Уровень техники
Настоящее изобретение относится к новой усовершенствованной входной планетарной ступени для крупной коробки передач. Заявляемая входная планетарная ступень предназначена для турбинного ветроэлектрического генератора с отдаваемой мощностью, равной 500 кВт и более.
Турбинные ветроэлектрические генераторы считаются одними из наиболее рентабельных и экологичных средств выработки электроэнергии. В настоящее время отдельные ветротурбины конструируются и изготавливаются для выработки электроэнергии свыше 5 МВт. Главным узлом большинства ветротурбин являются их коробки передач, подвергаемые высоким нагрузкам на низких скоростях; при этом их расчетный срок службы составляет 20 лет. Те, кто изготавливает и эксплуатирует эти коробки передач, очень заинтересованы во всем, что сделает эти коробки передач более долговечными и повысит их КПД.
Современные крупные турбинные ветроэлектрические генераторы (500 кВт и более) являются массивными устройствами, обычно использующими крупные планетарные зубчатые передачи в качестве входной ступени. Эти тяжелые коробки передач, устанавливаемые сверху мачт, часто расположены в удаленной местности, например в горах или на побережье, и подвергаются воздействию серьезных колебаний силы ветра и температуры, и нередко подвергаются коррозионному воздействию среды морской воды и/или истирающих частиц. В случае выхода из строя коробки передач может потребоваться ее демонтаж при помощи громоздкого оборудования и ее ремонт у изготовителя с последующей повторной установкой в удаленной местности. Само по себе прекращение выработки электроэнергии также является дорогостоящим.
Изготовители признают, что удаление выступающих неровностей с поверхностей контакта зубьев зубчатых колес до полномасштабной эксплуатации продляет срок службы коробки передач. Удаление выступающих неровностей обеспечивает два очевидных преимущества. Во-первых, это уменьшает величину контакта металла с металлом, который создает остатки смазочного материала и является разрушительным для зубчатых колес и подшипников. Во-вторых, это улучшает материальный коэффициент (Rmr), который является мерой величины, имеющейся поверхности зуба зубчатого колеса, несущей нагрузку. В этой отрасли промышленности считалось, что равнозначной являлась любая методика удаления выступающих неровностей при том условии, что не будет происходить явное металлургическое повреждение или значительное изменение геометрии шага и профиля. Например, зубохонингование часто используется в авиакосмической промышленности для уменьшения высоты выступающих неровностей. Применение хонингования можно было бы рассмотреть для коробки передач ветротурбин, но его издержки применительно к крупным зубчатым колесам находятся на недоступном уровне, поскольку большинство оборудования хонингования ограничено обработкой зубчатых колес диаметром 12 дюймов или меньше. Как таковые, сегодняшние зубчатые колеса ветротурбин обычно имеют полированные боковые поверхности зуба, и рекомендуется, чтобы их эксплуатировали после приработки, чтобы удалить выступающие неровности с поверхности контакта.
Несколько лет считалось, что оптимальные рабочие показатели для подшипников будут достигнуты тогда, когда обе сопрягающиеся поверхности контакта пройдут изотропную обработку суперфиниширования до арифметического среднего значения микронеровностей профиля (Ra) менее, приблизительно, 0,075 мкм при помощи химически ускоряемой вибрационной чистовой обработки.
Аналогично зубчатые колеса в трансмиссии гоночных автомобилей, работающие под высокими нагрузками, с высокими окружными скоростями на начальной окружности зубчатого колеса, выиграли от этого способа изотропного суперфиниширования с улучшенной чистовой обработкой зубьев Ra от 0,3 мкм до менее 0,025 мкм. Эти суперфинишированные зубчатые колеса имеют меньшую поверхностную усталость, более низкую рабочую температуру, меньший уровень трения, шума и механических колебаний.
Суперфиниширование обеспечивает возможность создания гидродинамической смазки (ГДС) или упругогидродинамической смазки (УГДС). ГДС создается при полном отделении друг от друга сопряженных зубьев зубчатого колеса во время работы, обеспечиваемым сплошной пленкой смазочного материала. УГДС создается в работающих под высокой нагрузкой сопряженных зубьях зубчатых колес во время работы, когда на образование отделяющей их друг от друга текучей пленки влияет упругая деформация поверхностей контакта. Вследствие этого суперфинишированные трансмиссии гоночных автомобилей при ГДС или УГДС при работе на высокой скорости и высокой нагрузке почти не имеют контакта металла с металлом сопряженных зубьев.
В противоположность трансмиссиям гоночных автомобилей зубчатые колеса входной планетарной ступени, используемые в турбинных ветроэлектрических генераторах, работают в существенно отличающихся условиях. В ветротурбинах зубчатые колеса подвергаются очень высоким переменным нагрузкам при низких окружных скоростях на начальной окружности зубчатых колес, и поэтому предполагается скорее граничная смазка, чем гидродинамическая смазка или упругогидродинамическая смазка. Граничная смазка возникает, когда сопряженные зубья зубчатых колес во время работы смачиваются текучей средой, но при этом пленка смазочного материала меньше совокупной микронеровности профиля сопряженной поверхности. Поэтому в пленку смазочного материала могут проникать выступающие неровности, и контакт металла с металлом создает металлические, мелкие обломки от зубьев зубчатых колес. Предполагается, что изготавливаемые обычными способами полированные зубья зубчатых колес ветротурбины (см. "Standard for Design and Specification of Gear Boxes for Wind Turbines", ANSI/AGMA/AWEA 6006-A03) после излагаемой ниже приработки будут иметь чистоту обработки поверхности Ra=0,5-0,7 мкм. Но специалистам в данной области техники известно, что изготавливаемое в соответствии с известным уровнем техники кольцевое зубчатое колесо будет иметь намного более высокую степень чистовой обработки поверхности. Стандарт AGMA рекомендует чистоту обработки зубчатого колеса не ниже Ra>1,6 мкм. Чистота обработки 0,5-0,7 мкм считается достаточной, чтобы большей частью исключить контакт металла с металлом боковой поверхности зуба. Также считается, что это состояние поверхности обусловит значительное фиксирование смазочного материала, необходимое для медленно движущихся зубьев зубчатого колеса, и за счет этого будет достигнуто наилучшее возможное состояние смазки. Но основной причиной выхода из строя коробки передач турбинного ветроэлектрического генератора является выход из строя подшипников. Даже при приработке, обеспечивающей упоминаемые выше показатели чистоты обработки, контакт металла с металлом зубьев продолжается на зубьях планетарной ступени и создает остатки смазочного материала, в результате чего, в свою очередь, ускоряется выход из строя подшипников.
