Изобретение относится к области обработки материалов резанием, в частности к способам сверления полимерных композиционных материалов (ПКМ), типа углепластиков, стеклопластиков.
Известен способ сверления ПКМ, при котором сверлу сообщают вращение и осевое перемещение (Степанов А.А. Обработка резанием высокопрочных композиционных полимерных материалов. - Л.: Машиностроение, Ленингр. отделение, 1987, с.100).
Недостатками известного способа являются низкое качество обработанных отверстий, наличие сколов и разлохмачиваний ПКМ в зонах выхода сверла из обрабатываемых отверстий.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что не учитываются осевые или крутильные колебания режущего инструмента, обусловленные структурой ПКМ.
Наиболее близким к предложенному является способ вибрационного сверления отверстий, согласно которому сверлу сообщают вращение и осевое перемещение с наложением на него вынужденных осевых колебаний. Этот способ решает задачу повышения эффективности и качества сверления однородных труднообрабатываемых материалов за счет облегчения условий стружкообразования, дробления сливной стружки и облегчения отвода ее из зоны резания путем сообщения инструменту вынужденных колебаний в осевом направлении (Подураев В.Н. Обработка резанием с вибрациями. - М.: Машиностроение, 1970, с.313-316).
К причинам, препятствующим достижению технического результата при использования известного способа, относится то, что при сверлении не учитываются изменения функциональных характеристик (осевой силы, крутящего момента) процесса сверления, обусловленные структурой обрабатываемого материала, что отрицательно отражается на качестве обрабатываемых отверстий, в частности при сверлении ПКМ, - неудовлетворительная шероховатость обработанной поверхности, имеют место сколы и разлохмачивание в зонах выхода сверла из обрабатываемых отверстий.
Задачей заявляемого изобретения является улучшение качества обрабатываемых отверстий при сверлении ПКМ типа углепластиков и стеклопластиков.
Технический результат - динамическая стабилизация пульсации силовых характеристик по осевой силе сверления и крутящего момента процесса сверления ПКМ за счет суммирования двух периодических законов колебаний, т.е. одного закона колебаний, обусловленного строением ПКМ, и второго закона компенсационных колебаний.
Указанный технический результат достигается тем, что в способе сверления отверстий в полимерных композиционных материалах (ПКМ), при котором сверлу сообщают вращение и осевое перемещение с наложением на сверло вынужденных осевых колебаний, предварительно измеряют параметры осевых или крутильных колебаний сверла, как минимум, в течение одного его оборота, вызванные структурой ПКМ, фиксируют амплитудные значения этих колебаний, а затем в определенных интервалах времени сообщают, с учетом зафиксированных амплитудных значений, компенсационные колебания в противофазе с циклической частотой, определяемой из выражения:

где ωk - циклическая частота компенсирующих колебаний, с-1;
ωсв - циклическая частота вращения сверла, с-1;
φ - угол армирования или угол между волокнами арматуры ПКМ в соседних слоях, град.
Известен способ подавления паразитных колебаний для конструкций, согласно которому используют признаки, сходные с заявляемыми отличительными, а именно измеряют параметры колебаний в течение определенного периода времени, фиксируют пороговые значения этих колебаний и задают в указанных местах компенсационные колебания, учитывающие параметры зафиксированных пороговых значений.
Применение сходных признаков в заявленном способе позволит стабилизировать динамические характеристики процесса обработки, но данные технологические приемы не используют потенциальные возможности улучшения показателей качества обрабатываемых отверстий за счет задания параметров компенсационных колебаний, с учетом их взаимосвязи со структурой армирования ПКМ и параметрами режима сверления (Патент РФ №2044170, МПК F16F 15/03).
Указанные признаки являются отличительными и существенными, впервые применены при сверлении отверстий в ПКМ и в совокупности с другими существенными признаками позволяют получить новый технический результат, не присущий выявленным аналогам, а также выявленным в других технических решениях сходным признакам порознь.
Таким образом, заявленное техническое решение соответствует критерию «изобретательский уровень», так как характеризуется новой совокупностью признаков, и новым признаком - математическое выражение не известным в уровне технике в данной области.
не известным в уровне технике в данной области.
Использование указанных существенных признаков в совокупности с остальными позволит получить указанный выше новый технический результат и решить поставленную техническую задачу.
Способ осуществляется в следующей последовательности.
Сверлу сообщают вращение и осевое перемещение, с помощью, например, динамометра измеряют параметры силовых: осевых или крутильных колебаний, как минимум, в течение одного оборота сверла, фиксируют их значения, по амплитудным значениям колебаний силовых характеристик и с учетом режимов сверления - подачи (S0) и частоты (ωсв) сверления рассчитывают параметры накладываемых на сверло компенсирующих колебаний - циклическую частоту вращения сверла и амплитудное значение компенсирующей силы, при этом циклическую частоту накладываемых компенсирующих колебаний, определяют из выражения

