Изобретение относится к области обработки резанием и может быть использовано для сверления отверстий в деталях (агрегатах) из полимерных композиционных материалов (ПМК) типа углепластиков, стеклопластиков и гибридных на их основе, в т.ч. в составе пакетов из разнородных материалов ("ПКМ + титановый сплав, ПКМ + алюминиевый сплав, титановый сплав + ПКМ + алюминиевый сплав" и другие сочетания элементов пакетов).
В настоящее время сверление отверстий при сборке деталей из ПМК, в т.ч. и в пакетах, выполняют стандартным инструментом по ГОСТ 17273.71. ГОСТ 17275-71, несколько реже применяют сверла с уменьшенными углами подъема спирали стружечных канавок и их увеличение объемом, в том или ином случае применяют одно- или двухплоскостную заточку режущих кромок. Форма заточки режущих кромок, обеспечивающая формообразование отверстий под заклепки или высокоресурсные болты за один проход в деталях (агрегатах) из углепластиков или стеклопластиков или элементов конструкции, представляющих их сочетание, а именно углы в плане 2Φ 50.70o, не пригодна для обработки отверстий в пакетах, состоящих даже из алюминиевых сплавов и вышеназванных материалов. Увеличение углов в плане для обеспечения работоспособности сверл по металлическим составляющим пакетов до 90.110o приводит к снижению точности из-за разбивки отверстий и повышенным значениям дефектов кромок (микросколов и расслоений), кроме того, при данной форме заточки сверл велика интенсивность заусенцеобразования при выходе сверла из металлической составляющей пакета. Все это приводит к повреждению элементов конструкций их ПКМ металлическим заусенцем.
Величина повреждения элементов конструкций из ПКМ может достигать значительных размеров, например, при плоскостных формах заточки даже при незначительном износе, величина заусенца при выходе сверла из титановых элементов конструкции достигает 0,1 0,5 мм. Для сохранения расчетного ресурса конструкций приходится производить разборку пакетов после обработки отверстий с целью удаления зенковкой металлических заусенцев, кроме того, в ряде случаев обработку независимо от квалитета точности приходится выполнять последовательно набором инструмента, а именно сверлить и затем развертывать. Если величина повреждения деталей из ПКМ металлическим заусенцем велика, то приходится разделывать отверстия под больший типоразмер заклепок или высокоресурсных болтов.
Известны также специальные конструкции сверл для обработки ПКМ типа угле- и стеклопластиков фирм "Precorp Inc" (журнал "Cutting Tool Eng" 1990-42, N 2 и "Diatec" (Италия),Промышленный каталог фирмы "Diatec"). Данные конструкции инструмента оснащены поликристаллическими алмазными пластинками. Сверла фирмы "Precorp Jnc" имеют прямые стружечные канавки и заточены с углом 2Φ 50.70o, это обеспечивает возможность обработки отверстий под заклепки без последующего развертывания только в конструкциях из ПКМ. Инструмент фирмы "Diatec" также позволяет выполнять обработку отверстий в деталях из ПКМ, но с одновременным зенкованием гнезда под головку заклепки. Для обработки смешанных пакетов данные конструкции сверл непригодны.
Известны перовые сверла для обработки слоистых композиционных материалов, содержащие режущие элементы, каждый из которых имеет первую прямолинейную острую кромку с небольшой конусностью и положительным передним углом и вторую острую кромку с выпуклой кривизной. Перовое сверло имеет прямые стружечные канавки и вершину, образованную пересечением прямолинейных режущих кромок, смещенную относительно оси вращения сверла. Подобная геометрия затрудняет врезание сверла, особенно при применений ручного механизированного инструмента, ограничивает глубину сверления и неприемлема для обработки ПКМ в пакетах, состоящих из высокопрочных материалов, но режущая кромка выпуклой кривизны позволяет получить высокое качество обработанной поверхности в деталях из ПКМ небольшой толщины [1]
Целью изобретения является повышение производительности труда и качества обработки отверстий под заклепки и высокоресурсные болты в деталях (агрегатах) из ПКМ, в т.ч. в составе пакетов из разнородных материалов.
