Область техники, к которой относится изобретение
Изобретение относится к профилированной панели. Изобретение также относится к способу изготовления профилированной панели этого типа.
Уровень техники
Более конкретно, изобретение относится к профилированной панели, которая содержит видимую сторону, первую продольную сторону, содержащую первое охватываемое средство соединения, и вторую продольную сторону, расположенную на противоположной стороне от первой продольной стороны и снабженную первым охватывающим средством соединения, причем с помощью первого средства соединения можно соединять продольные стороны расположенных рядом друг с другом панелей с аналогичным профилем, в результате чего первое охватываемое средство соединения соединяется с первым охватывающим средством соединения. Профилированная панель также содержит второе средство соединения, предназначенное для соединения торцевых кромок соседних профилированных панелей.
Профилированные панели такого типа обычно изготовляют из соответствующего полимера, с использованием соответствующего способа обработки. Наиболее обычный и удобный способ обработки представляет собой экструзию, и в этом случае профилированные панели изготовляют практически непрерывными, с большой длиной, и затем их распиливают на куски требуемой длины. Профилированные панели, получаемые таким образом, используют для декорирования, например, стен и потолков, когда множество таких панелей соединяют друг с другом по их сторонам с использованием соответствующих средств соединения.
В этом контексте важно, чтобы набор профилированных панелей формировал эстетический блок, поскольку профилированные панели прежде всего предназначены для использования в качестве декорации. Эстетика всего набора определяется, в частности, способом соединения профилированных панелей, поскольку соединение обычно образует разный визуальный эффект и поэтому заметно для глаза.
В частности, важно, чтобы профилированные панели были сформированы таким образом, чтобы визуальные различия между профилированными панелями в местах расположения соединений были минимальными. Это обеспечивает однородный визуальный эффект и создает у наблюдателя декоративной стены или потолка впечатление высокого качества.
Известная профилированная панель, в общем, имеет первую продольную сторону, содержащую первое охватываемое средство соединения, и вторую продольную сторону, расположенную на противоположной стороне от первой продольной стороны, и содержащую первое охватывающее средство соединения, причем первое средство соединения может соединять друг с другом продольные стороны расположенных рядом, аналогичным образом профилированных панелей, в результате чего первое охватываемое средство соединения соединяется с первым охватывающим средством соединения. В известной профилированной панели предусмотрено второе средство соединения для соединения торцевых кромок соседних профилированных панелей. В известных профилированных панелях второе средство соединения содержит отдельный компонент в форме Н-образной секции. После разрезания профилированной панели на куски требуемой длины, две по существу плоские торцевые кромки двух аналогичным образом профилированных панелей устанавливают в отверстие Н-образной секции, и в случае необходимости, закрепляются в ней, например, с помощью поперечного гвоздя. Две известные аналогичные профилированные панели, таким образом, соединяют друг с другом на торцевых кромках.
Известная профилированная панель имеет недостаток, состоящий в том, что второе средство соединения очень сложно использовать, оно является визуально заметным и также создает впечатление неточной сборки, поскольку для соединения двух профилированных панелей требуется отдельный компонент (Н-образная секция).
Задача изобретения состоит в создании профилированной панели и способа ее производства, которые не имеют эти и другие недостатки.
Раскрытие изобретения
С этой целью профилированная панель, в соответствии с изобретением, отличается тем, что указанная профилированная панель содержит средство соединения встык, установленное так, что исключается полное перекрытие второго охватываемого средства соединения в соединенном положении вторым охватывающим средством соединения расположенной рядом профилированной панели так, что в соединенном положении, по меньшей мере, секция второго охватываемого средства соединения является видимой, и такая секция выглядит как шов соединения торцов между соседними профилированными панелями.
В результате этого, помимо прочего, второе охватываемое средство соединения неразъемно соединяется с первой торцевой поверхностью, при этом получается аккуратное и функционально надежное соединение стыков между аналогичными профилированными панелями.
Предпочтительно, профилированная панель, в соответствии с изобретением, отличается тем, что второе охватываемое средство соединения сформировано в виде фланца, который выступает от торцевой поверхности на соответствующую глубину U выступания, причем этот фланец продолжается, по существу, параллельно плоскости РР' профилированной панели, и верхняя сторона этого фланца выполнена с выемкой по отношению к поверхности видимой стороны, и тем, что второе охватывающее средство соединения сформировано в виде канавки такой формы, что второе охватываемое средство соединения расположенной рядом аналогичной профилированной панели может быть установлено в ней со скользящей посадкой, пока не будет получено соединенное положение, в котором, в соединенном положении:
- глубина U выступа фланца, по меньшей мере, равна глубине D канавки, в результате чего передняя кромка фланца устанавливается встык с задней стенкой канавки;
и/или
- торцевая поверхность устанавливается встык с торцевой поверхностью расположенной рядом аналогичной профилированной панели, тогда как глубина U выступания фланца, по меньшей мере, равна длине секции фланца, установленного в канавку;
при этом, по меньшей мере, секция фланца является видимой в соединенном положении и эта секция выглядит как шов соединения торцов между расположенными рядом друг с другом профилированными панелями.
В результате этого обеспечивается очень эффективное и функционально надежное соединение профилей панели. Помимо прочего, благодаря поддержанию в каждом профиле панели равной глубины выступа фланца и глубины канавки соединяемых профилей панели, и в предпочтительном варианте выполнения, благодаря установке передней кромки фланца встык с задней стенкой канавки, во всех случаях обеспечивается очень простая сборка и, кроме того, обеспечивается практически равная ширина шва соединения торцов.
