отверстиями и макроскопическими элементами определяет геометрическую структуру, которая согласованно повторяется по всей площади поверхности пленки. Отверстия и макроскопические элементы располагаются в виде регулярной, определенной структуры, однородно повторяющейся по всей пленке.
Отверстия и макроскопические элементы могут располагаться таким образом, что имеется больше отверстий, чем макроскопических элементов, хотя относительное расположение отверстий и макроскопических элементов является регулярным. Точные размеры и формы отверстий и макроскопических элементов не являются критичными, постольку, поскольку, макроскопические элементы являются достаточно большими для того, чтобы быть видимыми нормальному невооруженному человеческому глазу на расстоянии примерно 300 мм, и постольку, поскольку, макроскопические элементы являются дискретными и находятся на некотором расстоянии друг от друга.
В соответствии с одним из воплощений настоящего изобретения первый слой и второй слой вступают в контакт друг с другом по существу только посредством макроскопических элементов. Таким образом, макроскопические элементы функционируют образом, очень подобным спейсерам, для удерживания первого слоя вдали от поверхности второго слоя, за исключением мест, где они вступают в контакт друг с другом на макроскопических элементах.
В соответствии с другим воплощением настоящего изобретения первый слой и второй слой вступают в контакт друг с другом на макроскопических элементах и на выбранных участках, расположенных между отдаленными друг от друга макроскопическими элементами. В пределах участков, определяемых соприкасающимися частями макроскопических элементов, первый слой расположен над указанным вторым слоем, так что он отделен от него.
Еще в одном воплощении настоящего изобретения первый слой содержит нетканый материал, в то время как второй слой содержит либо нетканый материал, либо перфорированную пленку. Макроскопические элементы могут располагаться либо на первом слое, либо на втором слое.
Еще в одном воплощении первый слой содержит перфорированную пленку, в то время как второй слой содержит либо нетканый материал, либо перфорированную пленку. В этом воплощении, макроскопические элементы также могут располагаться либо на первом слое, либо на втором слое. Однако когда макроскопические элементы присутствуют на первом слое, макроскопические элементы на первом слое предпочтительно содержат отверстия, то есть перфорированные макроскопические элементы, и находятся на некотором расстоянии от всех остальных перфорированных макроскопических элементов на первом слое. Каждый перфорированный макроскопический элемент представляет собой дискретный физический элемент. Фиг.13 изображает пленку этого воплощения, перфорированную пленку с перфорированными макроскопическими элементами.
Еще в одном воплощении настоящего изобретения, изображенном на фиг.27, макроскопические элементы выступают из второго слоя, который представляет собой трехмерную перфорированную пленку, как описано в находящейся в совместной собственности, ожидающей совместного решения заявке на патент, серийный номер______(досье поверенного № CHI-868). Такой второй слой 501 может использоваться в сочетании с первым слоем 500, который представляет собой нетканый материал или перфорированную пленку. Предпочтительно, он используется в сочетании с первым слоем, который представляет собой нетканый материал. Трехмерная перфорированная пленка имеет первую поверхность и вторую поверхность. Пленка, в дополнение к этому, имеет габаритную толщину, определяемую первой плоскостью и второй плоскостью. Пленка имеет множество отверстий, определяемых боковыми стенками, которые начинаются на первой поверхности и простираются, в целом, в направлении второй поверхности, чтобы закончиться во второй плоскости. Пленка также содержит множество находящихся на некотором расстоянии друг от друга макроскопических элементов 14. Первая поверхность пленки совпадает с первой плоскостью на этих макроскопических элементах.
Фиг.1 представляет собой микрофотографию воплощения такой трехмерной перфорированной пленки. Пленка 10 на фиг.1 имеет отверстия 12 и макроскопические элементы 14. Отверстия определяются боковыми стенками 15. Макроскопические элементы представляют собой дискретные выступы в пленке, и, как можно увидеть, выступают над более низкими участками 16 первой поверхности. Если воображаемая плоскость, то есть первая плоскость, опускается на первую поверхность трехмерной перфорированной пленки, она должна касаться пленки в верхней части макроскопических элементов, на множестве дискретных участков, отделенных друг от друга. Не является необходимым, чтобы каждый макроскопический элемент, или все они, касались воображаемой плоскости; скорее, первая плоскость, таким образом, определяется самыми верхними участками макроскопических элементов, то есть частями макроскопических элементов, выступающих дальше всего из второй поверхности пленки.
В воплощении фиг.1 отверстия перемежаются макроскопическими элементами как в x-направлении, так и в y-направлении, и отношение отверстий к макроскопическим элементам равно единице.
Фиг.1А представляет собой иллюстрацию поперечного разреза пленки 10 на фиг.1 вдоль линии А-А фиг.1. Как изображает фиг.1А, макроскопические элементы 14 находятся на некотором расстоянии друг от друга в первой плоскости 17 и отделены друг от друга более низкими участками 16 первой поверхности пленки и отверстиями 12. Отверстия 12 определяются боковыми стенками 15, которые начинаются в первой поверхности и простираются, в целом, в направлении второй поверхности, чтобы закончиться во второй плоскости 19. Не является необходимым, чтобы все отверстия заканчивались во второй плоскости 19; скорее, вторая плоскость определяется простирающимися ниже всего боковыми стенками 15.
В одном из воплощений настоящего изобретения, по меньшей мере, часть отверстий имеет боковые стенки, имеющие первую часть, которая начинается в первой плоскости пленки, и вторую часть, которая начинается в плоскости, располагающейся между первой и второй плоскостями пленки, то есть плоскости, промежуточной между первой и второй плоскостями.
В предпочтительном воплощении в дополнение к наличию отверстий с боковыми стенками, имеющими первые части, начинающиеся в первой плоскости, и вторые части, начинающиеся в промежуточной плоскости, пленка содержит отверстия, у которых боковые стенки начинаются полностью в промежуточной плоскости. То есть, пленка содержит отверстия, которые начинаются в плоскости, иной, чем плоскость, определяемая самой верхней поверхностью макроскопических элементов.
В особенно предпочтительном воплощении настоящего изобретения трехмерная перфорированная пленка содержит сочетание нескольких различных типов отверстий. Пленка содержит отверстия, у которых боковые стенки начинаются в первой плоскости пленки. Пленка также содержит отверстия, имеющие боковые стенки, часть которых начинается в первой плоскости и часть которых начинается в промежуточной плоскости. Наконец, пленка также содержит отверстия, у которых боковые стенки начинаются полностью в промежуточной плоскости.
На фиг.2, отверстия 12 определяются боковыми стенками 15. Макроскопические элементы 14 выступают над более низкими участками 16 первой поверхности пленки 20. Макроскопические элементы и отверстия имеют форму, отличную от макроскопических элементов и отверстий пленки на фиг.1. На фиг.2, макроскопические элементы отделены друг от друга отверстиями в x-направлении и в y-направлении. Однако некоторые из отверстий отделены друг от друга более низкими участками 16 первой поверхности как в x-направлении, так и в y-направлении. В пленке 20 на фиг.2, отношение отверстий к макроскопическим элементам составляет 2,0. Кроме того, каждое отверстие в пленке 20 на фиг.2 имеет часть своей боковой стенки, начинающуюся в первой плоскости 17, то есть, на краю 18 макроскопического элемента, и часть своей боковой стенки, начинающуюся в более низкой области 16 первой поверхности.
Фиг.2А изображает поперечный разрез пленки 20 фиг.2 вдоль линии А-А. Макроскопические элементы 14 отделены друг от друга в первой плоскости 17 отверстиями 12, которые определяются боковыми стенками 15, которые начинаются в первой поверхности пленки и простираются, в целом, в направлении второй поверхности, чтобы закончиться во второй плоскости 19. На фиг.2А можно увидеть, что части боковых стенок 15, изображенные в этом поперечном разрезе, начинаются в первой плоскости 17 на краях 18 макроскопических элементов 14.
Фиг.2В изображает поперечный разрез пленки 20 фиг.2, сделанный вдоль линии В-В. В этом конкретном поперечном разрезе макроскопические элементы не видны, и отверстия 12 отделены друг от друга более низкими областями 16 первой поверхности пленки. Более низкие области 16 пленки лежат между первой плоскостью 17 и второй плоскостью 19, указанные плоскости определяют габаритную толщину изображенной трехмерной перфорированной пленки. Боковые стенки 15 заканчиваются во второй плоскости 19.
Фиг.3 изображает микрофотографию еще одного воплощения трехмерной перфорированной пленки с еще одним расположением отверстий и макроскопических элементов. Пленка 30 на фиг.3 имеет отверстия 12, расположенные вместе с макроскопическими элементами 14, и отверстия 22, расположенные вместе с макроскопическими элементами 24. Все отверстия 12, 22 и макроскопические элементы 14, 24 располагаются вместе, так что их относительное положение, по отношению друг к другу, являются регулярными.
Фиг.3А представляет собой поперечный разрез пленки 30 на фиг.3, сделанный вдоль линии А-А фиг.3. Этот конкретный поперечный разрез изображает макроскопические элементы 24 и макроскопические элементы 14, находящиеся на некотором расстоянии друг от друга в первой плоскости 17, и отделенные друг от друга отверстиями 12. Отверстия 12 определяются боковыми стенками 15, которые заканчиваются во второй плоскости 19. Части боковых стенок 15, изображенные в этом конкретном поперечном разрезе, начинаются в первой плоскости 17 на краях 18 макроскопических элементов 14 и 24.
Фиг.4 представляет собой микрофотографию еще одного воплощения трехмерной перфорированной пленки в соответствии с настоящим изобретением. Пленка 40, изображенная на фиг.4, имеет регулярное расположение отверстий 12 и макроскопических элементов 14.
Пригодная для использования исходная пленка, предназначенная для изготовления трехмерной перфорированной пленки, представляет собой тонкую, сплошную, непрерывную пленку из термопластичного полимерного материала. Это пленка может быть проницаемой для паров или непроницаемой для паров; она может быть тисненой или нетисненой; она может быть обработанной коронным разрядом на одной или обеих своих главных поверхностях, или она может быть свободной от такой обработки коронным разрядом; она может обрабатываться поверхностно-активным веществом после формирования пленки путем налива, напыления, или трафаретной печати поверхностно-активного вещества на пленку, или поверхностно-активное вещество может включаться в виде компонента смеси в термопластичный полимерный материал перед формированием пленки. Пленка может содержать любой термопластичный полимерный материал, включая, но, не ограничиваясь этим, полиолефины, такие как полиэтилен высокой плотности, линейный полиэтилен низкой плотности, полиэтилен низкой плотности, полипропилен; сополимеры олефинов и виниловых мономеров, таких как сополимеры этилена и винилацетата или винилхлорида; полиамиды; сложные полиэфиры; поливиниловый спирт и сополимеры олефинов и акрилатных мономеров, такие как сополимеры этилена и этилакрилата и этиленметакрилата. Могут также использоваться пленки, содержащие смеси двух или более таких полимерных материалов. Удлинение исходной пленки, которая должна перфорироваться как в направлении обработки (MD), так и в поперечном направлении (CD), должно составлять, по меньшей мере, 100%, как определяется в соответствии с ASTM Test No. D-882, исследование осуществляется на исследовательском устройстве Instron со скоростью зажима 50 дюйм/минута (127 см/минута). Толщина исходной пленки предпочтительно является однородной и может изменяться примерно от 0,5 примерно до 5 мил или примерно от 0,0005 дюйма (0,0013 см) примерно до 0,005 дюйма (0,076 см). Могут использоваться совместно экструдированные пленки, также как и пленки, которые модифицируются, например, путем обработки поверхностно-активным веществом. Исходная пленка может изготавливаться с помощью любой известной технологии, такой как налив, экструзия или выдувание.
