Изобретение может быть использовано в той области техники, где необходимо получить подобие натурному объекту по геометрическим, жесткостным и массово-инерционным характеристикам. Особенно актуально данное изобретение в области авиации при создании динамически подобных моделей (ДПМ) несущих поверхностей (крыла, горизонтального оперения, вертикального оперения) летательных аппаратов (ЛА), используемых для исследований явлений аэроупругости в аэродинамических трубах (АДТ).
Область применения - авиа- и машиностроение.
Известен способ изготовления конструктивно подобных моделей (КПМ) несущих поверхностей летательных аппаратов. Они являются моделями-копиями несущих поверхностей натурных ЛА и представляют собой разновидность динамически подобных моделей, применяемых для исследования явлений аэроупругости. Способ изготовления таких моделей следующий. Все силовые элементы реальной конструкции уменьшают в KL - раз в зависимости от материалов, из которых их изготавливают. Силовой «скелет» несущих поверхностей модели собирают из силовых элементов согласно чертежу методом склейки, сварки и клепки. Затем изготовленную из определенного материала и необходимой толщины обшивку наклеивают, наваривают или наклепывают на силовую часть модели. Такие модели изготавливают с использованием целлулоида, целлулоида и металла или только металла (сталь, дюраль).
Способ изготовления такого типа моделей в зависимости от применяемого материала имеет те или иные достоинства и недостатки. Например, способ изготовления КПМ несущих поверхностей из целлулоида отличается простотой: целлулоид легко обрабатывается, хорошо штампуется в нагретом состоянии, надежно склеивается. Что касается КПМ из армированного металлом целлулоида, то способ их изготовления имеет преимущество перед изготовлением чисто целлулоидных моделей в том, что их удельная жесткость выше, и поэтому легче выполнить требования подобия по массово-инерционным характеристикам. Способ изготовления металлических КПМ несущих поверхностей ЛА отличается тем, что такие модели наиболее точно передают конструктивные особенности металлических несущих поверхностей ЛА благодаря упрощению расчетов сечений силовых элементов, за счет чего обеспечивается высокая точность динамических характеристик в целом.
Недостатками способа изготовления различных типов КПМ несущих поверхностей в целом являются большая трудоемкость и высокая стоимость изготовления в связи с большим количеством деталей в конструкции.
Известен принятый за прототип способ изготовления каркасных ДПМ несущих поверхностей. Такой способ позволяет воспроизводить упругие свойства с помощью однослойных или двухслойных пластин с наклепанными ребрами жесткости, заменяющими лонжероны и нервюры натурной конструкции. Пластину и ребра жесткости изготавливают из фанеры или металла путем механической обработки до необходимых размеров, а также из полимерного композиционного материала методом контактного формования. Аэродинамические обводы или формообразующую поверхность (ФОП) получают путем наклеивания на силовой каркас маложесткого материала (модуль упругости приблизительно в 100 раз меньше, чем у материала силовых элементов) и его механической обработки до необходимых внешних размеров. Эти модели удобны для моделирования несущих поверхностей практически любых авиационных и ракетных изделий. Кроме того, их отличает относительно невысокая трудоемкость.
Недостатком такого способа изготовления моделей несущих поверхностей является недостаточная точность в воспроизведении жесткостных и геометрических характеристик по отношению к конструкциям несущих поверхностей натурной конструкции.
Техническим результатом изобретения является обеспечение высокой точности геометрического подобия внешней аэродинамической поверхности модели несущей поверхности по отношению к натурному объекту от 0,1 до 0,05 мм, а также высокая точность воспроизведения массово-инерционных и жесткостных характеристик и технологичность изготовления.
