Изобретение относится к области машиностроения и может быть использовано в конструкциях шнековых пресс-экструдеров, предназначенных для переработки различных видов сыпучих и волокнистых материалов, преимущественно для изготовления брикетов различного назначения путем прессования и шнекового экструдирования. Способ может найти широкое применение при переработке отходов лесной и деревообрабатывающей промышленности, отходов сельскохозяйственного производства, торфа, шламов и дисперсных отходов в угольной промышленности для получения качественных топливных брикетов для бытовых нужд, а также для брикетирования аналогичного сырья при решении других народнохозяйственных задач.
Известна обширная научно-техническая и патентная информация по рассматриваемой проблеме. В статье В.Ф.Анненкова и др., «Свет мебели и древесины» (1999, №№3-4, с.24-26) приведены результаты разработки технологии получения высококалорийных топливных брикетов из отходов древесины с торфодобавками.
В журнале РФ «Изобретатели - машиностроению» (2001, №2, с.18-20) опубликована информация о трех разработках: 1) способ получения твердого топлива в виде брикетов, гранулятов на основе осадков городских сточных вод для использования в котельных, на ТЭЦ, в топках железнодорожных вагонов; 2) технологии изготовления влагоустойчивого топливного брикета в топливной промышленности из отходов угледобывающей отрасли; 3) технологии получения брикетированного топлива из углеводородных шламов и дисперсных угольных отходов. Известны также прессы, как гидравлические, так и шнековые, немецкой фирмы «Nestro Lufttechnik GrBH» (info@nestro.de) для прессования опилок, отходов переработки сельскохозяйственной продукции, металлической стружки и т.п. Это прессовое оборудование достаточно металлоемко и энергозатратно, а также работает на, так называемом, «сухом» сырье, влажность которого не превышает 10-12%.
Известно большое число патентов разных стран на способы и шнековые пресс-экструдеры для получения растительного масла и жмыха из маслосодержащего сырья по классификационным рубрикам B30B 9/12, 9/16, 9/26 и др., C11B 1/06 (см., например, патенты Украины: №46873, В30В 9/02, С11В 1/06 бюл. №7, 2000; №63029, В30В 9/16, C11B 1/06, бюл. №2, 2003; №63203, В30В 9/16, бюл. №1, 2004; №73905, B30B 9/02, 9/14, бюл. №9, 2005; №76532, В30В 9/12, 9/08, бюл. №12, 2005).
По патенту Украины №38877 (B27N 3/00, 3/08, бюл. №4, 2001) на способ изготовления топливных брикетов из отходов древесины отходы предварительно сушат до влажности 8-10%. Предлагается целый мини завод по пиролизной деструкции изношенных автомобильных покрышек. Полученную газовую смесь сжигают для обогрева следующих партий деструктируемых резиновых изделий, а сушку отходов древесины осуществляют газовоздушной смесью в барабанной сушилке при температуре 220-250°С.
По патенту РФ №2185420 (опубл. 20.07.2002) на способ получения топливных брикетов и установку для их прессования решается задача по промышленной переработке отходов деревообработки при производстве экологически чистых топливных брикетов для бытовых нужд. Способ включает измельчение, сушку, смешение компонентов и последующее прессование. Древесные отходы измельчают до размера не более половины свободного пространства канавки шнека до фракций около 30 мм, затем высушивают до влажности 18-20%, после чего измельчают в стружку длиной 1-8 мм. Окончательную сушку до влажности 3-7% осуществляют без доступа кислорода при температуре 180-210°С, затем прессуют при температуре 190-250°С в брикеты плотностью 1150-1400 кг/м3, на которые наносится защитное покрытие из парафина.
По патенту РФ №2046821 на способ изготовления топливных брикетов осуществляют измельчение древесных отходов, обработку перегретым водяным паром с температурой до 300°С слоя частиц древесных отходов размером 0,4-11 мм в режиме фильтрования пара и последующее прессование топливных брикетов, причем при обработке используется перегретый пар с температурой 100-300°С и скорости фильтрации его через слой отходов примерно 2,5 м/сек.