В противоположность этому химически ускоряемое вибрационное суперфиниширование до состояния Ra<0,3 мкм считалось слишком гладким для турбинных ветроэлектрических генераторов в том отношении, что боковые поверхности зуба будут иметь недостаточное для работы фиксирование смазочного материала, и предполагался выход из строя зубьев. Поэтому имелись сомнения в отношении улучшения рабочих показателей коробки передач за счет суперфиниширования с помощью химически ускоряемой вибрационной чистовой обработки. Ответ на эти сомнения дадут только длительные и дорогостоящие испытания в эксплуатационных условиях.
Помимо этого специалисты в данной области техники считали, что крупные, тяжелые зубчатые колеса, составляющие входную планетарную ступень крупного турбинного ветроэлектрического генератора, невозможно обработать в вибрационном оборудовании чистовой обработки, применяемом в химически ускоряемой чистовой обработке. Это вибрационное оборудование чистовой обработки имеет вид либо емкости, либо ванны. Зубчатые колеса входной планетарной ступени весят обычно 200 кг или более для генераторов с вырабатываемой мощностью 500 кВт и более. Считалось, что этот вес зубчатого колеса превышал нормальные пределы работы для оборудования вибрационной чистовой обработки.
В частности считалось, что крупное кольцевое зубчатое колесо весом от 400 кг до более 5000 кг невозможно обработать суперфинишированием в крупной вибрационной емкости. Специалист в данной области техники предположил бы, что такое массивное зубчатое колесо с относительно малой площадью поперечного сечения сразу погрузится на дно емкости, при этом повредив облицовку, зубчатое колесо, или и то, и другое вместе. Помимо этого, тяжелое зубчатое колесо обязательно раздавило бы значительные количества керамического материала, используемого в оборудовании вибрационной доводки по причине высокого давления, оказываемого на этот материал. Обломки от раздавливания керамического материала при этом имели бы острые углы и края. Вместо сглаживания важных поверхностей контакта зубьев зубчатого колеса до суперфинишированного состояния эти обломки материала повреждали бы эти поверхности, создавая неровности, углубления и даже впадины поверхностей, особенно вблизи дна емкости, где давление является наибольшим. Такое повреждение было бы еще значительнее для более мягких, сквозной закалки, (32-40 HRC) кольцевых зубчатых колес. Предполагаемая высокая степень истирания материала из-за раздавливания также повысила бы неприемлемую стоимость обработки и создала проблему засорения стоков оборудования обработки.
Причем, при обработке кольцевого зубчатого колеса ожидалось бы наличие изменения интенсивности давления материала по шагу зубьев зубчатого колеса. Давление материала, оказываемое на зубья ближе к дну емкости, выше давления материала вблизи поверхности. Поэтому следует ожидать, что большее количество материала будет перемещаться от зубьев ближе к дну, чем ближе к поверхности. Следовательно, размерный допуск обработанного вибрацией кольцевого зубчатого колеса не будет соблюден. Эту трудность можно частично устранить за счет удаления зубчатого колеса посередине срока обработки, его переворачивания, возвращения в емкость и последующего продолжения обработки. Нужно отметить, что переворачивание такого крупного зубчатого колеса занимает много времени и является потенциально рискованным. Также часть центральной ширины зубьев зубчатого колеса тогда обрабатывалась бы в течение времени, в два раза превышающего чистовую обработку, в результате чего геометрия зуба, возможно, могла бы измениться. Можно предположить, что каждый из перечисляемых выше недостатков сделал бы этот метод суперфиниширования крупных кольцевых зубчатых колес непрактичным и непредсказуемым.
Аналогичные недостатки можно было бы ожидать для химически ускоряемой вибрационной чистовой обработки других зубчатых колес, составляющих входную планетарную ступень коробки передач ветротурбины. Эти зубчатые колеса, известные как сателлиты и солнечные шестерни, тоже являются массивными и весят обычно более 200 кг каждое. Специалисты в данной области техники предположили бы, что эти зубчатые колеса, как таковые, невозможно обрабатывать в оборудовании вибрационной чистовой обработки - будь то емкости или ванны. Поэтому ветротурбины согласно известному уровню техники не могли бы реализовать преимущества этого способа суперфиниширования для входной планетарной ступени коробки передач.
Следует отметить, что желательно обеспечить возможность использования кольцевых зубчатых колес сквозной закалки вместо газоазотированных или газоцементированных кольцевых зубчатых колес в крупной входной ступени планетарной зубчатой передачи. Изготовление кольцевых зубчатых колес сквозной закалки является менее дорогостоящим.
Газоазотирование является дорогостоящим длительным способом и дает очень твердый хрупкий «белый слой» на поверхностях зубьев. Специалистам в данной области техники известно, что этот белый слой следует удалить до использования зубчатых колес. Но удаление белого слоя шлифованием является как дорогостоящим, так и сопряжено с риском повреждения кольцевого зубчатого колеса. Альтернативный метод удаления белого слоя путем химического растворения является очень вредным и неэкологичным.
Для газоцементирования, по причине значительной деформации, обусловленной термообработкой, требуется доводочное шлифование зубьев, и поэтому этот способ тоже является дорогостоящим. Причем после доводочного шлифования для газоцементированного кольцевого зубчатого колеса требуется проверка на отсутствие отпускового ожога, что является еще одним вредным и неэкологичным способом.
Помимо этого, кольцевые зубчатые колеса сквозной закалки не только являются менее дорогостоящими в изготовлении, но они также более геометрически точны по сравнению с азотированными или цементированными кольцевыми зубчатыми колесами. Это обстоятельство целесообразно в том отношении, что остальные зубчатые колеса планетарной зубчатой передачи изготавливают известными способами с высокой геометрической точностью. Так, если более точное и менее дорогостоящее кольцевое зубчатое колесо может работать с высокоточными сателлитами и солнечными шестернями, то в результате этого обеспечиваемая ими планетарная зубчатая передача может стать очень эффективной и достаточно долговечной. Если бы кольцевое зубчатое колесо сквозной закалки можно было суперфинишировать химически ускоряемой вибрационной чистовой обработкой, то его зубья имели бы достаточную поверхностную прочность и могли бы работать в ГДС- или УГДС-режимах, тем самым уменьшая количество образующихся остатков смазочного материала. Поэтому, если суперфинишированные кольцевые зубчатые колеса сквозной закалки в сочетании с суперфинишированными сателлитами и солнечными шестернями могут работать удовлетворительно при расчетных нагрузках и скоростях ветротурбины, то будет обеспечена хорошая входная планетарная зубчатая передача. Либо, если сателлиты и солнечные шестерни можно было суперфинишировать и сопрягать с несупефинишированным кольцевым зубчатым колесом (независимо от его металлургической термообработки), то в результате была бы обеспечена усовершенствованная входная планетарная зубчатая передача для турбинного ветроэлектрического генератора с отдаваемой мощностью 500 кВт и выше. Поэтому суперфиниширование некоторых или предпочтительно всех зубчатых колес во входной планетарной ступени своим результатом будет иметь уменьшение или устранение остатков, образуемых от зубьев зубчатых колес, в результате чего станет менее значительной или устранится причина повреждения подшипников.