Способы перфорирования известны в данной области. Как правило, исходную пленку помещают на поверхность структурированного опорного элемента. Пленку, когда она находится на опорном элементе, подвергают действию большой разности давлений текучей среды. Разность давлений текучей среды, которая может быть жидкой или газообразной, заставляет пленку принять форму структуры поверхности структурированного опорного элемента. Части пленки, лежащие над отверстиями в опорном элементе, разрываются под действием разности давлений текучей среды, с получением перфорированной пленки. Способ формирования перфорированной волокнистой пленки подробно описан в находящемся в совместной собственности патенте США №5827597, James et al., который включается сюда в качестве ссылки.
Такая трехмерная перфорированная пленка предпочтительно формируется путем помещения термопластичной пленки на поверхности перфорированного опорного элемента со структурой макроскопических элементов и отверстий. Поток горячего воздуха направляют на пленку для повышения ее температуры, чтобы вызвать ее размягчение. Затем к пленке прикладывают вакуум, чтобы заставить ее принять форму поверхности опорного элемента. Части пленки, лежащие над отверстиями в опорном элементе, разрываются, образуя отверстия в пленке.
Пригодный для использования перфорированный опорный элемент, предназначенный для изготовления этих трехмерных перфорированных пленок, представляет собой трехмерный топографический опорный элемент, изготовленный путем лазерной объемной обработки заготовки. Схематическая иллюстрация примерной заготовки, которая путем лазерной объемной обработки превращается в трехмерный топографический опорный элемент, изображена на фиг.5.
Заготовка 102 содержит тонкий круговой цилиндр 110. Заготовка 102 имеет необработанные участки поверхности 111 и подвергнутую лазерной объемной обработке центральную часть 112. Предпочтительной заготовкой для получения опорных элементов по настоящему изобретению является тонкостенная бесшовная труба из цеталя, которая разгружена от всех остаточных внутренних напряжений. Заготовка имеет толщину стенки 1-8 мм, более предпочтительно, 2,5-6,5 мм. Примерные заготовки для использования при формировании опорных элементов представляют собой заготовки диаметром от одного до шести футов, имеющие длину в пределах от двух до шестнадцати футов. Однако эти размеры зависят от выбора конструкции. Для заготовки могут использоваться и другие формы и композиции материала, такие как акриловые соединения, уретаны, сложные полиэфиры, высокомолекулярный полиэтилен и другие полимеры, которые можно обрабатывать лазерным лучом.
На фиг.6 изображена схематическая иллюстрация устройства для лазерной объемной обработки опорного элемента. Исходная трубчатая заготовка 102 устанавливается на соответствующий вал или сердечник 121, который фиксирует ее в цилиндрической форме и делает возможным вращение вокруг ее продольной оси на опорах 122. Обеспечивается вращательный привод 123 для вращения сердечника 121 с контролируемой скоростью. Генератор 124 импульсов вращения присоединяется к сердечнику 121 и отслеживает его вращение, так что его точное радиальное положение известно в каждый момент времени.
Параллельно и вне пределов качания сердечника 121 устанавливается одна или несколько направляющих 125, которые дают возможность каретке 126 передвигаться по всей длине сердечника 121, в то же время поддерживая постоянное расстояние до наружной поверхности 103 заготовки 102. Привод 133 каретки перемещает каретку вдоль направляющих 125, в то время как генератор 134 импульсов каретки отмечает латеральное положение каретки по отношению к заготовке 102. На каретке устанавливается фокусирующий столик 127. Фокусирующий столик 127 устанавливается на направляющих 128 фокусирующего столика. Фокусирующий столик 127 делает возможным перемещение, ортогональное к перемещению каретки 126, и обеспечивает средства фокусирования линзы 129 по отношению к наружной поверхности 103. Привод 132 фокусирующего столика предусматривается для позиционирования фокусирующего столика 127 и обеспечивает фокусирование линзы 129.
На фокусирующем столике 127 фокусируется линза 129, которая закрепляется в сопле 130. Сопло 130 имеет средства 131 для введения газа высокого давления в сопло 130 для охлаждения и поддерживания чистоты линзы 129. Предпочтительное сопло 130 для этой цели описывается в патенте США 5756962, James et al., который включается сюда в качестве ссылки. На каретке 126 устанавливается также конечное отклоняющее зеркало 135, которое направляет лазерный луч 136 на фокусирующую линзу 129. На удалении располагается лазер 137 с зеркалом 138, отклоняющим луч, для направления луча в конечное отклоняющее зеркало 135 для луча. Хотя может быть возможной установка лазера 137 непосредственно на каретке 126 и устранение отклоняющих зеркал для луча пространственные ограничения и соединения, необходимые для лазера, могут сделать удаленную установку гораздо более предпочтительной.
Когда к лазеру 137 подводится питание, испускаемый луч 136 отражается первым отклоняющим зеркалом 138 для луча, затем конечным отклоняющим зеркалом 135 для луча, которое направляет его на линзу 129. Путь лазерного луча 136 конфигурируется таким образом, что если линза 129 удаляется, луч должен пройти через продольную центральную линию сердечника 121. Когда линза 129 находится на своем месте, луч может фокусироваться на наружной поверхности 103, выше, ниже или вблизи нее.
Хотя это устройство может использоваться вместе с различными лазерами, предпочтительный лазер представляет собой CO2 лазер с быстрой накачкой, способный давать луч мощностью до 2500 ватт. Однако CO2 лазеры с медленной накачкой, с мощностью 50 ватт, также могут быть использованы.
Фиг.7 представляет собой схематическую иллюстрацию управляющей системы устройства для лазерной объемной обработки по фиг.6. Во время работы устройства для лазерной объемной обработки переменные параметры управления для положения фокуса, скорости вращения и продольной скорости направляются из главного компьютера 142 посредством соединения 144 к управляющему микрокомпьютеру 140. Управляющий микрокомпьютер 140 управляет положением фокуса посредством привода 132 фокусирующего столика. Управляющий микрокомпьютер 140 управляет скоростью вращения заготовки 102 посредством привода 123 вращения и генератора 124 импульсов вращения. Управляющий микрокомпьютер 140 управляет продольной скоростью каретки 126 посредством привода 133 каретки и генератора 134 импульсов каретки. Управляющий микрокомпьютер 140 также сообщает о статусе приводов и возможных ошибках главному компьютеру 142. Эта система обеспечивает положительный позиционный контроль и в результате делит поверхность заготовки 102 на малые участки, называемые пикселями, где каждый пиксель состоит из фиксированного количества импульсов привода вращения и фиксированного количества импульсов продольного привода. Главный компьютер 142 также контролирует лазер 137 посредством соединения 143.
Полученный с помощью лазерной объемной обработки трехмерный топографический опорный элемент может быть изготовлен с помощью различных способов. Один из способов получения такого опорного элемента заключается в сочетании лазерного сверления и лазерного измельчения поверхности заготовки.
Способы лазерного сверления заготовок включают в себя ударное сверление, огневое сверление и растровое сканирующее сверление.
Предпочтительным способом является растровое сканирующее сверление. В этом подходе, структура сводится к прямоугольному повторяющемуся элементу 141, как изображено на фиг.8. Этот повторяющийся элемент содержит всю информацию, необходимую для получения желаемой структуры. Когда он используется подобно кафельной плитке и смещается параллельно как в вертикальном, так и в горизонтальном направлении, результатом является желаемая структура большего размера.
Этот повторяющийся элемент дополнительно разделяется на сетку из прямоугольных единиц меньшего размера или "пикселей" 142. Хотя обычно они представляют собой квадраты, для некоторых целей, может быть удобнее использовать пиксели неравных пропорций. Сами по себе пиксели являются безразмерными, и реальные размеры изображения задаются во время обработки, то есть ширина 145 пикселя и длина 146 пикселя задаются только во время реальной операции сверления. Во время сверления длина пикселя устанавливается на значении размера, которое соответствует выбранному количеству импульсов от генератора 134 импульсов каретки. Подобным же образом, ширина пикселя устанавливается на значении размера, которое соответствует количеству импульсов от генератора 124 импульсов вращения. Таким образом, для простоты объяснения, на фиг.8 пиксели изображены как квадраты; однако не требуется, чтобы пиксели были квадратными, но только, чтобы они были прямоугольными.
Каждый столбец пикселей представляет один проход заготовки мимо фокального положения лазера. Этот столбец повторяется столько раз, сколько требуется для полного обхода вокруг заготовки 102. Каждый белый пиксель представляет собой команду выключения для лазера, то есть лазер не испускает мощности, и каждый черный пиксель представляет собой команду включения для лазера, то есть лазер испускает луч. Это приводит к простому бинарному файлу из единиц и нулей, где 1, или белый, представляет собой команду для выключения лазера, а 0, или черный, представляет собой включения лазера. Таким образом, на фиг.8, участки 147, 148 и 149 соответствуют командам для лазера, чтобы испускать полную мощность и будут приводить к появлению отверстий в заготовке 102.
Обращаясь опять к фиг.7, содержание файла создания микрорельефа посылается главным компьютером 142 лазеру 137 в бинарной форме, где 1 соответствует выключению, 0 соответствует включению, посредством соединения 143. Путем варьирования времени между каждыми двумя командами длительность команды устанавливается таким образом, чтобы соответствовать размеру пикселя. После выполнения каждого столбца файла этот столбец выполняется опять или повторяется до тех пор, пока не будет пройдена вся окружность. Когда выполняются команды столбца, продольный привод едва перемещается. Скорость продольного перемещения устанавливается так, что после завершения микрорельефа по окружности продольный привод перемещает фокусирующую линзу на ширину столбца пикселей, и обрабатывается следующий столбец пикселей. Это продолжается до тех пор, пока не будет достигнут конец файла, и файл повторяется в аксиальном направлении до тех пор, пока не будет достигнута желаемая ширина.
При таком подходе каждый проход производит скорее ряд узких надрезов в материале, чем большое отверстие. Поскольку эти надрезы прецизионно позиционируются, чтобы они следовали друг за другом, и до некоторой степени перекрываются, кумулятивный эффект представляет собой отверстие.
Фиг.9 представляет собой микрофотографию части опорного элемента, который до этого подвергли растровому сканирующему сверлению с использованием файла по фиг.8. Поверхность опорного элемента представляет собой гладкую планарную поверхность 152 с рядом ячейкообразных гексагональных отверстий 153.
Наиболее предпочтительный способ для изготовления полученных путем лазерной объемной обработки трехмерных топографических опорных элементов заключается в модуляции мощности лазера. Модуляция мощности лазера осуществляется путем постепенного изменения мощности лазера от одного пикселя к другому. При модуляции мощности лазера простые команды включения или выключения растрового сканирующего сверления заменяют командами, которые устанавливают градуированную шкалу мощности лазера для каждого индивидуального пикселя в файле модуляции мощности лазера. Таким образом, трехмерная структура может придаваться заготовке за один проход по заготовке.
