Изобретение относится к утилизации отходов, в частности к утилизации отходов, связанных с железнодорожным транспортом, а именно к утилизации железнодорожных деревянных шпал.
На железных дорогах широко используются древесные шпалы. Для увеличения срока службы эти шпалы пропитывают антисептическими средствами, например составами на основе сланцевых масел. Сланцевая смола содержит высококипящие фенолы, ароматические углеводороды, серосодержащие и прочие токсичные соединения. Несмотря на это, срок службы таких шпал невелик. Реально существует проблема уничтожения токсичных отходов древесных шпал, которые накапливаются в больших объемах при проведении ремонтных работ и/или являются отходом в процессе их производства (брак).
Наиболее близким техническим решением является устройство, в котором отходы древесных шпал механически измельчаются, а затем вводятся (закачиваются) в нефтяные пласты (см. RU 2302302 С2, опубл. 2007.07.10).
Недостатком известного технического решения является невозможность переработки бывших в употреблении деревянных шпал с одновременным получением полезных изделий.
Техническим результатом является создание комплекса, позволяющего полностью переработать бывшие в употреблении деревянные железнодорожные шпалы с получением пиломатериалов, изделий из древеснонаполненных пластмасс, изделий из опилкобетона, а также генерация тепла и электроэнергии для нужд технологического процесса.
Технический результат достигается за счет того, что комплекс утилизации железнодорожных деревянных шпал с выработкой теплоэнергии, с линиями производства опилкобетона и древеснонаполненных пластмасс, согласно изобретению содержащий участок выгрузки и сортировки деревянных шпал и последовательно соединенные с ним участок подготовки деревянных шпал, участок продольной распиловки шпал, участок торцевания шпал и склад пиломатериалов, кроме того, участок подготовки деревянных шпал последовательно соединен с участком измельчения шпал, участком сушки опилок, участком складирования опилок и участком приточно-вытяжной вентиляции и аспирации, причем участок сушки опилок соединен с линией сжигания опилок, содержащей участок сжигания опилок и соединенные с ним участок газоочистки и участок электрогенерации, а участок складирования опилок соединен с линией производства опилкобетона и линией производства древеснонаполненной пластмассы.
Линия производства опилкобетона согласно изобретению содержит смеситель раствора, связанный по средством транспортеров с бункером цемента, бункером песка и вышеупомянутым участком складирования опилок комплекса утилизации железнодорожных деревянных шпал, при этом смеситель раствора соединен с участком прессования, который последовательно связан с участком технологической выдержки, участком окончательной сушки и складом стройматериалов.
Линия производства древеснонаполненных пластмасс, согласно изобретению содержащая смеситель, соединенный посредством транспортеров с экструзионным участком и вышеупомянутым участком складирования опилок комплекса утилизации железнодорожных деревянных шпал, при этом смеситель последовательно соединен с бункером деревянно-полимерной смеси, участком плавления, формовочным участком и складом пластмассовых изделий, причем упомянутая линия содержит дробилку полимеров, последовательно соединенную при помощи транспортеров с участком очистки, участком сушки и экструзионным участком, а также соединенную с участком приема полимерных твердых бытовых отходов.
Сущность изобретения поясняется чертежами фиг.1-3.
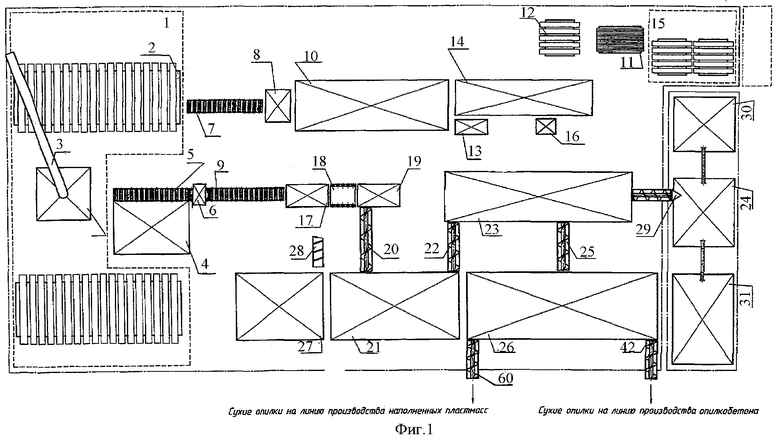
На фиг.1 изображен комплекс утилизации железнодорожных деревянных шпал с выработкой теплоэнергии.