Технический результат достигается тем, что в способе изготовления ДПМ несущих поверхностей ЛА, основанном на изготовлении силового набора из пластины, лонжеронов и нервюр на основе полимерного композиционного материала, и формообразующей поверхности (ФОП), выполняющей роль внешней аэродинамической поверхности, предусматривают изготовление силового набора методом прессования с использованием цулаг, а формообразующую поверхность, полученную в виде двух частей - верхней и нижней, путем разрезания, изготавливают из полимерного вспенивающегося материала с модулем упругости в 104 раз меньшим, чем у материала силового набора, путем заливки полимерного материала в пресс-форму, которую выполняют увеличенной по высоте в 3-4 раза по отношению к максимальной высоте внешней аэродинамической поверхности с помощью вставок по передней, боковым и задней кромкам, затем между элементами силового набора и частями формообразующей поверхности делают гарантированные зазоры, заполняют их тем же полимерным материалом, из которого изготовлена формообразующая поверхность, и склеивают таким образом в пресс-форме верхнюю и нижнюю части поверхности с силовым набором.
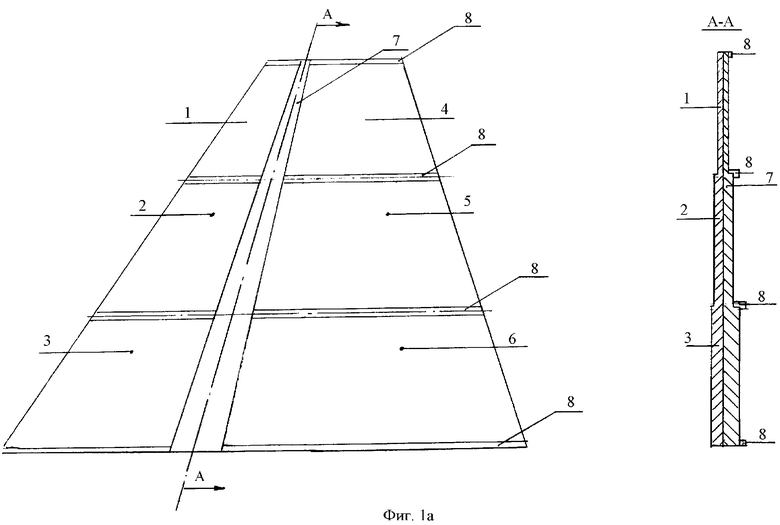
На фиг.1а и б изображен чертеж силового набора ДПМ несущей поверхности, состоящего из пластины, лонжерона и нервюр (1а), и формообразующей поверхности (1б).
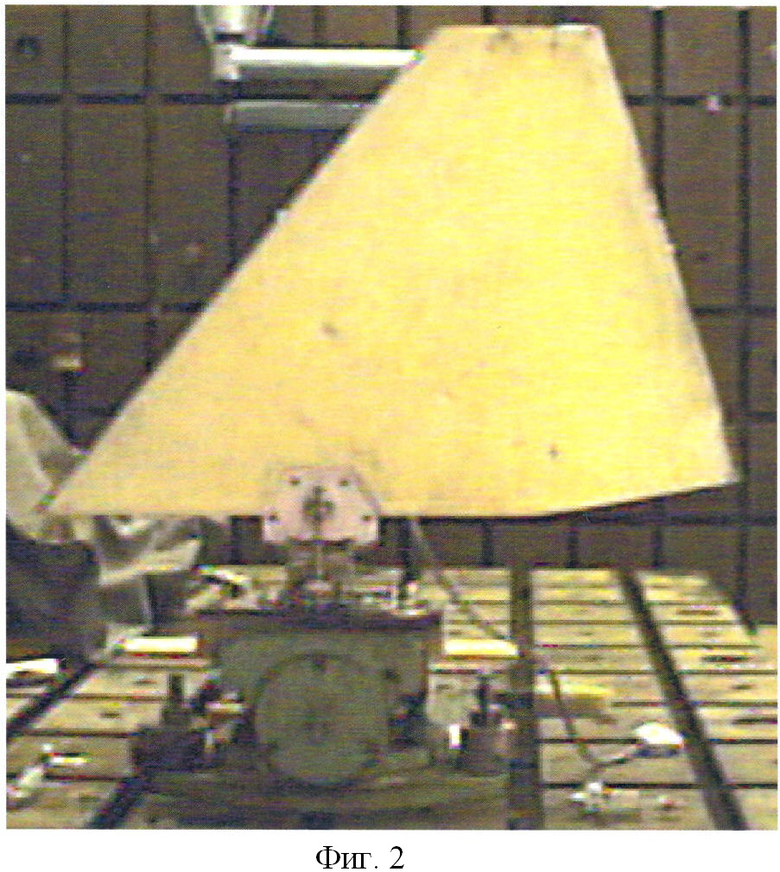
На фиг.2 представлена фотография ДПМ несущей поверхности, выполненной по способу, описанному выше. Модель установлена на жестком стенде для проведения частотных испытаний.