где ωk - циклическая частота компенсирующих колебаний, с-1;
ωсв - циклическая частота вращения сверла, с-1;
φ - угол между волокнами арматуры ПКМ в соседних слоях, град.
При сверлении ПКМ в течение времени каждого оборота сверла происходит изменение силовых характеристик (осевой силы, крутящего момента) процесса по периодическому закону, обусловленное строением ПКМ и характером перерезания армирующих волокон режущими лезвиями сверла. Строение ПКМ характеризуется углом φ между волокнами арматуры в соседних слоях, а характер перерезания армирующего волокна определяется углом действия режущих лезвий сверла на волокно и определяется различными напряжениями сдвига - τmах и τmin (МПа) вдоль и поперек волокон, характеристики напряжения сдвига приведены в справочной литературе (Авиационные материалы: Справочник / Том 7, часть 1. Полимерные композиционные материалы. - М., ОНТИ, 1976, 391 с.).
Способ поясняется чертежами.
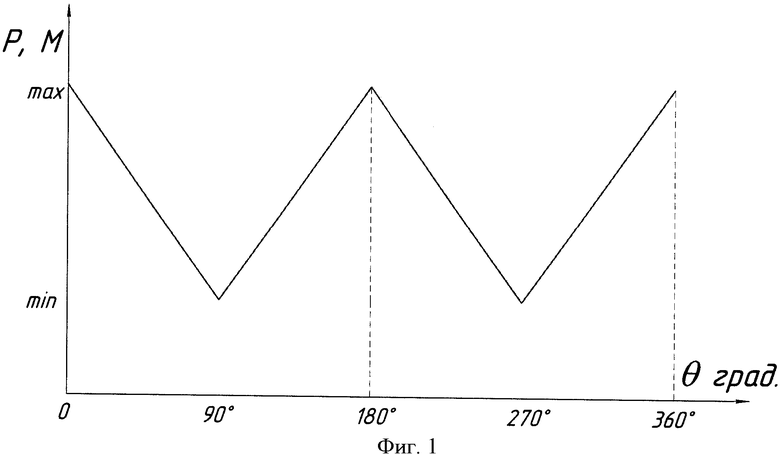
На фиг.1 представлен графически характер изменения силовых характеристик осевой силы и крутящего момента в зависимости от угла поворота сверла.
На фиг.2 представлен графически характер изменения силовых показателей в зависимости от угла поворота сверла с наложением компенсирующих колебаний: 1 - колебания, обусловленные строением ПКМ; 2 - компенсирующие колебания; 3 - суммарная характеристика силовых показателей.
Пример. Деталь из углепластика КМУ-11э имеет продольно-поперечную схему армирования φ=90°, τmax=185 (МПа), τmin=120 (МПа).
Для такого материала характер изменения осевой силы - Р (Н) и крутящего момента - М (Н·мм) от угла поворота (θ°) сверла приведен на фиг.1.
Анализ зависимости Р, M=f(θ) показывает, что в течение времени одного оборота сверла при сверлении углепластика КМУ-11э происходит периодическое изменение Р и М с частотой в 2 раза, превышающей циклическую частоту вращения сверла ωсв. В общем случае, при изменении φ в диапазоне 0<φ<180°, коэффициент превышения будет равен l80/φ.
Для стабилизации процесса сверления ПКМ по силовым характеристикам (Р, М) необходимо на сверло в противофазе наложить осевые или крутильные компенсирующие колебания (фиг.2). При этом в течение времени одного оборота сверла сумма двух колебаний даст стабильное среднее значение силовых характеристик: средней осевой силы и крутящего момента соответственно (Рср и Мcр).
Параметры накладываемых на сверло в противофазе компенсирующих колебаний определяют по формулам: циклическая частота компенсирующих колебаний  амплитуды колебаний (выраженные в единицах силовых параметров), при наложении осевых колебаний - Ар=(Рmax-Рmin)/2, а при наложении крутильных колебаний - Ам=(Мmax-Мmin)/2, где Рmax, Рmin - максимальное и минимальное значение осевой силы, Мmax, Мmin - максимальное и минимальное значение крутящего момента, регистрируемые динамометром. Компенсирующие колебания сдвинуты по фазе относительно колебаний силовых характеристик процесса сверления на величину ωk·Т/2,
амплитуды колебаний (выраженные в единицах силовых параметров), при наложении осевых колебаний - Ар=(Рmax-Рmin)/2, а при наложении крутильных колебаний - Ам=(Мmax-Мmin)/2, где Рmax, Рmin - максимальное и минимальное значение осевой силы, Мmax, Мmin - максимальное и минимальное значение крутящего момента, регистрируемые динамометром. Компенсирующие колебания сдвинуты по фазе относительно колебаний силовых характеристик процесса сверления на величину ωk·Т/2,
где Т- период компенсирующих колебаний.
При отсутствии динамометра амплитудное значение компенсирующей силы Ар определяют из выражения

