Изобретение относится преимущественно к черной металлургии, конкретнее к производству листового металла рулонным способом на непрерывных и реверсивных станах холодной прокатки с последующей обработкой смотанных рулонов в колпаковых печах и затем на дрессировочных станах.
Наиболее близким по своей технической сущности и достигаемому результату к предлагаемому техническому решению является способ производства рулонного полосового металла, включающий холодную прокатку полос с подачей смазочно-охлаждающей жидкости, смотку полос заданной конечной толщины в рулоны, отжиг рулонов в колпаковых печах и их дрессировку. Рулон полосы заданной конечной толщины в многоклетьевых непрерывных станах и станах бесконечной холодной прокатки формируется после пропуска полосы через последнюю клеть. На реверсивных станах холодной прокатки осуществляется смотка в рулоны полос промежуточных толщин, а рулон заданной конечной толщины получают после последнего пропуска (прохода) (См. Белянский Л.А., Кузнецов Л.А., Франценюк И.В. Тонколистовая прокатка. Технология и оборудование. - М.: Металлургия, 1994, на стр.150; 93-103; 258; 111, 261-262; 150 -Прототип).
Недостаток известного способа состоит в том, что в нем в процессе холодной прокатки не снижают температуру по длине сматываемой полосы заданной конечной толщины в ходе смотки рулона. Поэтому межвитковые давления в смотанном рулоне могут достичь уровня, при котором происходит сваривание (схватывание) витков рулона при его последующем отжиге в колпаковой печи. В процессе дрессировки отожженных рулонов, прокатанных по известному способу, возникают дефекты поверхности полос типа "излом" и "пятна слипания-сварка". Кроме того, обработка рулонов, имеющих сварку (схватывание) витков в термическом отделении и на дрессировочных станах сопряжена с дополнительными трудозатратами, повышенным расходом валков и снижением производительности.
Технический эффект при использовании изобретения заключается в исключении дефектов поверхности готовых листов и полос типа "излом", "пятна слипания-сварка" и "царапины", "риски".
Указанный технический эффект достигают тем, что способ производства рулонного полосового металла включает холодную прокатку полос с подачей смазочно-охлаждающей жидкости, смотку полос заданной конечной толщины в рулоны, отжиг рулонов в колпаковых печах и их дрессировку. В установившемся процессе холодной прокатки снижают температуру металла по длине сматываемой полосы заданной конечной толщины в ходе смотки рулона, причем разность между температурой полосы в начале и в конце намотки устанавливают в диапазоне 5...100°С.
Под установившимся процессом холодной прокатки следует понимать прокатку на рабочей скорости, исключая участки разгона (ускорения) прокатного стана и участки пропуска сварных швов.
Исключение отмеченных дефектов объясняется следующим.
В предлагаемом способе в отличие от прототипа и других известных способов в качестве технологического приема используется снижение на регламентируемую величину температуры полосы в процессе прокатки и смотки по мере увеличения диаметра сматываемого рулона. После усреднения температуры витков в рулоне, в процессе которого внутренние первоначально более горячие витки, остывая, сокращаются в длине, а наружные, изначально более холодные, нагреваясь, дополнительно удлиняются. За счет этого плотность намотки уменьшается. Процесс усреднения температур и снижения плотности намотки происходит, когда рулон находится в вертикальном положении после кантовки из горизонтального положения перед отжигом в колпаковой печи. В этот период отсутствует опасность проседания рулона под действием собственного веса, которая имела бы место, если бы неплотная намотка рулона достигалась бы за счет меньшего натяжения смотки. В этом случае опасность проседания неплотно смотанного рулона возникала бы сразу после его снятия с барабана моталки в горизонтальном положении. Таким образом, после усреднения температуры по радиусу рулона происходит снижение уровня межвитковых давлений, оказывающих существенное влияние на сцепление поверхностей витков полосы в рулоне в процесс отжига. Чем меньше уровень межвитковых давлений, тем меньше сцепление поверхностей под действием высоких температур.