Дополнительное преимущество профилированной панели в соответствии с изобретением состоит в том, что профилированная панель, и, в частности, также ее торцевые кромки менее вероятно могут быть повреждены при работе с ними во время сборки.
Когда профилированные панели соединяют друг с другом, в месте соединения формируется соединительная линия, которая ясно видима в плоскости видимой стороны. Для соединения друг с другом двух профилированных панелей в соответствии с изобретением, охватываемое средство соединения профилированной панели вставляют в охватывающее средство соединения расположенной рядом профилированной панели. Видимые стороны двух профилированных панелей располагаются напротив друг друга в этом соединенном состоянии. Однако разделение между профилированными панелями (соединительный шов) будет видимым и имеет вид расположенной ниже линии или полоски. Средство соединения в соответствии с изобретением обеспечивает то, что эта расположенная ниже линия или полоска может быть практически идентичной по всей видимой поверхности собранной стены и/или потолка. Это обеспечивается благодаря тому, что размеры охватываемого и охватывающего средств соединения в соответствии с изобретением являются фиксированными, так как они изготовлены вместе с профилированной панелью. Другое преимущество профилированной панели в соответствии с изобретением состоит в том, что ширина соединительного шва может быть установлена заранее путем выбора соотношения между глубиной установки фланца и глубиной канавки, независимо от сборки профилированных панелей.
Кроме того, в предпочтительном варианте выполнения во время сборки профилированных панелей глубина проникновения фланца в канавку также остается фиксированной за счет того, что передняя кромка фланца при правильной сборке, упирается в заднюю стенку канавки.
Известная профилированная панель обычно имеет форму многослойной структуры, которая содержит верхнюю стенку и заднюю стенку, установленные на некотором расстоянии друг от друга, с использованием соединительных ребер, продолжающихся более или менее перпендикулярно к ним. Многослойная структура такого типа имеет очень малый вес, является жесткой, и ее можно производить известным способом, с использованием одной операции, например с использованием экструзии.
Изобретение также относится к способу производства профилированной панели в соответствии с изобретением, в котором экструдируют, по меньшей мере, верхнюю стенку, заднюю стенку и соединительные ребра, продолжающиеся в большей или меньшей степени перпендикулярно к ним, в котором, по меньшей мере, один дополнительный верхний слой совместно экструдируют на верхнюю стенку и/или заднюю стенку на видимой стороне, этот совместно экструдированный продукт после его охлаждения разрезают на куски требуемой длины профилированных панелей, причем в этом способе, на первой торцевой поверхности верхний слой и, по меньшей мере, секцию задней стенки и/или соединительных ребер удаляют путем фрезерования по длине, практически равной глубине U выступания фланца, и, по меньшей мере, верхний слой, на глубину, на которой расположена верхняя стенка, формируя, таким образом, фланец, и причем в этом способе, на второй торцевой поверхности, верхнюю стенку и, если соответствует, секцию соединительных ребер удаляют путем фрезерования в продольном направлении, формируя, таким образом, канавку так, что благодаря использованию такого способа, формируется средство соединения встык, которое исключает полное перекрытие второго охватываемого средства соединения в соединенном положении вторым охватывающим средством соединения расположенной рядом профилированной панели так, что, в соединенном положении, по меньшей мере, секция второго охватываемого средства соединения является видимой, и такая секция выглядит как шов соединения торцов между расположенными рядом друг с другом профилированными панелями.
В предпочтительном способе, в соответствии с изобретением:
- на второй торцевой поверхности, верхнюю стенку и, если соответствует, секцию соединительных ребер удаляют путем фрезерования на глубину D, от торцевой кромки, по большей части, на глубину U выступания в продольном направлении, формируя, таким образом, канавку;
и/или
- в этом способе, на первой торцевой поверхности удаляют верхний слой и, по меньшей мере, секцию задней стенки и/или соединительных ребер, путем фрезерования на длину, практически равную глубине U выступа фланца, которая, по меньшей мере, равна длине секции фланца, устанавливаемой в канавку.
Предпочтительно, в соответствии с этим способом, в соединенном положении:
- глубина U выступа фланца, по меньшей мере, равна глубине D канавки, в результате чего передняя кромка фланца устанавливается встык с задней стенкой канавки;
и/или
- торцевая поверхность упирается в торцевую поверхность расположенной рядом аналогично профилированной панели, тогда как глубина U выступа фланца, по меньшей мере, равна длине секции фланца, устанавливаемой в канавку,
так, что, по меньшей мере, секция фланца является видимой в соединенном положении, и эта секция выглядит как шов соединения торцов между соседними профилированными панелями.
Хотя способ, в соответствии с изобретением, описан выше для профилированной панели, которая состоит из многослойной структуры с верхним слоем, для специалиста в данной области техники будет понятно, что аналогичным образом возможно получить профилированную панель с верхним слоем, которая выполнена другим способом, например, с использованием различных слоев, нанесенных друг на друга, с применением многослойной структуры с сердцевиной из вспененного материала вместо соединительных ребер и т.д. Для данного способа существенным является только то, что, по меньшей мере, на видимой стороне профилированной панели, верхний слой наносят, предпочтительно, с использованием совместной экструзии, и этот верхний слой затем частично удаляют на торцевой поверхности сформированной профилированной секции, формируя, таким образом, фланец, который может соединяться с канавкой второй профилированной панели. Способ, с помощью которого формируют такую канавку на второй торцевой поверхности, очевидно также может отличаться в зависимости от типа используемой профилированной панели. Например, в предпочтительном способе, для формирования канавки соединительные ребра могут быть частично удалены фрезерованием. В случае профилированной панели с сердцевиной из вспененного материала, в качестве примера, секция сердцевины из вспененного материала может быть вырезана.