где const - постоянная, зависящая от геометрии режущих лезвий сверла, геометрических параметров заточки, диаметра сверла, скорости резания и других условий сверления;
S0 - подача на один оборот сверла, мм/об.
Предварительно определенные, таким образом, значения компенсирующих колебаний последние сообщают сверлу в процессе сверления автоматически, например, электронным блоком (ЭБ) адаптивной системой управления.
Проведены эксплуатационные испытания предложенного способа сверления на модернизированном станке 2А118, оснащенным электродинамическим устройством задания сверлу осевых компенсирующих колебаний и адаптивной системой управления.
Сверлились образцы звукопоглощающих панелей авиационного двигателя ПС-90А, выполненные из углепластика КМУ-11э φ=90°, τmax=185 МПа, τmin=120 МПа), толщиной h=5 мм на проход.
При сверлении применялось сверло D=6,5 мм, режущая часть выполнена из твердосплавной пластины ВК-8, особенность геометрии сверла - наличие двух подрезающих кромок с радиусом 0,93 мм. Сверление выполнялось на базовых режимах: число оборотов сверла n=1000 об/мин, определяющее циклическую частоту его вращения  осевая подача сверла S0=0,12 мм/об.
осевая подача сверла S0=0,12 мм/об.
При этих условиях сверления динамометром зафиксированы следующие пороговые значения осевой силы: Рmax=77Н; Рmin=68H.
Расчетные значения параметров компенсирующих колебаний составили: 

Эффективность предложенного способа сверления, по сравнению с известными аналогами, оценивалась по качеству обработанных отверстий. При обработке изделий известными способами в зонах выхода сверла из обрабатываемого изделия визуально обнаружены сколы и разлохмачивания ПКМ.
При обработке с наложением на сверло осевых или крутильных компенсирующих колебаний, значения которых рассчитаны по приведенным выше формулам с учетом структуры ПКМ, указанные виды дефектов отсутствуют.
Таким образом, предложенный способ сверления обеспечивает по сравнению с прототипом динамическую стабилизацию пульсации силовых характеристик по осевой силе сверления и крутящего момента процесса сверления ПКМ за счет чего достигается качество обработанных отверстий при сверлении.
Для заявленного способа в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью описанных средств и методов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования роботизированного процесса перфорации отверстий в изделии, имеющем жесткие внутренние перегородки или скрытые ребра жесткости | 2022 |
|
RU2806359C1 |
| Способ вибрационного глубокого сверления | 1984 |
|
SU1197788A1 |
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
| ИМПУЛЬСНЫЙ ВРАЩАТЕЛЬ СВЕРЛЕНИЯ МАТЕРИАЛОВ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2009 |
|
RU2413831C1 |
| Способ сверления отверстий и устройство для его осуществления | 1987 |
|
SU1560413A1 |
| СПОСОБ СВЕРЛЕНИЯ ВОЛОКНИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2593559C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2461820C1 |
| Способ сверления отверстий | 1984 |
|
SU1144798A1 |
| ИСПЫТАТЕЛЬНАЯ МАШИНА ДЛЯ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК УСТАЛОСТИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ В УСЛОВИЯХ ЦИКЛИЧЕСКОГО ИЗГИБАЮЩЕГО НАГРУЖЕНИЯ | 2022 |
|
RU2788917C1 |
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |

Изобретение относится к области обработки материалов резанием, в частности к способам сверления полимерных композиционных материалов (ПКМ). Техническим результатом заявленного изобретения является достижение высокого качества обработанных отверстий при сверлении ПКМ. Технический результат достигается способом сверления полимерных композиционных материалов, заключающимся в том, что сверлу сообщают вращение и осевое перемещение с наложением на него вынужденных осевых колебаний. При этом предварительно измеряют параметры осевых или крутильных колебаний сверла, как минимум, в течение одного его оборота, фиксируют амплитудные значения этих колебаний, а затем в определенных интервалах времени сообщают сверлу, с учетом амплитудных значений, компенсационные колебания в противофазе с циклической частотой. Циклическую частоту определяют из выражения
 ,
,
где ωk - циклическая частота компенсирующих колебаний, с-1; ωсв - циклическая частота вращения сверла, с-1; φ - угол армирования или угол между волокнами арматуры ПКМ в соседних слоях, град. 2 ил.
Способ сверления отверстий в полимерных композиционных материалах, при котором сверлу сообщают вращение и осевое перемещение с наложением на сверло вынужденных осевых колебаний, отличающийся тем, что предварительно измеряют параметры осевых или крутильных колебаний сверла, как минимум, в течение одного оборота, фиксируют амплитудные значения этих колебаний, а затем в определенных интервалах времени сообщают, с учетом зафиксированных амплитудных значений, компенсационные колебания в противофазе с циклической частотой, определяемой из выражения:
где ωk - циклическая частота компенсирующих колебаний, с-1;
ωсв - циклическая частота вращения сверла, с-1;
φ - угол между волокнами арматуры ПКМ в соседних слоях, град.
| JP 2004261928 А, 24.09.2004 | |||
| СПОСОБ ПОДАВЛЕНИЯ ПАРАЗИТНЫХ КОЛЕБАНИЙ КОНСТРУКЦИИ | 1991 |
|
RU2044170C1 |
| Вибратор машин непрерывного литья заготовок | 1984 |
|
SU1253717A1 |
| JP 7331988 A, 19.12.1995 | |||
| Устройство для предохранения инструмента от перегрузок | 1990 |
|
SU1745429A1 |