Для крупных турбинных ветроэлектрических генераторов изготовители коробок передач фактически имели только один оправданный вариант уменьшения выступающих неровностей после шлифования, и это был метод приработки. Во время приработки зубчатые колеса сглаживаются в собранном состоянии за счет работы коробки передач с разными нагрузками и скоростями, в результате чего выступающие неровности поверхности контакта срезаются или пластично деформируются. Следует отметить, что этот метод был самым экономичным, т.к. коробки передач так или иначе надо проверять и аттестовывать в условиях нагрузки, т.е. до их отгрузки и установки по месту работы. Фазу приработки и испытаний можно выполнять одновременно на одном и том же испытательном оборудовании. Например, Американская ассоциация производителей зубчатых колес/Американская ветроэнергетическая ассоциация и Энергетическое Управление Дании составили положения по конструированию коробок передач ветротурбин по напряжениям, необходимым для их приработки. Там влияние чистовой обработки поверхности на долговечность зубьев зубчатого колеса охарактеризовано вкратце, в то время как способ сглаживания поверхности не рассмотрен. Эта точка зрения относительно того, что способ удаления выступающих неровностей к делу не относится, в общем существует и в данной отрасли промышленности, и среди других изготовителей зубчатых колес.
Для идеального метода пригонки требуется работа коробки передач под разными нагрузками и скоростями для моделирования условий фактической эксплуатации в целях сглаживания выступающих неровностей на воспринимающей нагрузку поверхности. Но воспроизведение фактических условий эксплуатации на испытательном оборудовании не только по существу невозможно, но также и непрактично ввиду ограничений по оборудованию, времени и затратам. Во время приработки толщину пленки смазочного материала намеренно уменьшают, чтобы увеличить контакт выступов неровности, тем самым получая более гладкую поверхность. По завершении приработки необходимо сделать техническое обслуживание системы смазки и фильтрации приработки коробки передач. Обычно смазочный материал сливают, коробку передач промывают и осуществляют замену на свежий смазочный материал, заменяют фильтр, который задерживает обломки металла, создаваемые во время приработки, и систему чистят или заменяют. Но во время приработки эти обломки металла могут вызвать серьезное повреждение подшипников и поверхностей контакта зубчатого колеса до того, как они будут собраны в фильтре. Причем большинство фильтров могут задерживать только самые крупные частицы обломков и пропускают более мелкие частицы. Эти мелкие частицы все же могут вызвать повреждение поверхности и, в частности, повреждение подшипников коробки передач.
Независимо от того, насколько досконально или тщательно будет проведена приработка, она все равно оставит после себя микроскопическое угнетение (концентраторы напряжений) на участках контакта зубьев зубчатого колеса по причине сильных напряжений, созданных механическим сдвигом, отламыванием или упругой деформацией выступающих неровностей. Эти концентраторы напряжений действуют как очаги инициирования будущих отказов из-за поверхностной усталости или по причине образования поверхностных микрораковин.
Поэтому, даже после приработки, входные планетарные зубчатые колеса часто подвергаются образованию поверхностных микрораковин в ранний период эксплуатации. Само по себе образование поверхностных микрораковин является еще одной причиной появления металлических обломков, которые могут обусловить последующее повреждение подшипников или поверхностей контакта зубчатых колес, т.к. фильтрационная система не может незамедлительно и полностью задержать металлические обломки. Следует отметить, что также микроскопические частицы металлических обломков, которые могут пройти через 10-микронный фильтр, все же являются достаточно крупными и могут вызвать повреждение. Образование поверхностных микрораковин считается показателем возможного будущего выхода из строя зубчатых колес и/или проблем серьезного износа. Как только происходит серьезный износ, профиль зуба зубчатого колеса изменяется, что приводит к повышенной вибрации и шуму, и это обстоятельство налагает повышенное напряжение на систему коробки передач.
Помимо этого, процедуры приработки обычно только сглаживают ведущую сторону кольцевого зубчатого колеса и солнечной шестерни, при этом оставляя нерабочие стороны этих зубьев зубчатого колеса в первоначальном виде их станочной обработки. При неблагоприятных условиях работы, таких как сильные порывы ветра или торможение турбины, нагрузка на нерабочую сторону может быть достаточно высокой, чтобы обусловить неровный контакт и создавать вредные металлические обломки. Но зубчатые колеса, суперфинишированные химически ускоренной вибрацией, сглаживаются на обеих сторонах поверхностей контакта зубьев.
Также следует отметить, что промышленность не обеспечила руководства по фактически оптимальной чистовой обработке поверхности и способа создания таких оптимальных поверхностей для увеличения долговечности коробки передач. Вместо этого она в основном полагалась на процедуры приработки для сглаживания участков контакта зубьев зубчатого колеса, что считалось удовлетворительным.
Краткое описание изобретения
Согласно данной заявке ниже раскрывается усовершенствованная крупная планетарная зубчатая передача, используемая во входной ступени турбинных ветроэлектрических генераторов. Эта усовершенствованная планетарная зубчатая передача уменьшает количество или исключает образование остатков смазки, обычно образующихся от зубьев зубчатого колеса, тем самым устраняя причину выхода из строя подшипников. Для достижения этих результатов некоторые, и предпочтительно все, зубья зубчатых колес в планетарной зубчатой передаче суперфинишированы с помощью химически ускоряемой вибрационной чистовой обработки для доведения микронеровностей профиля поверхности до приблизительного значения 0,25 мкм или менее.
В частности, здесь раскрывается обладающий новизной способ для суперфиниширования массивных кольцевых зубчатых колес, особенно - кольцевых зубчатых колес сквозной закалки, помещенных горизонтально в вибрационной емкости.