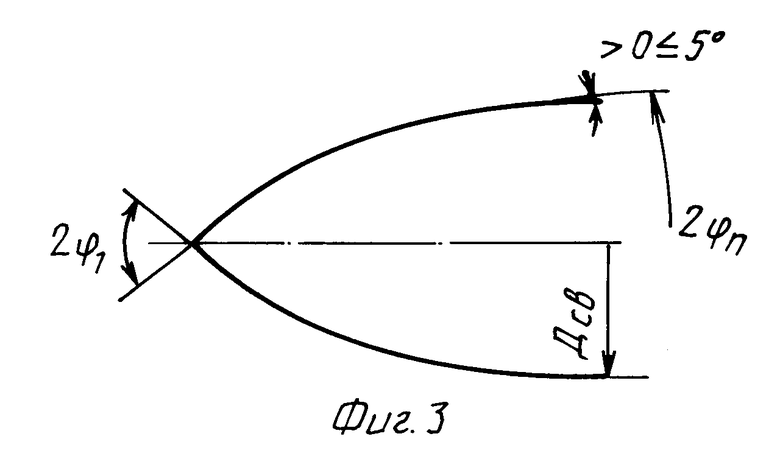
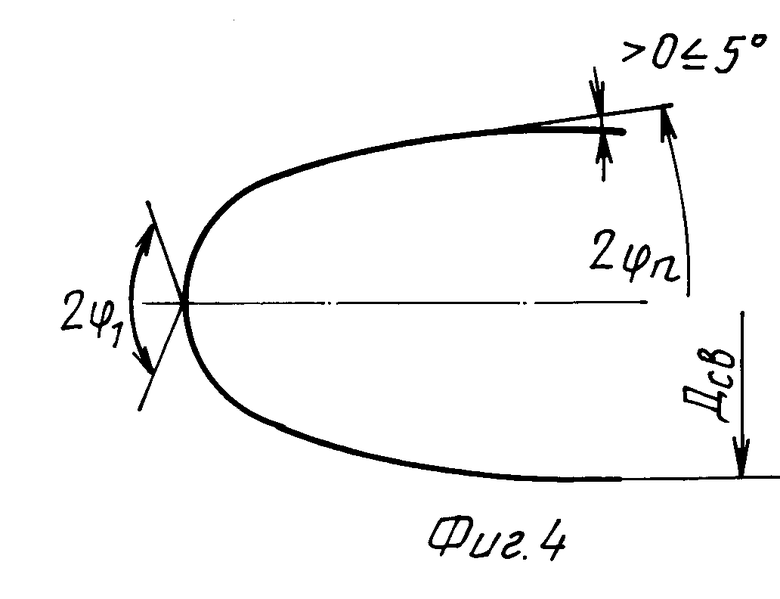
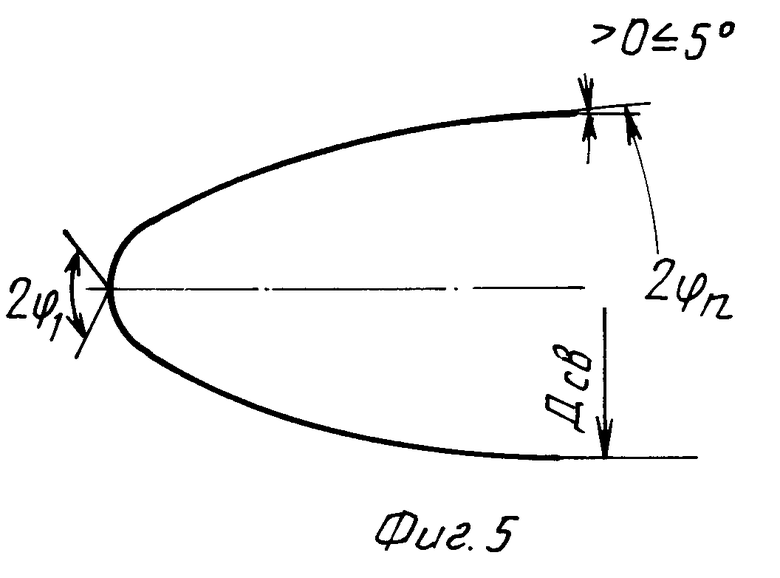
Указанная цель достигается тем, что режущие кромки выполнены криволинейными в проекции на осевую плоскость, а в проекции на плоскость, перпендикулярную оси сверла, данные кромки выполнены спиральными, при этом в проекции на осевую плоскость режущие кромки выполнены в форме полуэллипса либо параболы, либо экспоненты и сопрягаются с кромками направляющих ленточек под углом, большим 0o, но меньшим 5o, при этом направляющие ленточки выполнены спиральными.
