Изобретение относится к производству гранулированных стеклокерамических материалов для водо/газо/нефтедобывающей промышленности, предназначенных для использования в качестве расклинивающих агентов (пропантов) при добыче воды, нефти и газа с целью повышения эффективности отдачи скважин с применением технологии гидравлического разрыва пласта (ГРП). Пропанты служат для предупреждения (закрепления) смыкания под действием давления трещин, создаваемых в ходе ГРП.
Известен способ переработки алюмокремниевого сырья, патент РФ на изобретение №2140874, опубл. 10.11.1999 [1].
Изобретение предназначено для переработки алюмокремниевого сырья при производстве гранулированных материалов. Алюмокремниевое сырье загружают в смеситель-гранулятор, перемешивают при добавлении связующего компонента, гранулируют в смесителе-грануляторе с вращающейся с постоянной скоростью тарельчатой чашей и роторной мешалкой, скорость вращения которой изменяют в зависимости от стадии грануляции. Сырые гранулы выгружают, сушат, обжигают и охлаждают до комнатной температуры. Сушку гранул ведут при 110 - 320°С в течение 20 - 60 мин, а обжиг - при 1300 - 1550°С при скорости подъема температуры 16 - 25°С/в мин с выдержкой при температуре обжига 35 - 120 мин. Скорость охлаждения гранул от температуры обжига до 500°С составляет 20-40°С/мин с последующим естественным охлаждением до комнатной температуры. Изобретение позволяет увеличить прочность гранул и расширить сырьевую базу.
Недостатком является большая насыпная плотность пропантов (более 1,62-1,80 г/см3), ограничивающая область его применения, поскольку при проведении гидроразрыва нефтегазового пласта с подобными тяжелыми пропантами приходится использовать более вязкие и дорогие флюиды. Высокая температура обжига пропантов (1450°С) приводит к дополнительным энергозатратам.
Известна алюмокремниевая шихта для производства гранул, патент РФ на изобретение 2140875, опубл. 11.10.1999 [2].
Изобретение относится к переработке алюмокремниевого сырья при производстве гранулированных материалов, предназначенных для использования в различных отраслях промышленности, применяющих гранулы, например, в качестве расклинивающих агентов (пропанты) при добыче нефти методом гидравлического разрыва пласта. Шихта содержит обожженный при 700 - 900°C каолин, содержащий 30 - 45 мас.% Al2O3 и добавку, увеличивающую прочность гранул. В качестве добавки шихта содержит следующие вещества или их смеси: глиноземная пыль как отход глиноземного производства, бадделеит, порошкообразный циркониевый концентрат, обожженный при 800 - 1100°C и необожженный боксит при следующем соотношении компонентов мас. %: обожженный каолин 70-99,5; добавка 0,5-30. Данное изобретение позволяет расширить сырьевую базу производства высокопрочных гранул (пропантов) и снизить себестоимость.
Недостатком шихты данного состава является высокая насыпная плотность (1,67-1,89 г/см3) и высокая температура обжига гранул (1450°С и более).
Недостатком данной шихты является то, что она требует присутствия таких дорогостоящих компонентов, как цирконийсодержащий минерал бадделеит с высоким содержанием ZrO2 91,0-96,0 мас.% (до 5,0 мас.% в шихте), порошкообразный циркониевый концентрат с содержанием ZrO2 60,0-65,0 мас.% (до 10,0 мас.% в шихте), обожженный при 800-1100°С боксит (до 30 мас.% в шихте). Рецепты шихты включают в себя несколько компонентов, что создает дополнительные трудности в процессе подготовки шихты (дозирование, перемешивание), к тому же приходится корректировать соотношение указанных компонентов при добавлении в шихту технологического возврата. Указанные добавки приводят к утяжелению получаемых гранул, что может не позволить их применение в легковесном классе.
Другим недостатком известной шихты является его очень тонкий помол (до среднего размера частиц 3-5 мкм), что требует применения дорогостоящего высокоэнергоемкого оборудования.
Известен способ получения легковесных высокопрочных керамических пропантов из патента РФ на изобретение №2203248, опубл. 27.04.2003 [3].
Способ получения легковесных высокопрочных керамических пропантов включает термическую обработку исходного алюмосиликатного сырья, в качестве которого используют каолин, помол обработанного сырья, отсев фракций, имеющих размеры, отличные от заданных, с последующим их возвратом на стадию помола, гранулирование термически обработанного алюмосиликатного сырья при постоянном перемешивании массы и ее увлажнении, сушку и предварительный рассев полученных гранул с возвратом на помол гранул, отличающихся от заданного размера, окончательный обжиг гранул и рассев обожженных гранул. При этом перед гранулированием термически обработанного алюмосиликатного сырья в него вводят минерализатор в количестве от 2 до 5% и дисперсностью 10 мкм следующего химического состава: TiO2 в форме рутила 31; FeO 27; SiO2 13; MnO 3,8; Cr2Oз 1,7; MgO 1,1, а термическую обработку исходного сырья проводят при температуре от 1025 до 1145°С, обеспечивающей эндотермический эффект, связанный с полным разложением каолинита, началом образования кристаллов муллита и выделением и модификационными превращениями стеклофазы. Предложенный способ позволяет повысить эксплуатационные свойства пропантов и расширить область их применения.