В случае когда в контексте настоящей заявки делается ссылка на фрезерование и/или удаление с помощью фрезерования, эту ссылку также следует понимать как ссылку на любой известный способ (частичного) механического удаления слоя материала.
В случае когда в контексте настоящей заявки сделана ссылка на разрезание на куски требуемой длины, это также следует понимать как ссылку на любой известный способ получения правильной длины профилированной панели, например, путем распиливания.
В контексте настоящей заявки термин видимая сторона профилированной панели следует понимать как означающий сторону, которую можно видеть при нормальном использовании, после сборки стенки и/или потолка, содержащего профилированные панели.
Хотя совместное экструдирование представляет собой технологию производства, которую применяют как известный способ производства профилированных секций и других объектов, изготавливаемых из полимеров, и известные профилированные панели производят путем экструзии, до настоящего времени не была описана возможность производства путем экструзии и/или совместной экструзии профилированной панели с интегрированным вторым средством соединения. Фактически, известная профилированная панель имеет только интегрированное первое средство соединения (для соединения продольных сторон), и отдельные вспомогательные детали (в данном случае Н-образные секции) необходимо использовать для соединения торцевых поверхностей.
Производство профилированной панели, в соответствии с изобретением, как описано выше, позволяет получить часть, формирующую фланец верхней стенки, который продолжается под плоскостью видимой стороны, по существу, параллельно плоскости профилированной панели, продолжаясь практически по всей длине профилированной панели. Это позволяет обеспечить существенные преимущества, поскольку теперь становится возможным изготовлять профилированные панели в соответствии с изобретением, с различной длиной и с различной шириной соединительных швов из тех же совместно экструдированных деталей (и на той же линии совместной экструзии). С этой целью требуется только отрегулировать установки разрезания и фрезерования.
В соответствии с изобретением, профилированные панели такого типа, которые были экструдированы с верхней стенкой, можно разрезать на куски требуемой длины, и затем для формирования канавок достаточно вырезать соединительные ребра на соответствующих торцах профилированных панелей. Такие канавки можно очень просто получить с помощью режущего инструмента, например фрезы, и в этом случае положение и привод устанавливают таким образом, чтобы канавки, предпочтительно, были сформированы немного ниже верхней стенки.
Кроме того, имеются преимущества в характеристиках профилированной панели, в соответствии с изобретением, благодаря тому факту, что фланец сформирован с кромкой, которая выступает из плоскости фланца, и канавка содержит выемку в стенке, имеющую такую форму, что кромка может быть установлена в ней в соединенном положении.
Это позволяет дополнительно улучшить соединение и, кроме того, получить ширину соединительного шва, которая относительно нечувствительна длительному воздействию таких факторов, как ползучесть профилированных панелей, воздействие влаги и т.п.
Для получения собранной стенки и/или потолка с визуальным эффектом плитки предпочтительно, чтобы профилированная панель, в соответствии с изобретением, отличалась тем, что первое средство соединения профилированной панели было сформировано с использованием описанного выше второго средства соединения, в соответствии с изобретением.
В наборе профилированных панелей, соединительные швы (сформированные в центральной секции без перекрытия фланца) первого средства соединения будут видимы в продольных соединениях между профилированными панелями, в то время как соединительные швы (сформированные в центральной секции без перекрытия фланца) второго средства соединения также будут видимы на уровне поперечного (или торца с торцом) соединения профилированных панелей.
Благодаря тому что размеры первого и второго средств соединения выбраны идентичными в аналогичных профилированных панелях, это означает, что если множество аналогичных профилированных панелей комбинируют, как описано выше, ширина поперечного и продольного соединительных швов будет практически одинаковой, что обеспечивает визуально однородный внешний вид. Однако также возможно использовать разную ширину поперечных и продольных соединительных швов, например, в пропорции размеров комнаты, в которой используют профилированные панели.
Что касается степени выемки соединений по отношению к плоскости видимой стороны (которая определяется толщиной профилированной секции между канавками и плоскостью видимой стороны), получается эстетическое преимущество, связанное с тем, что значения толщины (d1, d2) между первой или второй канавками и видимой стороной профилированной панели практически равны друг другу.
Предпочтительно, чтобы профилированная панель имела глубину выступа фланца, по существу, равную сумме глубины канавки и ширины соединительного шва, видимого в соединенном положении. Это упрощает сборку профилированных панелей, поскольку когда фланцы "устанавливают встык" к задней стенке канавки, обеспечивается точная ширина соединительного шва.
Кроме того, предпочтительно, чтобы ширина панели была, по меньшей мере, по существу, равной ширине профилированной панели, и более предпочтительно ширина канавки аналогична, должна быть, по меньшей мере, по существу, равной, ширине профилированной панели.
Благодаря тому что фланец и канавка продолжаются по всей ширине профилированной панели, обеспечивается возможность простой адаптации размеров профилированной панели (даже после процесса производства), и в этом случае первое средство соединения также может быть легко получено снова, путем удаления верхней стенки и задней стенки фрезерованием на первой продольной стороне по длине, которая практически равна глубине выступа фланца, и практически до глубины, на которой расположена верхняя стенка, формируя, таким образом, фланец и путем удаления верхней стенки на второй продольной стороне, на глубину от боковой кромки, по большей части, на глубину выступа в поперечном направлении, путем фрезерования, формируя, таким образом, канавку.