Модуляция мощности лазера имеет несколько преимуществ по сравнению с другими способами получения трехмерного топографического опорного элемента. Модуляция мощности лазера дает сплошной, бесшовный опорный элемент без дефектов структуры, вызываемых присутствием шва. При помощи модуляции мощности лазера опорный элемент обрабатывается полностью за одну операцию, вместо множества операций, таким образом увеличивая эффективность и понижая стоимость. Модуляция мощности лазера устраняет проблемы с позиционированием структур, которое может представлять сложную задачу при многостадийной последовательности операций. Модуляция мощности лазера также делает возможным создание топографических элементов со сложными геометриями на значительных расстояниях. Путем изменения команд для лазера глубина и форма детали могут прецизионно контролироваться, и могут формироваться детали, которые непрерывно изменяются по поперечному сечению. Могут поддерживаться регулярные положения отверстий и макроскопических элементов по отношению друг к другу.
Обращаясь опять к фиг.7, во время модуляции мощности лазера главный компьютер 142 может посылать лазеру 137 команды в формате, ином, чем простое "включение" или "выключение". Например, простой бинарный файл может заменяться 8 битным (байтным) форматом, который дает возможность для изменения мощности, испускаемой лазером, на 256 возможных уровнях. Используя байтовый формат, команда "11111111" командует лазеру выключение, "00000000" командует лазеру испускать полную мощность, а такая команда как "10000000" командует лазеру испускать половину от полной доступной мощности лазера.
Файл модуляции мощности лазера может создаваться многими путями. Один такой способ заключается в графическом конструировании файла с использованием оттенков серого компьютерного изображения с 256 уровнями цвета. В таком изображении оттенков серого черный может представлять полную мощность, а белый может представлять отсутствие мощности, при этом различные уровни серого между ними представляют промежуточные уровни мощности. Ряд программ компьютерной графики может быть использован для визуализации или создания такого файла лазерной объемной обработки. С использованием такого файла мощность, испускаемая лазером, модулируется от одного пикселя до другого, и по этой причине может непосредственно осуществляться объемная обработка трехмерного топографического опорного элемента. Хотя здесь описывается 8-битный байтовый формат, вместо него могут использоваться и другие уровни, такие как 4-битный, 16-битный, 24-битный или другие форматы.
Пригодный для использования лазер для системы модуляции мощности лазера, предназначенного для лазерной объемной обработки, представляет собой СО2 лазер с быстрой накачкой, с выходной мощностью 2500 ватт, хотя может использоваться и лазер с меньшей выходной мощностью. Главной проблемой является то, что лазер должен быть способен переключать уровни мощности настолько быстро, насколько это возможно. Предпочтительная скорость переключения составляет, по меньшей мере, 10 кГц, а еще более предпочтительной является скорость в 20 кГц. Высокая скорость переключения мощности является необходимой, чтобы иметь возможность для обработки настолько большого количества пикселей в секунду, насколько это возможно.
Фиг.10 изображает графическое представление файла модуляции мощности лазера для получения опорного элемента с использованием модуляции мощности лазера. Опорный элемент, изготовленный с помощью файла по фиг.10, используют для изготовления трехмерной перфорированной пленки, изображенной на фиг.2. На фиг.10 черные участки 154 показывают пиксели, где лазер получает команду испускать полную мощность, тем самым создавая отверстия в опорном элементе, которые соответствует отверстиям 12 в трехмерной перфорированной пленке 20, иллюстрируемой на фиг.2. Подобным же образом, белые участки 155 на фиг.10 показывают пиксели, где лазер получает команды к выключениям, тем самым оставляя поверхность опорного элемента в исходном состоянии. Эти нетронутые участки опорного элемента соответствуют макроскопическим элементам 14 трехмерной перфорированной пленки 20 фиг.2. Серый участок 156 на фиг.10 показывает пиксели, где лазер получает команду испускать частичную мощность и создавать более низкую область на опорном элементе. Эта более низкая область на опорном элементе соответствует более низкой области 16 на трехмерной перфорированной пленке 20 фиг.2.
Фиг.11 изображает графическое представление файла модуляции мощности лазера для получения опорного элемента с использованием модуляции мощности лазера. Как и в файле лазерного сверления по фиг.8, каждый пиксель представляет некоторое положение на поверхности заготовки. Каждая строка пикселей представляет некоторое положение в аксиальном направлении заготовки, которая должна подвергаться объемной обработке. Каждый столбец пикселей представляет некоторое положение на окружности заготовки. В отличие от файла по фиг.8, однако, каждая из команд для лазера, представленных пикселями, не является больше бинарной командой, но заменяется 8-битными командами или командами в оттенках серого. То есть каждый пиксель имеет 8-битое значение, которое переводится в конкретный уровень мощности.
Фиг.11 представляет в графическом виде файл модуляции мощности лазера для получения опорного элемента с использованием модуляции мощности лазера. Файл содержит ряд из девяти структур 159 в виде листьев, которые изображены белым цветом. Листья представляют собой ряд белых пикселей и являются командами для лазера выключиться и не испускать мощности. Листья с такими формами, по этой причине, будут образовывать самую верхнюю поверхность опорного элемента, после того как на него путем объемной обработки будет нанесена структура. Каждая структура листа содержит ряд из шести отверстий 160, которые определяются структурами, подобными жилкам, на листьях, и простираются по всей толщине заготовки. Отверстия 160 состоят из участка черных пикселей, которые являются командами для лазера испускать полную мощность и, таким образом, просверливать заготовку насквозь. Листья представляют собой дискретные макроскопические элементы, то есть сами по себе не образуют плоской планарной структуры, поскольку ни один из листьев не соединен с каким-либо другим листом. Фоновый узор для этой структуры состоит из плотноупакованной, расположенной в шахматном порядке структуры шестиугольных черных участков 161, которые также командуют лазеру испускать полную мощность и просверливать отверстие сквозь заготовку. Поле 162, которое определяет отверстия 161, находится на уровне мощности лазера, которая не является ни полностью включенной, ни полностью выключенной. Это создает второй планарный участок, который находится ниже самой верхней поверхности заготовки, как определяется командами выключения белых участков листьев.
Фиг.12 представляет собой микрофотографию полученного путем лазерной объемной обработки трехмерного топографического опорного элемента, полученного путем модуляции мощности лазера, с использованием файла модуляции мощности лазера, изображенного на фиг.11. Фиг.12А представляет собой вид в поперечном разрезе опорного элемента фиг.12. Области 159' фиг.12 и 159'' фиг.12А соответствуют листу 159 фиг.11. Команды белых пикселей участков 159 фиг.11 приводят к тому, что лазер не испускает мощности во время обработки этих пикселей. Верхняя поверхность листьев 159' и 159'' соответствует поверхности заготовки в исходном состоянии. Отверстия 160' на фиг.12 соответствуют участкам 160 черных пикселей фиг.11, и при обработке этих пикселей лазер испускает полную мощность, таким образом вырезая сквозные отверстия в заготовке. Поддерживающая пленка 162' по фиг.12 и 162'' по фиг.12А соответствует участку 162 пикселей по фиг.11. Область 162' получают в результате обработки пикселей по фиг.11 с помощью лазера, испускающего частичную мощность. Это дает участки в опорном элементе, которые являются более низкими, чем исходная поверхность заготовки, и которые являются, таким образом, более низкими, чем верхняя поверхность листьев. Соответственно, индивидуальные листья являются дискретными макроскопическими элементами, не соединенными друг с другом.
Фиг.13 и 13А представляют собой микрофотографии трехмерной перфорированной пленки, которую получают на опорном элементе по фиг.12 и 12А. Перфорированная пленка имеет выпуклые перфорированные макроскопические элементы 176 и 176' в форме листьев, которые соответствуют листьям 159' и 159'' опорного элемента фигур 12 и 12А. Каждый из листьев является дискретным и находящимся на некотором расстоянии от всех других листьев. Каждый лист содержит отверстия, то есть каждый лист представляет собой перфорированный макроскопический элемент. Плоскость, определяемая самыми верхними поверхностями всех областей 176 и 176' в форме листьев, представляет собой самую верхнюю поверхность множества макроскопических элементов, находящихся на некотором расстоянии друг от друга. Фоновые перфорированные области 177 и 177' определяют область, которая находится на большей глубине в пленке, чем области в форме листьев. Это дает визуальное впечатление, что листья вытиснены в пленке.
Полученные путем лазерной объемной обработки опорные элементы фиг.9, 12 и 12А имеют простую геометрию. То есть, последовательные поперечные сечения, сделанные параллельно самой верхней поверхности опорного элемента, являются по существу одинаковыми на значительной глубине вдоль толщины опорного элемента. Например, обращаясь к фиг.9, последовательные поперечные сечения этого опорного элемента, сделанные параллельно поверхности опорного элемента, являются по существу одинаковыми по всей толщине опорного элемента. Подобным же образом, поперечные сечения опорного элемента фиг.12 и 12А являются по существу одинаковыми по всей глубине листьев и являются по существу одинаковыми от основания листьев по всей толщине опорного элемента.
Фиг.14 представляет в графическом виде другой файл модуляции мощности лазера для получения опорного элемента, полученного путем лазерной объемной обработки с использованием модуляции мощности лазера. Файл содержит центральный элемент 178 цветка и четыре элемента 179, каждый из которых составляет четверть элемента 178 цветка, которые соединяются вместе, когда файл повторяется во время лазерной объемной обработки. Фиг.14А представляет собой графический вид, 3 повторения на 3 повторения, полученного узора, когда повторяется файл по фиг.14.
Фиг.15 представляет собой увеличенный вид участка В фиг.14. Серый участок представляет область пикселей, дающих команду лазеру испускать частичную мощность. Это создает планарный участок ниже поверхности заготовки. В серой области 180 содержится ряд черных участков 181, которые являются пикселями, дающими команду лазеру испускать полную мощность и просверливать ряд сквозных отверстий шестиугольной формы на всю толщину заготовки. Центральным на фиг.15 является элемент цветка, соответствующий элементу 178 цветка по фиг.14. Элемент цветка состоит из центральной области 183 и шести областей 182 в форме лепестков, которые опять представляют собой команды для лазера испускать полную мощность и просверливать сквозное отверстие на всю толщину заготовки. Определяющей внешний край центральной области 183 является область 184. Определяющей внешний край области 182 в форме лепестков является область 184'. Области 184 и 184' представляют ряд команд для лазера модулировать испускаемую мощность. Центральная черная область 183 и область 184 ее наружного края соединены с областью 184' с помощью области 185, которая представляет команды для лазера испускать такой же уровень мощности, как для поддерживающего участка 180.
Фиг.16 представляет собой графический вид в увеличенном масштабе части С области 184 фиг.15, которая образует контур центральной области 183 фиг.15. Часть С содержит отдельную строку белых пикселей 186, которые дают команду лазеру выключиться. Это определяет часть самой верхней поверхности опорного элемента, которая остается после обработки. Строки пикселей 187 и 187' дают команду лазеру испускать частичную мощность. Строки 188, 189, 190 и 191 и строки 188', 189' 190' и 191' дают команду лазеру испускать последовательно увеличивающиеся уровни мощности. Строки 192 и 192' дают команду лазеру испускать уровень мощности, представленный также областью 185 фиг.15. Строки 194, 194' и 194'' дают команду лазеру испускать полную мощность и формировать часть области 183 фиг.15.
