Изобретение относится к области утилизации древесных отходов и может быть использовано при производстве экологически чистых биотоплив для промышленных и коммунально-бытовых нужд.
Известен способ получения биотоплива из растительной смеси, включающий измельчение, сушку, смешение компонентов смеси в соотношении 30-60% - древесные отходы; технический гидролизный лигнин - остальное. При этом измельчение компонентов смеси ведут до крупности не более 8 мм, а прессование смеси при давлении 80-100 МПа. Прессование проводят при температуре 25°C. Полученное биотопливо имеет следующие характеристики: временное сопротивление сжатию 15 МПа; сопротивление истиранию 92%; водопоглощение 4,1; зольность 2,5%; плотность 1,1 г/см3; теплота сгорания 5100 ккал/кг (RU 2131912 C1, 1999.06.20, МПК C10L 5/44).
К недостаткам способа относятся высокие затраты на транспортировку, хранение и переработку технического гидролизного лигнина, используемого в качестве связующего в процессе производства биотоплива. А также отсутствует система контроля влажности сыпучего измельченного сырья, что ведет к колебаниям конечной влажности биотоплива. Это способствует малой величине сопротивления на изгиб и трение готового продукта и сравнительно низкой теплоте сгорания получаемого биотоплива.
Наиболее близким к предлагаемому способу является принятый за прототип способ получения биотоплива из древесных отходов, включающий их измельчение, обработку измельченных отходов перегретым водяным паром до 300°C в режиме фильтрации и последующее прессование (RU 2046821 C1, 1995.10.27, МПК C10L 5/44).
Полученное биотопливо имеет следующие характеристики: плотность составляет 1100 кг/м3, теплота сгорания 6140 ккал/кг, прочность на сжатие 12,4 МПа, зольность 1,25%.
К недостаткам прототипа относится отсутствие системы контроля и управления технологическими параметрами процесса, влияющими на физико-механические свойства биотоплива и, следовательно, на его качество. Такими параметрами являются влажность биотоплива после охлаждения и температура биотоплива на выходе из пресса. При превышении содержания влаги в биотопливе происходит его скорое разрушение. Такой продукт невозможно транспортировать. Использование разрушенного под действием влаги биотоплива в качестве сырья повторно невозможно, так как велика вероятность возгорания мелкой древесной фракции на этапе сушки. Высока пожароопасность процесса обдува пеллет, так как не контролируется температура продукта на выходе из пресса и при дальнейшем охлаждении методом обдува возможно тление верхних слоев, что также негативно сказывается на качестве биотоплива.
Технической задачей изобретения является устранение указанных недостатков, а именно: оперативное управление основными технологическими параметрами процесса, обеспечение точности и надежности управления в процессе производства биотоплива, повышение качественных свойств биотоплива, обеспечение безопасности процесса.
Поставленная задача достигается тем, что в способе автоматического управления процессом производства биотоплива из древесного сыпучего сырья, включающем его измельчение, обработку измельченных отходов перегретым водяным паром с температурой до 300°C в режиме фильтрации и последующее прессование, согласно изобретению измеряют температуру и влажность готового продукта на выходе из пресса, сравнивают полученные значения температуры и влажности пеллет на выходе из пресса с номинальными значениями, заданными на микроконтроллере, управляющие сигналы которого поступают на исполнительные механизмы, обеспечивающие изменение скорости вращения прессующих вальцов и соответственное регулирование подачи сырья по контуру регулирования температуры матрицы пресса, а также на исполнительный механизм, обеспечивающий подачу перегретого пара в смеситель по контору регулирования влажности пеллет.
При этом необходимая влажность продукта достигается посредством автоматического регулирования влажности сыпучего сырья на этапе теплообработки перед непосредственным прессованием. Это обеспечит оптимальный расход энергии на этапе теплообработки сырья. Регулирование влажности продукта на выходе из пресса обеспечивает необходимые физико-механические характеристики готового продукта: влажность, плотность, теплота сгорания, зольность, содержание брикетной пыли. Контроль показателя температуры продукта на выходе из пресса перед этапом охлаждения снижает пожароопасность процесса за счет возможности регулирования температуры матрицы пресса. Нагрев матрицы происходит по причине трения прессующих валиков о матрицу станка и давления, создаваемого между ними, а также из-за значительного нагрева сырья, используемого в процессе. Снижение температуры матрицы достигается при повышении скорости вращения прессующих вальцов и соответственном увеличении подачи сырья.