В соответствии с изобретением можно формировать верхний слой, верхнюю стенку, соединительные ребра и заднюю стенку, с требуемым цветом и/или декоративным узором. Поскольку верхнюю стенку, соединительные ребра и заднюю стенку обычно экструдируют как единую деталь, они обычно имеют один и тот же цвет и/или декор, хотя это не является обязательным в соответствии с изобретением. Кроме того, возможно, чтобы верхний слой имел тот же цвет, что и верхняя стенка и/или соединительные ребра, и/или задняя стенка. Однако, предпочтительно, верхний слой имеет цвет и/или декор, которые отличаются, по меньшей мере, от верхней стенки (и поэтому также от соединительного шва).
Краткое описание чертежей
Изобретение будет описано ниже на основе следующего более подробного описания возможного варианта его выполнения, со ссылкой на следующие чертежи:
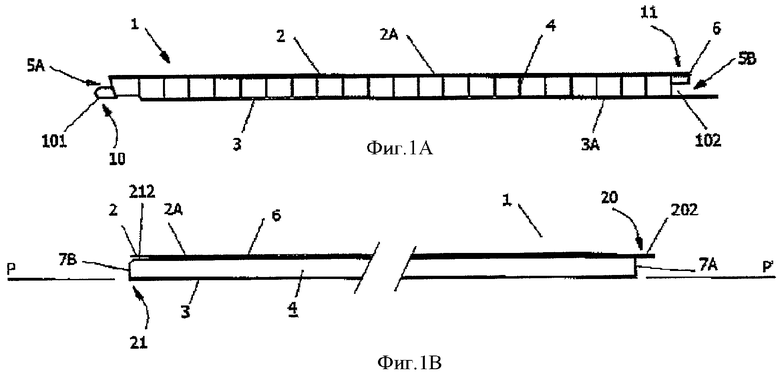
На фигуре 1А показана иллюстрация вертикального поперечного сечения в поперечном направлении профилированной панели в соответствии с изобретением.
На фигуре 1В показано вертикальное поперечное сечение в продольном направлении профилированной панели в соответствии с изобретением.
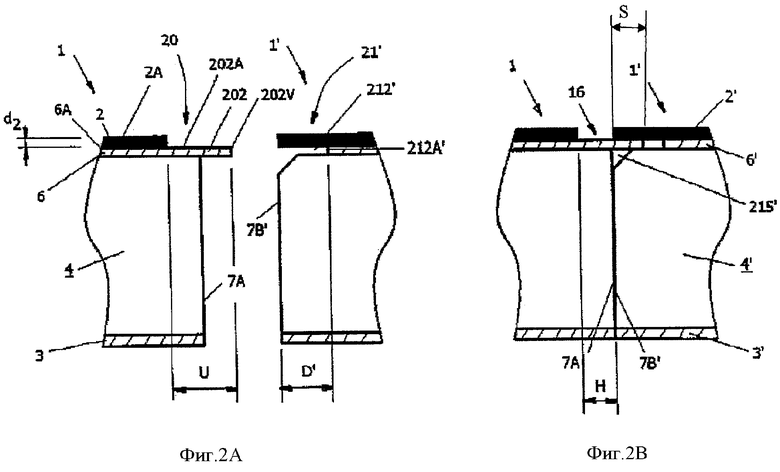
На фигуре 2А подробно показано вертикальное поперечное сечение через второе средство соединения, в соответствии с изобретением, в несоединенном положении.
На фигуре 2В подробно показано вертикальное поперечное сечение через второе средство соединения, в соответствии с изобретением в соединенном положении.
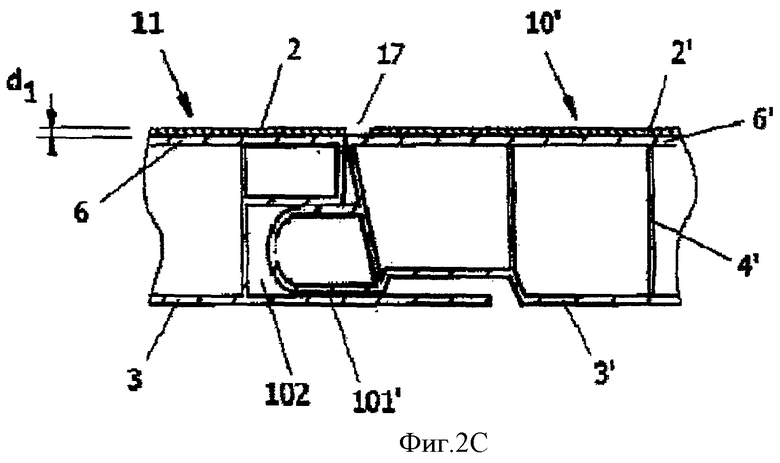
На фигуре 2С подробно показано вертикальное поперечное сечение первого средства соединения, в соответствии с изобретением, в соединенном положении.
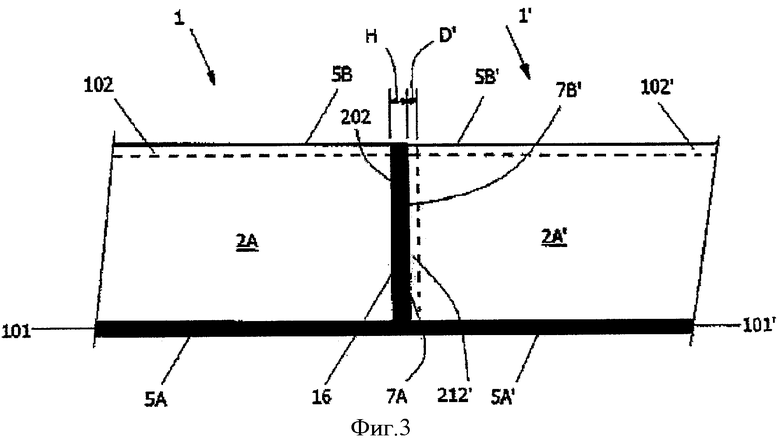
Наконец, на фигуре 3 схематично представлен вид в плане двух профилированных панелей, в соответствии с изобретением, в соединенном положении.