Когда обрабатывается каждый столбец фиг.16, лазер испускает частичную мощность, представленную строками 192 и 192'. Строки 191, 190, 189, 188 и 187 дают команду лазеру последовательно уменьшать испускаемую мощность до тех пор, пока не будет обрабатываться строка 186 и лазер не получит команду не испускать мощности. Затем строки 187', 188', 189', 190' и 191' дают команду лазеру опять последовательно увеличивать испускаемую мощность. Строки 194, 194' и 194'' дают команду лазеру опять испускать полную мощность, чтобы начать сквозное сверление заготовки. Это приведет к созданию макроскопического элемента, находящегося на некотором расстоянии от других, который резко выступает из поддерживающей плоскости к поверхности заготовки, а затем резко опускается назад к участку отверстий, таким образом создавая изогнутую форму.
В зависимости от размера пикселей, как определяется во время обработки, и от изменения испускаемой лазером мощности в каждой строке, размер и форма получаемого с помощью лазерной объемной обработки элемента может изменяться. Например, если изменение уровня мощности для каждой строки пикселей является малым, тогда получается относительно неглубокая закругленная форма; наоборот, если изменение уровня мощности для каждой строки пикселей является большим, тогда получается глубокая, крутая форма с поперечным сечением, более подобным треугольному. Изменение размера пикселя также влияет на геометрию получаемых элементов. Если размер пикселя поддерживается меньшим, чем реальный диаметр фокусированного испускаемого лазером луча, тогда могут быть получены гладкие смешанные формы.
Фиг.17 представляет собой микрофотографию опорного элемента, полученного путем лазерной объемной обработки, получаемого при исполнении файла по фиг.14 с помощью модуляции мощности лазера. Микрофотография изображает выпуклый элемент 195 цветка, который соответствует элементу 178 цветка по фиг.14 и элементу цветка по фиг.15. Микрофотография также изображает части дополнительных элементов 195' цветка. Выпуклый элемент 195 цветка начинается в планарной области 196, которая содержит отверстия 197. Элементы 195 и 195' цветка находятся на некотором расстоянии друг от друга и, таким образом, не образуют сплошной планарной области.
Фиг.18 представляет собой увеличенную микрофотографию части элемента 195 цветка по фиг.17. Центральный круговой элемент 198 представляет собой участок, полученный с помощью команд модуляции мощности лазера, содержащихся в области 184 по фиг.15. Элементы 199 являются частями элементов в форме лепестков элемента 195 цветка по фиг.17. Эти элементы в форме лепестков получают с помощью команд пикселей, изображенных в области 184' по фиг.15. Эти элементы демонстрируют пример типа сложной геометрии, которая может быть получена путем модуляции мощности лазера. Центральный круговой элемент имеет полукруговое поперечное сечение. То есть, любое из ряда плоскостей поперечного сечения, сделанного параллельно исходной поверхности заготовки, то есть вдоль по глубине, будет отличаться от любого другого из таких плоскостей поперечного сечения.
Фиг.19 представляет собой микрофотографию верхней поверхности пленки, полученной на опорном элементе фиг.17. Пленка имеет перфорированный планарный участок 200, содержащий отверстия 201, который соответствуют планарной области 196 фиг.17. Над планарным участком простираются участки 202 и 202' цветка, которые соответствуют элементам 195 и 195' цветка, соответственно, фиг.17. Участки 202 и 202' цветка придают полученной перфорированной пленке вид тиснения за одну операцию. В дополнение к этому, участки цветка определяют дополнительные отверстия 203 и 204 большего размера для улучшения свойств, связанных с прохождением текучей среды.
Фиг.20 представляет собой вид в увеличенном масштабе участка 202 цветка фиг.19. Участок цветка содержит отверстие 204 и окружающий его круговой элемент 205. Элемент 205 фигур 19 и 20 имеет сложную геометрию, в том смысле, что он имеет полукруговое поперечное сечение. Опять же, последовательные поперечные сечения, сделанные параллельно поверхности пленки, по ее глубине, являются различными.
При завершении лазерной объемной обработки заготовки она может быть собрана в структуру, изображенную на фиг.21, для использования в качестве опорного элемента. Две заглушки 235 вводятся во внутреннее пространство заготовки 236 с участком 237, подвергнутым лазерной объемной обработке. Эти заглушки могут присоединяться с помощью усадочного соединения, запрессовываться, присоединяться с помощью механических средств, таких как хомуты 238 и болты 239, как изображено; или с помощью других механических средств. Заглушки обеспечивают способ для поддержания заготовки в цилиндрической форме, для приведения в движение законченной сборки, и для фиксирования завершенной структуры в устройстве для перфорирования.
Предпочтительное устройство для производства таких трехмерных перфорированных пленок схематически изображено на фиг.22. Как здесь изображено, опорный элемент представляет собой вращающийся барабан 753. В этом конкретном устройстве барабан вращается в направлении против часовой стрелки. Снаружи барабана 753 располагается сопло 759 для горячего воздуха, позиционируемое для создания завесы из горячего воздуха, падающегося непосредственно на пленку, поддерживаемую с помощью опорного элемента, полученного путем лазерной объемной обработки. Предусматриваются средства для втягивания сопла 759 для горячего воздуха для предотвращения избыточного нагрева пленки, когда она останавливается или перемещается с медленной скоростью. Воздуходувка 757 и нагреватель 758 взаимодействуют, подавая горячий воздух в сопло 759. Внутри барабана 753, непосредственно напротив сопла 759, находится вакуумная головка 760. Вакуумная головка 760 является радиально регулируемой и позиционируется так, чтобы находиться в контакте с внутренней поверхностью барабана 753. Предусматривается вакуумный источник 761 для непрерывной откачки воздуха из вакуумной головки 760.
Зона охлаждения 762 предусматривается внутри внутренней поверхности барабана 753 и в контакте с ней. Зона охлаждения 762 снабжается охлаждающим вакуумным источником 763. В зоне 762 охлаждения охлаждающий вакуумный источник 763 прокачивает внешний воздух через отверстия, проделанные в пленке, для отверждения структуры, созданной в зоне перфорирования. Вакуумный источник 763 также обеспечивает средства удерживания пленки на месте в зоне 762 охлаждения, в барабане 753, и обеспечивает средства для изоляции пленки от воздействия натяжения, создаваемого наматыванием пленки после ее перфорирования.
Поверх опорного элемента 753, полученного с помощью лазерной объемной обработки, помещается тонкая, сплошная, непрерывная пленка 751 из термопластичного полимерного материала.
На фиг.23 изображен в увеличенном виде заключенный в кружок участок фиг.22. Как показано в этом воплощении, вакуумная головка 760 имеет две вакуумные щели 764 и 765, простирающиеся по всей ширине пленки. Однако для некоторых целей может быть предпочтительным использование отдельных вакуумных источников для каждой вакуумной щели. Как изображено на фиг.23, вакуумная щель 764 обеспечивает зону притяжения и удерживания для исходной пленки, когда она подходит к воздушному ножу 758. Вакуумная щель 764 соединяется с источником вакуума с помощью прохода 766. Она надежно прикрепляет поступающую пленку 751 к барабану 753 и обеспечивает изоляцию от эффектов натяжения в поступающей пленке, вызываемого разматыванием пленки. Она также разглаживает пленку 751 на наружной поверхности барабана 753. Вторая вакуумная щель 765 определяет зону вакуумного перфорирования. Непосредственно между щелями 764 и 765 находится промежуточный опорный брусок 768. Вакуумная головка 760 позиционируется таким образом, что точка падения завесы 767 горячего воздуха находится непосредственно над промежуточным опорным бруском 768. Горячий воздух подается при достаточной температуре, под достаточным углом падения на пленку и на достаточном расстоянии от пленки для того, чтобы заставить пленку стать размягченной и деформируемой под действием силы, приложенной к ней. Геометрия устройства обеспечивает то, что пленка 751, когда она размягчается под действием завесы 767 горячего воздуха, изолируется от эффектов натяжений с помощью удерживающей щели 764 и зоны 762 охлаждения (фиг.22). Зона 765 вакуумного перфорирования находится в непосредственной близости от завесы 767 горячего воздуха, что сводит к минимуму время, когда пленка остается горячей, и предотвращает избыточный теплоперенос к опорному элементу 753.
Обращаясь к фиг.22 и 23, тонкая гибкая пленка 751 поступает с подающего вала 750 через направляющий валик 752. Валик 752 может прикрепляться к датчику нагрузки или другому механизму для контроля натяжения подачи поступающей пленки 751. Затем пленка 751 располагается в тесном контакте с опорным элементом 753. Затем пленка и опорный элемент переходят в вакуумную зону 764. В вакуумной зоне 764 разность давлений дополнительно принуждает пленку к тесному контакту с опорным элементом 753. Затем давление вакуума изолирует пленку от натяжения подачи. Затем пленка на опорном элементе проходит через завесу 767 горячего воздуха. Завеса горячего воздуха нагревает пленку на опорном элементе, таким образом размягчая пленку.
Затем размягченная под действием тепла пленка на опорном элементе переходит в вакуумную зону 765, где нагретая пленка деформируется под действием разности давлений и принимает топографию опорного элемента. Участки нагретой пленки, которые располагаются над открытыми участками опорного элемента, дополнительно деформируются в открытых участках опорного элемента. Если тепло и сила деформации являются достаточными, пленка над открытыми участками опорного элемента разрывается, создавая отверстия.
Затем по-прежнему нагретая перфорированная пленка на опорном элементе переходит в зону 762 охлаждения. В зоне охлаждения достаточное количество внешнего воздуха втягивается через перфорированную теперь пленку для охлаждения как пленки, так и опорного элемента.
Затем охлажденная пленка удаляется с опорного элемента вокруг направляющего валика 754. Направляющий валик 754 может соединяться с датчиком нагрузки или с другим механизмом для контроля натяжения наматывания. Затем перфорированная пленка переходит на конечный вал 756, на который она наматывается.
Фиг.24 представляет собой микрофотографию перфорированной пленки 800 известного уровня техники, которую получают на опорном элементе, который подвергнут растровому сканирующему сверлению с использованием файла фиг.9. Поверхность этой перфорированной пленки представляет собой планарную поверхность 852 с рядом ячейкообразных гексагональных отверстий 853. Фиг.25 представляет собой микрофотографию другой перфорированной пленки известного уровня техники, которую получают на другом опорном элементе, который получают с помощью растрового сканирующего сверления. Поверхность этой перфорированной пленки также характеризуется планарной поверхностью и рядом ячейкообразных гексагональных отверстий, которые являются большими, чем те, которые изображены на фиг.24.
Фиг.26 представляет собой микрофотографию еще одного воплощения трехмерной перфорированной пленки согласно настоящему изобретению с некоторым расположением отверстий и макроскопических элементов. Пленка 880 по фиг.26 имеет отверстия 12, расположенные вместе с макроскопическими элементами 14. Все отверстия 12 и макроскопические элементы 14 располагаются вместе, так что их положения по отношению друг к другу являются регулярными.
Хотя описывался способ формирования трехмерной перфорированной пленки с использованием завесы горячего воздуха в качестве механизма для нагрева пленки, любой пригодный для использования способ, такой как инфракрасный нагрев, нагреваемые валки или что-либо подобное, может использоваться для получения перфорированной пленки с использованием трехмерного топографического опорного элемента согласно настоящему изобретению, полученного с помощью лазерной объемной обработки.