Раскрываемые здесь технические признаки изобретения целесообразны для всех других устройств, применяющих крупную планетарную передачу. Аналогично технические признаки данного изобретения применимы для некоторых или всех зубчатых колес других крупных, непланетарных типов коробки передач, в которых имеют место режимы граничной смазки по причине обычной шлифованной обработки поверхности зубьев. Вид зубчатых колес в этих коробках передач - прямозубый цилиндрический, косозубый цилиндрический, плоский, конический и т.п. - не важен для излагаемой здесь идеи изобретения.
Специалистам в данной области техники будет ясно, что в данном изобретения можно сделать различные очевидные модификации и изменения, причем все такие модификации и изменения будут считаться входящими в объем защиты настоящего изобретения. Специалистам в данной области техники будут очевидны из описания другие варианты осуществления изобретения. При этом приводятся примеры суперфиниширования всех зубчатых колес и/или всех подшипников в этих типах крупных коробок передач. Поэтому описываемые здесь конкретные варианты осуществления нельзя рассматривать как ограничивающие, т.к. они лишь поясняют способ согласно настоящему изобретению.
Особый и важный признак способа, используемый в настоящем изобретении, заключается в механизме выравнивания поверхности, применяемом для обеспечения чистовой обработки поверхности. Химический раствор используется в вибрационной емкости или ванне вместе с керамическим материалом. При введении его в машину этот химический раствор реагирует с металлом и создает стабильное мягкое конверсионное покрытие на неровностях (выступах и впадинах) зубьев зубчатого колеса. Создаваемое машиной и находящимся в ней материалом истирающее движение по боковой поверхности зубьев зубчатого колеса действенным образом истирает конверсионное покрытие с «выступов» поверхностей, но оставляет нетронутыми «впадины» поверхностей. Конверсионное покрытие непрерывно вновь формируется и истирается на этом этапе, тем самым обеспечивая механизм выравнивания. Этот механизм продолжает действовать в вибрационной машине, пока не будет обеспечена нужная чистовая обработка поверхности. При этом прекращают подачу активных химикатов и обычно вымывают их из машины выглаживающим раствором, который не реагирует с основным металлом. На этом этапе конверсионное покрытие истирается с боковых поверхностей зубьев зубчатого колеса окончательно с получением обработанных начисто зубчатых колес для входной ступени планетарной зубчатой передачи. Наконец, поскольку этот способ основан на применении воды при приблизительно комнатной температуре и атмосферном давлении, отсутствует возможность отпуска зубчатых колес при химически ускоряемой вибрационной чистовой обработке. Поэтому после суперфиниширования в соответствии с настоящим изобретением осмотр на отсутствие ожога термообработки не требуется.
Поскольку выступающие неровности удалены до установки, то не создаются какие-либо микронапряжения, как при обычной процедуре приработочного сглаживания. Фактически в значительной степени снижается или полностью устраняется необходимость приработки. Поэтому сокращаются или устраняются проблемы образования поверхностных микрораковин и возникновения коррозионно-механического износа. Причем зубчатые колеса, начисто обработанные в соответствии с настоящим изобретением, не создают значительного количества металлических обломков при пуске или после работы в течение длительных периодов, тем самым исключая возможность повреждения подшипников металлическими обломками. Поскольку сглаживание поверхностей также уменьшает трение, зубчатые колеса не обусловливают температурный выброс приработки, из-за которого сокращается срок службы смазочного материала, подшипников и уплотнений. Снижение шума и вибрации происходит по двум причинам. Во-первых, уменьшение трения уменьшает вибрацию и шум. Во-вторых, уменьшение износа означает, что погрешность кинематической цепи будет оставаться неизменной, и, следовательно, шум тоже не будет увеличиваться.
До появления настоящего изобретения долговечность коробок передач турбинных ветроэлектрических генераторов повышали шлифованием поверхности зубьев зубчатых колес, после чего выполняли приработку, во время которой коробка передач работала под изменяющимися нагрузками и скоростями. Приработка может устранить выступающие неровности с некоторых сопряженных поверхностей зубьев зубчатых колес, но также имеется несколько серьезных недостатков, упоминаемых выше, при сравнении с настоящим изобретением. Соответственно задачи и преимущества настоящего изобретения по сравнению со способом шлифования и приработки зубьев в применении к турбинными ветроэлектрическим генераторам с вырабатываемой мощность 500 кВт и выше являются следующими:
1. Создание усовершенствованной входной планетарной ступени, в которой все боковые поверхности зубьев суперфинишированы, в результате чего количественно уменьшаются или устраняются повреждающие металлические обломки, создаваемые зубьями во время приработки или во время действительной эксплуатации;
2. Создание усовершенствованной входной планетарной ступени со значительно уменьшенным количеством металлических обломков, обычно создаваемых от зубьев зубчатых колес, или с устранением таковых, в результате чего ослабляется или устраняется причина, обусловливающая выход из строя подшипника;
3. Создание практичного и рентабельного способа суперфиниширования крупных кольцевых зубчатых колес, особенно имеющих высокую геометрическую точность кольцевых зубчатых колес сквозной закалки, с помощью химически ускоряемой вибрационной чистовой обработки до поверхности хорошего качества с пониженным Ra, повышенным Rmr и со значительным уменьшением числа концентраторов напряжений;
4. Создание усовершенствованной входной планетарной ступени, у которой некоторые и предпочтительно все боковые поверхности зуба любого вида зубчатого колеса весом 200 кг и более можно суперфинишировать до Ra, равным 0,25 мкм или менее, при этом обеспечивая размерные допуски;
5. Создание усовершенствованной входной планетарной ступени со значительным сокращением числа поверхностных микрораковин и снижением коррозионно-механического износа, которые в будущем могли бы стать причиной образования поверхностных макрораковин, износа и, в конечном счете, выхода из строя зубьев и подшипников;
6. Создание способа одновременного суперфиниширования ведущей стороны и нерабочей стороны всех зубчатых колес и, в частности, зубьев кольцевого зубчатого колеса и солнечной шестерни также со снижением или устранением потенциала образования вредных металлических обломков;
7. Создание усовершенствованной входной планетарной ступени со значительно сниженным температурным выбросом, который может отрицательно сказаться на металлургических характеристиках, повредить смазочный материал и уплотнения во время приработки или в начале эксплуатации;
8. Создание усовершенствованной входной планетарной ступени со значительно сниженной вибрацией и/или шумом, обусловленными трением и/или изменениями профиля зуба из-за износа;
9. Создание усовершенствованной входной планетарной ступени, имеющей зубчатые колеса с повышенным материальным коэффициентом (Rmr) на поверхностях контакта зубьев, с обеспечением возможности получения повышенной удельной мощности;
10. Создание усовершенствованной входной планетарной ступени, позволяющей облегчить или устранить процесс приработки;
11. Создание способа, для которого не требуется осмотр на обнаружение ожога термообработки после суперфиниширования зубчатых колес;
12. Создание способа химически ускоряемой вибрационной чистовой обработки, применимого для всех типов зубчатых колес весом 200 кг и выше во всех типах коробках передач, которые работают в режимах граничной смазки, в результате чего суперфиниширование уменьшает количество остатков смазки или устраняет их; и
13. Создание усовершенствованной крупной коробки передач, в которой некоторые или предпочтительно все зубчатые колеса и/или подшипники суперфинишированы в целях уменьшения остатков смазочного материала или устранения их образования.