Недостатком способа являются необходимость в предварительной высокотемпературной термообработке каолина в температурном интервале от 1025 до 1145°С и жесткие требования по обеспечению гранулометрического состава измельченного каолина с массовой долей частиц менее 2 мкм - 20%, менее 5 мкм - 45%, менее 10 мкм - 60%, менее 50 мкм - 85%. Это снижает надежность выполнения заданных параметров технологического процесса и может явиться причиной нестабильности характеристик готовой продукции.
Известны шихта для изготовления огнеупорных высокопрочных сферических гранул и способ их производства, патент РФ на изобретение №2211198, опубл. 27.08.2003 [4].
Изобретение относится к области производства огнеупорных гранулированных материалов, предназначенных для использования в качестве расклинивающего агента (крепи) при добыче нефти и газа методом гидравлического разрыва пласта. Сущность изобретения заключается в том, что каолин и боксит предварительно обжигают, а для производства гранул используют смесь совместного помола обожженных каолина и боксита в соотношении, мас.%: обожженный каолин 33-67; обожженный боксит - остальное, при этом соотношение Аl2О3: SiO2 в смеси составляет 1:1. Предварительный обжиг каолина, который содержит 40-45% Аl2О3 и не более 5% свободного кварца, производится при температуре 1400-1500°С до водопоглощения не более 5% (предпочтительно не более 4%). Температура предварительного обжига боксита зависит от содержания Аl2О3: 1500-1700°С (предпочтительно 1600-1650°С), до водопоглощения не более 5%, при содержании Al2O3 60-65%; 1100-1400oС (предпочтительно 1250-1300°С) до водопоглощения 20-35% при содержании Al2O3 более 65%. После предварительного обжига боксит и каолин подвергают сухому совместному тонкому помолу до среднего размера частиц менее 10 мкм (предпочтительно менее 5 мкм). Смесь совместного помола гранулируют, полученные гранулы высушивают, рассеивают для выделения целевой фракции, после чего ее обжигают при температуре 1500-1600°С (предпочтительно 1550-1600°С) и вторично рассеивают обожженные гранулы для выделения товарного продукта. Технический результат: улучшение технологичности процесса изготовления при обеспечении стабильности характеристик получаемого продукта.
Высокая температура обжига пропантов (1500-1600°С) приводит к дополнительным энергозатратам. Наличие предварительного обжига боксита и обжиг гранул также способствует увеличению расхода топлива и электроэнергии. В технологии используются дорогостоящие сырьевые материалы – бокситы и каолин.
Известны способ получения алюмосиликатного пропанта и состав для его получения, патент РФ на изобретение №2389710, опубл. 20.05.2010 [5].
Изобретение относится к получению гранулированных керамических материалов, предназначенных для использования в качестве расклинивающих агентов - пропантов при добыче нефти и газа методом гидравлического разрыва пласта. Технический результат - снижение температуры обжига гранулированного материала для получения высокопрочных алюмосиликатных пропантов. Способ получения алюмосиликатного пропанта включает брикетирование огнеупорного глинистого сырья, термическую обработку брикета при температуре 850-900°С, дробление обожженного брикета до размеров 1-2 мм, совместный тонкий помол сухим способом до размеров менее 0,063 мм с упрочняющей добавкой, гранулирование сырьевой смеси до насыпной плотности гранул не менее 1,0 г/см3 и обжиг гранул при температуре 1400-1450°С. Состав для получения указанного пропанта содержит в качестве огнеупорного глинистого сырья обогащенный каолин или огнеупорную глину с содержанием глинистых минералов не менее 80%, в том числе каолинита не менее 70%, свободного кварца не более 5%, щелочных оксидов не более 1,0-1,5%, в качестве упрочняющей добавки - железооксидную добавку из группы пиритные огарки или железная руда с содержанием FeO+Fe2O3 не менее 65% при их соотношении, мас.%: обожженное глинистое сырье - огнеупорная глина или обогащенный каолин - 90,0-93,5, железооксидная добавка 6,5-10,0.
Известное изобретение позволяет получать алюмосиликатный пропант с недостаточно хорошими физико-механическими свойствами – повышенный процент разрушения и насыпная плотность. Высокая температура и двойной обжиг при температуре обжига 850-900°С и (1400-1450°С) также приводит к дополнительным энергозатратам. В технологии используется дорогостоящие огнеупорные материалы.
Известен способ изготовления изделия из гранулированной пеностеклокерамики, патент РФ на изобретение №2540741, опубл. 27.04.2003 [6].
Изобретение относится к гранулированной пеностеклокерамике. Технический результат изобретения заключается в упрощении технологии, расширении сырьевой базы при получении пеностеклокерамики с высокими эксплуатационными свойствами вплоть до 620-700°С. Осуществляют совместный помол предварительно подготовленных стекольного сырья, глины, углеродного газообразователя. К полученной шихте добавляют воду и формуют из нее гранулы. Гранулы смешивают с тонкоизмельченными опилками, вспенивают в газовой среде с содержанием СО 1-3% при температуре 830-850°С во вращающей печи с углом ее наклона 18-20°. После процесса вспенивания гранулы в пиропластичном состоянии формуют в полосу заданной геометрии. Затем полосу отжигают при начальной температуре 300-400°С с понижением до конечной температуры 80-90°С, режут, упаковывают и складируют.