В другом способе получения перфорированной пленки система подачи поступающей пленки может быть заменена подходящей системой экструзии. В этом случае система экструзии обеспечивает экструдат пленки; который, в зависимости от температуры экструдата, может либо охлаждаться до соответствующей температуры с помощью различных средств, таких как наддув холодного воздуха или охлаждаемые валки, перед вступлением в контакт с трехмерной топографической опорой, либо приводится в непосредственный контакт с трехмерной топографической опорой. Затем экструдат пленки и формирующая поверхность подвергаются действию таких же вакуумных формирующих сил, как описано выше, без необходимости нагрева пленки с целью размягчения пленки, чтобы сделать ее деформируемой.
Фиг.27 представляет собой поперечный разрез двухслойной структуры в соответствии с настоящим изобретением. Структура содержит слой 500, прилегающий к телу, в данном случае из нетканого материала, лежащий поверх второго слоя 501, также из нетканого материала. Второй слой 501 содержит множество макроскопических элементов 14, выступающих в направлении слоя 500, прилегающего к телу. Второй слой 501 может соединяться со слоем 500, прилегающим к телу, с использованием соответствующего адгезива, известного специалистам в данной области, а затем прохождения двухслойной структуры через зажимные валки или что-либо подобное.
Фиг.29 представляет собой микрофотографию части перфорированной пленки 300, полученной в соответствии с настоящим изобретением. Фиг.30 представляет собой общий вид с частичным вырывом двухслойной структуры 400 в соответствии с настоящим изобретением. Как изображено, структура 400 содержит слой 301, прилегающий к телу, в данном случае, из нетканого материала, лежащий поверх второго слоя 300, в данном случае, перфорированной пленки 300, изображенной на фиг.29.
Второй слой 300 содержит по существу планарный участок 303, имеющий первую поверхность 308, противоположную вторую поверхность 310 и множество отверстий 311, простирающихся от первой поверхности 308 до второй поверхности 310.
Второй слой 300 дополнительно содержит множество по существу овальных макроскопических элементов 312, выступающих из первой поверхности 308 планарного участка 303 в направлении слоя 302, прилегающего к телу. Второй слой также содержит центральный круговой макроскопический элемент 314. По существу овальные макроскопические элементы 312 располагаются в виде некоторой структуры вокруг кругового макроскопического элемента 314, так что макроскопические элементы 312 и макроскопический элемент 314, коллективно дают внешний вид цветка. Таким образом, макроскопические элементы 312 и 314 взаимодействуют, определяя элемент визуального дизайна.
Хотя на фиг.29 изображается только отдельный "цветок" понятно, что фиг.29 изображает только часть перфорированной пленки, и перфорированная пленка в целом предпочтительно должна содержать множество таких конструкций "цветков", имея множество овальных макроскопических элементов 312 и множество круговых макроскопических элементов 314 для получения внешнего вида множества таких "цветков". Подобным же образом, фиг.30 изображает только часть двухслойной структуры в соответствии с настоящим изобретением, и двухслойная структура в целом предпочтительно должна содержать множество таких конструкций цветков. Более того, хотя конструкция цветка изображается как элемент визуального дизайна, ясно, что и многочисленные другие элементы дизайна могут создаваться с использованием макроскопических элементов типа, описанного здесь.
Фиг.31 представляет собой вид поперечного разреза поглощающего изделия 410, содержащего двухслойную структуру 400, изображенную на фиг.29, сделанного вдоль линии 31-31. Поглощающее изделие 410 дополнительно содержит поглощающий наполнитель 412, сообщающийся по текучей среде с двухслойной структурой 400.
Как лучше всего видно на фиг.31, в тех участках двухслойной структуры 400, которые расположены вне макроскопических элементов 312 и 314, как изображено, второй слой 300 по существу находится в контакте, поверхность к поверхности, со слоем 301, прилегающим к телу. Кроме того, второй слой 300 находится в контакте со слоем 301, прилегающим к телу, на каждом из множества макроскопических элементов 312 и 314.
В участках, определенных внутри макроскопических элементов 312 и 314, то есть, внутри участков, обозначенных 318 и 320, соответственно, слой 301, прилегающий к телу, расположен в первой по существу планарной плоскости А, а второй слой 300 расположен во второй по существу планарной плоскости В, которая отделена некоторым расстоянием от первой плоскости А. Таким образом, в этих участках, определенных внутри макроскопических элементов 312 и 314, слой 301, прилегающий к телу, расположен в соотношении удаления по отношению ко второму слою 300.
Двухслойная структура 400, изображенная на фиг.30, предпочтительно формируется в виде формируемого в вакууме ламината, с использованием такого способа, как по существу показано и описано в патенте США 6303208, который включается сюда в качестве ссылки. Конкретная методика, используемая для формирования двухслойной структуры 400, будет описываться со ссылкой на фиг.32. Фиг.32 представляет собой упрощенную схематическую иллюстрацию, показывающую способ адгезии волокнистого материала носителя 900 (например, нетканого материала) на расплавленном или полурасплавленном материале пленки, имеющем верхнюю поверхность 904 и нижнюю поверхность 906. Волокнистой материал 900 наносится посредством направляющего валика 911, с формированием двухслойной ламинатной структуры 600.
Как изображено, материал 902 пленки распределяется из пленочной фильеры 920 на опорный элемент 753. Материал 902 пленки доставляется при повышенной температуре. Материал 902 пленки формируется и перфорируется путем прохождения материала над опорным элементом 753 и приложения разности давления с помощью вакуумной головки 760. Когда материал 901 пленки экструдируется из фильеры 920, материал пленки вступает в контакт с вращающейся поверхностью опорного элемента 753. Вращающаяся поверхность опорного элемента 753 непрерывно перемещает части материала пленки через вакуумную головку 760, таким образом, что пленка деформируется, принимая топографию опорного элемента 753.
Волокнистой материал 900 имеет первую поверхность 940, которая приводится в контакт с верхней поверхностью 904 пленки 902. Волокнистый материал 10 имеет вторую поверхность 942, которая является противоположной первой поверхности 904. Средства 946 распределения переносят волокнистой материал 900 к точке 948 соприкосновения или ламинирования, где волокнистой материал 900 и материал 902 пленки вступают в контакт друг с другом, с образованием ламината 400. В изображенном воплощении волокнистой материал 900 вступает в контакт с пленкой 902 в точке 948 соприкосновения перед ведущим краем 931 вакуумной головки 760. После прохождения под точкой 948 соприкосновения материал 902 пленки и волокнистый материал 900 проходят над вакуумной камерой, чтобы тем самым определить отверстия и макроскопические элементы в материале пленки 902.
Двухслойные структуры, описанные выше, могут с преимуществами использоваться в качестве покровного/транспортного слоя поглощающего изделия, такого как гигиеническая прокладка, прокладка на каждый день, подгузник, повязки для страдающих недержанием, или другого подобного продукта для поглощения экссудатов из тела, таких как менструальные выделения, моча, фекалии или пот. Предпочтительно, поглощающее изделие представляет собой гигиеническую прокладку или прокладку на каждый день. Такая гигиеническая прокладка или прокладка на каждый день может иметь приблизительно прямоугольную, овальную форму, форму продольного сечения гантели или арахисового ореха. В зависимости от природы поглощающего изделия его размер может изменяться. Например, гигиенические прокладки, как правило, имеют габаритную толщину примерно от 1,4 примерно до 5 мм, длину примерно от 8 примерно до 41 сантиметра (см) и ширину примерно от 2,5 примерно до 13 см. Прокладки на каждый день, как правило, имеют габаритную толщину, меньшую, примерно, чем 5 мм, длину, меньшую, примерно, чем 20 см, и ширину, меньшую, примерно, чем 8 см.
Двухслойные структуры, описанные выше, предпочтительно располагают поверх соответствующего поглощающего наполнителя, который, как правило, состоит из слабо связанного поглощающего гидрофильного материала, такого как волокна целлюлозы, включая волокна древесной массы, волокна регенерированной целлюлозы или хлопковые волокна, или другие поглощающие материалы, как правило, известные в данной области, включая акриловые волокна, волокна поливинилового спирта, торфяную губку и суперпоглощающие полимеры.
Поглощающее изделие может, кроме того, содержать подкладку, которая является по существу или полностью непроницаемой для жидкостей, внешняя часть которой образует прилегающую к одежде поверхность изделия. Подкладка может содержать любой тонкий, гибкий, непроницаемый для телесных текучих сред материал, такой как полимерная пленка, например полиэтилен, полипропилен или целлофан. Альтернативно, подкладка может представлять собой материал, проницаемый для текучей среды, в нормальном состоянии, который обрабатывается для придания непроницаемости, такой как импрегнированная репеллентом для текучей среды бумага или нетканый материал, или гибкую пену, такую как полиуретан или поперечно сшитый полиэтилен. Толщина подкладки, когда она формируется из полимерной пленки, как правило, равна примерно от 0,025 мм до 0,051 мм. Множество материалов известны в данной области для использования в качестве подкладки, и каждый из них может быть использован. Подкладка может быть дышащей, то есть, представлять собой пленку, которая является барьером для жидкостей, но дает возможность для прохождения газов. Материалы, предназначенные для этой цели, включают в себя микропористые пленки, в которых микропористость создают путем растяжения ориентированной пленки. Одиночные слои или множества слоев проницаемых пленок, тканей и их сочетаний, которые обеспечивают извилистый путь, и/или характеристики поверхностей которых обеспечивают поверхностный репеллент для жидкости, для проникновения жидкостей, также могут быть использованы для создания дышащей подкладки.
Вид поперечного разреза поглощающего изделия, содержащего двухслойную структуру в соответствии с настоящим изобретением, изображен на фиг.28. Двухслойная структура используется в качестве покровного/транспортного слоя. Поглощающее изделие содержит подкладку 503. Поверх подкладки находится поглощающий наполнитель 502. Поверх поглощающего наполнителя находится двухслойная структура 504. Двухслойная структура 504 содержит слой нетканого материала или прилегающий к телу слой 500 над вторым слоем 501, который представляет собой перфорированную пленку. Перфорированная пленка содержит находящиеся на некотором расстоянии друг от друга макроскопические элементы 14 и отверстия 12.
Поглощающее изделие может содержать другие известные материалы, слои и добавки, такие как адгезивы, антиадгезионную бумагу, слои пены, сетчатые слои, парфюмерию, медикаменты, увлажнители, и тому подобное, множество примеров которых известны в данной области.
Примеры
Структуры согласно настоящему изобретению, содержащие проницаемый для текучей среды первый слой, сообщающийся по текучей среде со вторым слоем, проницаемым для текучей среды, в которых слои вступают в контакт друг с другом по существу только посредством множества находящихся на некотором расстоянии друг от друга макроскопических элементов, имеют благоприятные свойства, относящиеся к манипуляциям с текучей средой. В частности, одноразовые поглощающие продукты с компонентом в виде слоя, имеющего множество находящихся на некотором расстоянии друг от друга макроскопических элементов, имеют низкое время проникновения текучей среды. В дополнение к этому, одноразовые поглощающие продукты, содержащие перфорированную пленку, имеющую множество находящихся на некотором расстоянии друг от друга макроскопических элементов, демонстрируют время проникновения для повторяющихся поступлений, которое увеличивается менее, примерно, чем на 40% за шесть поступлений.