Осуществление изобретения
Профилированная панель 1, показанная на фиг.1, содержит верхнюю стенку 6, заднюю стенку 3 и, по меньшей мере, один верхний слой 2. Верхняя стенка 6 и задняя стенка 3 соединены друг с другом с помощью соединительных ребер 4. На фигуре 1 верхняя стенка 6 расположена сразу под верхним слоем 2. В таком случае поэтому видимая сторона 2А представляет собой переднюю поверхность верхнего слоя 2. Задняя сторона профилированной панели 1 по фигуре 1 сформирована нижней поверхностью 3А задней стенки 3. Предпочтительный вариант выполнения профилированной панели 1, показанный на фигуре 1, имеет первое средство (10, 11) соединения, сформированное первым охватываемым средством 101 соединения, которое расположено на первой продольной стороне 5А, и первое охватывающее средство 102 соединения, расположенное на второй продольной стороне 5В.
Первое средство (10', 11) соединения предусмотрено с целью соединения друг с другом продольных сторон расположенных рядом, аналогичных профилированных панелей 1' и 1, в результате того, что первое охватываемое средство 101' соединения соединяется с первым охватывающим средством 102 соединения (см. фигуру 2С).
Верхний слой 2' профилированной панели 1', в предпочтительном варианте выполнения, показанном на фигуре 2С, продолжается не по всей ширине профилированной панели 1', и, следовательно, секция 17 верхней стенки 6' остается видимой на продольном соединении. На фигуре 2С эта секция 17 расположена на продольной стороне первого охватываемого средства 101' соединения. В соответствии с изобретением, также возможно располагать эту секцию 17 на продольной стороне первого охватывающего средства 102 соединения.
На фигуре 2А подробно показана первая торцевая поверхность 7А профилированной панели 1 и вторая торцевая поверхность 7В' второй, аналогичной профилированной панели 1'. В соответствии с изобретением, второе средство соединения сформировано с использованием второго охватываемого средства 20 соединения, которое неразъемно соединяется с первой торцевой поверхностью 7А, и второго охватывающего средства 21' соединения, которое неразъемно соединяется со второй торцевой поверхностью 7В'. Второе охватываемое средство 20 соединения сформировано в виде фланца 202, который выступает за пределы торцевой поверхности 7А на соответствующую глубину U выступания, причем этот фланец 202 продолжается, по существу, параллельно плоскости РР' профилированной панели 1, и его верхняя поверхность 202А выполнена с выемкой на соответствующую глубину d2 по отношению к плоскости видимой стороны 2А. На фигуре 2А эта глубина d2 соответствует толщине верхнего слоя 2. Однако глубина d2 также может быть большей, чем толщина верхнего слоя 2, и в этом случае также будет удалена секция верхней стенки 6. Второе охватывающее средство 21' соединения сформировано в виде канавки 212', имеющей такую форму, что второе охватываемое средство 202 соединения расположенной рядом, аналогичной профилированной панели 1 может быть установлено в нее со скользящей посадкой, пока не будет получено соединенное положение. Предпочтительно, чтобы передняя кромка 202V фланца 202 в этом случае устанавливалась встык в заднюю стенку 212А' канавки 212'. Глубина U выступа фланца 202, по меньшей мере, равна глубине D' канавки 212', в результате чего в соединенном положении, по меньшей мере, секция фланца 202 остается видимой, в результате чего эта секция визуально выглядит как шов 16 соединения торцов с шириной Н между соседними профилированными панелями 1 и 1'.
Приведенное выше описание второго средства соединения в предпочтительном варианте выполнения также относится к первому средству соединения.
Фланец 202 формирует часть верхней стенки 6, которая продолжается под плоскостью видимой стороны 2А, по существу, параллельно плоскости РР' профилированной панели 1, и верхняя поверхность 6А которой выполнена с выемкой по отношению к плоскости видимой стороны 2А, верхняя стенка 6 которой продолжается практически по всей длине и предпочтительно также практически по всей ширине профилированной панели 1.
На виде в плане, показанном на фигуре 3, можно видеть видимые стороны 2А и 2А' двух соседних профилированных панелей 1 и 1'. Первое охватываемое средство соединения профилированной панели 1 и 1', соответственно, имеет форму фланца 101, 101', продолжающегося непрерывно вдоль продольных сторон 5А и 5А' (также возможно выполнить первое охватываемое средство соединения в виде фланца 101, 101' с разрывами, или, как показано на фиг.1А). Первое охватывающее средство соединения, которое взаимодействует с ним, выполнено в форме канавки 102 и 102', которая продолжается вдоль противоположных продольных сторон 5В, 5В' и в которую можно устанавливать фланец. Также возможно выполнить первое охватывающее средство соединения, как показано на фигуре 1А. В соответствии с изобретением, второе охватываемое средство 20 соединения профилированной панели 1 аналогично выполнено в форме фланца 202, продолжающегося непрерывно вдоль торцевой поверхности 7А (также возможно разработать второе охватываемое средство 20 соединения в виде фланца 202 с разрывами). Второе охватывающее средство 21' соединения, которое взаимодействует с ним, профилированной панели 1', выполнено в форме канавки 212', которая продолжается вдоль противоположных торцевых поверхностей 7В' и в которую устанавливают фланец 202.
