Изобретение относится к металлургии, в частности к производству стального проката, и может быть использовано в производстве полосовой низкоуглеродистой стали для холодного деформирования и жести пониженной твердости.
Известен способ производства черной жести, предназначенной для изготовления легкооткрывающихся банок. Заявка 61-243123, Япония, заявл. 19.04.85 N 60-82547, опубл. 29.10.86, C 21 D 9/46, C 21 D 8/02, включающий непрерывную разливку слябов из раскисленной алюминием стали, содержащей (в %): C-0,05; Al-0,03-0,15; AI/N≥10, горячую прокатку при конечной температуре равной или выше 840oC, смотку в рулон при температуре не выше 600oC, холодную прокатку, отжиг в колпаковой печи при температуре выше температуры начала кристаллизации, но ниже 650oC, и дрессировку с обжатием 10-25%.
Недостатком данного способа является невозможность обеспечить низкую твердость черной жести после дрессировки с обжатиями 10-25%.
Наиболее близким аналогом является способ получения черной жести для луженого листа с повышенной деформируемостью, заявка 61-243124, Япония, заявл. 18.04.85 N 60-81398, опубл. 29.10.86 C 21 D 9/48, C 21 D 8/04, согласно которому непрерывнолитой сляб из стали, раскисленной алюминием, содержащей (в%): C 0,02-0,10; Mn 0,10-0,50; Al 0,01-0,08 и остальное - Fe с неизбежными примесями подвергают горячей прокатке со смоткой полосы в рулон при температуре 650oC и ниже, холодной прокатке и рекристаллизационному отжигу в установке непрерывного отжига, затем в колпаковой печи и осуществляют охлаждение.
Недостатком ближайшего аналога является повышенный расход энергоносителей, так как для получения жести ее подвергают двукратному отжигу: вначале в установке непрерывного отжига, затем в колпаковой печи, при этом жесть получают с высокой прочностью σв = 340-390 н/мм2, то есть недостаточно мягкую.
Задачей предлагаемого изобретения является получение черной жести пониженной твердости при одновременном снижении расхода энергоносителей на ее производство.
Поставленная задача достигается тем, что в способе производства черной жести, включающем непрерывную разливку слябов из раскисленной алюминием стали, горячую прокатку и смотку в рулон, холодную прокатку и рекристаллизационный отжиг в колпаковой печи и охлаждение с печью, непрерывную разливку слябов осуществляют из стали, раскисленной алюминием, с содержанием (в %): C≤0,03; Mn 0,20-0,30; Al ≤0,05; Si 0,01; S 0,020; P≤ 0,015; Cr≤0,03; Ni≤0,03; Cu≤0,04; Fe - остальное, смотку в рулон после горячей прокатки производят при температуре 690-730oC, затем осуществляют холодную прокатку и однократный рекристаллизационный отжиг в колпаковой печи, при этом задание по колпаковой термопаре устанавливают на 40-70oC выше точки Ac1, по достижении установленной температуры задание снижают на 80-100oC, осуществляют выдержку до достижения по стендовой термопаре температуры на 30-70oC выше начала рекристаллизации, осуществляют выдержку не менее 8 ч и проводят охлаждение под нагревательным колпаком с выключенными горелками в течение 4-6 ч, затем под муфелем до температуры распаковки и на воздухе до температуры дрессировки.
Пример осуществления способа
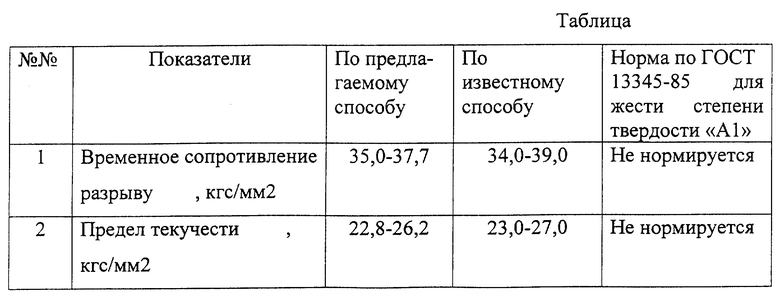
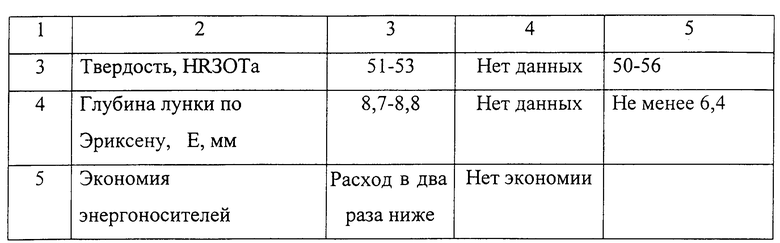
Непрерывнолитые слябы из стали марки 08пс раскисленной алюминием, содержащей (в%): C 0,03; Si 0,01; Mn 0,24; S 0,015; P 0,006; Сr 0,02; Ni 0,03; Cu 0,04; Al 0,044; N 0,007, Fe - остальное, подвергли горячей прокатке со смоткой полосы в рулон при температуре 710-730oC, осуществили холодную прокатку полосы до толщины 0,20 мм и ширины 730 мм с обжатием 91,3%, смотали в рулоны с внутренним диаметром (- о вн) 500 мм и диаметром по периферии (о пер. ) 1860 мм и осуществили рекристаллизационный однократный отжиг в колпаковой печи. Рулоны формировали в стопы по четыре рулона в стопе, три стопы - в садке. Между рулонами в стопе укладываем конвекторные кольца для циркуляции защитного газа в процессе нагрева и охлаждения. Стопы рулонов накрывали муфелями, устанавливали нагревательный колпак и осуществляли нагрев. Задание по колпаковой термопаре установили равным 760oC (на 40oC выше точки Ac1, стали марки 08пс). По достижении установленной температуры задание снизили до 680oC и осуществили выдержку по колпаковой термопаре до достижения по стендовой термопаре температуры 580oC (на 30oC выше температуры начала рекристаллизации - 550oC, стали 08пс, прокатанной при холодной прокатке с обжатиями 89-92%) и выдержке при 580oC не менее 8 ч. Стендовая термопара установлена в направляющем аппарате одной из стоп на расстоянии 550 мм от оси стендового вентилятора и замеряет температуру нижнего торца нижнего рулона в процессе нагрева и охлаждения. Затем отключили горелки, нагревательный колпак с выключенными горелками находился на стенде еще 4 ч, затем был снят. Под муфелями рулоны жести были охлаждены до 180oC по стендовой термопаре. После этого рулоны передали на склад для окончательного охлаждения и дрессировки. В результате получили черную жесть степени твердости A1 по ГОСТ 13345-85 (см. таблицу).