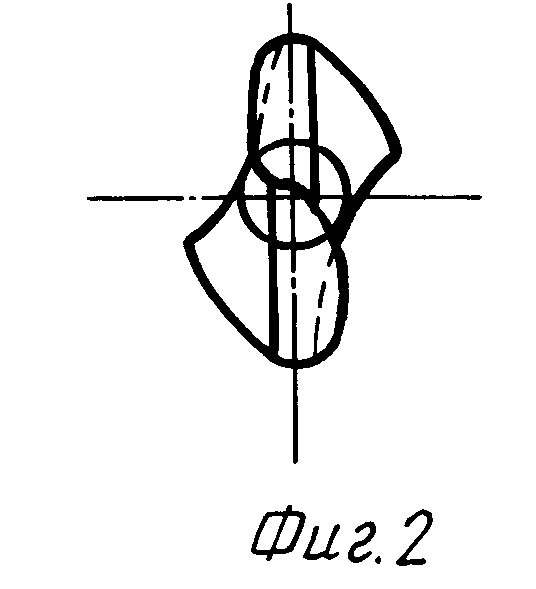
На фиг. 1 приведен общий вид сверла; на фиг. 2 вид по стрелке А (режущие кромки, расположенные по винтовой поверхности, проекции которых на плоскость, перпендикулярную оси сверла, являются частью архимедовой, гиперболической, логарифмической или иной торцовой спирали; на фиг. 3 5 - проекции на осевую плоскость, являющиеся либо полуэллипсом либо параболой, либо экспонентой соответственно и сопрягающиеся с винтовой поверхностью направляющих ленточек под углом больше 0o, но меньше 5o.
Режущие кромки переменной кривизны обеспечивают достаточную прочность вершины инструмента при врезании в металлические элементы конструкции и формируют обработанную поверхность при съеме тонких стружек (за счет зависимости толщины среза от кривизны).Кроме того, формирование стружек с переменной толщиной среза способствует динамическому поджатию металлической стружки к дну стружечной канавки, это уменьшает степень повреждения ПКМ металлической стружкой при расположении металла после ПКМ (по направлению подачи сверла). Обычно пакеты из ПКМ и титана рекомендуется обрабатывать со стороны металла, но это не всегда возможно из-за отсутствия доступа в агрегате к зоне обработки или при обработке пакетов типа "металл + ПКМ + металл". Формирование обработанной поверхности при малых толщинах среза способствует уменьшению заусенцеобразования при выходе сверла из металлического элемента пакета при сверлении, так как криволинейные режущие кромки создают условия работы, характерные для двух инструментов, что видно из формулы:
ai= So/2 sinΦi
где So подача на оборот, мм/об;
Φi текущее значение углов в плане, град.
при врезании сверл (толщина среза близка к половинному значению подачи на оборот);
при формировании обработанной поверхности разверток (текущие значения углов в плане стремятся к нулю).