Структуры в соответствии с настоящим изобретением, содержащие перфорированную пленку, имеющую множество находящихся на некотором расстоянии друг от друга макроскопических элементов (примеры 1, 2 и 3), и структуры, содержащие образцы обычной перфорированной пленки (данные 1 и 2 известного уровня техники), сравниваются в качестве транспортных слоев с использованием исследования проникновения текучей среды и времени проникновения для повторяющихся поступлений. Исследовательская текучая среда, используемая для исследования проникновения текучей среды и исследования проникновения для повторяющихся поступлений, представляет собой синтетическую менструальную текучую среду, имеющую вязкость 30 сантипуаз при скорости вращения 1 радиан в секунду.
Исследуемые сборки изготавливают из примеров 1-3 и данных 1 и 2 известного уровня техники с использованием покровного слоя, поглощающего наполнителя и барьерного слоя коммерчески доступной гигиенической прокладки, Stayfree Ultra Thin Long with Wings, поступающих в розничную продажу от Personal Products Company Division of McNeil-PPC, Inc. Skillman, NJ. Покровный слой представляет собой термически склеенную полипропиленовую ткань/поглощающий наполнитель представляет собой материал, содержащий суперпоглощающий полимер, и барьер представляет собой пигментированную полиэтиленовую пленку. Покровный слой и транспортный слой, каждый, осторожно снимаются с продукта, открывая поглощающий наполнитель, который остается адгезивно связанным с барьерной пленкой. Затем кусок материала транспортного слоя, который должен исследоваться, отрезается до размера приблизительно 200 мм в длину, с шириной, по меньшей мере, поглощающего наполнителя и эффективный при нажатии в виде расплава адгезив, такой как HL-1471xzp, коммерчески доступный от НВ Fuller Corporation, St. Paul, MN 55110, наносят на сторону материала транспортного слоя, ориентированную по направлению к открытой поверхности поглощающего наполнителя. Адгезив наносят на материал, который должен исследоваться, с антиадгезионной бумаги, которая покрыта приблизительно 1,55 грамма адгезива на квадратный метр. Материал транспортного слоя, который должен исследоваться, ориентируют стороной с адгезивом по направлению к поглощающему наполнителю и помещают поверх поглощающего наполнителя. Для завершения исследуемой сборки покровный слой помещают поверх материала транспортного слоя, который должен исследоваться.
Другая структура в соответствии с настоящим изобретением (пример 4) также исследуется с использованием исследования проникновения текучей среды. Это структура содержит слой нетканого материала с множеством находящихся на некотором расстоянии друг от друга макроскопических элементов. Эту структуру изготавливают следующим образом. Как слой, прилегающий к телу, так и второй слой содержат нетканые материалы. Слой, прилегающий к телу, содержит точечно склеенный нетканый материал, содержащий 40%, 3 денье, и 60%, 6 денье, полипропиленовых штапельных волокон с объемной массой 34 грамм на квадратный метр (г/кв.м). Второй слой в этом примере изготавливают из исходного нетканого материала, 30 г/кв.м, содержащего смесь 50% полиэстровых волокон и 50% двухкомпонентных волокон, имеющих оболочку из сополиэстра вокруг полиэстровой сердцевины, и доступных от Libeltex n.v. in Meulebeke, Belgium.
Дискретные макроскопические элементы формируются на соответствующем слое нетканого материала путем термического формования исходного нетканого материала с помощью металлической пластины, имеющей регулярную, повторяющуюся структуру усеченных конусов. Термическое формование исходного нетканого материала осуществляют путем помещения исходного нетканого материала между металлической пластинкой и резиновой опорной поверхностью толщиной 6,35 мм и прессования при давлении 30,1 кг силы на квадратный сантиметр и при температуре 107°С, в течение 15 секунд. Металлическая пластина имеет повторяющуюся структуру усеченных конусов в размещенных в шахматном порядке строках, с расстоянием между центрами, равным 6,36 мм. Каждый конус имеет приблизительно 3,5 мм в диаметре, в своем основании, и 1,2 мм в диаметре, в своей верхней части, и высоту 2,8 мм. Термическое формование создает дискретные макроскопические элементы на поверхности нетканого материала.
Когда прилегающий к телу слой помещают поверх второго слоя с макроскопическими элементами, выступающими в направлении прилежащего к телу слоя, эти два слоя вступают в контакт друг с другом по существу только посредством макроскопических элементов во втором слое.
Эту двухслойную структуру помещают поверх материала поглощающего наполнителя, содержащего древесную массу и суперпоглощающий полимер, такой как тот, что описан в патенте США 5916670, Tan et al., который включается сюда в качестве ссылки. Двухслойную структуру помещают напротив материала поглощающего наполнителя, при этом второй слой прилегает к материалу поглощающего наполнителя. Непроницаемый для текучей среды барьерный слой помещают на противоположной поверхности материала поглощающего наполнителя, с целью формирования поглощающего изделия, для использования при поглощении телесных текучих сред, таких, например, как менструальная текучая среда.
Для сравнения, двухслойная структура, содержащая слои такого же нетканого материала, но ни одного слоя, содержащего макроскопические элементы (пример 4, контроль), также подвергается исследованию проникновения текучей среды.
Таблица 1 описывает исследуемые коммерческие продукты и сборки для исследования поглощения, изготовленные с использованием примеров настоящего изобретения и примеров, представляющих литературные данные.
Примечание 2: Поглощающий наполнитель представляет собой поглощающий наполнитель коммерческого образца 1
Примечание 3: Барьер представляет собой барьерный слой коммерческого образца 1
Примечание 4: Поглощающий наполнитель представляет собой поглощающий наполнитель примера 4
Примечание 5: Барьерный слой отсутствует; все слои обрезаются до 5,1 см на 10,2 см
Обнаружено, что структуры по настоящему изобретению, содержащие трехмерные перфорированные пленки или нетканые материалы с множеством находящихся на некотором расстоянии друг от друга макроскопических элементов, имеют улучшенные свойства при манипуляциях с текучими средами. В частности, структуры имеют низкое время проникновения текучей среды, когда используются в качестве составляющего слоя в одноразовых поглощающих продуктах. В дополнение к этому, структуры, содержащие трехмерные перфорированные пленки, демонстрируют время проникновения для повторяющихся поступлений, которое увеличивается менее, примерно, чем на 40%, в течение шести поступлений.
Время проникновения текучей среды и время проникновения для повторяющихся поступлений измеряются в соответствии со следующими далее методами исследований, соответственно. Исследование осуществляют в помещении, кондиционируемом при 21 градусе Цельсия и 65% относительной влажности. Перед осуществлением исследований коммерческие образцы и исследуемые сборки кондиционируют в течение, по меньшей мере, 8 часов.
Время проникновения текучей среды (FPT) измеряется путем помещения образца, который должен исследоваться, под пластинку с отверстием для исследования проникновения текучей среды. Пластинка с отверстием состоит из пластинки размерами 7,6 см × 25,4 см из поликарбоната толщиной 1,3 см с эллиптическим отверстием в ее центре. Размеры эллиптического отверстия составляют 3,8 см, вдоль ее главной оси, и 1,9 см, вдоль ее второй оси. Пластинку с отверстием центрируют на образце, который должен исследоваться. Шприц объемом 10 см3 с делениями, содержащий 7 мл текучей среды для исследования, держат над пластинкой с отверстием таким образом, что выход шприца находится приблизительно на 3 дюйма выше, чем отверстие. Шприц держат горизонтально, параллельно поверхности пластинки для исследований, затем текучую среду выпускают из шприца со скоростью, которая дает возможность текучей среды стекать в вертикальном потоке на пластинку для исследований, в отверстие, и секундомер включают, когда текучая среда первый раз касается образца, который должен исследоваться. Секундомер останавливается, когда поверхность образца впервые становится видна в отверстии. Зарегистрированное время на секундомере представляет собой время проникновения текучей среды. Среднее время проникновения текучей среды (FPT) вычисляют по результатам исследования пяти образцов.
Время проникновения для повторяющихся поступлений измеряется путем помещения образца, который должен исследоваться, на упругую подушку, покрывая образец пластинкой с отверстием для проникновения, для повторяющихся поступлений, затем нанося текучую среду для исследований в соответствии с описанным протоколом.
Упругую подушку изготавливают следующим образом: нетканый материал низкой плотности (0,03-0,0 г/см3, измеряют при 0,24 кПа или 0,035 фунт/кв.дюйм) используют в качестве упругого материала. Нетканый материал разрезают на прямоугольные листы (32×14 см), которые помещают один поверх другого до тех пор, пока не получится стопка с высотой примерно 5 см, в свободном состоянии. Затем стопка нетканого материала обертывается одним слоем из полиуретановой эластомерной пленки толщиной 0,01 мм, такой как пленка TUFTANE (изготавливается Lord Corp., UK), которая герметизируется на обратной стороне с помощью двухсторонней прозрачной липкой ленты.
Пластинка с отверстиями для проникновения для повторяющихся поступлений состоит из пластинки размерами 7,6 см × 25,4 см из поликарбоната толщиной 1,3 см с круговым отверстием в ее центре. Диаметр кругового отверстия равен 2,0 см. Пластинку с отверстием центрируют на образце, который должен исследоваться. Шприц объемом 10 см3 с делениями, содержащий 2 мл текучей среды для исследований, держат на пластинке с отверстиями таким образом, что выход шприца находится приблизительно на 1 дюйм выше, чем отверстие. Шприц держат горизонтально, параллельно поверхности пластинки для исследований, затем текучую среду выпускают из шприца со скоростью, которая делает возможным стекание текучей среды в вертикальном потоке на пластинку для исследований, в отверстие, и секундомер включают, когда текучая среда для исследований первый раз касается образца, который должен исследоваться. Секундомер выключают, когда поверхность образца первый раз становится видимой в отверстии. Зарегистрированное на секундомере время представляет собой первое время проникновения текучей среды. Через интервал времени в 5 минут вторые 2 мл текучей среды для исследований выпускают из шприца в круговое отверстие пластины с отверстием для проникновения для повторяющихся поступлений, и повторяют измерения времени, как описано ранее, для получения второго времени проникновения текучей среды. Эту последовательность повторяют до тех пор, пока не будут измерены времена, в целом, для шести поступлений текучей среды, разделенных интервалами по 5 минут. Процент увеличения времени проникновения текучей среды после шести поступлений вычисляется как умноженная на 100 разность между первым и шестым временами поступления, разделенная на первое время поступления. Средний процент увеличения времени проникновения текучей среды вычисляется по результатам исследования пяти образцов.