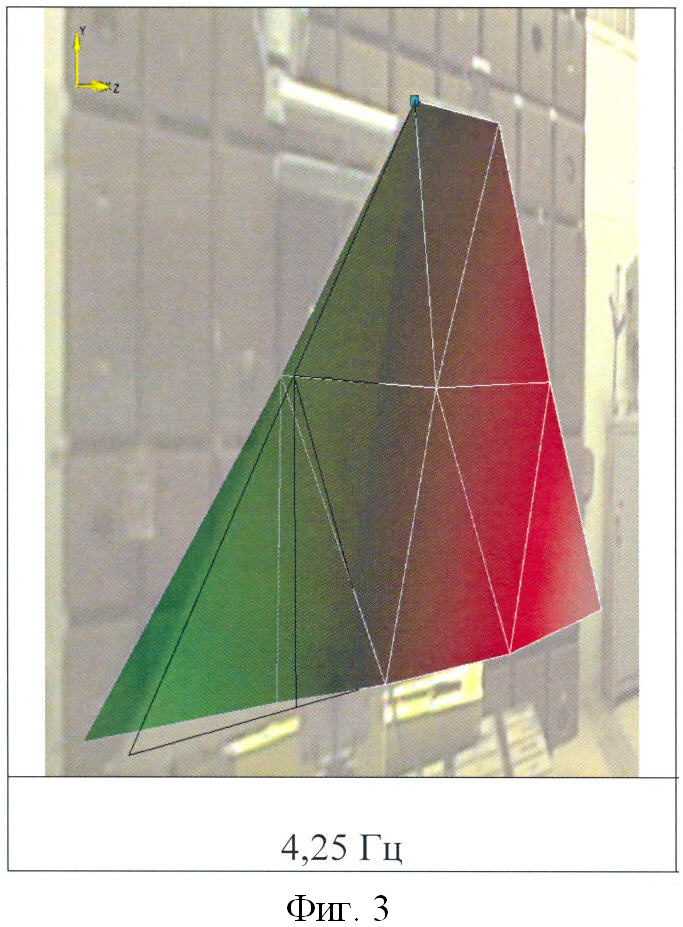
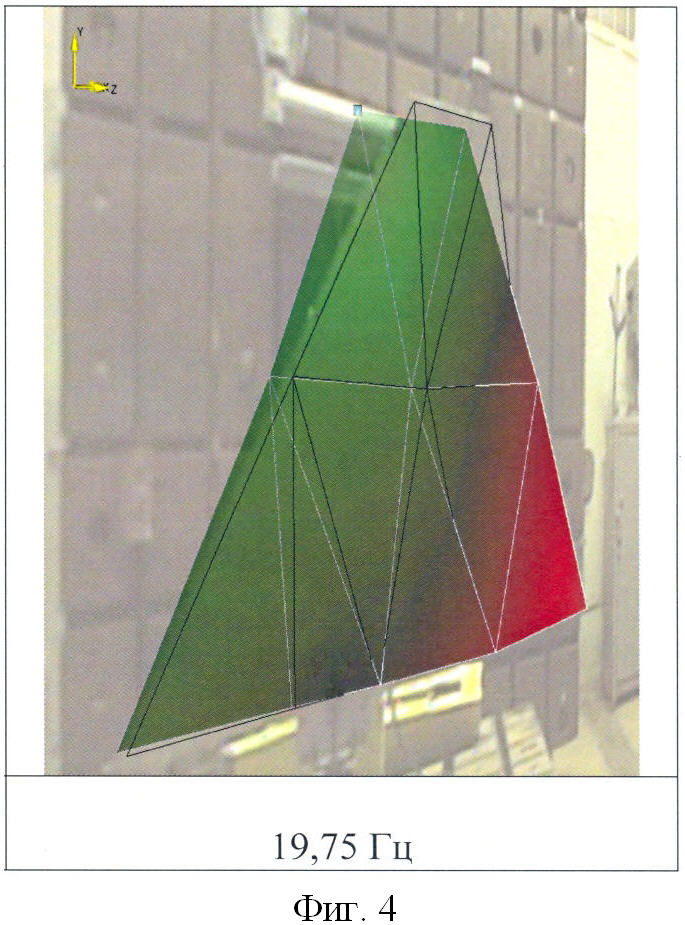
На фиг.3 и 4 показаны некоторые формы собственных колебаний конструкции модели, полученные с использованием лазерного сканирующего виброметра при частотных испытаниях конструкции.