Если две торцевые поверхности 7А и 7В' соединяют вместе с использованием скользящей посадки, до их соединенного положения, как показано на фигуре 3, соединительный шов 16 с шириной Н, равной разности между глубиной U выступа фланца 202 первой профилированной панели 1 и глубиной D' канавки 212' второй профилированной панели 1' будет сформирован в месте соединения торцов.
Если требуется, профилированная панель, в соответствии с изобретением, может содержать на торцевых поверхностях множество фланцев, которые формируют часть верхней стенки 6 и/или задней стенки 3, и/или соединительных ребер 4, и/или не обязательной сердцевины из вспененного материала профилированной панели 1.
Для упрощения установки фланца 202 в канавку 212', канавка, если требуется, может быть сформирована на части ее глубины, со второй выемкой 215' в стенке на передней стороне канавки 212', как показано на фигуре 2В. Очевидно, что существует множество вариантов выполнения такого решения.
Как также показано на фиг.2В, в соединенном состоянии, фланец 202 практически полностью устанавливается в канавке 212', и в этом случае фланец 202 больше не будет закрыт верхним слоем 2 на секции его поверхности, что означает, что остается видимым шов 16 соединения торцов. На фигуре 2В показан вариант выполнения, в котором слой, сформированный в соединительных ребрах 4 и в задней стенке 3, продолжается дальше под фланцем 202, чем верхний слой 2 (в частности, на расстояние, практически равное ширине Н, предусмотренной для соединительного шва). В результате, в соединенном состоянии, по меньшей мере, секции первой торцевой поверхности 7А и второй торцевой поверхности 7В', которые расположены под верхней стенкой 6, входят в контакт друг с другом, что является предпочтительным для обеспечения прочности соединения.
Толщину различных слоев профилированной панели можно выбирать в широких пределах. Обычные размеры составляют от 0,1 до 15 мм для верхнего слоя 2 и задней стенки 3, от 1 до 30 мм для слоя, сформированного соединительными ребрами 4, и от 0,1 до 20 мм для верхней стенки 6. Сами соединительные ребра 4 обычно имеют толщину 0,1-1 мм, хотя возможны другие значения толщины. Высота каждого соединительного ребра 4 очевидно, по существу, соответствует толщине слоя, сформированного соединительными ребрами 4. Фланец 202 (и поэтому также канавка 212) не обязательно должен иметь ту же толщину, что и верхняя стенка 6. Его толщина может быть меньшей, равной или большей, чем толщина верхней стенки 6, при условии, что верхняя поверхность 202А фланца 202 расположена, по меньшей мере, на уровне или ниже нижней поверхности верхнего слоя 2. Толщина фланца (и поэтому также высота канавки) поэтому обычно составляет от 0,1 до 20 мм, предпочтительно от 0,2 до 10 мм, более предпочтительно от 0,2 до 1 мм.
В предпочтительном варианте выполнения, в котором как первое, так и второе средство соединения разработаны в соответствии с изобретением, профилированная панель, предпочтительно, отличается тем, что расстояния между верхней поверхностью первой канавки 102 и видимой стороной 2А профилированной панели 1, и верхней поверхностью второй канавки 212, и видимой стороной 2А профилированной панели 1 практически равны друг другу. Если различные профилированные панели соединяют друг с другом, продольный и поперечный соединительные швы будут расположены практически в одной плоскости выемки по отношению к передней поверхности 2А.
Предпочтительно, чтобы швы 16 соединения торцов и/или продольное средство соединения в соответствии с предпочтительным вариантом выполнения имели одинаковый декор, который, более предпочтительно, отличается от декора видимой стороны 2А (и поэтому верхнего слоя 2).
Профилированные панели 1 в соответствии с изобретением изготовляют с помощью способа, в котором, по меньшей мере, верхняя стенка 6, задняя стенка 3 и соединительные ребра 4, продолжающиеся в большей или в меньшей степени перпендикулярно к ним, экструдируют с использованием, по меньшей мере, одного дополнительного верхнего слоя 2, который совместно экструдируют на верхнюю стенку 6, и/или заднюю стенку 3 видимой стороны. После охлаждения такой совместно экструдированный продукт разрезают на куски требуемой длины профилированных панелей 1, в ходе этой операции, на первой торцевой поверхности 7А верхний слой 2 и, по меньшей мере, секцию задней стенки 3 и соединительных ребер 4 удаляют путем фрезерования на длину, практически равную глубине U выступа фланца и, по меньшей мере, в отношении верхнего слоя 2, на глубину расположения верхней стенки 6, формируя, таким образом, фланец 202, а также на второй торцевой поверхности 7В, верхнюю стенку 6 и, если соответствует, секцию соединительных ребер 4 удаляют путем фрезерования на глубину D (или глубину D' для профилированной панели 1') с торца, по большей части, на глубину U выступа в продольном направлении, формируя, таким образом, канавку 212.
Совместное экструдирование представляет собой производственную технологию, которая известна в области обработки полимеров, и способ совместного экструдирования, который используется, в соответствии с изобретением, не отличается от способа, известного специалисту в данной области техники. В предпочтительном способе, в соответствии с изобретением, заднюю стенку 3, соединительные ребра 4 и верхнюю стенку 6 формируют в одном устройстве с использованием первого экструдера, формируя, таким образом, многослойную структуру, и в этом случае, после этого, более предпочтительно, одновременно или практически одновременно, на многослойную структуру (3, 4, 6) наносят верхний слой 2 с помощью второго экструдера.