На чертеже представлена принципиальная схема автоматизации процесса производства биотоплива из сыпучего древесного сырья. Схема предусматривает контроль и управление основными технологическими параметрами процесса, определяющими качество готового продукта и безопасность процесса.
Устройство для автоматического управления процессом прессования измельченных древесных отходов содержит датчик влажности сырья 1 и датчик расхода сырья 2, поступающего в бункер пеллетирующего пресса 3, датчик уровня сырья 4, находящегося в бункере пеллетирующего пресса; датчик расхода пара 5, датчик температуры пара 6 и датчик давления пара 7, поступающего в смеситель 8; датчик температуры 9 матрицы 10 пеллетирующего пресса 11, датчик частоты вращения 12 прессующих вальцов 13, датчик температуры 14 пеллет на выходе из пресса; датчик влажности пеллет 15 после охлаждения, исполнительный механизм 16, микроконтроллер 17, первичные преобразователи сигналов 18 и запорно-регулирующие устройства 19, 20, 21, 22.
Работа системы начинается с подачи управляющего воздействия на «открытие» запорно-регулирующего устройства 19, обеспечивающего поступление исходного сырья в бункер пеллетирующего пресса 3. При этом контролируется расход этого сырья. Через первичный преобразователь сигналов 18 информация о величине расхода сырья с датчика 2 поступает на вход микроконтроллера 17 со встроенными платами АЦП/ЦАП. По полученной информации, характеризующей величину расхода поступившего сырья, микроконтроллер в зависимости от степени отклонения значения поступившего сигнала от номинала, заданного заранее, обеспечивает выработку сигнала на запорно-регулирующее устройство. Таким образом, обеспечивается регулирование подачи сырья в бункер пеллетирующего пресса 3. Для достижения высокого качества конечного продукта сырье подвергают влаготеплообработке. При достижении в бункере гранулятора необходимого уровня сырья срабатывает датчик уровня сырья 4 и информация через первичный преобразователь 18 поступает на вход микроконтроллера 17, с которого подается управляющее воздействие на запорно-регулирующее устройство 20, и сырье поступает в смеситель 8. Смеситель снабжен форсунками, через которые происходит влаготеплообработка сырья. Давление и температура пара, подаваемого в форсунки, выставляется оператором в зависимости от породного состава сырья и контролируется посредством датчика температуры пара 6 и датчика давления пара 7. Подача и расход пара регулируются в зависимости от информации о влажности начального сырья, получаемой от датчика влажности сырья 1 через первичный преобразователь сигналов 18, и показателей влажности конечного продукта, получаемых от датчика влажности пеллет 15 через первичный преобразователь 18 на вход микроконтроллера со встроенными платами АЦП/ЦАП. В том случае, когда влажность пеллет не соответствует номинальному значению, необходимо оперативно изменить влажность сырья, подаваемого в пеллетирующий пресс 11. Регулирование обеспечивается микроконтроллером посредством подачи управляющего сигнала на запорно-регулирующее устройство 22. Такое регулирование необходимо в связи с колебаниями температуры матрицы и возможными корректировками управления оборудования.
Скорость подачи обработанного сырья в пеллетирующий пресс 11, через запорно-регулирующее устройство 21, определяется в зависимости от температуры матрицы 10, которую определяют через датчик температуры 9, и скорости вращения прессующих вальцов 13, определяемую посредством датчика скорости вращения 12. В пеллетирующем прессе 11 осуществляется процесс формирования биотоплива следующим образом: обработанное сырье затягивается между вращающейся матрицей 10 и прессующими вальцами 13 и продавливается в радиальные отверстия матрицы, где под действием давления происходит формирование гранул. Однако под действием большого давления и возникающей силы трения матрица в процессе производства значительно нагревается. Так как сырье тоже предварительно нагрето, то на выходе из пресса возможно тление верхних слоев продукта. Температуру матрицы возможно регулировать посредством изменения скорости вращения прессующих вальцов и соответствующего изменения скорости подачи сырья в пресс. Сигналы, характеризующие температуру пеллет с датчика 14, попадающих на конвейер сразу после прессования, и температуру матрицы пресса с датчика 9, а также информация о скорости вращения прессующих вальцов с датчика 12 поступают через соответствующие первичные преобразователи сигналов 18 на вход универсального микроконтроллера 17 со встроенными платами АЦП/ЦАП. В зависимости от сигналов, характеризующих температуры продукта и матрицы, формируются управляющие сигналы на исполнительный механизм 16 прессующих вальцов 13 и запорно-регулирующего устройства 21, обеспечивающего подачу сырья в пресс.
