Изобретение относится к черной металлургии, в частности к производству черной жести и тонколистового проката, и может быть использовано в производстве полосовой малоуглеродистой стали под электролитическое лужение.
Известен способ регулирования нагрева металла в колпаковой печи. По предлагаемому способу при отжиге черной жести в колпаковых печах задание по колпаковой термопаре устанавливают равным 760°С (на 40°С выше Acl), по достижении температуры 760°С задание снижают до 680°С и осуществляют регулирование до достижения температуры по стендовой термопаре 580°С (на 30°С выше температуры начала рекристаллизации холоднокатаной стали), выдержка при этой температуре не менее 2 ч (патент Российской Федерации №2165466). Недостатком данного способа является невозможность получения черной жести с высокими пластическими свойствами.
Известен способ отжига черной жести в колпаковых печах, включающий нагрев до 680-710°С, выдержку в нагретом состоянии для выравнивания температуры по объему стопы рулонов и охлаждение до 150-200°С в защитной атмосфере под муфелем (Холодная прокатка жести. С.П.Антонов, М.И.,Бояршинов, М.И.Куприн и др., Москва, Металлургия, 1965, с.181-184). Недостатком предлагаемого способа является получение черной жести с низкими пластическими свойствами.
Наиболее близким аналогом является способ производства черной жести, заключающийся в непрерывной разливке слябов из раскисленной алюминием стали, горячей прокатке и смотке полосы в рулон при температуре 690-730°С, холодной прокатке, рекристаллизационном отжиге в колпаковой печи, при этом задание по колпаковой термопаре устанавливают на 40-70°С выше точки Acl, по достижении установленной температуры ее снижают на 80-100°С, осуществляют выдержку до достижения по стендовой термопаре температуры на 30-70°С выше начала рекристаллизации, осуществляют выдержку не менее 8 ч и проводят охлаждение под нагревательным колпаком с выключенными горелками в течение 4-6 ч, затем под муфелем до температуры распаковки и на воздухе до температуры дрессировки (патент Российской Федерации №2165465).
Недостатком ближайшего аналога является образование в процессе отжига поверхностных дефектов в виде «окисной кромки» и недостаточные (низкие) пластические свойства черной жести.
Технической задачей изобретения является производство продукции с высокими пластическими свойствами и требуемого качества, т.е. без поверхностных дефектов.
Техническая задача решается тем, что в способе производства черной жести, включающем непрерывную разливку слябов из раскисленной алюминием стали, горячую прокатку, смотку полос в рулон, холодную прокатку, рекристаллизационный отжиг в колпаковой печи, окончательное охлаждение рулонов до температуры дрессировки, дрессировку в отличие от ближайшего аналога, смотку горячекатаных полос осуществляют при 670-690°С, затем полосы травят, после травления производят холодную прокатку, обезжиривание и рекристаллизационный отжиг в колпаковой печи, при этом регулирование температурного режима отжига осуществляют по температуре полос, причем первоначально устанавливают температуру начала рекристаллизации, осуществляют выдержку при данной температуре 5-8 ч, затем производят нагрев до температуры выше температуры начала рекристаллизации на 100-120°С и осуществляют выдержку 3-6 ч, затем температуру снижают на 40-50°С ниже Arl и выдерживают полосы при этой температуре 5-10 ч, после выдержки ведут охлаждение с выключенными горелками под нагревательным колпаком до температуры полос на 100-80°С ниже точки Arl, по достижении установленной температуры нагревательный колпак снимают, последующее охлаждение производят под муфелем до температуры 120-150°С, дрессировку полос производят при температуре 20-40°С с величиной относительного обжатия 0,5-1,0%.
В результате решения данной технической задачи по описываемому способу в заявляемом диапазоне технологических параметров: температуры при смотке полос после горячей прокатки, режима рекристаллизационного отжига в колпаковых печах и относительного удлинения при дрессировке достигается получение качества поверхности черной жести (без дефектов типа «окисная кромка») с однородной микроструктурой и высокими пластическими свойствами черной жести после дрессировки.