Известное изобретение направлено на изготовление изделий из гранулированной пеностеклокерамики на непрерывно действующей технологической линии. Изделие не пригодно для технологии гидроразрыва по ряду причин: открытые поры, низкая механическая прочность, высокий процент разрушения, высокое водопоглощение и плотность.
Наиболее близкий аналог для заявляемой шихты по совокупности существенных признаков является шихта, известная из патента РФ на изобретение №2098618 с названием «Способ получения расклинивающего агента», опубл. 10.12.1997 [7].
Изобретение относится к твердым гранулированным материалам, которые могут быть использованы при добыче нефти и газа из скважин при их гидродинамическом разрыве. В основу изобретения положена задача создания экономичного способа получения прочного и легковесного расклинивающего агента (с плотностью менее 3,0 г/см3) из дешевого исходного сырья. Одной из задач изобретения также было использование в качестве исходного сырья материалов и отходов, загрязняющих окружающую среду. Согласно изобретению исходное сырье, в качестве которого используют золы от сжигания бурых или каменных углей, измельчают и смешивают с одним или более компонентов, выбранных из ряда, содержащего оксиды натрия, магния, кальция, бария, цинка, хрома, алюминия или соли этих металлов или минералы, образующие при термообработке указанные оксиды. Из полученной смеси формуют гранулы, которые подвергают термообработке.
Недостатком шихты данного состава является высокая насыпная плотность и более высокая температура обжига гранул (1150 – 1350°С), чем у заявляемой шихты.
Технической задачей заявляемого изобретения является разработка шихты для изготовления стеклокерамического пропанта.
Техническим результатом заявляемого изобретения являются низкие температуры обработок гранул, изготовленных из предлагаемого состава шихты, а также утилизация щелочного стеклобоя и бурового шлама.
Указанный технический результат достигается тем, что шихта для изготовления стеклокерамического пропанта содержит: щелочной стеклобой, газоообразователь - кокс и рецептурные компоненты, при этом в качестве рецептурных компонентов в состав шихты включены: легкоплавкий пластификатор - буровой шлам и опилки хвойных деревьев, при следующем соотношении компонентов, вес.%: газообразователь – кокс 3-5; опилки хвойных деревьев 3-5; легкоплавкий пластификатор – буровой шлам 15-25; щелочной стеклобой остальное. Оптимальное содержание легкоплавкого пластификатора – бурового шлама в составе шихты 15- 21 вес.%. Состав используемого бурового шлама содержит глину до 13 вес.%.
Раскрытие сущности изобретения.
Поставленная задача изобретения решается тем, что шихта для получения легковесных высокопрочных стеклокерамических пропантов состоит из тонкомолотого щелочного стекла в качестве алюмосиликатного сырья с содержанием SiO2 – 60,0-72,5%; Fe2O3 – 0-2,5%; CaO – 4,0-6,0%; MgO - 1,5-2,5%; Na2O - 12,5-15,0%, Al2O3 – 1,2-1,6% и имеющий дисперсный состав с величиной удельной поверхности более 18500 см2/г, остатком на сите 0063 менее 5% с массовой долей частиц менее 2 мкм 5-60%, менее 5 мкм 30-85%, менее 10 мкм - 50-92%, менее 20 мкм 65-97%, менее 50 мкм 86-100%.
В качестве рецептурной модифицирующей компонента использован буровой шлам выполняющий функцию легкоплавкого пластификатора, в составе которого: вода - 18,7%; нефтепродукты - 7,6%; гидрокарбонат магния - 0,1%; хлорид кальция - 0,8%; хлорид натрия - 58,9%; сульфат натрия - 1,0%; глина - 12,9%. В составе глины преобладают минералы гидромусковит, монтмориллонит, мусковит и имеющие следующий химический состав: SiO2 - 70,0–71,0%; Al2O3 – 17,0–17,2%; Fe2O3 – 5,6–5,7%; SO3 – 0,22–0,24%.
Ввод в состав шихты легкоплавкого пластификатора – бурового шлама, способствует направленному внешнему воздействию на стекло в период обжига. Основная цель ввода бурового шлама – повышение прочности, образование оболочки на поверхности, закрытой пористости, снижение водопоглощения.
В качестве рецептурной корректирующего компонента, с целью увеличения количества газов и их давления в период обжига, в производстве пористого стеклокерамического пропанта использовались отходы лесоперерабатывающей промышленности – опилки хвойных деревьев (в виде диспергированной целлюлозы). Опилки содержат 70% углеводов (целлюлоза и гемицеллюлоза) и 27% лигнина. Целесообразно использовать целлюлозу на основе древесины хвойных пород, из-за низкого содержания пентозанов. Пентозаны в присутствии воды и щелочей гидролизуются, превращаясь в простые сахара, хорошо растворимые в воде и препятствующие сцеплению частиц в шихте. Для повышения качества сцепления частиц компонентов шихты между собой использовали технологию диспергирования целлюлозы.
При использовании в качестве лекоплавкого пластификатора - бурового шлама в составе шихты решающую роль играет выбор газообразователя. Так как пластификатор повышает вязкость стекломассы, то необходимо применение таких газообразователей, продукты разложения которых обладали бы давлением, способным вспенить стекломассу при обжиге. При обосновании выбора газообразователя принималось во внимание совпадение температурных интервалов появления расплава требуемой вязкости и образование наибольшего давления газообразных продуктов. Выделение газа внутри стеклообразной фазы и образование пены зависит исключительно от реакционной способности газообразователей. В изобретении в качестве высокотемпературного газообразователя использовался кокс.