Для обеспечения возможности формирования поперечного фланца 202, в соответствии с изобретением, предпочтительно отрегулировать блок фрезерования соответствующей фрезерующей головки таким образом, чтобы он "перемещался вместе" с процессом совместной экструзии, для обеспечения формирования соединительного шва, который продолжается практически параллельно первой торцевой поверхности 7А профилированной панели. С этой целью фрезерующую головку предпочтительно соединяют с распиловочной машиной, которая распиливает профилированные панели на куски требуемой длины. В соответствии с изобретением, однако, также возможно удалять верхний слой 2 и, если требуется, (секции) задней стенки 3 и/или соединительных ребер 4, на торцевой поверхности 7А на отдельном этапе механической обработки, вручную и/или используя соответствующее устройство механической обработки. То же относится к формированию канавки 212 на торцевой поверхности 7В.
Изобретение относится к области строительства, в частности к профилированной панели. Технический результат заключается в обеспечении однородного визуального эффекта в местах расположения соединений панелей. Панель содержит первое средство соединения продольных сторон расположенных рядом панелей, состоящее из первого охватываемого средства и первого охватывающего средства соединения. Панель содержит второе средство соединения торцевых поверхностей расположенных рядом панелей, состоящее из второго охватываемого средства и второго охватывающего средства соединения. Панель содержит средство соединения встык, предусмотренное для полного перекрытия второго охватываемого средства в соединенном положении вторым охватывающим средством расположенной рядом панели. В соединенном положении секция второго охватываемого средства остается видимой и выглядит как шов соединения торцов между расположенными рядом друг с другом панелями. 2 н. и 20 з.п. ф-лы, 6 ил.
1. Профилированная панель (1), содержащая видимую сторону (2А), первую продольную сторону (5А), которая снабжена первым охватываемым средством (10) соединения, и вторую продольную сторону (5В), расположенную на противоположной стороне от первой продольной стороны, и которая содержит первое охватывающее средство (11) соединения, причем первое средство (10, 11) соединения предназначено для соединения друг с другом продольных сторон (5А, 5В') расположенных рядом друг с другом профилированных панелей (1, 1') в результате того, что первое охватываемое средство соединения соединяется с первым охватывающим средством соединения, причем профилированная панель (1) также содержит второе средство соединения, предназначенное для соединения торцевых поверхностей (7А, 7В') расположенных рядом друг с другом профилированных панелей (1, 1'), в котором второе средство соединения содержит второе охватываемое средство (20) соединения, которое неразъемно соединено с первой торцевой поверхностью (7А), и второе охватывающее средство (21') соединения, которое неразъемно соединено со второй торцевой поверхностью (7В'), расположенной напротив первой торцевой поверхности (7А), причем второе средство (20, 21') соединения предназначено для соединения друг с другом торцевых поверхностей (7А, 7В') расположенных рядом друг с другом профилированных панелей (1, 1') таким образом, что второе охватываемое средство соединения соединяется со вторым охватывающим средством соединения, отличающаяся тем, что указанная профилированная панель (1) содержит средство (7А, 7В') (202V, 212А) соединения встык, предусмотренное для исключения полного перекрытия второго охватываемого средства (20) соединения в соединенном положении вторым охватывающим средством (21') соединения расположенной рядом профилированной панели так, что в соединенном положении, по меньшей мере, секция второго охватываемого средства (20) соединения остается видимой так, что эта секция выглядит как шов (16) соединения торцов между расположенными рядом друг с другом профилированными панелями.
2. Панель по п.1, отличающаяся тем, что второе охватываемое средство (20) соединения сформировано в виде фланца (202), который выступает от торцевой поверхности (7А) на соответствующую глубину U выступания, причем этот фланец (202) продолжается, по существу, параллельно плоскости РР' профилированной панели (1), и верхняя сторона (202А) этого фланца выполнена с выемкой по отношению к поверхности видимой стороны (2А), второе охватывающее средство (21) соединения сформировано в виде канавки (212) такой формы, что второе охватываемое средство (20) соединения, расположенное рядом аналогичной профилированной панели, может быть установлено в ней со скользящей посадкой, пока не будет получено соединенное положение, в котором в соединенном положении глубина U выступа фланца (202), по меньшей мере, равна глубине D канавки (212), в результате чего передняя кромка (202V) фланца (202) устанавливается встык с задней стенкой (212А) канавки (212); и/или торцевая поверхность (7А) устанавливается встык с торцевой поверхностью (7В') расположенной рядом аналогичной профилированной панели, тогда как глубина U выступания фланца (202), по меньшей мере, равна длине (S) секции фланца (202), установленного в канавку (212), при этом, по меньшей мере, секция фланца (202) является видимой в соединенном положении и эта секция выглядит как шов (16) соединения торцов между расположенными рядом друг с другом профилированными панелями.
3. Панель по п.2, отличающаяся тем, что фланец (202) образует часть верхней стенки (6), которая продолжается ниже плоскости видимой стороны (2А), по существу, параллельно плоскости профилированной панели (1), и верхняя поверхность (6А) которого выполнена с выемкой по отношению к плоскости видимой стороны (2А), и которая продолжается практически по всей длине L профилированной панели (1).
4. Панель по п.2, отличающаяся тем, что глубина U выступания фланца (202), по существу, равна сумме глубины D канавки и ширине Н соединительного шва (16), который является видимым в соединенном положении.
5. Панель по п.3, отличающаяся тем, что глубина U выступания фланца (202), по существу, равна сумме глубины D канавки и ширине Н соединительного шва (16), который является видимым в соединенном положении.
6. Панель по любому из пп.2-5, отличающаяся тем, что ширина фланца (202), по меньшей мере, по существу, равна ширине профилированной панели (1).
7. Панель по любому из пп.2-5, отличающаяся тем, что ширина канавки (212), по меньшей мере, по существу, равна ширине профилированной панели (1).