Пример конкретного выполнения
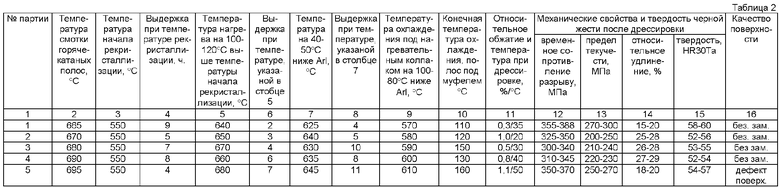
В ОАО «ММК» непрерывные слябы - 5 партий - из стали марки 08пс, раскисленной алюминием, прокатали на непрерывном широкополосном стане горячей прокатки, полосы смотали, каждую партию полос в рулоны при температуре соответственно 665, 670, 680, 690 и 695°С, горячекатаный подкат протравили в агрегате непрерывного травления, прокатали на стане холодной прокатки в листопрокатном цехе №3 (ЛПЦ-3) до толщины 0,20 мм и ширины 834 мм, обезжирили поверхность холоднокатаных полос в линии электролитического обезжиривания, осуществили рекристаллизационный отжиг в колпаковой печи. Партию по температуре смотки горячекатаных полос из 12 рулонов отжигали в колпаковой печи в одной садке - три стопы по 4 рулона, общий вес садки ~ 162 т. Регулирование температурного режима отжига садки производили по температуре полос (металла): первоначально стендовую термопару установили на температуру начала рекристаллизации (550°С), затем выдержали полосы при данной температуре в течение соответственно по партиям 9, 5, 7, 8, 4 ч, после выдержки произвели нагрев до температуры соответственно по партиям 640, 650, 670, 660, 670°С и осуществили выдержку соответственно по партиям в течение 2, 3, 4, 6, 7 ч, затем температуру снизили соответственно по партиям до 625, 640, 630, 635, 645°С, выдержали полосы соответственно по партиям в течение 4, 5, 10, 8, 11 ч, после выдержки произвели охлаждение с выключенными горелками под нагревательным колпаком до температуры полос соответственно по партиям 570, 580, 590, 600, 610°С, по достижении установленной температуры нагревательный колпак сняли, последующее охлаждение произвели под муфелем до температуры соответственно по партиям 110, 120, 150, 130, 160°С. Последующую дрессировку тонколистового проката производили при температуре полос соответственно по партиям 35, 20, 30, 40, 50°С с величиной относительного обжатия соответственно по партиям 0,3; 1,0; 0,5; 0,8; 1,1. Результаты примера приведены в таблице 1, 2.
В таблице 1 приведены показатели по предлагаемому способу, известному способу и по нормативным документам (ГОСТ Р 52204). В таблице 2 представлены температурные режимы смотки полос после горячей прокатки, отжига, дрессировки полос и результаты испытаний на определение механических свойств и твердости черной жести после дрессировки.
Преимущество заявляемого способа заключается в получении требуемых высоких пластических свойств и отсутствии дефектов поверхности типа «окисная кромка» после отжига. Заявляемый способ позволяет увеличить выход годной черной жести после дрессировки на 85% по сравнению с известным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 1999 |
|
RU2165465C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ АВТОМОБИЛЕСТРОЕНИЯ | 2016 |
|
RU2638477C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2006 |
|
RU2307173C1 |
| Способ производства холоднокатаной полосы | 2021 |
|
RU2762448C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА | 2020 |
|
RU2745411C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ХОЛОДНОКАТАНОЙ УГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2288284C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНЧАЙШЕЙ ЖЕСТИ | 2013 |
|
RU2511155C1 |
| Способ производства холоднокатаного проката | 2024 |
|
RU2834541C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА | 2018 |
|
RU2699480C1 |
Изобретение относится к области металлургии, в частности к производству черной жести из малоуглеродистой стали. Для производства жести электролитического лужения с высокими пластическими свойствами и качественной поверхностью проводят непрерывную разливку слябов из раскисленной алюминием стали, горячую прокатку и смотку полосы в рулон при 670-690°С, травление полос, холодную прокатку с суммарными обжатиями 90-93%, обезжиривание, рекристаллизационный отжиг в колпаковой печи и дрессировку, при этом рекристаллизационный отжиг в колпаковой печи производят с регулированием температурного режима отжига по температуре смотки полос в рулон: сначала стендовую термопару устанавливают на температуру начала рекристаллизации стали: 550°С - для стали 08 пс, при которой выдерживают 5-8 ч, производят нагрев до температуры выше температуры начала рекристаллизации на 100-120°С, выдерживают 3-6 ч, затем температуру снижают на 40-50°С ниже Ar1 для стали 08пс - 680°С выдерживают 5-10 ч и охлаждают с выключенными горелками под нагревательным колпаком до температуры Ar1-(100-80)°C, при которой нагревательный колпак снимают и охлаждают под муфелем до 120-150°С. Дрессировку производят при 20-40°С с обжатием 0,5-1,0%. 2 табл.
Способ производства черной жести, включающий непрерывную разливку слябов из раскисленной алюминием стали, горячую прокатку, смотку полос в рулон, холодную прокатку, рекристаллизационный отжиг в колпаковой печи, окончательное охлаждение рулонов до температуры дрессировки и дрессировку, отличающийся тем, что смотку полос в рулон осуществляют при 670-690°С, после смотки проводят травление полосы, холодную прокатку, обезжиривание и рекристаллизционный отжиг, температурный режим которого регулируют по температуре смотки полос в рулон, при этом сначала устанавливают температуру начала рекристаллизации, осуществляют выдержку при данной температуре 5-8 ч и ведут нагрев до температуры выше температуры начала рекристаллизации на 100-120°С с выдержкой 3-6 ч, затем температуру снижают на 40-50°С ниже Ar1 и выдерживают при этой температуре 5-10 ч, после выдержки ведут охлаждение с выключенными горелками под нагревательным колпаком до температуры полос на 100-80°C ниже точки Ar1, по достижении установленной температуры нагревательный колпак снимают, последующее охлаждение производят под муфелем до температуры 120-150°С, дрессировку полос производят при температуре 20-40°С с величиной относительного обжатия 0,5-1,0%.
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 1999 |
|
RU2165465C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
| СПОСОБ УПРАВЛЕНИЯ ОТЖИГОМ МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2262541C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2006 |
|
RU2315118C1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| GB 21107226 A, 27.04.1983. | |||