Рациональный состав шихты для изготовления стеклокерамического пропанта представлен в таблице.
Таблица
стекло
кокс
Изготовление стеклокерамического пропанта на непрерывно действующей технологической линии включает дробление стеклобоя, его мойку и сушку в моечно-сушильном барабане при температуре 110–120 °С, весовое дозирование, раздельный помол составляющих компонентов шихты, совместный помол щелочного стеклобоя, бурового шлама, газообразователя и опилки хвойных деревьев до достижения удельной поверхности 500-600 м2/кг, приготовление в смесителе из молотой шихты с добавлением воды пластичной массы влажностью 15-18%, гранулирование шихты на шнековом грануляторе, сушку гранул на конвейерной ленточной сушилке в слое органической разделяющей среды (тонкоизмельченных хвойных опилок) равной 0,8-1,0 мм при температуре 80-100 °С до влажности 2%, вспенивание гранул во вращающейся печи с тонкомолотой органической добавкой в качестве разделяющей среды при температуре 1050-1100 °С, охлаждение гранул до температуры 300-350 °С и проведение отжига гранул при снижении их температуры до 90 °С. Далее осуществляют отделение гранул от разделяющей среды и их складирование.
В дальнейшем предлагаемое изобретение поясняется прилагаемыми фигурами 1-5.
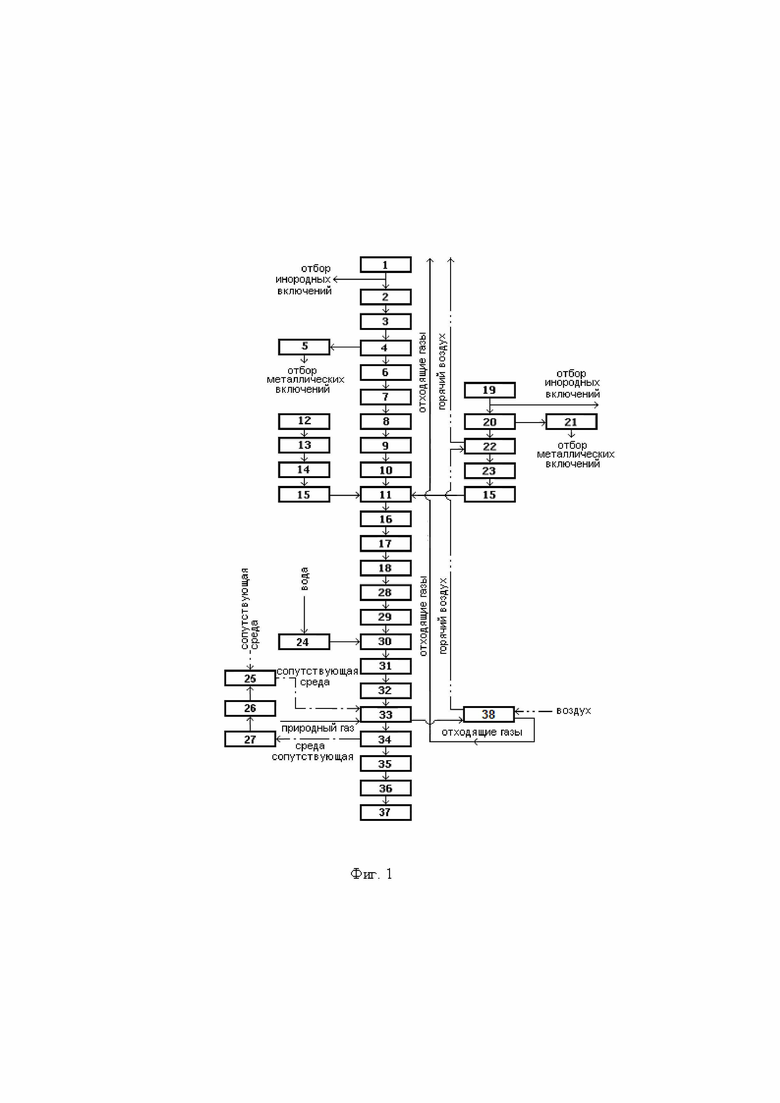
На фиг. 1 представлена схема технологического процесса на комплексно механизированной технологической линии изготовления стеклокерамического пропанта из заявляемой шихты.