8. Панель по п.6, отличающаяся тем, что ширина канавки (212), по меньшей мере, по существу, равна ширине профилированной панели (1).
9. Панель по любому из пп.2-5, 8, отличающаяся тем, что профилированная панель (1) содержит верхнюю стенку (6) и заднюю стенку (3), которые соединены друг с другом с помощью соединительных ребер (4), и канавки (212) сформированы путем, по меньшей мере, частичного выреза соединительных ребер (4).
10. Панель по п.6, отличающаяся тем, что профилированная панель (1) содержит верхнюю стенку (6) и заднюю стенку (3), которые соединены друг с другом с помощью соединительных ребер (4), и канавки (212) сформированы путем, по меньшей мере, частичного выреза соединительных ребер (4).
11. Панель по п.7, отличающаяся тем, что профилированная панель (1) содержит верхнюю стенку (6) и заднюю стенку (3), которые соединены друг с другом с помощью соединительных ребер (4), и канавки (212) сформированы путем, по меньшей мере, частичного выреза соединительных ребер (4).
12. Панель по любому из пп.2-5, 8, 10, 11, отличающаяся тем, что фланец (202) имеет декор, который отличается от декора видимой стороны (2А).
13. Панель по п.6, отличающаяся тем, что фланец (202) имеет декор, который отличается от декора видимой стороны (2А).
14. Панель по п.7, отличающаяся тем, что фланец (202) имеет декор, который отличается от декора видимой стороны (2А).
15. Панель по п.9, отличающаяся тем, что фланец (202) имеет декор, который отличается от декора видимой стороны (2А).
16. Панель по любому из пп.2-5, 8, 10, 11, 13-15, отличающаяся тем, что первое средство (10, 11) соединения профилированной панели сформировано с использованием второго средства (20, 21) соединения, и толщины слоев между первой канавкой (102), второй канавкой (212) и видимой стороной (2А) профилированной панели (1) практически равны друг другу.
17. Панель по п.6, отличающаяся тем, что первое средство (10, 11) соединения профилированной панели сформировано с использованием второго средства (20, 21) соединения, и толщины слоев между первой канавкой (102), второй канавкой (212) и видимой стороной (2А) профилированной панели (1) практически равны друг другу.
18. Панель по п.7, отличающаяся тем, что первое средство (10, 11) соединения профилированной панели сформировано с использованием второго средства (20, 21) соединения, и что толщины слоев между первой канавкой (102), второй канавкой (212) и видимой стороной (2А) профилированной панели (1) практически равны друг другу.
19. Панель по п.9, отличающаяся тем, что первое средство (10, 11) соединения профилированной панели сформировано с использованием второго средства (20, 21) соединения, и толщины слоев между первой канавкой (102), второй канавкой (212) и видимой стороной (2А) профилированной панели (1) практически равны друг другу.
20. Панель по п.12, отличающаяся тем, что первое средство (10, 11) соединения профилированной панели сформировано с использованием второго средства (20, 21) соединения, и толщины слоев между первой канавкой (102), второй канавкой (212) и видимой стороной (2А) профилированной панели (1) практически равны друг другу.
21. Способ производства профилированной панели (1) по любому из пп.1-20, в котором экструдируют, по меньшей мере, верхнюю стенку (6), заднюю стенку (3) и соединительные ребра (4), продолжающиеся в большей или меньшей степени перпендикулярно к ним, отличающийся тем, что, по меньшей мере, один дополнительный верхний слой (2) совместно экструдируют на верхнюю стенку (6) и/или заднюю стенку (3) на видимой стороне, этот совместно экструдированный продукт после его охлаждения разрезают на куски требуемой длины профилированных панелей (1), причем в этом способе на первой торцевой поверхности (7А) верхний слой (2) и, по меньшей мере, секцию задней стенки (3) и/или соединительных ребер (4) удаляют путем фрезерования по длине, практически равной глубине U выступания фланца, и, по меньшей мере, верхний слой (2) на глубину, на которой расположена верхняя стенка (6), формируя, таким образом, фланец (202), и в этом способе на второй торцевой поверхности (7В) верхнюю стенку (6) и, если соответствует, секцию соединительных ребер (4) удаляют путем фрезерования в продольном направлении, формируя, таким образом, канавку (212) так, что благодаря использованию такого способа формируется средство соединения встык, которое исключает полное перекрытие второго охватываемого средства (20) соединения в соединенном положении вторым охватывающим средством (21') соединения расположенной рядом профилированной панели так, что в соединенном положении, по меньшей мере, секция второго охватываемого средства (20) соединения является видимой и такая секция выглядит как шов (16) соединения торцов между расположенными рядом друг с другом профилированными панелями.
22. Способ по п.21, отличающийся тем, что в этом способе на второй торцевой поверхности (7В) верхнюю стенку (6) и, если соответствует, секцию соединительных ребер (4) удаляют путем фрезерования на глубину D от торцевой кромки, по большей части, на глубину U выступания в продольном направлении, формируя, таким образом, канавку (212), и/или в этом способе на первой торцевой поверхности (7А) удаляют верхний слой (2) и, по меньшей мере, секцию задней стенки (3) и/или соединительных ребер (4) путем фрезерования на длину, практически равную глубине U выступа фланца, которая, по меньшей мере, равна длине (S) секции фланца (202), устанавливаемой в канавку (212).
| ПОКРЫТИЕ ПОЛА, ПАНЕЛЬ ДЛЯ ПОЛА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2239031C2 |
| УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1987 |
|
SU1445396A1 |
| МЕХАНИЗИРОВАННАЯ ПНЕВМАТИЧЕСКАЯ КРЕПЬ | 2001 |
|
RU2205961C1 |