В целом этим решается задача достичь в процессе отжига рулонов такого распределения удельных усилий сцепления смежных витков, при котором они не превышают критических значений, соответствующих свариванию (схватыванию) поверхностей. Расчет удельной силы сцепления (отрыва) q осуществили по эмпирической зависимости, полученной обработкой экспериментальных данных с использованием множественного корреляционного анализа:

где р - удельное межвитковое давление, Н/мм2; Т - максимальная температура нагрева,°С; τ - продолжительность действия температуры Т, мин; Ra - шероховатость поверхности полосы, мкм. Диапазоны изменения параметров, в которых получена зависимость: р=0...50 Н/мм2; т=0...180 мин; Т=600...730°С; Ra=0,5...1,7 мкм соответствуют диапазонам изменения этих технологических параметров в процессе прокатки и формирования рулона, а также в ходе отжига рулонов металлических полос в колпаковых печах.
Начало и конец временного отрезка τ для каждого витка определяли по достижении температуры 600°С (эта температура, выше которой резко увеличивается вероятность схватывания, слипания и сваривания витков) на стадии нагрева и охлаждения соответственно. При использовании формулы для расчета удельной силы отрыва витков q на полученных временных отрезках τ величины межвитковых давлений р и температур Т усреднялись.
Изменение распределения температур и межвитковых давлений по радиусу рулона в процессе отжига определяли с использованием разработанной математической модели.
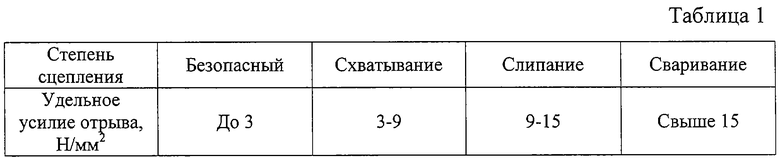
Степень сцепления металла качественно разделили на четыре групппы, каждой из которых поставили в соответствие численные значения удельных усилий отрыва (см. таблицу 1). Определение этих значений осуществили на основании экспериментальных данных об удельных усилиях отрыва, полученных при разъединении стальных плоских образцов с различной шероховатостью поверхности сжатых с различными фиксированными усилиями и подвергнутых нагреву и охлаждению в условиях, которые моделируют отжиг рулонов в колпаковых печах. Это позволило применить расчетные значения усилий отрыва q для прогнозирования степени сцепления витков рулонов в процессе отжига.
Исключение дефектов поверхности металла, который после холодной прокатки обрабатывается в колпаковых печах, будет происходить за счет того, что путем регламентированного уменьшения температуры полосы в процессе прокатки и по мере формирования рулона достигается распределение межвитковых давлений в рулонах, при котором степень сцепления витков в процессе отжига находится на безопасном уровне.
Снижение температуры полосы в процессе прокатки и формирования рулона менее чем на 5°С не позволяет достичь технического эффекта. Уменьшение межвитковых давлений не обеспечивает снижения степени сцепления витков в процессе отжига до безопасного уровня, необходимого для исключения схватывания, сваривания витков.
Если температуру полосы от начала смотки рулона до ее окончания снизить более чем на 100°С, то возможно возникновение участков рулона с неплотной смоткой. Это приводит к проскальзыванию витков друг относительно друга в процессе размотки рулонов на дрессировочном стане или в линии агрегата резки. Как следствие, возникают царапины и риски на поверхности проката, ухудшающие его качество. Кроме того, повышается вероятность потери устойчивости витков рулонов (проседания) под действием собственной массы.
Внутри диапазона 5...100°С требуемую разность температуры полосы в начале намотки и в конце намотки устанавливают в зависимости от натяжения смотки, параметров микрогеометрии поверхности прокатываемой полосы и величины отклонения от плоскостности.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основе этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий других вариантов в пределах формулы изобретения.
Пример. На пятиклетьевом стане 2030 прокатывали полосы шириной 1000 мм с исходной толщины 2,5 мм на заданную конечную толщину 0,5 мм с подачей смазочно-охлаждающей жидкости. После прокатки полосы сматывали на моталку. Внутренний радиус рулона (наружный диаметр барабана моталки) - 325 мм; внешний радиус рулона - 975 мм; длина полосы - 5309,3 м; масса рулона - 25 т. Шероховатость поверхности полосы заданной конечной толщины составляла Ra=0,7 мкм, удельное натяжение смотки 30 МПа.