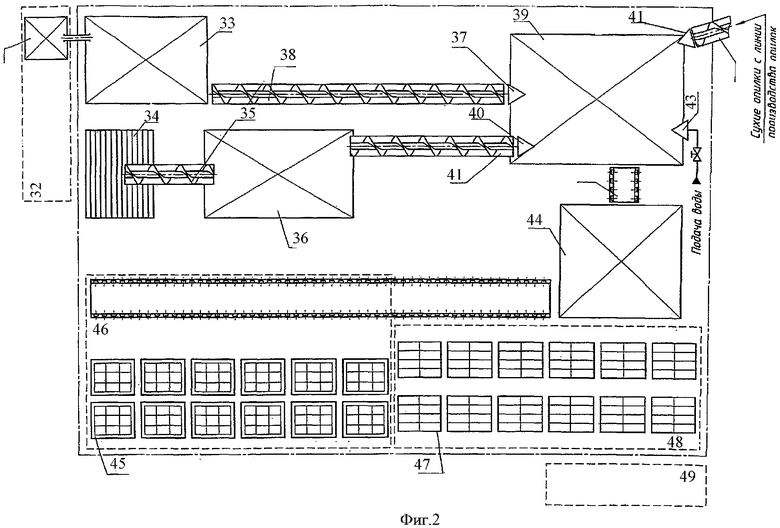
На фиг.2 изображена линия производства опилкобетона.
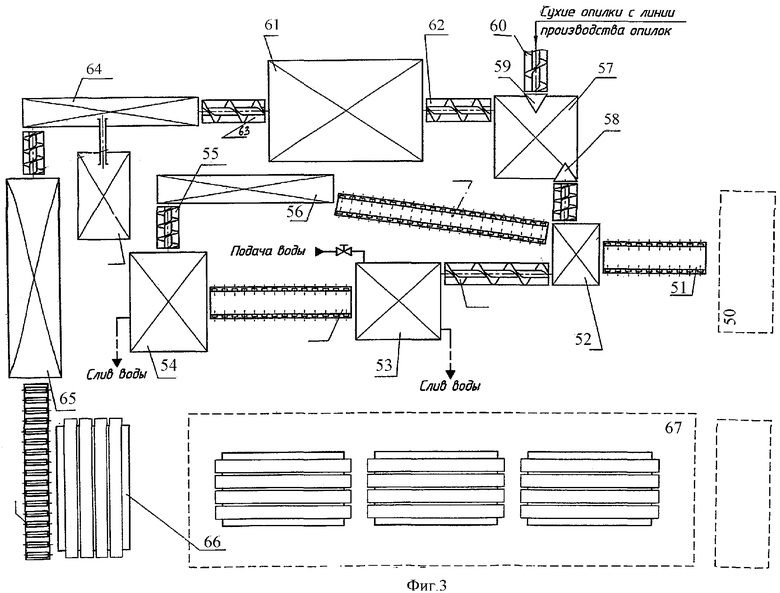
На фиг.3 изображена линия производства опилкобетона и древеснонаполненных пластмасс.
Комплекс утилизации железнодорожных деревянных шпал с выработкой теплоэнергии, с линиями производства опилкобетона и древеснонаполненных пластмасс содержит участок выгрузки и сортировки деревянных шпал и последовательно соединенные с ним участок подготовки деревянных шпал, участок продольной распиловки шпал, участок торцевания шпал и склад пиломатериалов.
Участок подготовки деревянных шпал последовательно соединен с участком измельчения шпал, участком сушки опилок, участком складирования опилок и участком приточно-вытяжной вентиляции и аспирации.