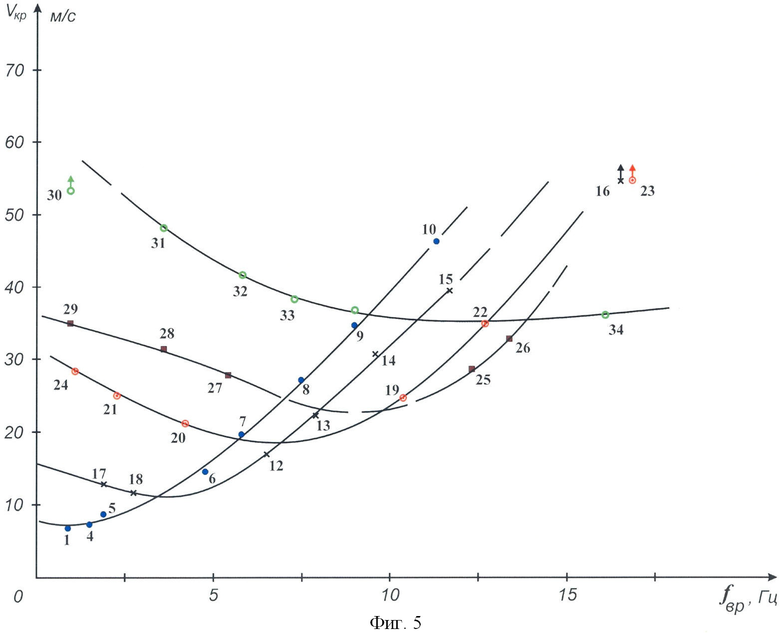
На фиг.5 представлены результаты испытаний на флаттер ДПМ несущей поверхности, изготовленной по новой технологии, в аэродинамической трубе.
Способ изготовления ДПМ несущей поверхности заключается в следующем. Используя математическую модель, рассчитывают толщину пластины, состоящую из отсеков 1-6, лонжерона 7 и нервюр 8, а затем, на основании расчетов, разрабатывают чертеж силового набора (фиг.1а). Углеродный армирующий наполнитель вырезают в соответствии с необходимыми размерами отсеков 1-6 пластины, лонжеронов 7 и нервюр 8, затем пропитывают выбранным полимерным связующим и укладывают слоями в соответствии с рассчитанным количеством и схемой ориентации. Затем силовые элементы отверждают в соответствии с выбранным температурным режимом методом прессования с использованием цулаг и склеивают друг с другом.
Материал формообразующей поверхности выбирают с низким модулем упругости (≈ в 104 раз меньшим, чем у материала силового набора), поэтому его влияние на жесткость силового набора и в целом на общую жесткость конструкции модели сводится к минимуму. ФОП изготавливают путем заливки полимерной массы со вспенивающим агентом в предварительно подготовленную пресс-форму, причем эту форму выполняют увеличенной по высоте в 3-4 раза по отношению к максимальной высоте внешней аэродинамической поверхности с помощью вставок по передней, боковым и задней кромкам. Верхнюю и нижнюю ФОП получают при разрезании отвержденной вспененной полимерной массы в соответствии с необходимой высотой, при этом лишнюю часть, находящуюся между поверхностями, удаляют.