В ходе прокатки с помощью переносной инфракрасной камеры "THERMAKAM" РМ 595 измеряли температуру полосы. По мере увеличения радиуса (диаметра) сматываемого рулона от 325 мм (650 мм) до 975 мм (1950 мм), то есть от начала смотки до ее окончания, после разгона стана до рабочей скорости 1200 м/мин температуру полосы понижали по линейному закону путем увеличения суммарного расхода смазочно-охлаждающей жидкости, подаваемой в клети стана от 480 до 1400 м3/ч.
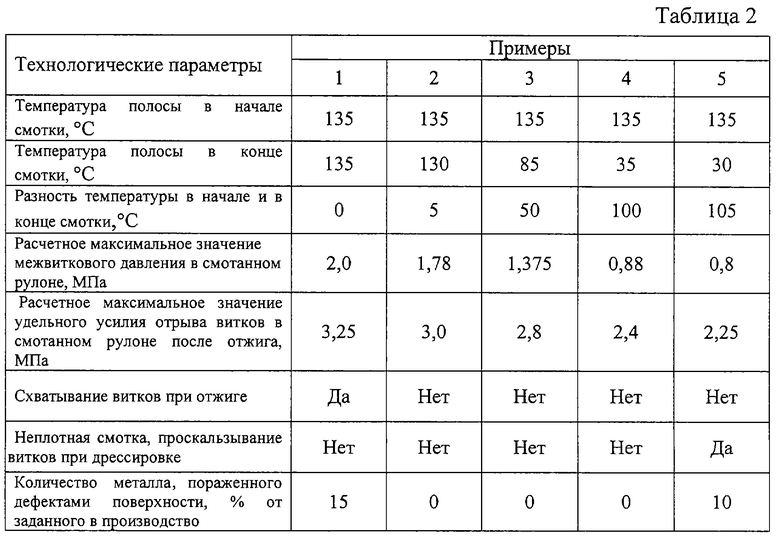
В таблице 2 приведены примеры осуществления способа с различными разностями температуры в начале смотки (передний конец рулона) и в конце смотки (задний конец рулона).
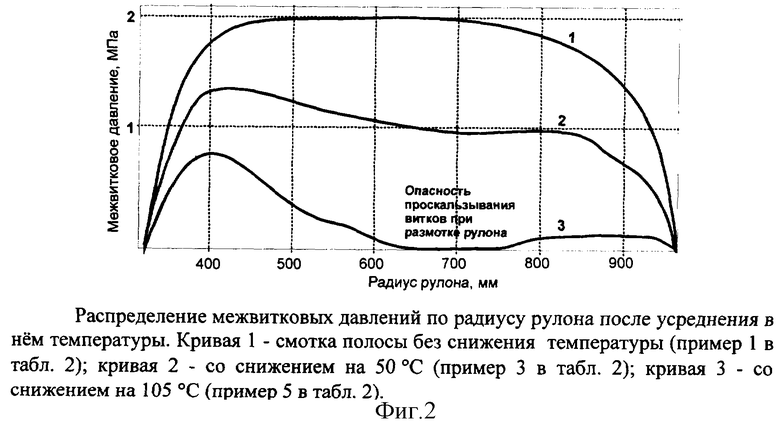
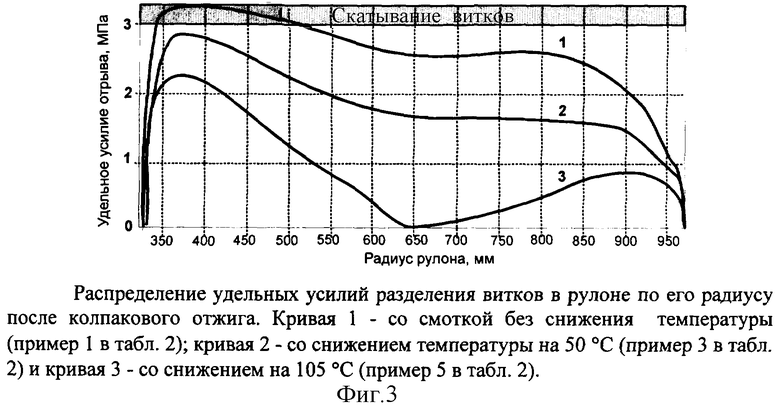
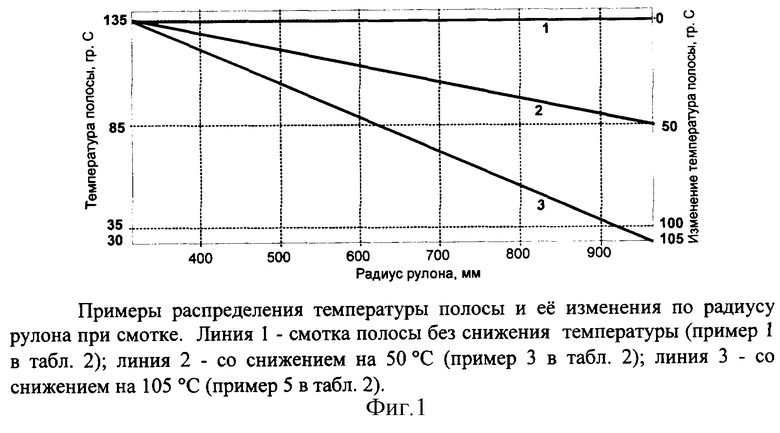
Примеры осуществления способа иллюстрируются на фиг.1, 2 и 3, на которых показано распределение температуры полосы и ее изменения по радиусу рулона при смотке (фиг.1), распределение межвитковых давлений по радиусу рулона после смотки и усреднения в нем температуры (фиг.2) и распределение удельных усилий разделения витков в рулоне по его радиусу после колпакового отжига (фиг.3).