СКИЙ ОБРАЗЕЦ 1
СКИЙ ОБРАЗЕЦ 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХСЛОЙНАЯ СТРУКТУРА ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2003 |
|
RU2311159C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СВОЙСТВА МАСКИРОВАНИЯ ПЯТЕН | 2005 |
|
RU2387431C2 |
| ТРЕХМЕРНАЯ ПЛЕНКА С ОТВЕРСТИЯМИ | 2005 |
|
RU2372884C1 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, ОБЛАДАЮЩЕЕ СТОЙКОСТЬЮ К ПАЧКАНИЮ | 2007 |
|
RU2422122C2 |
| ПОЛОТНО С ОТВЕРСТИЯМИ, ИМЕЮЩЕЕ МНОЖЕСТВО ЗОН | 2002 |
|
RU2526209C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ВИДИМОЙ ТЕКСТУРОЙ ПОВЕРХНОСТИ | 2011 |
|
RU2555680C2 |
| НЕТКАНАЯ ПЛАСТИЧЕСКАЯ ПЛЕНКА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ И ИЗДЕЛИЕ ДЛЯ ПОГЛОЩЕНИЯ ВЛАГИ | 1995 |
|
RU2150387C1 |
| ТРЕХМЕРНЫЕ НЕТКАНЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2826029C2 |
| ТРЕХМЕРНЫЕ НЕТКАНЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2813180C2 |
| ТРЕХМЕРНЫЕ НЕТКАНЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2825751C2 |


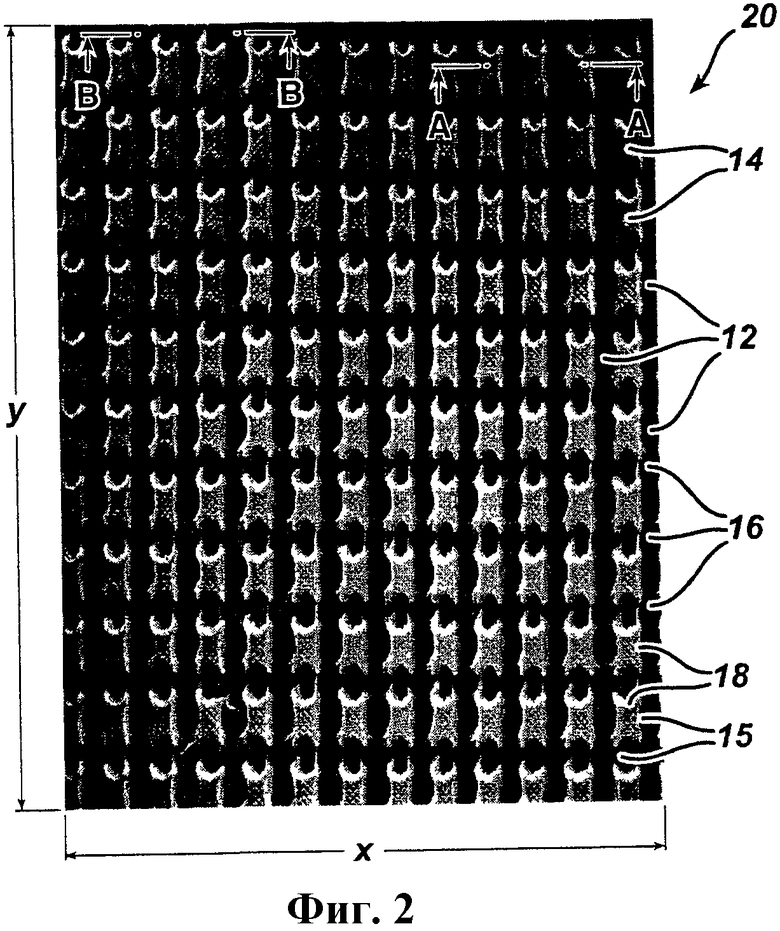




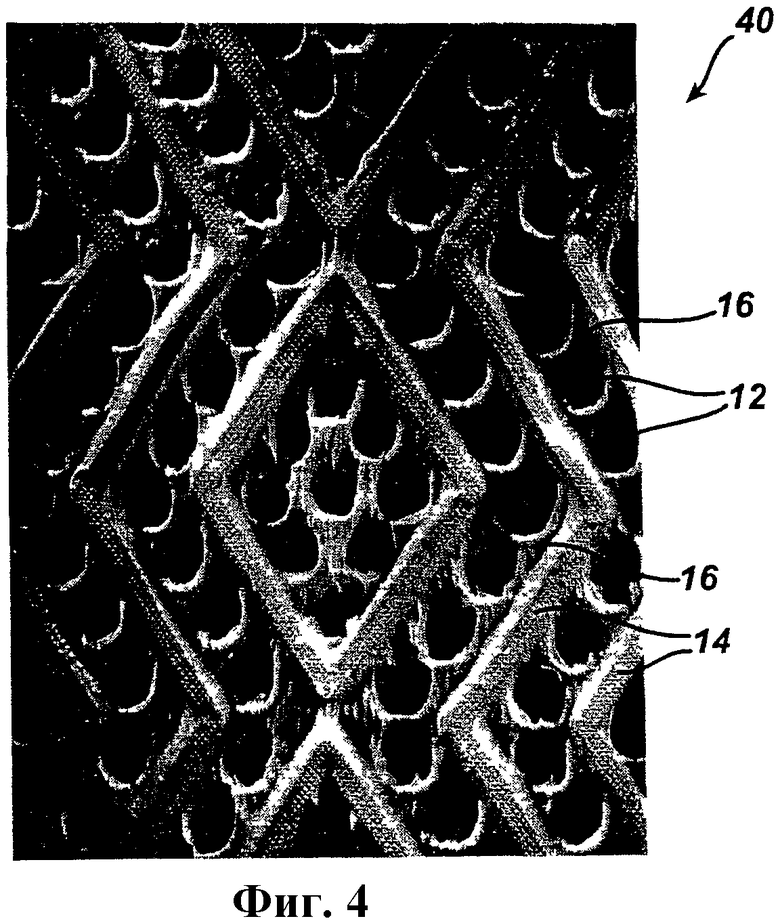


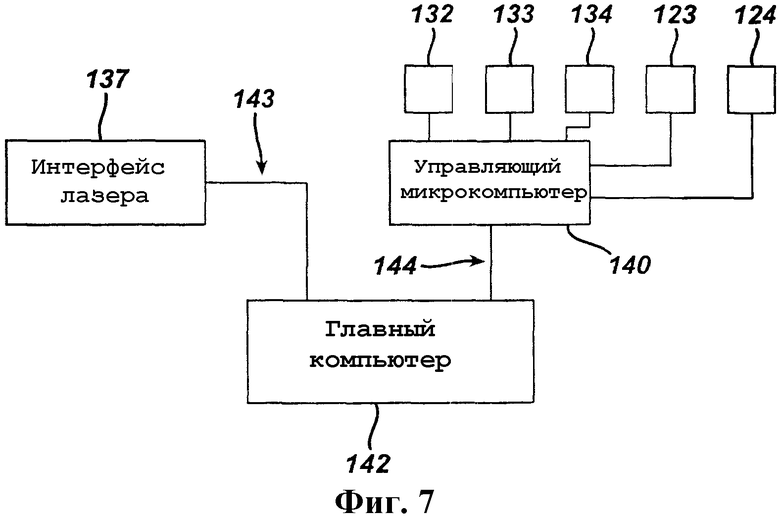

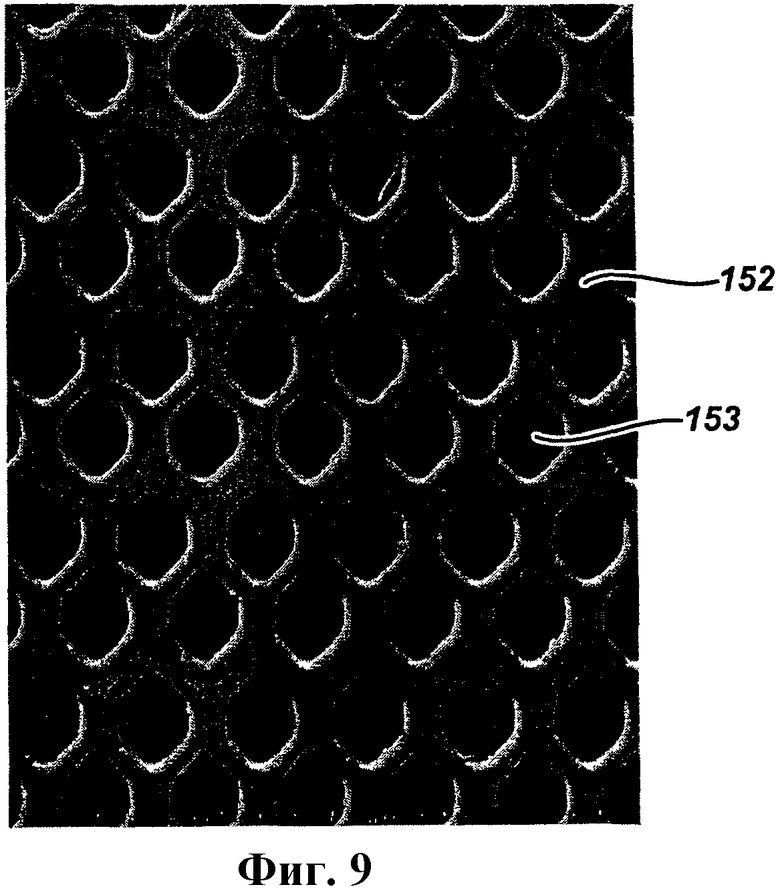



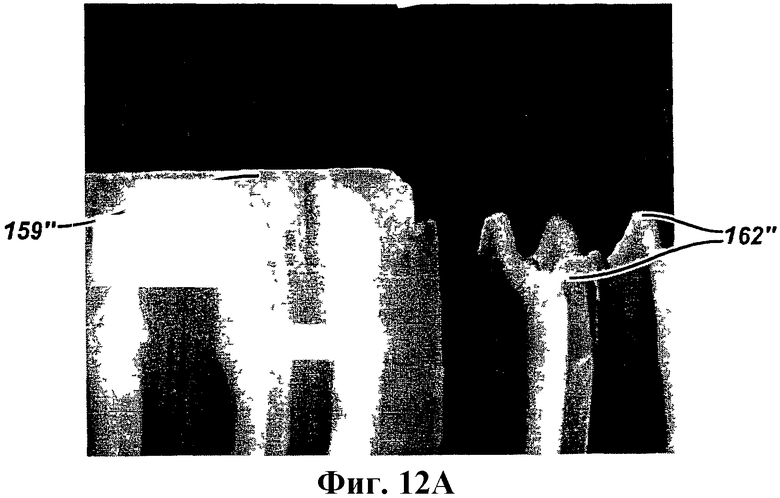

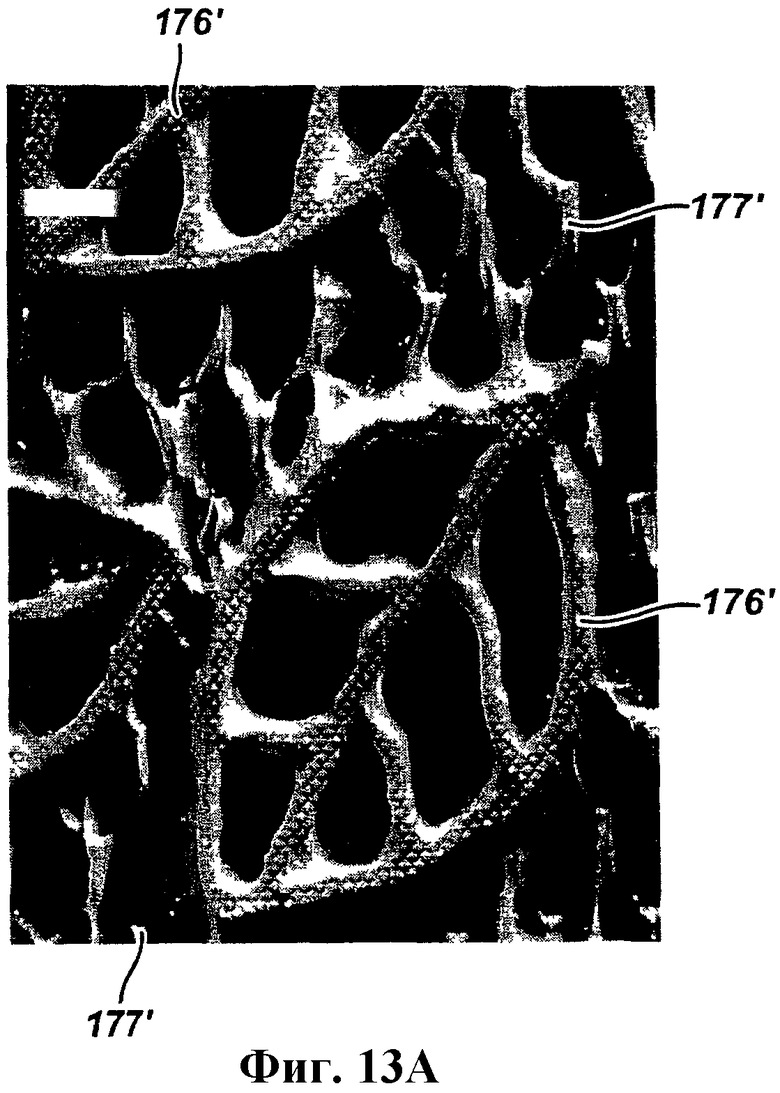







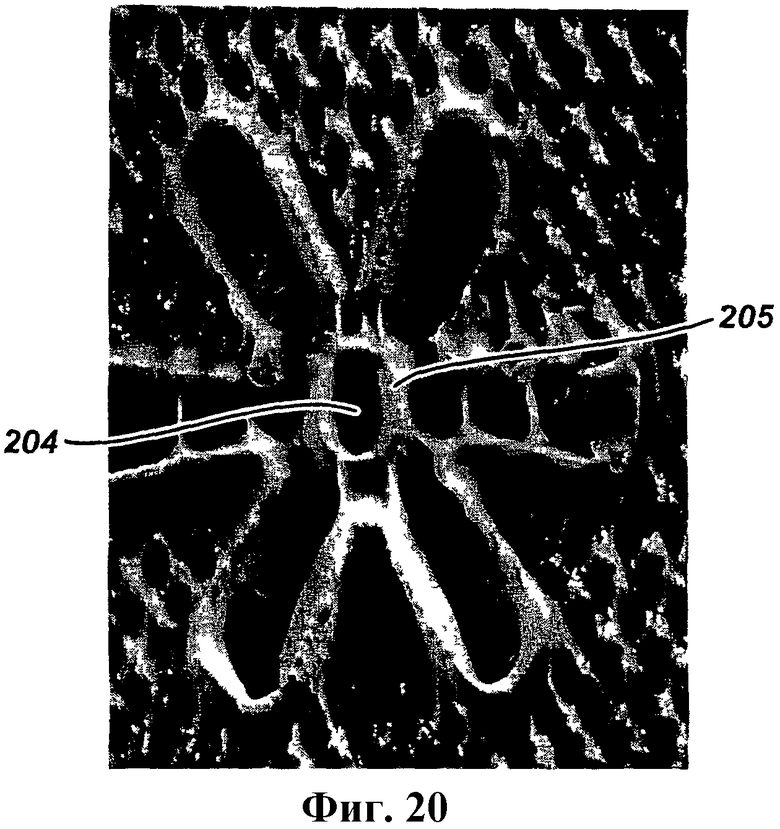

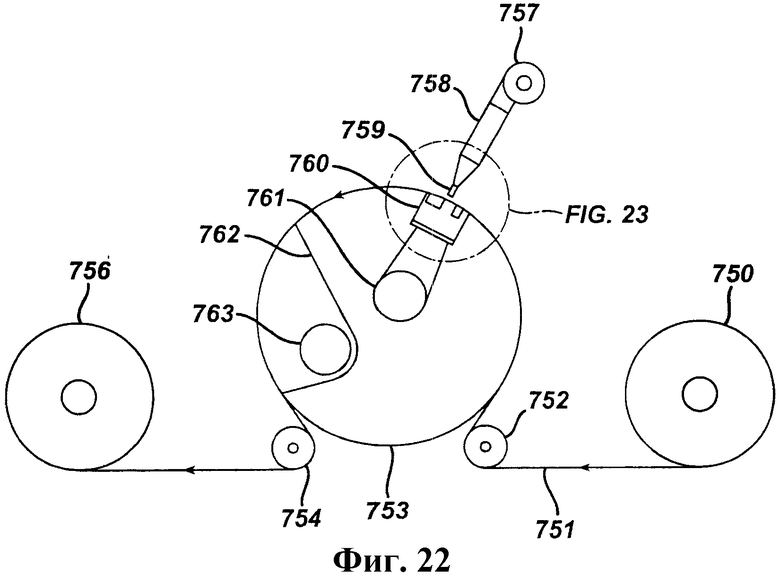
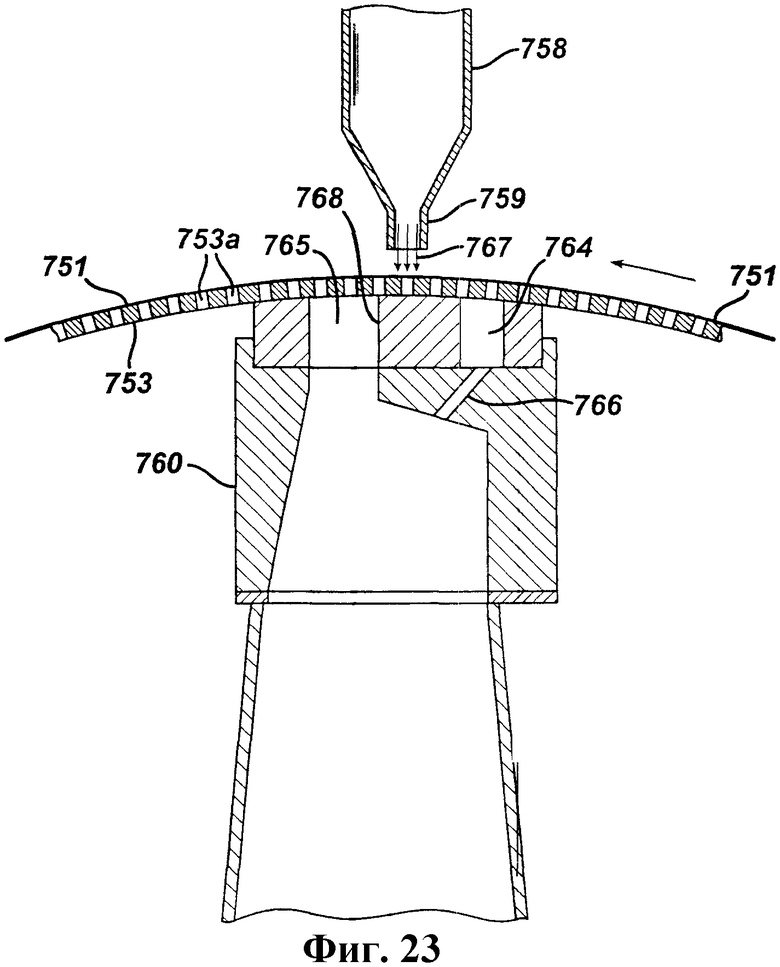


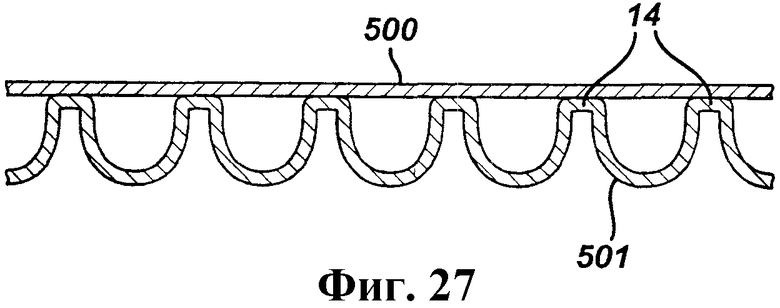





Изобретение относится к медицине. Описана двухслойная структура, содержащая проницаемый для текучей среды первый слой, сообщающийся по текучей среде со вторым слоем, проницаемым для текучей среды. Эти два слоя вступают в контакт друг с другом посредством множества находящихся на некотором расстоянии друг от друга макроскопических элементов, которые выступают либо из первого слоя, либо из второго слоя. Структура функционирует эффективно и имеет применение в качестве покровного/транспортного слоя для использования в поглощающих изделиях. 2 н. и 8 з.п. ф-лы, 3 табл., 32 ил.
1. Двухслойная структура для использования в поглощающих изделиях, содержащая
проницаемый для текучей среды первый слой;
проницаемый для текучей среды второй слой, сообщающийся по текучей среде с первым слоем, при этом второй слой имеет по существу планарную поверхность и первое множество находящихся на некотором расстоянии друг от друга макроскопических элементов, выступающих из планарной поверхности;