Дополнительные цели и преимущества настоящего изобретения станут очевидными из приведенного ниже описания и чертежей.
Краткое описание чертежей
Фиг.1 - сечение планетарной коробки передач с тремя сателлитами.
Фиг.2а - зуб зубчатого колеса, причем показана площадь контакта зуба.
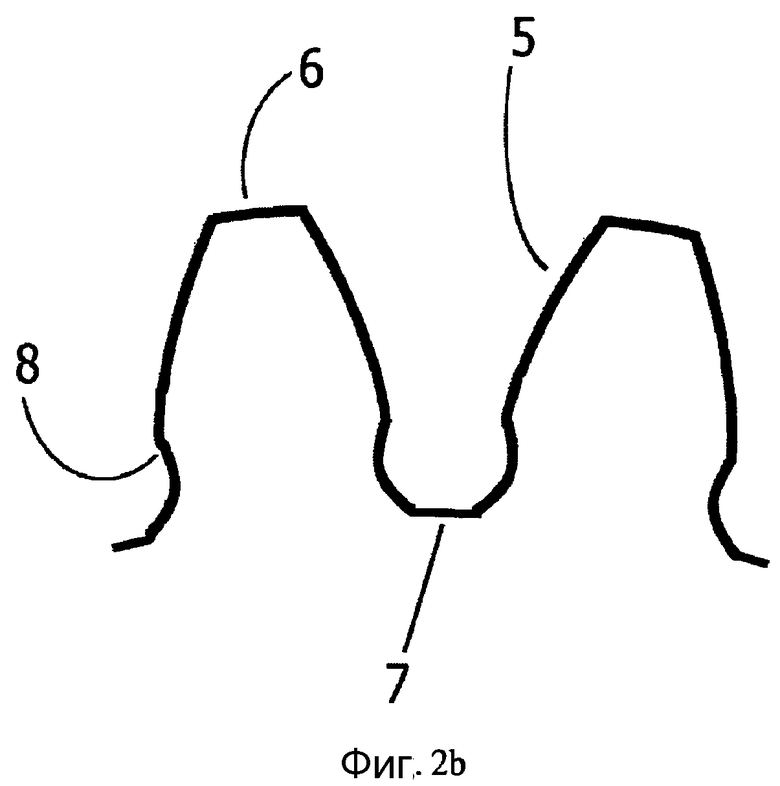
Фиг.2b - поперечное сечение двух зубьев зубчатого колеса.
Фиг.3 - вибрационная емкость, содержащая материал, используемый для суперфиниширования кольцевого зубчатого колеса.
Фиг.4 - вибрационная емкость, причем показано идеальное положение для кольцевого зубчатого колеса во время суперфиниширования.
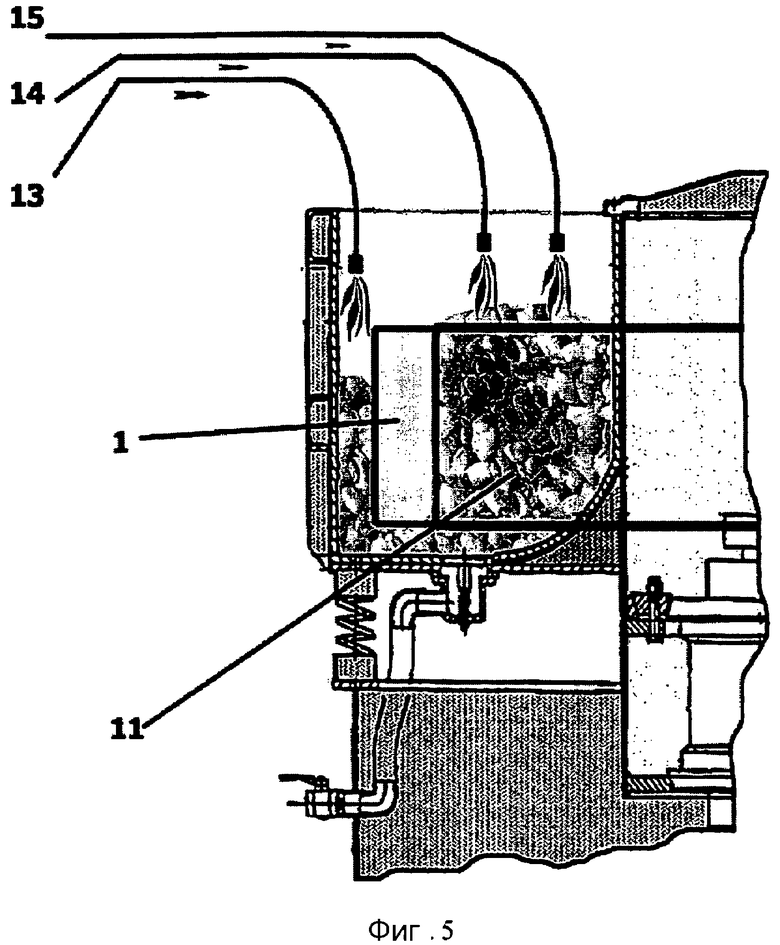
Фиг.5 - положение, в котором химические растворы вводятся при суперфинишировании.
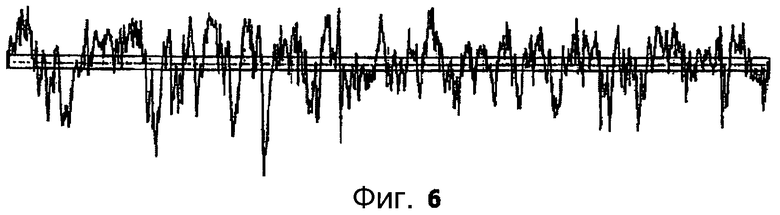
Фиг.6 - параметры поверхности и профиль, измеренные на обычной, обработанной станком шлифованной боковой поверхности кольцевого зубчатого колеса.