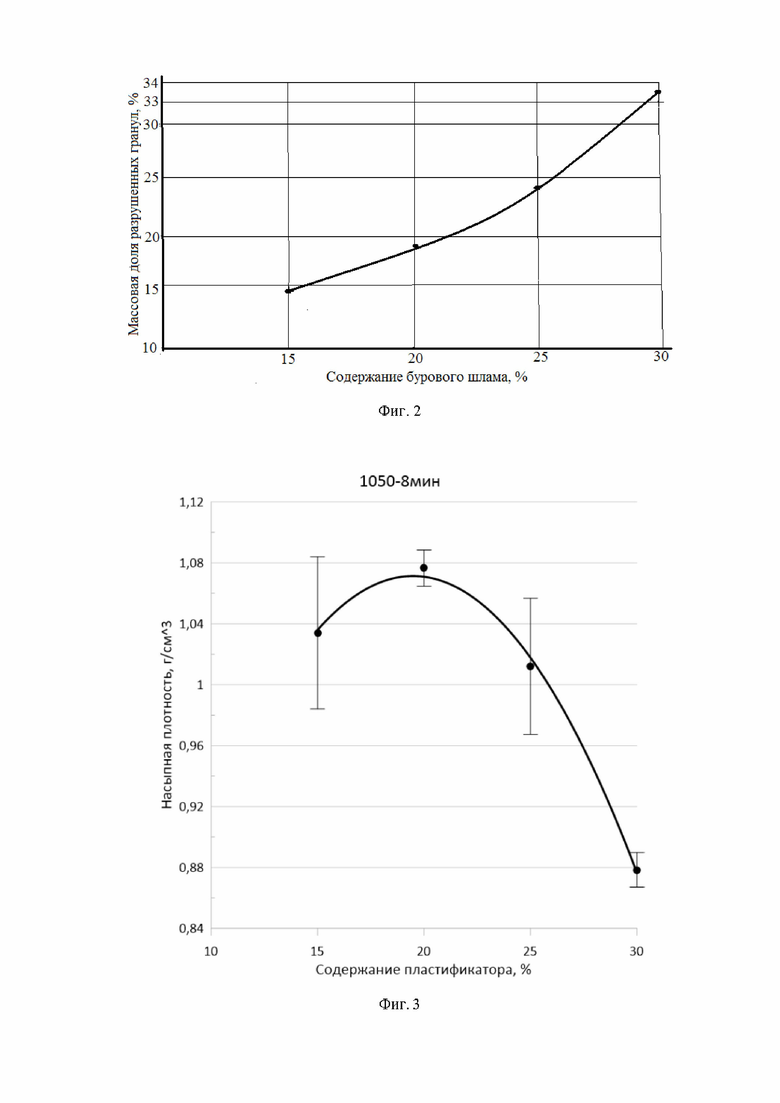
На фиг. 2 представлена кривая сопротивления раздавливанию гранул пропанта при давлении 51,7 МПа.
На фиг. 3 представлен график зависимости насыпной плотности гранул пропанта от содержания пластификатора - бурового шлама.
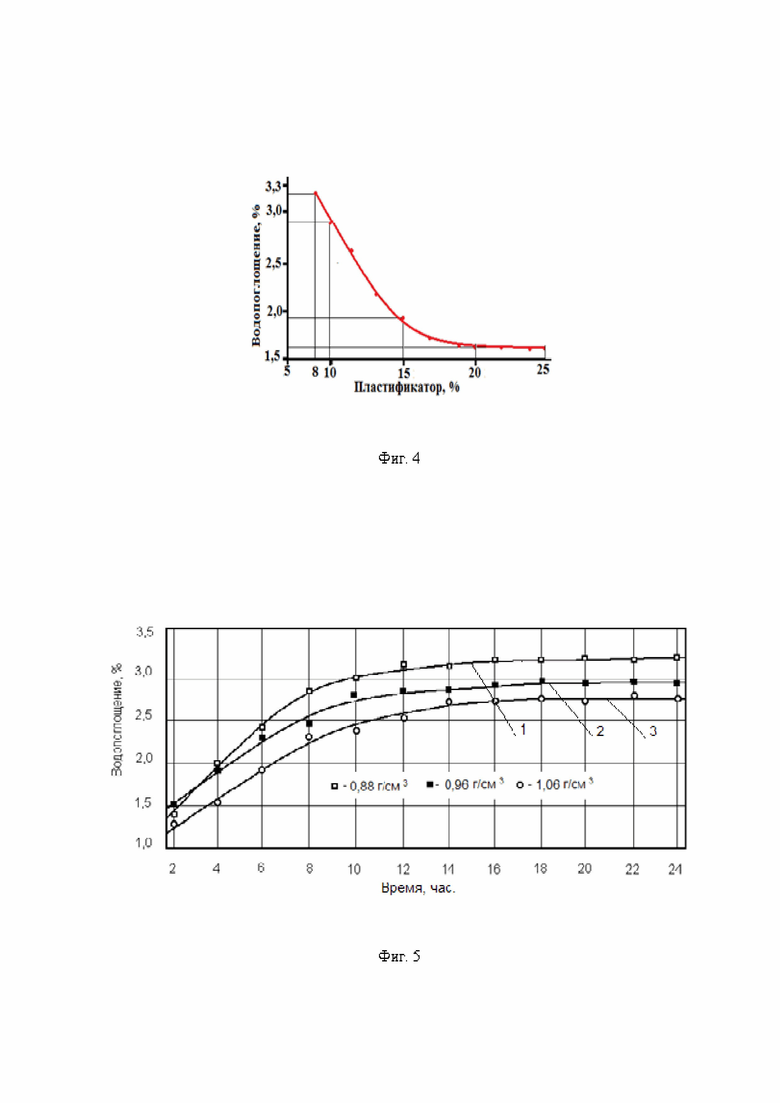
На фиг. 4 представлена кривая зависимости водопоглощения гранул пропанта от содержания пластификатора в шихте.
На фиг. 5 представлена кривая изменения водопоглощения гранул пропанта в зависимости от их насыпной плотности: 1 - насыпная плотность 0,88 г/см3; 2 – насыпная плотность 0,96 г/см3; 3 - насыпная плотность 1,06 г/см3.