Участок сушки опилок соединен с линией сжигания опилок, содержащей участок сжигания опилок и соединенные с ним участок газоочистки и участок электрогенерации, а участок складирования опилок соединен с линией производства опилкобетона и линией производства древеснонаполненной пластмассы.
Линия производства опилкобетона содержит смеситель раствора, связанный посредством транспортеров с бункером цемента, бункером песка и участком складирования опилок комплекса утилизации железнодорожных деревянных шпал.
Смеситель раствора соединен с участком прессования, который последовательно связан с участком технологической выдержки, участком окончательной сушки и складом стройматериалов.
Линия производства древеснонаполненных пластмасс содержит смеситель, соединенный посредством транспортеров с экструзионным участком и участком складирования опилок комплекса утилизации железнодорожных деревянных шпал.
Смеситель последовательно соединен с бункером деревянно-полимерной смеси, участком плавления, формовочным участком и складом пластмассовых изделий.
Упомянутая линия содержит дробилку полимеров, последовательно соединенную при помощи транспортеров с участком очистки, участком сушки и экструзионным участком, а также соединенную с участком приема полимерных твердых бытовых отходов.
Комплекс утилизации железнодорожных деревянных шпал с выработкой теплоэнергии, линиями производства опилкобетона и древеснонаполненных пластмасс работает следующим образом.
На участке выгрузки и сортировки 1 шпал деревянные шпалы из полувагонов и платформ выгружаются на ложементы 2, где производится их предварительная сортировка по условию состояния древесины отдельных шпал.
На участке подготовки шпалы манипулятором 3 укладываются на склиз 4 и под собственным весом перемещаются на рольганг 5, который подает их на металлодетектор 6. В случае обнаружения металлических элементов в составе шпал производится их извлечение и повторная проверка на металлодетекторе 6.
Производится наружный осмотр шпал. Шпалы с удовлетворительным состоянием древесины, пригодные для использования в качестве заготовок для изготовления пиломатериалов, размещаются на транспортном ложементе, который по мере наполнения транспортируется автопогрузчиком к приемному рольгангу 7 станка очистки 8. Здесь производится очистка полос поверхности шпалы от грязи и абразивных частиц и т.п. в районе будущего распила.
Остальные шпалы с неудовлетворительным состоянием древесины, не позволяющим использовать их для изготовления пиломатериалов, при помощи рольганга 9 направляются на участок измельчения шпал.
На участке продольной распиловки 10 шпала сначала распиливается станком на двухкантный брус и две доски. Доски отделяются от бруса, укладываются на транспортный ложемент 11 и отвозятся погрузчиком на шредер. По мере накопления установленного количества приемных ложементов 12, заполненных двухкантным брусом, производится переналадка распилочного станка на вторичную распилку брусьев.
Приемные ложементы подвозятся из места промежуточного складирования на приемный рольганг распилочного станка для получения четырехкантного бруса и двух досок. Доски отделяются от бруса, укладываются на транспортный ложемент 11 и погрузчиком перемещаются на шредер.
Опилки от продольной распилки перемещаются шнековым транспортером в накопительный бункер 13.
Двух- и четырехкантные брусья, состояние древесины которых не позволяет использовать их в качестве заготовок для деревянных изделий (трухлые, имеющие трещины и т.п.), перерабатываются совместно со шпалами, имеющими неудовлетворительное состояние древесины.
На участке торцевания шпал 14 четырехкантный брус после станка продольной распилки направляется на торцовку двухстороннюю, где торцуется с двух сторон и подается на приемный ложемент, который по мере заполнения заменяется пустым. Заполненный приемный ложемент отвозится погрузчиком на склад пиломатериалов 15. Опилки от торцевания шпал перемещаются шнековым транспортером в накопительный бункер 13. Обрезки от торцевания складываются в специальные транспортные контейнеры 16 с конструкцией, предусматривающей оперативную выгрузку содержимого в шредер на участке измельчения шпал.
Готовая продукция (брус, доска и др.) укладываются на стеллажи, с которых в дальнейшем производится отгрузка потребителю.