Фиг.7 - параметры поверхности и профиль, измеренные на обычной суперфинишированной боковой поверхности зуба кольцевого зубчатого колеса согласно настоящему изобретению.
Подробное описание изобретения
На фиг.1 показана входная планетарная ступень, обычно используемая в коробках передач ветротурбины. Она состоит из кольцевого зубчатого колеса (1), двух или более сателлитов (2) и солнечной шестерни (3). Зубья (4) каждого зубчатого колеса подлежат суперфинишированию. На фиг.2а показано объемное изображение одного зуба (4) зубчатого колеса, а на фиг.2b показано 2-мерное сечение двух зубьев (4) зубчатого колеса. Зуб (4) зубчатого колеса состоит из боковой поверхности (5), являющейся рабочей или контактирующей поверхностью зуба зубчатого колеса, вершины (6) зуба, которая является верхней поверхностью зуба зубчатого колеса, дна (7) впадины, которое является поверхностью дна впадины между соседними зубьями, и из переходной кривой (8), являющейся скругленной частью основания зуба зубчатого колеса между боковой поверхностью (5) зуба и дном (7) впадины. Самым важным участком является пятно (9) контакта зубьев, представляющее собой площадь поверхности зуба зубчатого колеса, контактирующую с сопряженной деталью, когда зубчатые колеса находятся в работе. В данном изобретении один или несколько зубьев планетарных зубчатых колес коробки передач ветротурбины, включая солнечную шестерню (3), сателлиты (2) и кольцевое зубчатое колесо (1), суперфнинишируют на их ведущих и нерабочих сторонах с помощью химически ускоряемой чистовой обработки в вибрационной емкости или ванне до значения Ra, равного 0,25 мкм или менее.
Общее описание способа суперфиниширования
Общее описание способа суперфиниширования раскрыто нами в патентах США №№4491500 и 4818333 и заявках на патент США №№10/071533; 09/758067 и 10/684073, содержание которых включено в данный документ в качестве ссылки. Активный химикат вводится в вибрационную емкость выполнения чистовой обработки, химикат преобразует металл зубчатого колеса в состав в виде пленки пониженной твердости, стабильной физически и химически, которая может или не может восприниматься визуально. Эта пленка известна под названием конверсионного покрытия. После образования этой пленки на поверхности зубчатого колеса воздействие элементов находящегося в емкости материала на зубчатое колесо будет только удалять пленку с выступающих неровностей зубчатого колеса, оставляя нетронутыми пониженные участки покрытия. За счет постоянного смачивания поверхности металла активным химикатом это стабильное покрытие будет постоянно образовываться вновь, при этом покрывая участки, на которых только что открылся обнажающийся под покрытием металл, тем самым обеспечивая новый слой относительно мягкой пленки. Если эта часть будет оставаться выше соседних участков, то она будет продолжать истираться до тех пор, пока микронеровности профиля не будут фактически устранены.
Количество применяемого раствора активного химиката будет только таким, которое будет сохранять все поверхности обрабатываемых деталей в смоченном состоянии, чтобы обеспечивать непрерывное и по существу мгновенное обновляющееся образование покрытия, удаляемого истиранием. Специалисту в данной области техники будет ясно, что количество применяемого в емкости материала будет зависеть от многих факторов, таких как характер поверхности, площадь, вес и состав обрабатываемых зубчатых колес, состав используемого для получения конверсионного покрытия раствора, рабочие температуры, степень и темп необходимой чистовой обработки.
Хотя свойства, проявляемые получаемым на зубчатом колесе конверсионным покрытием, очень важны для успешного выполнения описываемого способа, состав активного химиката, используемого для получения покрытия, не представляет собой первостепенной важности. Этот состав должен быстро и эффективно создавать (в рабочих условиях) относительно нетвердые продукты реакции основного металла, и покрытие должно быть по существу нерастворимым в жидкой среде, чтобы обеспечивать удаление в первую очередь именно истиранием, а не растворением. Активный химикат состоит, как правило, из воды и приблизительно 40 вес.% активных ингредиентов, по существу являющихся конверсионными химикатами, но также, возможно и желательно, включающих в себя окислитель, и в некоторых случаях стабилизатор и/или смачивающее вещество. По достижении нужной степени доводки введение активного химиката прекращают. После этого в вибрационную машину можно ввести выглаживающий раствор. Выглаживающий раствор, не реагирующий с основным металлом, служит для удаления конверсионного покрытия с поверхности для создания зеркальности.
Суперфиниширование сателлитов и солнечных шестерен
Согласно одному из вариантов осуществления настоящего изобретения солнечные шестерни и сателлиты можно суперфинишировать в вибрационных машинах в виде емкости или ванны соответствующего размера. Несколько зубчатых колес, должным образом установленных, можно суперфинишировать одновременно. Для установки зубчатого колеса, чтобы зубчатые колеса не касались сторон вибрационной емкости или ванны во время работы, можно использовать соответствующее устройство. Зубчатое(зубчатые) колесо(колеса) быстро встряхивают, чтобы создавать относительное перемещение зубчатых колес и неабразивного керамического материала. Поверхности зубчатых колес и материала содержатся в смоченном состоянии водным раствором FERROMIL® FML-590 с числом объемов на один объем в %, равным 30. Количество, размер и форма элементов неабразивного твердого материала таковы, что в условиях встряхивания они обеспечивают единообразное истирание зубьев зубчатого колеса этим материалом. Выполнение этого способа продолжают до тех пор, пока среднеарифметическая микронеровность профиля (Ra) не составит 0,25 мкм или менее. Затем зубчатое колесо выглаживают, чтобы удалить конверсионное покрытие и придать ему зеркальность, водным раствором FERROMIL® FBC-295 с числом объемов на один объем в %, равным 1,5.
Предпочтительный вариант осуществления изобретения предусматривает использование неабразивного керамического материала, другого керамического, пластмассового, стального материала, содержащего нержавеющую сталь материала, хотя можно использовать и сочетания разных типов материала в зависимости от физических обстоятельств чистовой обработки зубчатого колеса. Специалист самостоятельно определит, какие именно материалы или сочетание материалов нужно применять в каждом случае.