В примере 1 разность между температурой полосы в начале и в конце смотки отсутствует. Линия 1 - смотка полосы без снижения температуры (фиг.1). Межвитковое давление достигает максимального значения на радиусе рулона 475 мм и снижается во внешних витках на радиусе более 750 мм (см. кривую 1 на фиг.2). В процессе отжига после 50 часов от момента его начала в витках рулона, соответствующих радиусу намотки 325 мм<R<500 мм удельные усилия отрыва превосходят безопасный уровень, достигая максимального значения 3,25 МПа (см. кривую 1 на фиг.3). Вследствие этого в процессе отжига произошло схватывание витков. В результате при дрессировке рулонов, прокатанных в условиях примера 1, отмечены дефекты поверхности "излом" и "пятна слипания-сварка".
В примере 5 разность между температурой полосы в начале и в конце смотки превышает 100°С и является чрезмерной. Изменение температуры по радиусу рулона характеризуется линией 3 на фиг.1. Низкий уровень межвитковых давлений не позволил сформировать рулон с достаточно плотной смоткой. В части рулона 625 мм<К<775 мм межвитковые давления практически отсутствуют (кривая 3 на фиг.2). Поэтому в процессе дрессировки рулонов, прокатанных с чрезмерно высокой разностью температур в начале и в конце их формирования, отмечены телескопичность витков, проскальзывание витков и механические повреждения поверхности из-за неплотной смотки. Имели место дефекты "царапины", "риски". Кроме того, при еще большем увеличении разности температур в начале и в конце смотки наблюдалась потеря устойчивости (проседание) рулонов под действием собственного веса. Это делает практически невозможным дальнейшую обработку рулонов в технологических линиях.
В оптимальных примерах 2, 3 и 4 получены рулоны с таким распределением межвитковых давлений, которое обеспечивает как достаточно плотную смотку, так и отсутствие схватывания витков в процессе отжига. При этом исключаются дефекты поверхности типа "излом", "пятна слипания-сварка" и "царапины", "риски". На фиг.1 линия 2 отражает изменение температуры по длине сматываемой полосы заданной конечной толщины в ходе смотки рулона в условиях примера 3. Для этого же примера на фиг.2 и 3 кривые 2 показывают распределение межвитковых давлений в рулоне после смотки (и выравнивания температуры) и распределение удельных усилий разделения витков в рулоне после колпакового отжига соответственно.
Снижение температуры металла по длине сматываемой полосы заданной конечной толщины в ходе смотки рулона с разностью между температурой полосы в начале и в конце намотки в диапазоне 5...100°С для получения технического эффекта может быть достигнуто и другими приемами. Например, снижением степени дополнительного разогрева полосы в ходе смотки индуктором, установленным в линии стана, применением регулируемого дополнительного межклетьевого охлаждения полосы, а также регулируемым постепенным уменьшением величины рабочей скорости прокатки.