На участок измельчения шпал поступают отделяемые при продольной распилке шпал наружные доски, обрезки, полученные при торцовке шпал, а также шпалы, двух- и четырехкантный брус с неудовлетворительным состоянием древесины.
Доски, отделенные при распиловке шпал, и брусья транспортируются на специальных транспортных ложементах, облегчающих загрузку в шредер; обрезки и опилки торцовки - в контейнере.
Измельченное до крупной щепы сырье из шредера 17 по ленточному транспортеру 18 поступает в дробилку 19 для последующего более тонкого измельчения в мелкую щепу с размерами порядка 2×2×10 мм.
Из дробилки 19 при помощи шнекового транспортера 20 опилки поступают в накопительный бункер 21
Из накопительного бункера 21 опилки при помощи шнекового транспортера 22 поступают на участок сушки опилок 23 в барабанную сушилку, где производится их сушка до необходимого уровня влажности. В качестве сушильного агента по воздуховоду поступает воздух, нагреваемый в теплообменном аппарате от топочных газов на участке сжигания опилок 24. После сушилки опилки при помощи шнекового транспортера 25 направляются на участок складирования опилок, где хранятся до момента применения.
Участок складирования опилок состоит из бункеров 26 для хранения опилок, которые в дальнейшем используются в качестве наполнителя для бетонных и пластмассовых изделий, а также топлива для котельной и электрогенератора.
Оборудование участка приточно-вытяжной вентиляции и аспирации 27 состоит из установки аспирации и системы воздуховодов 28, обеспечивающих комбинированную приточно-вытяжную вентиляцию из мест повышенного загрязнения и воздухообмен в помещении, обеспечивающий соблюдение санитарных норм на рабочих местах.
На участке сжигания 24 опилки из накопительного бункера 21 по транспортеру опилок подаются к дозатору 29 опилок и далее к газогенератору. В газогенераторе опилки сжигаются в процессе высокотемпературного разложения (пиролиза). Продукты сгорания в теплообменнике нагревают теплоноситель, который по системе отопления поступает в помещения, где выделяемое тепло используется для отопления помещений и технологических нужд производства. Кроме того, имеется возможность подачи газогенераторного газа на участок электрогенерации 30.
На участке электрогенерации генераторный газ, генерируемый на участке сжигания, направляется на электростанцию, где генерируется электрическая энергия. Полученная электроэнергия может быть использована для технологических нужд комплекса.
Участок газоочистки 31 обеспечивает снижение выбросов вредных газов после сжигания отходов переработки деревянных шпал до предельно допустимой концентрации и состоит из фильтров, разделенных по улавливанию отдельных фракций вредных веществ, образующихся в процессе сжигания опилок, пропитанных защитным антисептическим составом (креозотом).
Линия производства опилкобетона состоит из участка приема 32 инертных грузов, участка приготовления смеси, участка прессования опилкобетонных блоков, участка технологической выдержки, участка окончательной сушки и склада стройматериалов.
На участок приема 32 инертных грузов железнодорожным или автомобильным транспортом доставляется исходное сырье - песок и цемент. Цемент с помощью пневмотранспорта подается непосредственно в бункер цемента 33. Песок с самосвалов или вагонов подается на решетку 34, затем шнековым транспортером 35 и элеватором перемещается в бункер песка 36.
На участке приготовления смеси цемент из бункера цемента 33 через дозатор 37 подается шнековым транспортером 38 в смеситель 39. Песок из бункера песка 36 через дозатор 40 подается шнековым транспортером 41 в смеситель 39. Опилки в смеситель 39 подаются из бункера сухих опилок 26 через дозатор 41 и шнековый транспортер 42. Вода в смеситель добавляется в необходимых количествах через водяной дозатор 43, в результате чего приготавливается жесткая бетонная смесь - раствор. Раствор направляется на участок прессования 44 опилкобетонных блоков.