Суперфиниширование кольцевого зубчатого колеса
Ниже приводится пример воплощения настоящего изобретения для суперфиниширования крупного кольцевого зубчатого колеса (1) для промышленных коробок передач ветротурбины, вырабатывающей мощность 500 кВт и более. Кольцевое зубчатое колесо (1) имеет следующие приблизительные вес и размеры: вес - 1620 кг, наружный диаметр - 171 см, внутренний диаметр - 146 см, ширина торца - 38,5 см. Кольцевое зубчатое колесо может быть зубчатым колесом, прошедшим термообработку газоцементированием, газоазотированием, либо оно может быть насквозь закаленным. Как показано на фиг.3, вибрационная емкость (10) приблизительно на две трети своего объема наполнена смесью абразивного и неабразивного керамических материалов (11). Размер и формы материалов подобраны такими, чтобы однородная смесь материала единообразно контактировала с боковой поверхностью зуба. Количество материала подобрано обеспечивающим предпочтительную величину поднимающего действия во время обработки, чтобы зубчатое колесо не контактировало с дном или сторонами канала вибрационной емкости, или чтобы зубчатое колесо не поднималось выше уровня рабочего материала. Величины веса электродвигателя установлены на угол опережения, приблизительно равный 85 градусов.
Кольцевое зубчатое колесо (1) помещается горизонтально над сердечником (12) вибрационной емкости (10) на неподвижную массу (11) материала с соответствующим центрированием кольцевого зубчатого колеса относительно центра емкости. Как показано на фиг.5, водный раствор FERROMIL® FBC-295 с числом объемов на один объем в %, равным 1,5, и с расходом 20 л/час поступает в область между внешней стенкой емкости и наружной поверхностью зубчатого колеса (13) для уменьшения последствий выделения теплоты трения. Водный раствор активных химикатов, состоящий из FERROMIL® FML-590 с числом объемов на один объем в %, равным 30, подается с расходом 18 л/час в область между сердечником (12) и зубьями (14) зубчатого колеса внутри емкости.
Вибрационная емкость (10) включается в работу на низкой частоте, и постепенно частоту повышают до 46-48 Гц, в результате чего кольцевое зубчатое колесо входит в материал (11). Идеальное положение показано на фиг.4, где верхняя часть зубчатого колеса (1) расположена на границе раздела материал (11)/воздух, или непосредственно ниже этой границы раздела. Если амплитуда вибрационной емкости не находится в пределах 1,5-2,0 мм, то делается регулировка на уменьшение веса, чтобы обеспечить эту амплитуду. Это измерение определяется по показанию амплитудомера, установленного снаружи емкости. Кольцевое зубчатое колесо (1) остается сцентрированным в течение остального времени обработки и будет медленно поворачиваться вокруг сердечника вибрационной емкости (12).
Для удерживания зубчатого колеса (1) на поверхности материала (11) или непосредственно под ней можно выполнить нужное регулирование следующих параметров, чтобы оно поворачивалось равномерно вокруг сердечника (12) вибрационной емкости (10):
размер, форма, состав и процентное содержание материалов;
уровень материалов;
частота электродвигателя;
амплитуда и угол опережения, создаваемые системой регулирования веса;
концентрации и расход раствора активных химикатов и выглаживающего раствора.
Регулирование этих параметров известно из уровня техники.
Выполнение способа продолжают до тех пор, пока среднее арифметическое микронеровностей профиля (Ra) не составит 0,25 мкм или менее. Поступление активных химикатов прекращают, и выглаживающий состав, состоящий из водного раствора FERROMIL® FBC-295 с числом объемов на один объем в %, равным 1,5, и с расходом 150 л/час вводят в область между центральной колонкой емкости и зубьями зубчатого колеса (15). Выполнение способа продолжают до тех пор, пока конверсионное покрытие не будет удалено, с получением чистой и блестящей поверхности.
Полученные предполагавшиеся результаты:
1. Зубчатое колесо остается сцентрированным в емкости, и в подвешенном положении над дном емкости за счет движения материалов в емкости, при этом верхняя часть зубчатого колеса остается на границе раздела материалы/воздух или непосредственно под этой границей.
2. Суперфиниширование зубчатого колеса выполнено без его повреждений со стороны материалов или обломков материала.
3. Достигают значения Ra, равного 0,25 мкм или менее, и значительно повышают материальный коэффициент:
а. фиг.6 показывает типичный профиль микронеровностей поверхности участка контакта зубьев зубчатого колеса до суперфиниширования. Ra равно 0,78 мкм и Rmr составляет 49,4%.
б. фиг.7 показывает профиль микронеровностей поверхности участка контакта зубьев зубчатого колеса после суперфиниширования. Ra равно 0,16 мкм и Rmr составляет 73,2%.
4. Поверхность чистовой обработки единообразная, в пределах допуска в отношении угла в плане и профиля.
5. В ходе выполнения метода разрушается только незначительное количество материалов, если разрушается вообще (т.е. фрикционный износ материалов очень низкий).
Испытание сателлита в эксплуатационных условиях
В двух коробках передач турбинного ветроэлектрического генератора, вырабатывающих мощность свыше 500 кВт, все зубчатые колеса входной планетарной ступени были суперфинишированы до значения микронеровностей профиля поверхности, равного 0,25 мкм или менее, с помощью способа согласно настоящему изобретению. Перед суперфинишированием кольцевые зубчатые колеса были насквозь закалены, и сателлиты и солнечные шестерни были газоцементированы. После введения их в эксплуатацию коробки передач были проверены после приблизительно 6 месяцев, и потом - приблизительно после года работы. На поверхностях зубьев зубчатых колес поверхностные раковины или коррозионно-механический износ не были обнаружены. Повреждение подшипников тоже не было обнаружено. По сравнению с ними полированные зубчатые колеса, выглаженные только с помощью метода приработки, могут проявлять признаки поверхностных микрораковин или коррозионно-механического износа только после 6 месяцев работы, и подшипники начинают проявлять повреждение при непосредственном осмотре, или повреждения обнаруживаются при контролировании шума/вибрации. Прочие предполагавшиеся преимущества настоящего изобретения заключаются в уменьшении количества металлических обломков, удлинении срока службы подшипника, снижении износа, снижении вибрации и шума, повышении стойкости к поверхностной усталости, улучшенной смазке, увеличении срока между обслуживанием для смазки, упрощенной приработке или устранении необходимости в таковой, повышении долговечности, КПД и снижении производственных и эксплуатационных затрат на планетарную коробку передач.