На фиг. 1 представлена механизированная технологическая линия изготовления стеклокерамического пропанта из заявляемой шихты. На данной технологической линии сырье и полуфабрикаты по мере переработки транспортируют от агрегата к агрегату ленточными, скребковыми, шнековыми конвейерами, ковшовыми элеваторами и пересыпными устройствами.
Технологическая линия состоит из следующих машин, оборудования и агрегатов, установленных последовательно и взаимосвязано.
1 – склад стеклобоя; 2 – скребковый конвейер; 3 – щековая дробилка; 4 – ковшовый элеватор; 5 – магнитный сепаратор; 6 – валковая дробилка; 7 – ковшовый элеватор; 8 – бункер запаса чистого стеклобоя; 9 – весовой дозатор; 10 – ленточный конвейер; 11 – шаровая мельница; 12 – склад рецептурных компонентов; 13 – бункер запаса рецептурных компонентов; 14 – весовой дозатор; 15 – загрузочное устройство; 16 –ленточный конвейер; 17 – ковшовый элеватор; 18 – бункер запаса тонкомолотого стеклобоя и рецептурных компонентов; 19 – склад бурового шлама; 20 – скребковый конвейер; 21 –магнитный сепаратор; 22 – бункер запаса сухого бурового шлама; 23 – весовой дозатор; 24 – дозатор воды; 25 – бункер сопутствующей среды; 26 – ленточный конвейер; 27 – ковшовый элеватор; 28 – весовой дозатор; 29 – шнековый конвейер; 30 – смеситель; 31 – шнековый гранулятор; 32 – ленточный конвейер; 33 – вращающаяся печь вспенивания; 34 – грохот; 35 – печь отжига; 36 – ленточный конвейер; 37 – бункер готовой продукции (склад); 38 - рекуператор.
Предлагаемое изобретение осуществляют следующим образом.
Используют щелочной стеклобой исключительно экологически чистый, то есть только из тарного, используемого для хранения пищевых продуктов, лекарств, и строительного стекла, используемого для остекления гражданских и промышленных зданий, поэтому готовая продукция пропант - также экологически чистая.
Склады, предназначенные для приема и хранения сырьевых материалов, размещены в отдельном помещении таким образом, чтобы фронт приема материалов, входящих в состав шихты, был легкодоступен для их доставки автомобильным транспортом. Склады расположены в крытых помещениях и должны занимать площадь, достаточную для обеспечения непрерывности технологического процесса с учетом гарантированного дополнительного запаса, на случай сбоев графика их поставки. Каждый вид сырья хранится в отдельных бункерах или отсеках, исключающих смешение различных материалов.
Со склада сырья 1 стеклобой, с помощью скребкового конвейера 2, периодически поступает в щековую дробилку 3 для дробления крупных кусков до максимальных размеров 50 мм. При этом оператор, обслуживающий технологическую линию, вручную удаляет попавшие в массу стеклобоя посторонние предметы, а металлические включения удаляются с помощью магнитного сепаратора 5. Из щековой дробилки 3 стеклобой, разрушенный до кусков одинаковых размеров, с помощью ковшового элеватора 4 подается в валковую дробилку 6, в которой происходит дальнейшее его размельчение до максимальных размеров – 20–25 мм. После валковой дробилки масса размельченного стеклобоя ковшовым элеватором 7 подается в бункер запаса чистого стеклобоя 8. Дозирование размельченного стеклобоя в шаровые мельницы 11 осуществляется методом весового порционного дозирования.
Весовое порционное дозирование является прямым способом дозирования. Весовой бункер подвешивается или устанавливается на датчики веса. Формируется команда на подачу материала в весовой бункер и в момент достижения заданного веса с учетом опережения снимается команда подачи. В технологической схеме используется весовой дозатор 9. Отмеренную весовым дозатором 9 порцию стеклобоя с помощью ленточного транспортера 10 подают в шаровые мельницы 11. Сброс материала с ленты транспортера в одну из четырех шаровых мельниц осуществляется плужковыми сбрасывателями. По команде с системы управления на транспортер опускается плужковый сбрасыватель, разгружая ленту в мельницу. Одновременно осуществляется подготовка бурового шлама, который из склада 19 с помощью скребкового конвейера 20 подается в бункер запаса сухого бурового шлама 22, при этом оператор вручную удаляет инородные включения не металлического происхождения, а металлические – удаляются с помощью магнитного сепаратора 21. Сушка пластификатора в бункере 22 осуществляется, нагретым в рекуператоре 38 горячим воздухом с использованием отходящих газов от вращающейся печи вспенивания 33. Со склада 12 рецептурные компоненты поступают в бункер 13. Дозирование рецептурных компонентов проводится отдельной технологической операцией. Открывая шиберы выгрузки бункеров запаса рецептурных компонентов 13, оператор вручную насыпает в дозатор 14, стоящий на весовой платформе, определенные дозы газообразователя и выгорающих компонентов. Вес доз оператор контролирует по показаниям весового контроллера. После дозирования компонентов оператор с помощью мостового крана перемещает дозатор и высыпает компоненты в загрузочное устройство 15, куда весовой дозатор 23 порционно дозирует сухой пластификатор из бункера 22. Затем дозированное количество рецептурных компонентов и пластификатора в загрузочном устройстве 15 перемещается с помощью мостового крана и высыпается в мельницы 11.