В качестве прототипа, совпадающего с заявляемым решением по назначению и существенным признакам, в части способа принят работоспособный шнековый пресс-экструдер, рекламно-техническое описание и фотография общего вида которого приведены в российском журнале «Изобретатель и рационализатор», №10, 2006, в качестве успешного экспоната на выставке «Лесдревбуммаш» в г.Москве. На указанный пресс-экструдер, разработки ПКБ ТПО Новосибирскместпром имеется «Инструкция по эксплуатации КД 50-4013.000.000». Пресс-экструдер серийно изготавливается ООО «Центавр», Россия, 400042, г.Волгоград, шоссе Авиаторов, тел. 8-10-7-844-296-39-69, позволяет получать без связующих веществ высококачественные брикеты из древесных опилок с исходной влажностью до 15% с производительностью до 500 кг изделий в час. Пресс снабжен электронагревателем на формующей части, позволяющий производит обжиг поверхности получаемого брикета при температуре 200-300°С. Изделия, получаемые при помощи этого пресса, имеют плотность 1100-1200 кг/м3, устойчивы к непрямому воздействию атмосферной влаги и могут длительно храниться в складских помещениях, не теряя первоначальной формы. При сгорании они не распадаются на составляющие, сгорая по типу коксового топлива. К недостаткам прототипа следует отнести следующее:
- невозможность использования сырья со степенью влажности более 12-15%, поскольку нарушается устойчивость формы брикета, происходят его разрывы, а также возможны «выстрелы» прессуемого материала вследствие скопления пара в рабочей камере/применение электронагревателя для прогрева экструдируемой массы до температуры 200-300°С;
- узкая специализация шнекового пресса, предназначенного для переработки только сухих опилок из отходов паркетного производства с использованием опилок размером до 4 мм из древесины дуба;
отсутствие регулировки давления прессования и скорости вращения шнека;
- пресс-экструдер, несмотря на достаточно небольшие габариты, имеет вес около 1 тонны и энерговооруженность 50 кВт.
Общими признаками способа прессования по заявляемому решению и прототипу являются следующие действия-операции:
- загружают исходное сырье в бункер с дозатором;
- продвигают сырье по длине канала экструдирования вращающимся подающим шнеком;
- перерабатываемая масса нагревается:
- уплотнение происходит на коническом участке канала экструдирования прессующим шнеком через формующую матрицу в брикет с центральным цилиндрическим отверстием вдоль его оси.
В основу изобретения поставлена задача усовершенствования известного способа получения качественных брикетов из различных видов сырья, пригодных к брикетированию, путем модификации режимов экструдирования по длине канала шнекового пресс-экструдера по расходу, давлению и температуре перерабатываемой массы в зависимости от ее физико-механических характеристик при любой начальной степени влажности. За счет этого исключается необходимость предварительной сушки сырья до величины 10-12%, исключается необходимость в использовании электронагрева сырья, снижаются требования к особой прочности используемых деталей корпуса и, следовательно, снижается его материалоемкость. Одновременно обеспечивается возможность универсального применения модифицированных шнековых пресс-экструдеров для переработки расширенной сырьевой базы дисперсных отходов, пригодных для получения прочных брикетов, а также использования пресс-экструдера при переработки маслосодержащего сырья для получения масла и шрота в виде брикетов.
Решение этой задачи обусловлено тем, что в способе получения брикетов, включающем загрузку исходного сырья в бункер с дозатором, продвижение перерабатываемой массы сырья по длине канала пресса вращающимся подающим шнеком, нагрев перерабатываемой массы и ее уплотнение прессующим шнеком на коническом участке канала через формующую матрицу в брикет с цилиндрическим отверстием вдоль его оси, согласно изобретению, в канале экструдирования дополнительно между зоной загрузки исходного сырья и зоной конического прессующего шнека последовательно формируют сначала зону измельчения, а затем зону предварительного прессования и разогрева перерабатываемой массы за счет сил внутреннего трения, в которых одновременно осуществляется отжим избыточной влаги и вывод ее из полости канала через проницаемые для жидкости и пара стенки, а требуемые потребительские параметры брикетов из каждого вида сырья подбирают комбинацией величины скорости вращения шнека, количеством подаваемого сырья дозатором, величины зазоров между внутренней конической поверхностью канала экструдирования и наружными коническими поверхностями шнека предварительного прессования и разогрева перерабатываемой массы, а также наружными поверхностями витков конического прессующего шнека.
Перечисленные признаки в общих формулировках способа составляют сущность изобретения, так как являются необходимыми в любых вариантах реализации изобретения и достаточными для достижения поставленной задачи.
Конкретным отличием заявляемого способа получения брикетов является то, что при использовании исходного сырья повышенной влажности и различными физико-механическими свойствами, для вывода излишней влаги устанавливается соответствующая скорость вращения привода вала, количество подаваемого сырья дозатором, а также соответствующий зазор между коническими поверхностями шнеков и рабочей камеры для получения необходимой температуры прессования и плотности получаемого брикета.