Как видно из таблицы, предлагаемый способ обеспечивает получение жести степени твердости "A1", самой мягкой жести, предусмотренной ГОСТ 13345-85.
Преимущество заявляемого способа перед известным заключается в снижении расхода энергоносителей, повышении производительности. Для ОАО "ММК" заявляемый способ обеспечивает впервые возможность получения самой мягкой жести степени твердости "A1" по ГОСТ 13345-85. Это позволяет расширить рынки сбыта, т.е. увеличить прибыль и рентабельность производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 2008 |
|
RU2371486C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2006 |
|
RU2307173C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАГРЕВА МЕТАЛЛА В КОЛПАКОВОЙ ПЕЧИ | 1999 |
|
RU2165466C1 |
| Способ производства высокопрочной особонизкоуглеродистой холоднокатаной стали с высокой пластичностью | 2021 |
|
RU2764618C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ АВТОМОБИЛЕСТРОЕНИЯ | 2016 |
|
RU2638477C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| Способ производства высокопрочной особонизкоуглеродистой холоднокатаной стали с отжигом в периодических печах | 2021 |
|
RU2760968C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2516358C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2479640C1 |
Изобретение относится к металлургии, в частности, к производству стального проката и может быть использовано в производстве полосовой низкоуглеродистой стали для холодного деформирования и жести пониженной твердости. Техническим результатом изобретения является получение черной жести пониженной твердости при одновременном снижении расхода энергоносителей на ее производство. Способ включает непрерывную разливку слябов из раскисленной алюминием стали, горячую прокатку и смотку полосы в рулон при 690 - 730°С, холодную прокатку, рекристаллизационный отжиг в колпаковой печи, при этом задание по колпаковой термопаре устанавливают на 40 - 70°С выше точки Ас1, по достижении установленной температуры ее снижают на 80-100°С, осуществляют выдержку до достижения по стендовой термопаре температуры на 30-70°С выше начала рекристаллизации, осуществляют выдержку не менее 8 ч и проводят охлаждение под нагревательным колпаком с выключенными горелками в течение 4 - 6 ч, затем под муфелем до температуры распаковки и на воздухе до температуры дрессировки. 1 табл.
Способ производства черной жести, включающий непрерывную разливку слябов из раскисленной алюминием стали, горячую прокатку и смотку полосы в рулон, холодную прокатку, рекристаллизационный отжиг в колпаковой печи и охлаждение рулонов с печью, отличающийся тем, что непрерывную разливку слябов осуществляют из раскисленной алюминием стали с содержанием, %: С ≤ 0,03; Mn 0,20 - 0,30; Al ≤ 0,05; Si ≤ 0,02; S ≤ 0,02; P ≤ 0,015; Cr ≤ 0,03; Ni ≤ 0,03; Cu ≤ 0,04; N ≤ 0,007; Fe - остальное, смотку полосы в рулон после горячей прокатки производят при 690 - 730oC, затем осуществляют холодную прокатку полосы и однократный рекристаллизационный отжиг в колпаковой печи, при этом задание по колпаковой термопаре устанавливают на 40 - 70oC выше точки Ас1, по достижении установленной температуры ее снижают на 80 - 100oC, осуществляют выдержку до достижения по стендовой термопаре температуры на 30 - 70oC выше начала рекристаллизации, осуществляют выдержку не менее 8 ч и проводят охлаждение под нагревательным колпаком с выключенными в течение 4 - 6 ч, затем под муфелем до температуры распаковки и на воздухе до температуры дрессировки.
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ управления нагревом рулонной автолистовой стали для особо сложной вытяжки | 1987 |
|
SU1406186A1 |
| Способ изготовления листов из высокопрочных низколегированных сталей, содержащих азот и алюминий | 1977 |
|
SU734301A1 |
| Способ регулирования нагрева металла в колпаковой печи | 1986 |
|
SU1407978A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 1995 |
|
RU2062795C1 |