В шаровых мельницах масса стеклобоя вместе с газообразователем, пластификатором и органическим компонентом тщательно измельчается и перемешивается, образуя тонкомолотую массу (шихту) с удельной поверхностью 500-600 м2/кг. Из шаровых мельниц тонкомолотую массу (шихту) ленточным конвейером 16 и ковшовым элеватором 17 перемещают в бункер запаса шихты 18. Из бункера 18 тонкомолотая масса - шихта, поступает в весовой дозатор 28. Шнековым конвейером 29 отмеренную порцию загружают в шнековый смеситель 30. В шнековом смесителе 30 шихта тщательно перемешивается при одновременной подаче расчетного количества воды дозатором 24 до получения пластичной массы, после чего она подается в шнековый гранулятор 31, где формуются сырцовые гранулы заданных геометрических размеров, в зависимости от используемой насадки. Влажность сырцовых гранул 15-18 %.
Полученные сырцовые гранулы сбрасываются на ленту конвейера 32, на которую предварительно нанесен слой тонкоизмельченного органического материала (выгорающая разделяющая среда), при этом верхняя часть сырцовых гранул с помощью распылителя бункера сопутствующей среды 25 «припудривается» этим же материалом. На конвейере расположена сушилка - конвейерная ленточная сушилка. Проводят сушку гранул на конвейерной ленточной сушилке в слое органической разделяющей среды (тонкоизмельченных хвойных опилок) равной 0,8-1,0 мм при температуре 80-100°С до влажности 2%. Ленточным конвейером 32 сырцовые гранулы, после указанной сушки, вместе с сопутствующей выгорающей разделяющей средой загружаются во вращающуюся печь вспенивания 33.
При достижении температуры 1050-1100°C (в зависимости от рационального состава) начинается процесс вспенивания гранул, после чего они подаются на грохот 34, где охлаждаются воздухом от рекуператора 38. Для подогрева воздуха в рекуператоре 40 используются отходящие газы от печи вспенивания. Гранулы после грохота проходят отжиг в печи отжига 35 и поступают в бункер готовой продукции 37. Отделенная от гранул на грохоте 34 закоксовавшаяся разделительная среда, возвращается с помощью ленточного конвейера 26 и ковшового элеватора 27 на склад рецептурных компонентов для дальнейшего использования в технологическом процессе.
Производство пропанта на основе щелочного стекла и бурового шлама имеет непрерывный цикл работы, производительность линии – 16-18 кубометров в сутки.
Продукция экологически чистая и характеризуется следующими характеристиками:
Дисперсный состав шихты определялся согласно ГОСТу 23905-79 "Материалы неметаллорудные тонкодисперсные. Метод определения дисперсного состава".
Удельная поверхность определялась методом воздухопроницаемости материала изделий (временем прохождения определенного объема воздуха через слой подпресованного материала).
Значение удельной поверхности в отличие от насыпной плотности более полно характеризует дисперсный состав материала изделий во всем диапазоне размеров частиц и особенно способность материала данной дисперсности к получению плотной упаковки частиц.
Использование стекла и бурового шлама с указанным химическим составом имеет следующие преимущества. Данное соотношение оптимально по экономическим причинам, потому что позволяет использовать относительно дешёвое сырьё – бой стекла и отходы нефте– и газодобывающей промышленности.
Содержание Аl2О3 в щелочном стекле значительно ниже 45 мас. %. Но, известные пропанты на основе глин с содержанием Аl2О3 до 45 мас. % (на прокаленное вещество) не имеют высокой прочности без дополнительных упрочняющих компонентов. Таким компонентом в шихте является буровой шлам, который способствует формированию прочной кристаллической решетки.
На фиг. 2 представлена кривая сопротивления раздавливанию гранул пропанта при давлении 51,7 МПа. Наиболее оптимальная прочность гранул достигается при содержании бурового шлама 15%.
Гранулы с содержанием пластификатора в шихте 25% имеют более 72% мелких пор, прочные керамические перегородки и сердцевину коричневого цвета.
Оптимальными физико-техническими характеристиками обладают гранулы, изготовленные из шихты с содержанием бурового шлама 15%. Гранулы в сечении имеют более равномерные по размеру поры. Перегородки в сечении гранул керамические, насыщены стеклофазой и обладают высокой прочностью. Поверхность изделий оплавлена, в результате чего поверхностные поры закрыты. С увеличением содержания легкоплавкого пластификатора до 25% в шихте увеличивается количество пор с минимальными размерами, а толщина перегородок находится в пределах от 0,05-0,07 мкм.
На фиг. 3 представлен график зависимости насыпной плотности гранул пропанта от содержания поастификатора - бурового шлама. Результаты исследований, представленные на фиг. 3 характеризуют влияние на насыпную плотность гранул пропанта изменение содержания пластификатора в шихте от 15,0 до 25,0 % при температере вспенивания 1050 °С и проводимой в течение 8 мин.
Образцы изделий пропанта с содержанием легкоплавкого пластификатора - бурового шлама в количестве 15-25 вес.% имеют более плотную структуру при применении температуры вспенивания 1050-1100 °С и длительности процесса вспенивания 6-12 мин.