Склейку верхней и нижней частей формообразующей поверхности с силовым набором осуществляют в той же пресс-форме, в которой изготавливалась ФОП. Между элементами силового набора и частями формообразующей поверхности делают гарантированные зазоры, которые заполняются тем же полимерным материалом, из которого изготовлена ФОП. За счет этого происходит склеивание силового набора с верхней и нижней частями формообразующей поверхности. Высокая химическая активность и соответственно высокая адгезия практически к любым поверхностям этого материала обеспечивает высокую прочность склейки обеих частей ФОП 2-3 с силовым набором 1 (фиг.1б), причем одновременно исключается присутствие третьего материала - клеевой прослойки и ее влияние на общую жесткость модели. Полученная при этом ФОП отличается гладкостью поверхности и полностью соответствует внутренней поверхности пресс-формы, чем обеспечивается высокая точность геометрического подобия такой модели. Поэтому формообразующая поверхность практически не требует заключительной обработки, и полученная таким образом конструкция представляет собой законченную ДПМ несущей поверхности (фиг.2).
Следующим этапом производят определение массово-инерционных характеристик модели, то есть измеряют массу готового изделия, определяют главные моменты инерции и центр тяжести ДПМ и в случае необходимости их доводят до необходимых величин с помощью доводочных грузов.
Далее проводят частотные испытания ДПМ несущей поверхности. В результате проведенных частотных испытаний был получен спектр собственных тонов колебаний в предполагаемом диапазоне частот. Выявлено более 10 упругих тонов. На фиг.3-4 показаны частоты и формы колебаний первых трех собственных тонов. Полученные формы колебаний модели хорошо согласуются с формами колебаний натурных конструкций, имеющих аналогичные геометрические формы.
В ЦАГИ изготовлена ДПМ несущей поверхности (вертикального оперения - ВО) сверхзвукового перспективного самолета для испытаний на флаттер в АДТ.
ДПМ ВО прошла серию испытаний (30 пусков) на флаттер в аэродинамической трубе ЦАГИ. Получены разные формы флаттера с различными частотами и амплитудами колебаний. ДПМ ВО обладает высокой точностью, что подтверждается отсутствием выпадающих точек и плавностью кривых на фиг.5. На графике фиг.5 представлены зависимости критической скорости флаттера модели от частоты ее вращения, при этом частоты модели на изгиб для каждой кривой имеют свое значение:
 - nизг=2,2 Гц,
- nизг=2,2 Гц,
 - nизг=3,91 Гц,
- nизг=3,91 Гц,
 - nизг=7,5 Гц,
- nизг=7,5 Гц,
 - nизг=9,8 Гц,
- nизг=9,8 Гц,
 - nизг=16 Гц.
- nизг=16 Гц.
При осмотре ДПМ ВО после испытаний отсутствовали какие-либо повреждения и остаточные деформации, что говорит о ее хорошей живучести и прочности.