Таким образом, предлагаемый способ позволяет повысить качество готовой листовой продукции, уменьшить отсортировку и перевод проката в продукцию, не соответствующую заказам по дефектам "излом", "пятна слипания-сварка", "царапины", "риски", на 10-15%. Кроме того, дополнительный эффект от применения предложенного способа состоит в уменьшении коррозии прокатанного металла за счет более интенсивного испарения остатков эмульсии в процессе остывания рулона в вертикальном положении перед колпаковым отжигом за счет уменьшения плотности его намотки в ходе естественного выравнивания температуры. Также уменьшается сажеобразование в процессе колпакового отжига и загрязненность готовых полос и листов.
Формирование оптимального напряженно-деформированного состояния рулонов по предложенному способу позволяет уменьшить требуемые усилие прокатки в последней клети (пропуске при реверсивной прокатке) и шероховатость поверхности рабочих валков. За счет этого достигается увеличение производительности стана холодной прокатки, снижение расхода валков и энергозатрат на процесс.
Обеспечение предложенным способом оптимальной плотности намотки при отсутствии схватывания, слипания и сваривания витков позволяет вести размотку рулона в процессе дрессировки с максимальным ускорением, что повышает производительность дрессировочных станов. За счет увеличения пропускной способности дрессировочных станов повышается производительность всего термического отделения, имеющего в своем составе колпаковые печи. Колпаковый отжиг рулонов с допустимо уменьшенным уровнем межвитковых давлений можно вести с применением более интенсивных режимов нагрева и охлаждения, что дополнительно позволяет увеличить производительность термического отделения и снизить суммарные энергозатраты.
Применение предложенного способа обеспечивает повышение рентабельности производства холоднокатаной листовой стали, способствует расширению сортамента проката, обрабатываемого в колпаковых печах, и освоению новых видов продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС В РУЛОН | 2001 |
|
RU2212296C2 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| Способ производства холоднокатаной полосовой стали | 1989 |
|
SU1766986A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС | 2005 |
|
RU2296018C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСОВОГО ПРОКАТА | 2001 |
|
RU2216415C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НА ЧЕТЫРЕХКЛЕТЕВОМ НЕПРЕРЫВНОМ СТАНЕ 2500 | 2011 |
|
RU2465080C1 |
| СПОСОБ НАМОТКИ НА БАРАБАН МОТАЛКИ ПОЛОСЫ ПРИ ХОЛОДНОЙ ПРОКАТКЕ ДЛЯ ПОСЛЕДУЮЩЕГО ОТЖИГА В КОЛПАКОВОЙ ПЕЧИ | 1994 |
|
RU2072268C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
Изобретение относится преимущественно к черной металлургии, конкретнее к производству листового металла рулонным способом на непрерывных и реверсивных станах холодной прокатки с последующей обработкой смотанных рулонов в колпаковых печах и затем на дрессировочных станах. Задача изобретения заключается в исключении дефектов поверхности готовых листов и полос типа "излом", "пятна слипания-сварка" и "царапины", "риски". Способ производства рулонного полосового металла включает холодную прокатку полос с подачей смазочно-охлаждающей жидкости, смотку полос заданной конечной толщины в рулоны, отжиг рулонов в колпаковых печах и их дрессировку. В установившемся процессе холодной прокатки снижают температуру металла по длине сматываемой полосы конечной заданной толщины в ходе смотки рулона, причем разность между температурой полосы в начале и в конце смотки устанавливают в диапазоне 5...100°С. Изобретение обеспечивает снижение уровня межвитковых давлений. 3 ил., 2 табл.
Способ производства рулонного полосового металла, включающий холодную прокатку полос с подачей смазочно-охлаждающей жидкости, смотку полос заданной конечной толщины в рулоны, отжиг рулонов в колпаковых печах и дрессировку полос, отличающийся тем, что в установившемся процессе холодной прокатки снижают температуру металла по длине сматываемой полосы заданной конечной толщины в ходе смотки рулона, причем разность между температурой полосы в начале и в конце ее смотки устанавливают в диапазоне 5...100°С.
| БЕЛЯНСКИЙ Л.А | |||
| и др | |||
| Тонколистовая прокатка | |||
| Технология и оборудование | |||
| - М.: Металлургия, 1994, с | |||
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2001 |
|
RU2186641C1 |
| Способ охлаждения горячекатаной полосы из низкоуглеродистой нестареющей стали,раскисленной алюминием | 1975 |
|
SU628826A3 |
| JP 59162227 A, 13.09.1984. | |||