На участке прессования 44 опилкобетонных блоков производится загрузка раствора в формы на технологические поддоны, расположенные на вибропрессе. Одна из стенок каждой формы имеет соответствующую формообразующую структуру, имитирующую поверхность естественного камня либо любую другую желаемую. При необходимости изоляции от окружающей среды опилок, пропитанных креозотом и находящихся в приповерхностном слое стеновых блоков, имеется возможность использования форм с двойными стенками, в зазор между которыми предварительно загружается раствор без опилок. Таким образом, экологически опасные опилки будут капсулированы по наружной поверхности слоем чистого бетона, что ограничит распространение антисептической пропитки изнутри стенового блока наружу.
Производится «сухое» вибропрессование раствора в формах, в процессе которого происходит уплотнение бетона. После короткой выдержки (20…90 с - в зависимости от технологии изготовления) производится разборка и удаление формы. Технологические поддоны 45 с блоками размещаются на конвейере и направляются на участок технологической выдержки 46.
На участке технологической выдержки стеновые блоки снимаются вместе с технологическими поддонами 45 с конвейера, укладываются и выдерживаются при естественной температуре от 36 до 96 часов (в зависимости от технологии) для набора прочности, необходимой для складирования. По истечении периода технологической выдержки блоки снимаются с технологических поддонов 45, грузятся на транспортные поддоны 47 и направляются на участок окончательной сушки 48. Технологические поддоны 45 возвращаются на участок прессования.
На участке окончательной сушки 48 транспортные поддоны 47 укладываются на пол и стеллажи. После окончательного высыхания поддоны погрузчиком перевозятся на склад стройматериалов 49.
На складе стройматериалов 49 стеновые блоки укладываются на отгрузочных поддонах согласно принятой технологии отгрузки. Полное затвердевание блоков происходит на складе стройматериалов в течение времени, регламентированного технологией изготовления опилкобетонных блоков. После этого при помощи автопогрузчика производится отгрузка готовой продукции потребителю вместе с отгрузочными поддонами и транспортировка ее железнодорожным или автомобильным транспортом.
Линия производства наполненных пластмасс состоит из: участка приема полимерных твердых бытовых отходов (ПТБО) 50, участка измельчения ПТБО, участка очистки полимерного сырья, экструзионного участка, участка приготовления смеси, плавильного участка, формовочного участка, участка газоочистки.
Участок приема ПТБО 50 обеспечивает прием от железнодорожного или автотранспорта бывшей в употреблении ПЭТ-тары, полиэтиленовых пакетов или другого пластмассового сырья на основе термопластов. Принятое сырье загружается в бункер ПТБО.
Участок измельчения ПТБО. Из бункера ПТБО посредством ленточного транспортера 51 полимерное сырье направляется в дробилку полимеров 52, где происходит его измельчение до состояния хлопьев размером 15…20 мм. Измельченный пластик с загрязнениями, фрагментами бумажных этикеток, клея, пробок и колец направляется в пневмопровод участка очистки суши.
Участок очистки полимерного сырья. Напорный вентилятор пневмопровода подает хлопья в модуль сухой очистки, в котором ударно-волновая система разделяет содержимое на три потока:
а) пыль, песок, грязь, мелкие фракции, клей;
б) частицы высокой парусности - бумажная и полиэтиленовая этикетка;
в) ПЭТ-хлопья, частицы колец, крышки бутылки.
ПЭТ-хлопья подаются на участок очистки 53.
ПЭТ-хлопья, частицы колец и крышек выгружаются в ванну быстрой мойки. Затем происходит их разделение по принципу флотации. Выгружной шнек подает ПЭТ-хлопья, отделенные от частиц колец и крышек в ванну медленной контрольной мойки. В ванне медленной мойки происходит дальнейшая очистка ПЭТ-хлопьев путем взаимного трения частиц. Очищенные хлопья пневмотранспортом попадают на участок сушки ПЭТ-хлопьев 54, там в центрифуге непрерывного действия происходит окончательное удаление мелких частиц, отжим воды (до влажности материала порядка 6%), выгрузка готового материала пневмотранспортом в бункер готовой продукции для накопления и дозированной выгрузки. В заключение, в сушилке кипящего слоя происходит сушка хлопьев до влажности 0,1…0,5%, которые подаются шнековым транспортером 55 на экструзионный участок 56.