причем первый слой и второй слой структурированы и расположены таким образом, что первый слой вступает в контакт со вторым слоем на каждом из макроскопических элементов, и первый слой вступает в контакт с по существу планарной поверхностью второго слоя на выбранных участках, расположенных между макроскопическими элементами.
2. Структура по п.1, в которой на участке, определенном внутри каждого из множества макроскопических элементов, первый слой находится на некотором расстоянии от второго слоя.
3. Структура по п.1, в котором второй слой дополнительно содержит второе множество макроскопических элементов, при этом первое множество макроскопических элементов и второе множество макроскопических элементов взаимодействуют, создавая множество элементов визуального дизайна.
4. Структура по п.1, в которой второй слой представляет собой перфорированную пленку.
5. Структура по п.1, в которой первый слой представляет собой нетканый материал.
6. Поглощающее изделие, содержащее двухслойную структуру, расположенную поверх поглощающего слоя, при этом указанная структура содержит
проницаемый для текучей среды первый слой;
проницаемый для текучей среды второй слой, сообщающийся по текучей среде с первым слоем, при этом второй слой имеет по существу планарную поверхность и содержит первое множество находящихся на некотором расстоянии друг от друга макроскопических элементов, выступающих из планарной поверхности;
причем первый слой и второй слой структурированы и расположены таким образом, что первый слой вступает в контакт со вторым слоем на каждом из макроскопических элементов, и первый слой вступает в контакт с по существу планарной поверхностью второго слоя на выбранных участках, расположенных между макроскопическими элементами.
7. Структура по п.6, в которой на участке, определенном внутри каждого из множества макроскопических элементов, первый слой находится на некотором расстоянии от второго слоя.
8. Структура по п.6, в котором второй слой дополнительно содержит второе множество макроскопических элементов, при этом первое множество макроскопических элементов и второе множество макроскопических элементов взаимодействуют, создавая множество элементов визуального узора.
9. Структура по п.6, в которой второй слой представляет собой перфорированную пленку.
10. Структура по п.6, в которой первый слой представляет собой нетканый материал.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 6228462 B1, 08.05.2001 | |||
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ ОДНОРАЗОВОГО ПОЛЬЗОВАНИЯ | 1992 |
|
RU2089151C1 |