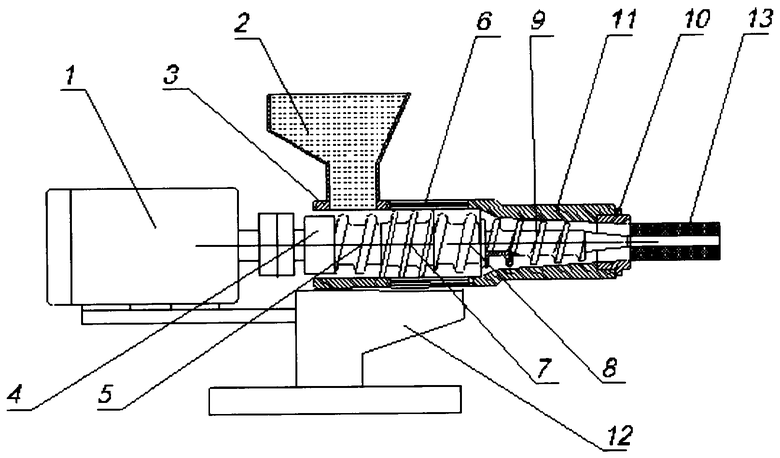
Суть предложенного изобретения поясняется чертежом конструктивной схемы пресс-экструдера, где;
1 - привод на базе электродвигателя;
2 - загрузочный бункер с дозатором (не показан);
3 - корпус пресса;
4 - вал, соединенный со шнеком;
5 - подающий шнек;
6 - камера с отверстиями (щелевая зеерная камера);
7 - шнек измельчительный;
8 - шнек предварительного прессования и нагрева массы;
9 - шнек конический прессующий;
10 - формующая матрица;
11 - рабочая камера, установленная с возможностью перемещения вдоль оси;
12 - опора пресса;
13 - прессованное изделие (брикет) с отверстием вдоль его оси.
Устройство работает следующим образом. В бункер 2, подается сырье, например древесные опилки или стружка, практически с неограниченной степенью влажности и размером менее половины поперечного сечения канавки подающего шнека, которые с помощью дозатора (на рис.не показан), расположенного в бункере 2, попадают на подающий шнек 5, расположенный на валу 4, приводимому во вращение приводом 1. В камере 6, сырье дополнительно измельчается, разогревается за счет внутреннего трения до температуры 100-400°С и предварительно прессуется шнеками 7 и 8, при этом происходит как отжим избыточной влаги, так и удаление ее через зеерные отверстия в камере 6 в виде капель и пара. Далее масса поступает на прессующий шнек 9, находящийся в камере 11, где происходит окончательное прессование массы. На выходе из камеры расположена формующая матрица, придающая нужную форму брикета (круг, квадрат, шестигранник и т.п.). Конечная часть прессующего шнека в виде конуса позволяет формировать в брикете центральное отверстие до диаметра 25 мм, создающее дополнительную возможность для выхода избытка влаги. Температура прессования для сырья различной влажности и плотности выбирается в диапазоне 150-300°С, что приводит к выделению смолянистых веществ в древесине, при этом брикет после остывания дополнительно компаундируется этими смолами и становится устойчивым к влиянию атмосферной влаги при хранении.
Для выбранной скорости вращения вала, обусловленной конкретным содержанием влаги в исходном сырье, степень разогрева перерабатываемого сырья и плотность получаемого брикета регулируется за счет изменения зазора между прессующим шнеком 9, выполненным в виде конуса, оконечной конусной части шнека предварительного прессования 8 и внутренней поверхностью рабочей камеры, сопряженной с поверхностями шнеков 8 и 9. Изменение зазора обеспечивается перемещением рабочей камеры 11 с помощью резьбового регулирующего устройства и фиксатора вдоль оси приводного вала.
Были получены брикеты из древесных опилок и шелухи подсолнечника согласно ТУ У 10.3-14063949-001-2001, имеющие следующие характеристики.
Исходная влажность сырья 25-35%, определенная по ГОСТ 11305.
Круглое сечение: внешний диаметр 60 мм, центральное отверстие диаметром 18-20 мм.
Правильный шестигранник: большая диагональ 61 мм, центральное отверстие 18-20 мм.
Плотность брикетов в обоих случаях составляла 1100-1260 кг/м3.
Теплотворность при сгорании, определенная по ГОСТ 147 составила:
древесные опилки 4000-4800 ккал/ кг (16,76-20,11 МДж/кг),
шелуха подсолнечника 4800-5200 ккал/кг (20,11-21,79 МДж/кг).