Экструзионный участок 56. Чистые сухие хлопья подаются на линию грануляции, где производится переработка крупных ПЭТ-хлопьев в более мелкие гранулы путем экструзии стренг и их последующей рубки. Полученные гранулы при помощи шнекового транспортера направляются на участок приготовления смеси.
Участок приготовления смеси. Гранулы с экструзионного участка 56 в необходимом количестве направляются в смеситель 57 через дозатор 58. Затем в смеситель 58 через дозатор 59 при помощи шнекового транспортера 60 подаются сухие опилки из бункера 26 с участка сушки. Производится смешение деревянных опилок и полимерных ПЭТ-гранул до максимально возможной степени однородности. Полученная деревянно-полимерная смесь при помощи шнекового транспортера 62 направляется в накопительный бункер 61 деревянно-полимерной смеси.
На плавильном участке смесь из опилок и гранул из накопительного бункера 61 транспортируется в плавильно-нагревательный агрегат 64 при помощи шнекового транспортера 63, где подвергается плавлению при температуре 200…220°С с образованием вязкой ПЭТ-массы с равномерным распределением в ней деревянных опилок. Полученная масса направляется на формовочный участок 65. Пары креозота, выделяемые в результате нагрева сырья и представляющие опасность для обслуживающего персонала, отсасываются аспирационной установкой и направляются на участок газоочистки 31.
На формовочном участке расплавления деревянно-пластическая масса помещается в соответствующие будущему изделию пресс-формы, где производится ее прессование. После технологической выдержки, необходимой для затвердевания массы, полученная деталь извлекается из пресс-формы. При необходимости производится зачистка изделия от облоя. Готовое изделие складируется на транспортный ложемент 66, который по мере его заполнения отвозится погрузчиком на склад готовой продукции 67.
При необходимой изоляции от окружающей среды опилок, пропитанных антисептиком и находящихся в приповерхностном слое пластмассовых изделий, перед основной операцией формования необходимо осуществить предварительное покрытие стенок пресс-формы чистым полимерным материалом без участия опилок. При этом опилки будут закрыты по наружной поверхности слоем чистого пластика, что ограничит распространение антисептической пропитки изнутри изделия в окружающую среду.
Участок газоочистки 31 обеспечивает снижение выбросов вредных газов после плавления массы в плавильно-нагревательном агрегате и на формовочном участке до предельно допустимой концентрации и состоит из фильтров, разделенных по улавливанию отельных фракций вредных веществ, образующихся в процессе нагрева опилок, пропитанных креозотом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ утилизации железнодорожных древесных шпал | 2019 |
|
RU2735099C1 |
| КОМПЛЕКС УТИЛИЗАЦИИ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ НА ЖЕЛЕЗНОДОРОЖНОМ ТРАНСПОРТЕ | 2005 |
|
RU2278734C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КРОВЕЛЬНО-СТРОИТЕЛЬНОГО МАТЕРИАЛА И СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ КРОВЕЛЬНОГО ЛИСТА | 2012 |
|
RU2496637C1 |
| КОМПЛЕКС ДЛЯ ПЕРЕРАБОТКИ ТВЕРДОГО ТОПЛИВА НА ОСНОВЕ БИОРЕСУРСОВ И ПОЛУЧЕНИЯ ТЕПЛОВОЙ ЭНЕРГИИ | 2003 |
|
RU2241904C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2461456C1 |
| ЭНЕРГОНЕЗАВИСИМЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ ПРОДУКЦИИ ИЗ ТОРФА | 2013 |
|
RU2529059C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ И СПОСОБ ДЛЯ ЭКСТРУДИРОВАНИЯ ТЕХНОГЕННЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2014 |
|
RU2567519C1 |
| СПОСОБ ПЕРЕРАБОТКИ ДЕРЕВЯННЫХ ОТХОДОВ | 2017 |
|
RU2670849C1 |
| Шихта для изготовления стеклокерамического пропанта | 2021 |
|
RU2763562C1 |