Таким образом, предложенный способ автоматического управления процессом производства биотоплива из сыпучего древесного сырья обеспечивает безопасную работу всего оборудования. Предложенная система позволяет обеспечить заданную влажность готового продукта, а также исключить тление верхних слоев гранул, соответственно повышается качество биотоплива. Способ автоматического управления предполагает экономию энергии и ресурсов, используемых в процессе. В совокупности все преимущества обеспечивают повышение технико-экономических показателей процесса.
Пример. В производстве древесных пеллет прессование сырья осуществляется при следующих значениях технологических параметров:
породный состав сырья: 65% - отходы хвойных пород (30% - сосна; 35% - ель), 35% - отходы лиственных пород (15% - береза; 20% - осина);
влажность сырья, подаваемого в бункер пресса, 9%;
крупность фракции - не более 0,0025 м;
температура пара, подаваемого в смеситель, 122°C;
степень открытия запорно-регулирующего устройства, обеспечивающего подачу сырья в пресс, 75%;
частота вращения прессующих вальцов 8 об/с;
номинальное значение температуры матрицы пресса 85-95°C;
номинальное значение конечной влажности охлажденных пеллет 8%;
номинальное значение температуры пеллет на выходе из пресса >95°C;
допустимое значение температуры пеллет на выходе из пресса 110°C.
В процессе прессования вследствие нагрева матрицы пресса гранулятора и высокой температуры сырья (100-110°C), достигнутой в результате влаготеплообработки, температура пеллет на выходе из пресса составила 112°C, то есть выше допустимой нормы, но температура матрицы составила 95°C. При этом визуально определимо почернение верхних слоев пеллет, а значит, создается возможность их тления при дальнейшем повышении температуры матрицы. Следовательно, создается пожароопасная ситуация. Для предотвращения тления верхних слоев необходимо обеспечить понижение температуры матрицы. Для этого увеличили регулятором подачу обработанного сырья в пресс, посредством открытия запорно-регулирующего устройства до 85%, и одновременно увеличили скорость вращения прессующих вальцов до 11 об/сек. Через 520 секунд величина температуры, полученная с датчика, установленного на корпусе матрицы, составила 89°C, а температура пеллет снизилась и составила 94°C, что ниже номинального значения. Такой контроль температуры пеллет на выходе из пресса позволяет оперативно реагировать на увеличение значения температуры готового продукта, что снижает пожароопасность процесса.
В этом же производстве измеряли влажность охлажденных пеллет, попадающих на конвейер. Эта величина составила 8,5%. Сигнал от датчика, пройдя первичный преобразователь, попадает на микроконтроллер, и регулятор вырабатывает управляющие воздействие на запорно-регулирующие устройства, уменьшая количество подаваемого пара в смеситель на 25%. Через 265 секунд показания датчика влажности, установленного на конвейере, по которому транспортируются охлажденные пеллеты, составили 8%. Такой контроль влажности пеллет позволяет учитывать все особенности производства, связанные с неоднородностью сырья и изменяющимися погодными условиями, и обеспечить выполнение заданных физико-механических свойств готового продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРЕССОВАНИЯ ТОРФЯНОГО ТОПЛИВА | 2016 |
|
RU2652109C1 |
| Способ производства пеллет | 2024 |
|
RU2829738C1 |