Массовая доля общей влаги в брикете через 1 час после прессования при атмосферной влажности не более 90% составляла не более 8-10%, что соответствует вышеуказанным техническим условиям в Украине на топливные брикеты из отходов сельскохозяйственного производства.
Также проведено прессование сыпучих конкреций алюминосиликатов, применяемых для раскисления стали. Плотность монолитного брикета составила около 3500 кг/м3.
Таким образом, заявляемый способ получения брикетов соответствует нормативным требованиям, предъявляемым к новизне, изобретательскому уровню и промышленной применимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения топливных брикетов | 2019 |
|
RU2710018C1 |
| Одношнековый пресс-экструдер для изготовления формованных топливных брикетов | 2021 |
|
RU2777823C1 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТОВ ИЗ УГЛЕРОДОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2010 |
|
RU2437921C1 |
| Способ изготовления топливных брикетов из древесных отходов | 2018 |
|
RU2667684C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТВЕРДОТОПЛИВНЫХ БРИКЕТОВ И УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ОРГАНИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2330063C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ И УСТАНОВКА ДЛЯ ИХ ПРЕССОВАНИЯ | 2001 |
|
RU2185420C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ ИЗ ДРЕВЕСНЫХ ОТХОДОВ | 1992 |
|
RU2046821C1 |
| СПОСОБ БРИКЕТИРОВАНИЯ ОТХОДОВ | 2001 |
|
RU2182233C1 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТИРОВАННОГО ТОПЛИВА | 1996 |
|
RU2100414C1 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТОВ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТОВ | 2007 |
|
RU2364617C2 |
Относится к области машиностроения и может быть использовано в технологии прессования брикетов для получения растительного масла и шрота в виде брикетов, для переработки отходов лесной и деревообрабатывающей промышленности с получением качественных экологически чистых, без использования вяжущих веществ, топливных брикетов, для переработки шламов и дисперсных отходов в угольной промышленности. В канале экструдирования в промежутке между зоной загрузки исходного сырья и зоной конического прессующего шнека последовательно формируют сначала зону измельчения, а затем зону предварительного прессования и разогрева перерабатываемой массы за счет сил внутреннего трения, в которых одновременно осуществляется отжим избыточной влаги и вывод ее из полости канала экструдирования через его проницаемые для пара и жидкости стенки. Требуемые потребительские параметры брикетов из каждого вида сырья подбирают комбинацией величины скорости вращения шнека, изменением количества подающегося сырья, изменением зазоров между внутренней конической поверхностью канала экструдирования и наружными коническими поверхностями витков шнека предварительного прессования и разогрева перерабатываемой массы, а также наружными коническими поверхностями витков конического прессующего шнека. Способ позволяет получить качественные брикеты из различных видов сырья. 1 ил.
Способ получения брикетов, включающий загрузку исходного сырья в бункер с дозатором, продвижение сырья по длине внутреннего канала шнекового пресса вращающимся подающим шнеком, уплотнение и нагрев перерабатываемой массы прессующим шнеком на коническом участке канала через формующую матрицу в брикет с цилиндрическим отверстием вдоль его оси, отличающийся тем, что в канале экструдирования дополнительно в промежутке между зоной загрузки исходного сырья и зоной конического прессующего шнека последовательно формируют сначала зону измельчения, а затем зону предварительного прессования и разогрева перерабатываемой массы за счет сил внутреннего трения, в которых одновременно осуществляется отжим избыточной влаги и вывод ее из полости канала экструдирования через его проницаемые для пара и жидкости стенки, а требуемые потребительские параметры брикетов из каждого вида сырья подбирают комбинацией величины скорости вращения шнека, изменением количества подающегося сырья, изменением зазоров между внутренней конической поверхностью канала экструдирования и наружными коническими поверхностями витков шнека предварительного прессования и разогрева перерабатываемой массы, а также наружными коническими поверхностями витков конического прессующего шнека.
| СПОСОБ ПОЛУЧЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ И УСТАНОВКА ДЛЯ ИХ ПРЕССОВАНИЯ | 2001 |
|
RU2185420C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ ИЗ ДРЕВЕСНЫХ ОТХОДОВ | 1992 |
|
RU2046821C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКЛЮЧЕНИЯ ПЕРЕДАЧ В КОРОБКЕ СКОРОСТЕЙ МОТОРНЫХ ПОВОЗОК | 1933 |
|
SU38877A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСЕРВОВ "КОТЛЕТЫ РЫБООВОЩНЫЕ В ТОМАТНО-ГАРНИРНОМ СОУСЕ" | 2011 |
|
RU2476120C1 |