| Комплекс оборудования для производства топливных и кормовых брикетов и гранул | 2017 |
|
RU2639707C1 |
Изобретение относится к утилизации отходов, в частности к утилизации отходов, связанных с железнодорожным транспортом, а именно к утилизации железнодорожных деревянных шпал. Комплекс утилизации железнодорожных деревянных шпал с выработкой теплоэнергии, с линиями производства опилкобетона и древеснонаполненных пластмасс содержит участок выгрузки и сортировки деревянных шпал и последовательно соединенные с ним участок подготовки деревянных шпал, участок продольной распиловки шпал, участок торцевания шпал и склад пиломатериалов. Участок подготовки деревянных шпал последовательно соединен с участком измельчения шпал, участком сушки опилок, участком складирования опилок и участком приточно-вытяжной вентиляции и аспирации. Участок сушки опилок соединен с линией сжигания опилок, содержащей участок сжигания опилок и соединенные с ним участок газоочистки и участок электрогенерации. Участок складирования опилок соединен с линией производства опилкобетона и линией производства древеснонаполненной пластмассы. Техническим результатом является создание комплекса, позволяющего полностью переработать бывшие в употреблении деревянные железнодорожные шпалы с получением пиломатериалов, изделий из древеснонаполненных пластмасс, изделий из опилкобетона, а также генерация тепла и электроэнергии для нужд технологического процесса. 3 н.п. ф-лы, 3 ил.
1. Комплекс утилизации железнодорожных деревянных шпал с выработкой теплоэнергии, с линиями производства опилкобетона и древеснонаполненных пластмасс, содержащий участок выгрузки и сортировки деревянных шпал и последовательно соединенные с ним участок подготовки деревянных шпал, участок продольной распиловки шпал, участок торцевания шпал и склад пиломатериалов, кроме того, участок подготовки деревянных шпал последовательно соединен с участком измельчения шпал, участком сушки опилок, участком складирования опилок и участком приточно-вытяжной вентиляции и аспирации, причем участок сушки опилок соединен с линией сжигания опилок, содержащей участок сжигания опилок и соединенные с ним участок газоочистки и участок электрогенерации, а участок складирования опилок соединен с линией производства опилкобетона и линией производства древеснонаполненной пластмассы.
2. Линия производства опилкобетона, содержащая смеситель раствора, связанный посредством транспортеров с бункером цемента, бункером песка и участком складирования опилок комплекса утилизации железнодорожных деревянных шпал по п.1, при этом смеситель раствора соединен с участком прессования, который последовательно связан с участком технологической выдержки, участком окончательной сушки и складом стройматериалов.
3. Линия производства древеснонаполненных пластмасс, содержащая смеситель, соединенный посредством транспортеров с экструзионным участком и участком складирования опилок комплекса утилизации железнодорожных деревянных шпал по п.1, при этом смеситель последовательно соединен с бункером деревянно-полимерной смеси, участком плавления, формовочным участком и складом пластмассовых изделий, причем упомянутая линия содержит дробилку полимеров, последовательно соединенную при помощи транспортеров с участком очистки, участком сушки и экструзионным участком, а также соединенную с участком приема полимерных твердых бытовых отходов.
| КОМПЛЕКС УТИЛИЗАЦИИ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ НА ЖЕЛЕЗНОДОРОЖНОМ ТРАНСПОРТЕ | 2005 |
|
RU2278734C1 |
| РАБОЧИЙ ОРГАН МАШИНЫ ДЛЯ ОЧИСТКИ ДОРОГ ОТ ЛЬДА И СЛЕЖАВШЕГОСЯ СНЕГА | 1946 |
|
SU70157A1 |
| СПОСОБ ОБЕЗВРЕЖИВАНИЯ ОТХОДОВ ДРЕВЕСНЫХ ШПАЛ | 2005 |
|
RU2302302C2 |
| ШПАЛОБЕТОН | 2004 |
|
RU2259332C1 |
| DE 4447442 А1, 04.07.1996. | |||