| ПЕЛЛЕТЫ ИЗ ОТХОДОВ ДЕРЕВООБРАБАТЫВАЮЩЕГО ПРОИЗВОДСТВА (ГИДРОЛИЗНОГО ЛИГНИНА) И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2671824C1 |
| Торфоперерабатывающий энергокомплекс с использованием геотермальной энергии | 2020 |
|
RU2742428C1 |
| Способ производства пеллет | 2023 |
|
RU2821528C1 |
| Промышленный комплекс для производства древесного угля безотходным способом низкотемпературного пиролиза из брикетированных древесных отходов | 2018 |
|
RU2678089C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДОГО БИОТОПЛИВА ИЗ ДРЕВЕСНОГО СЫПУЧЕГО СЫРЬЯ | 2009 |
|
RU2402598C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ АКТИВИРОВАННОГО УГЛЯ ИЗ ОТХОДОВ ЗЕРНОПЕРЕРАБАТЫВАЮЩЕЙ И ЛЕСНОЙ ПРОМЫШЛЕННОСТИ | 2022 |
|
RU2785170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ ИЗ ДРЕВЕСНЫХ ОТХОДОВ | 1992 |
|
RU2046821C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПЕЛЛЕТ И ГРАНУЛ | 2007 |
|
RU2351636C2 |
Способ относится к области переработки сыпучих отходов, образованных в результате деревообработки, и может быть использован при производстве экологически чистых биотоплив для промышленных и коммунально-бытовых нужд. Способ автоматического управления процессом производства биотоплива из древесного сыпучего сырья, включающий его измельчение, обработку измельченных отходов перегретым водяным паром с температурой до 300°C в режиме фильтрации и последующее прессование, заключается в том, что измеряют температуру и влажность готового продукта на выходе из пресса, сравнивают полученные значения температуры и влажности пеллет на выходе из пресса с номинальными значениями, заданными на микроконтроллере, управляющие сигналы которого поступают на исполнительные механизмы, обеспечивающие изменение скорости вращения прессующих вальцов и соответственное регулирование подачи сырья по контуру регулирования температуры матрицы пресса, а также на исполнительный механизм, обеспечивающий подачу перегретого пара в смеситель по контуру регулирования влажности пеллет. Способ позволяет понизить пожароопасность процесса и получать готовый продукт с оптимальной влажностью, которая характеризует его качество. 1 ил.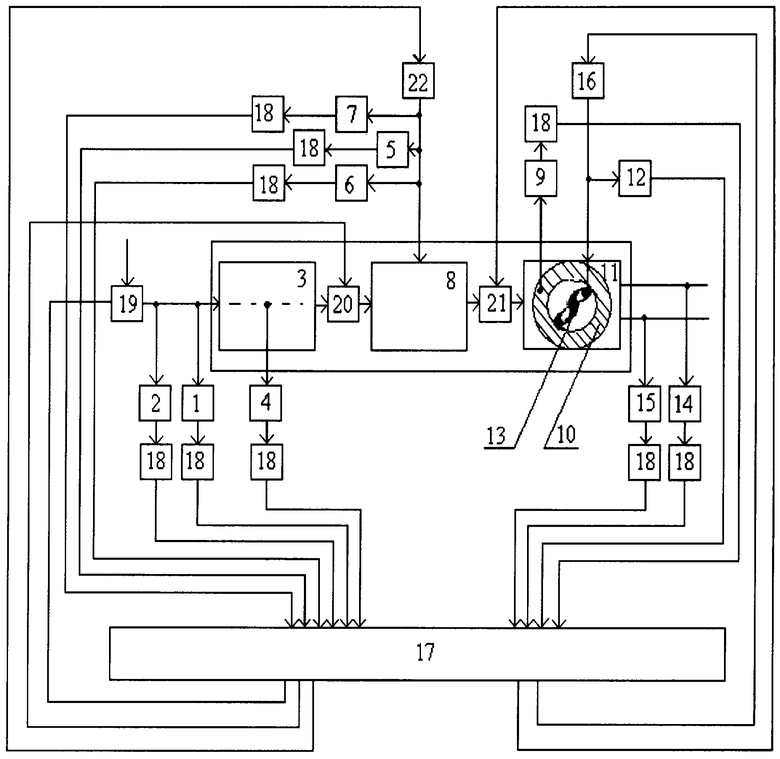
Способ автоматического управления процессом производства биотоплива из древесного сыпучего сырья, включающий его измельчение, обработку измельченных отходов перегретым водяным паром с температурой до 300°C в режиме фильтрации и последующее прессование, отличающийся тем, что измеряют температуру и влажность готового продукта на выходе из пресса, сравнивают полученные значения температуры и влажности пеллет на выходе из пресса с номинальными значениями, заданными на микроконтроллере, управляющие сигналы которого поступают на исполнительные механизмы, обеспечивающие изменение скорости вращения прессующих вальцов и соответственное регулирование подачи сырья по контуру регулирования температуры матрицы пресса, а также на исполнительный механизм, обеспечивающий подачу перегретого пара в смеситель по контуру регулирования влажности пеллет.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ ИЗ ДРЕВЕСНЫХ ОТХОДОВ | 1992 |
|
RU2046821C1 |
| СПОСОБ БРИКЕТИРОВАНИЯ ОТХОДОВ | 2001 |
|
RU2182233C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВОВ "КОТЛЕТЫ РЫБООВОЩНЫЕ В ТОМАТНО-ГАРНИРНОМ СОУСЕ" | 2011 |
|
RU2476120C1 |
| СПОСОБ РЕГУЛИРОВКИ ВЫСОТЫ ПЕНИСТОГО ШЛАКА ПРИ ВЫПЛАВКЕ НЕРЖАВЕЮЩЕЙ СТАЛИ В ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ | 2009 |
|
RU2478122C2 |