Применение способа изготовления ДПМ несущих поверхностей ЛА позволяет создавать модели с высокой точностью воспроизведения массово-инерционных и жесткостных характеристик, геометрического подобия натурному объекту для исследования характеристик аэроупругости ЛА в АДТ.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИНАМИЧЕСКИ ПОДОБНАЯ МОДЕЛЬ НЕСУЩЕЙ ПОВЕРХНОСТИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2008 |
|
RU2375266C1 |
| ДИНАМИЧЕСКИ ПОДОБНАЯ АЭРОДИНАМИЧЕСКАЯ МОДЕЛЬ НЕСУЩЕЙ ПОВЕРХНОСТИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2014 |
|
RU2578915C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОПОДОБНЫХ МОДЕЛЕЙ ЛЕТАТЕЛЬНЫХ АППАРАТОВ НА СТАНКАХ С ЧПУ | 2013 |
|
RU2536416C1 |
| Динамически-подобная аэродинамическая модель управляющей поверхности летательного аппарата | 2019 |
|
RU2729947C1 |
| МОДЕЛЬ НЕСУЩЕЙ ПОВЕРХНОСТИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2653773C1 |
| УНИВЕРСАЛЬНАЯ АЭРОДИНАМИЧЕСКАЯ МОДЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083967C1 |
| РАЗБОРНАЯ УПРУГОПОДОБНАЯ АЭРОДИНАМИЧЕСКАЯ МОДЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2500995C1 |
| УНИВЕРСАЛЬНАЯ УПРУГОПОДОБНАЯ АЭРОДИНАМИЧЕСКАЯ МОДЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2454646C1 |
| Крупноразмерная аэродинамическая модель | 2015 |
|
RU2607675C1 |
| ВИБРОВОЗБУДИТЕЛЬ КОЛЕБАНИЙ МЕХАНИЧЕСКИХ КОНСТРУКЦИЙ | 2015 |
|
RU2594462C1 |
Изобретение может быть использовано в той области техники, где необходимо получить подобие натурному объекту по геометрическим, жесткостным и массово-инерционным характеристикам. Особенно актуально данное изобретение в области авиации при создании динамически подобных моделей несущих поверхностей (крыла, горизонтального оперения, вертикального оперения) летательных аппаратов, используемых для исследований явлений аэроупругости в аэродинамических трубах. Способ основан на изготовлении силового набора из пластины, лонжеронов и нервюр на основе полимерного композиционного материала и формообразующей поверхности, выполняющей роль внешней аэродинамической поверхности. Силовой набор изготавливают методом прессования с использованием цулаг. Формообразующую поверхность получают в виде двух частей - верхней и нижней путем разрезания. Поверхность изготавливают из полимерного вспенивающегося материала с модулем упругости в 104 раз меньшим, чем у материала силового набора, путем заливки материала в пресс-форму, которую выполняют увеличенной по высоте в 3-4 раза по отношению к максимальной высоте внешней аэродинамической поверхности. Между элементами силового набора и частями формообразующей поверхности делают гарантированные зазоры. Их заполняют тем же полимерным материалом, из которого изготовлена формообразующая поверхность, и склеивают в пресс-форме верхнюю и нижнюю части поверхности с силовым набором. Достигается обеспечение высокой точности геометрического подобия, а также высокая точность воспроизведения массово-инерционных, жесткостных характеристик модели. 6 ил.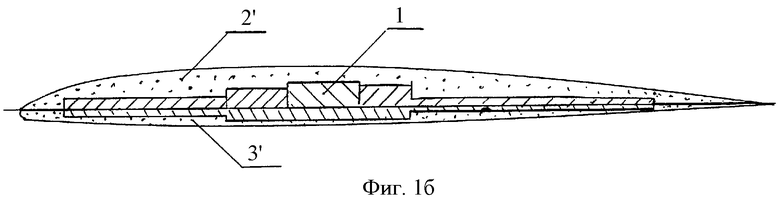
Способ изготовления динамически подобных моделей несущих поверхностей летательных аппаратов, основанный на изготовлении силового набора из пластины, лонжеронов и нервюр на основе полимерного композиционного материала и формообразующей поверхности, выполняющей роль внешней аэродинамической поверхности, отличающийся тем, что силовой набор изготавливают методом прессования с использованием цулаг, а формообразующую поверхность, полученную в виде двух частей - верхней и нижней путем разрезания, изготавливают из полимерного вспенивающегося материала с модулем упругости в 104 раз меньшим, чем у материала силового набора, путем заливки материала в пресс-форму, которую выполняют увеличенной по высоте в 3-4 раза по отношению к максимальной высоте внешней аэродинамической поверхности, затем между элементами силового набора и частями формообразующей поверхности делают гарантированные зазоры, заполняют их тем же полимерным материалом, из которого изготовлена формообразующая поверхность, и склеивают таким образом в пресс-форме верхнюю и нижнюю части поверхности с силовым набором.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПАНЕЛЬНО-КАРКАСНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030336C1 |
| GB 860391 A, 01.03.1961 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОЙ АЭРОДИНАМИЧЕСКОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2266847C1 |
| US 5728309 A, 17.03.1998 | |||
| SU 1777297 A1, 20.05.1997 | |||
| EP 1586503 A1, 19.10.2005. | |||