Это позволяет одним инструментом выполнять обработку точных отверстий (10 11 квалитетов точности) за один проход. Кроме того, практически полное исключение образования заусенца, по крайней мере для пакетов "алюминиевый сплав + ПКМ", позволяет исключить последующую разборку пакетов для удаления заусенцев и перевести сверление и последующую клепку на сверлильно-клепальные автоматы. Для пакетов, состоящих из титановых сплавов и ПКМ, при контроле степени затупления сверл в процессе эксплуатации также возможна автоматизация процессов сверления и клепки путем применения сверлильно-клепальных автоматов или комплексом. Дополнительно следует отметить, что данная геометрия может быть применена и при обработке пакетов, состоящих только из металлических элементов. При обработке пакетов типа "ПКМ + металл" значительно уменьшается повреждение металлической стружкой связующего ПКМ. Это также способствует снижению трудоемкости механической обработки либо за счет уменьшения числа проходов при последующем развертывании (числа разверток) либо полного отказа от последующего развертывания.
Изготовлены опытные партии сверл, отработаны формы заточки в зависимости от состава пакетов и режимы формообразования отверстий в пакетах различного состава, в т.ч. и типа "Ti + ПКМ + Ti".
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверло | 1991 |
|
SU1787707A1 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 1995 |
|
RU2078679C1 |
| Сверло | 1990 |
|
SU1808507A1 |
| Инструмент для чистовой обработки отверстий | 1990 |
|
SU1764858A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1988 |
|
RU1601886C |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1994 |
|
RU2096128C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1990 |
|
RU1755484C |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2023523C1 |
| СПОСОБ УДАЛЕНИЯ ЗАКЛЕПОК ИЗ ИЗДЕЛИЯ | 1991 |
|
RU2008123C1 |
| Устройство для обработки концов резиновых рукавов с металлической оплеткой | 1990 |
|
SU1757905A1 |
Использование: в авиакосмических и судостроительных отраслях промышленности для сверления отверстий в деталях (агрегатах) из полимерных композиционных материалов, в т. ч. и в составе пакетов из разнородных материалов. Сущность изобретения: сверло имеет криволинейные в проекции на осевую плоскость сверла режущие кромки, расположенные на поверхности вращения, ось которой совпадает с осью сверла, и направляющие ленточки. В проекции на плоскость, перпендикулярную оси сверла, режущие кромки выполнены спиральными, при этом в проекции на осевую плоскость сверла могут иметь форму полуэллипса, параболы или экспоненты и сопрягаются с кромками направляющих ленточек под углом больше 0o, но меньше или равным 5o. 1 ил.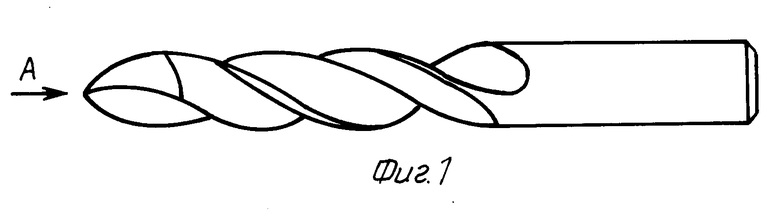
Сверло для обработки полимерных композиционных материалов типа углепластиков и стеклопластиков, имеющее криволинейные в проекции на осевую плоскость сверла режущие кромки, расположенные на поверхности вращения, ось которой совпадает с осью сверла, и направляющие ленточки, отличающееся тем, что в проекции на плоскость, перпендикулярную оси сверла, режущие кромки выполнены спиральными, при этом упомянутые режущие кромки в проекции на осевую плоскость сверла выполнены в форме либо полуэллипса, либо параболы, либо экспоненты и сопрягаются с кромками направляющих ленточек под углом, большим 0o, но меньшим или равным 5o, при этом упомянутые ленточки выполнены спиральными.
| EP, 0045726, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