Таким образом, содержание легкоплавкого пластификатора – бурового шлама, органических добавок, максимальная температура и длительность вспенивания являются основными факторами, влияющими на плотность гранул и формирование важнейших физико-технических и теплофизических характеристик.
На фиг. 4 представлена кривая зависимости водопоглощения гранул пропанта от содержания пластификатора в шихте.
На фиг. 5 представлена кривая изменения водопоглощения гранул пропанта в зависимости от их насыпной плотности: 1 - насыпная плотность 0,88 г/см3, 2 – насыпная плотность 0,96 г/см3, 3 - насыпная плотность 1,06 г/см3.
Водопоглощение, независимо от насыпной плотности гранул, увеличивается до определённого периода времени и при достижении предельного значения остаётся неизменным, несмотря на дальнейшее пребывание в воде. У гранул 92% закрытых пор и влага концентрируется в основном на поверхности изделий, поэтому, регулируя состояние поверхности и используя легкоплавкий пластификатор от 15 до 25% и органические добавки 3-5%, можно снизить водопоглощение до 1,7–3,2%. Низкий процент водопоглощения является одним из определяющих факторов при выборе состава шихты для гранул стеклокерамического пропанта.
Преимуществами изобретения являются утилизация щелочного стеклобоя и бурового шлама с получением технологии изготовления стеклокерамического пропанта для ГРП; упрощение технологии изготовления гранул пропанта с использованием относительно дешевых исходных добавок (материалов); низкие температуры термообработок гранул, экономия теплоэнергии в процессе производства гранул пропанта по сравнению с известными аналогами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шихта для стеклокерамического пропанта и способ его получения | 2022 |
|
RU2788201C1 |
| Шихта для алюмосиликатного пропанта и способ его получения | 2022 |
|
RU2791483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ГРАНУЛИРОВАННОЙ ПЕНОСТЕКЛОКЕРАМИКИ | 2013 |
|
RU2540741C1 |
| Состав для получения алюмосиликатного проппанта | 2023 |
|
RU2823725C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОСТЕКЛОКЕРАМИКИ | 2006 |
|
RU2374191C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА | 2005 |
|
RU2294902C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ПЕНОСТЕКЛА | 2013 |
|
RU2540719C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМОСИЛИКАТНОГО ПРОПАНТА И ЕГО СОСТАВ | 2009 |
|
RU2392251C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕГКИХ ЗАПОЛНИТЕЛЕЙ БЕТОНА И СПОСОБ ИХ ПРОИЗВОДСТВА | 2009 |
|
RU2412125C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННЫХ ПОРИСТЫХ МАТЕРИАЛОВ | 2005 |
|
RU2302390C2 |
Изобретение относится к производству гранулированных стеклокерамических материалов для водо/газо/нефтедобывающей промышленности, предназначенных для использования в качестве расклинивающих агентов (пропантов) при добыче воды, нефти и газа с целью повышения эффективности отдачи скважин с применением технологии гидравлического разрыва пласта (ГРП). Шихта для получения стеклокерамического пропанта по заявленному способу включает следующее соотношение исходных компонентов, вес. %: газообразователь – кокс 3-5; опилки хвойных деревьев 3-5; легкоплавкий пластификатор – буровой шлам 15-25; щелочной стеклобой остальное. Компоненты шихты смешивают совместным помолом, гранулируют, сушат и вспенивают гранулы во вращающейся печи при температуре 1050–1100 °С с оплавлением поверхности гранул в течение 6-12 мин. Далее проводят охлаждение и отжиг гранул. Технический результат изобретения - низкие температуры обработок гранул, утилизация щелочного стеклобоя и бурового шлама при производстве легковесных стеклокерамических пропантов. 2 з.п. ф-лы, 5 ил., 1 табл., 1 пр.
1. Шихта для изготовления стеклокерамического пропанта, содержащая щелочной стеклобой, в качестве газообразователя – кокс, и рецептурные компоненты, отличающаяся тем, что она содержит в качестве рецептурных компонентов легкоплавкий пластификатор - буровой шлам и опилки хвойных деревьев, при следующем соотношении компонентов, вес. %:
2. Шихта по п. 1, отличающаяся тем, что оптимальное содержание легкоплавкого пластификатора в составе шихты равно 15-21 вес. %.
3. Шихта по п. 1, отличающаяся тем, что легкоплавкий пластификатор – буровой шлам содержит глину до 13 вес. %.
| СПОСОБ ПОЛУЧЕНИЯ РАСКЛИНИВАЮЩЕГО АГЕНТА | 1995 |
|
RU2098618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ГРАНУЛИРОВАННОЙ ПЕНОСТЕКЛОКЕРАМИКИ | 2013 |
|
RU2540741C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО СИНТЕТИЧЕСКОГО ЦЕОЛИТСОДЕРЖАЩЕГО КОМПОНЕНТА СМС | 2001 |
|
RU2213770C2 |
| Автоматический сцепной прибор для железнодорожных повозок | 1928 |
|
SU10169A1 |
| ШИХТА И СПОСОБ ПОЛУЧЕНИЯ ПРОППАНТА | 2017 |
|
RU2650145C1 |
| ЛЕГКИЙ ПРОППАНТ | 2010 |
|
RU2472837C2 |
| US 8193128 B2, 05.06.2012. | |||