Хотя устройства и способы согласно настоящему изобретению изложены в виде предпочтительных вариантов осуществления, специалистам в данной области техники будет ясно, что в отношении излагаемого здесь описания можно применить изменения в рамках идеи и объема настоящего изобретения. Все такие замены и изменения, очевидные специалистам в данной области техники, считаются входящими в объем и идею изобретения, в частности, применение способа для чистовой обработки любого типа зубчатых колес, любого типа крупной планетарной зубчатой передачи, причем не только для ветротурбин, но и для любого типа крупной коробки передач, содержащей зубчатые колеса весом свыше 200 кг, работающих в режимах граничной смазки. Примерами других устройств, в которых излагаемая здесь технология может стать целесообразной, являются судовые двигатели и землеройные машины, горная промышленность и также любые другие устройства, использующие крупные зубчатые передачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕДУКТОР С ПЛАВАЮЩИМ КОЛЕСОМ | 2013 |
|
RU2574045C1 |
| ПЛАНЕТАРНЫЙ МЕХАНИЗМ КОРОБКИ ПЕРЕДАЧ | 2006 |
|
RU2343327C2 |
| ПЛАНЕТАРНЫЙ МЕХАНИЗМ КОРОБКИ ПЕРЕДАЧ | 2002 |
|
RU2264570C2 |
| ПЛАНЕТАРНЫЙ МЕХАНИЗМ КОРОБКИ ПЕРЕДАЧ | 2002 |
|
RU2269043C2 |
| АВТОМАТИЧЕСКАЯ КОРОБКА ПЕРЕДАЧ АВТОТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2659163C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКЛЮЧЕНИЯ ПЕРЕДАЧ ВЕЛОСИПЕДОВ | 2000 |
|
RU2242397C2 |
| ТРАНСМИССИЯ ПОЛНОПРИВОДНОГО АВТОМОБИЛЯ | 2012 |
|
RU2486069C1 |
| Бесступенчатая коробка передач | 2023 |
|
RU2806843C1 |
| Планетарный редуктор | 2016 |
|
RU2633025C1 |
| ПЕРЕКЛЮЧАЕМАЯ КОСОЗУБАЯ ПЛАНЕТАРНАЯ ПЕРЕДАЧА И РАЗДАТОЧНАЯ КОРОБКА С ТАКОЙ ПЕРЕДАЧЕЙ ДЛЯ АВТОМОБИЛЕЙ | 2006 |
|
RU2392516C2 |





Изобретение относится к усовершенствованной входной планетарной ступени для крупной коробки передач, предназначенной для турбинного ветроэлектрического генератора с мощностью, равной 500 кВт и более. Планетарная коробка передач входной ступени для генератора большой ветровой турбины содержит кольцевое зубчатое колесо, два или более сателлитов и солнечную шестерню. Один или несколько зубьев, предпочтительно все, планетарных зубчатых колес коробки передач суперфинишируют с помощью химически ускоряемой вибрационной чистовой обработки до значения микронеровностей профиля поверхности, приблизительно равного 0,25 мкм или менее. Изобретение позволяет увеличить срок службы подшипников, снизить износ, снизить обуславливаемый вибрацией и трением шум, снизить поверхностную усталость, повысить стойкость к коррозионно-механическому износу, упростить приработку и увеличить долговечность и КПД коробки передач. 3 н. и 30 з.п. ф-лы, 8 ил.
1. Планетарная коробка передач входной ступени для генератора большой ветровой турбины, отличающаяся тем, что она содержит кольцевое зубчатое колесо, два или более сателлитов и солнечную шестерню, причем одно или более из кольцевого зубчатого колеса, двух или более сателлитов и солнечной шестерни имеет множество зубьев, суперфинишированных до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее.
2. Планетарная коробка передач по п.1, отличающаяся тем, что зубья одного или более из кольцевого зубчатого колеса, двух или более сателлитов и солнечной шестерни суперфинишированы до конечного значения микронеровностей профиля, составляющего 0,16 мкм.
3. Планетарная коробка передач по п.1, отличающаяся тем, что она является планетарной коробкой передач генератора большой ветровой турбины с мощностью 500 кВт и более.
4. Планетарная коробка передач по п.1, отличающаяся тем, что до суперфиниширования до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее, одно или более кольцевого зубчатого колеса, двух или более сателлитов и солнечной шестерни подвергается термообработке способом, выбранным из группы, состоящей из газоцементирования, газоазотирования и сквозной закалки.
5. Планетарная коробка передач по п.1, отличающаяся тем, что каждое из кольцевого зубчатого колеса, двух или более сателлитов и солнечной шестерни содержит множество зубьев, суперфинишированных до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее или каждый из двух или более сателлитов и солнечной шестерни содержит множество зубьев, суперфинишированных до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее, или каждый из двух или более сателлитов содержит множество зубьев, суперфинишированных до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее, или ведущая сторона множества зубьев суперфиниширована до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее, или нерабочая сторона множества зубьев суперфиниширована до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее.
6. Планетарное зубчатое колесо для генератора большой ветровой турбины, масса которого превышает 200 кг, отличающееся тем, что оно содержит множество зубьев, суперфинишированных до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее.
7. Планетарное зубчатое колесо по п.6, отличающееся тем, что ведущая сторона множества зубьев суперфиниширована до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее, нерабочая сторона множества зубьев суперфиниширована до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее.
8. Планетарное зубчатое колесо по п.6, отличающееся тем, что ведущая сторона множества зубьев суперфиниширована до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее.
9. Способ снижения засорения смазки в планетарной коробке передач входной ступени для генератора большой ветровой турбины, отличающийся тем, что в планетарной коробке передач, содержащей кольцевое зубчатое колесо, два или более сателлитов и солнечную шестерню, согласно способу суперфинишируют зубья одного или более из кольцевого зубчатого колеса, двух или более сателлитов и солнечной шестерни до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее, до эксплуатации планетарной коробки передач.
10. Способ по п.9, отличающийся тем, что одно или более из кольцевого зубчатого колеса, двух или более сателлитов и солнечной шестерни суперфинишируют с использованием химически ускоряемого финиширования.
11. Способ по п.9, отличающийся тем, что до суперфиниширования до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее, одно или более из кольцевого зубчатого колеса, двух или более сателлитов и солнечной шестерни подвергают термообработке способом, выбранным из группы, состоящей из газоцементирования, газоазотирования и сквозной закалки.
12. Способ по п.9, отличающийся тем, что каждое из кольцевого зубчатого колеса, двух или более сателлитов и солнечной шестерни содержит множество зубьев, суперфинишированных до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее, или каждый из двух или более сателлитов и солнечной шестерни содержит множество зубьев, суперфинишированных до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее, или каждый из двух или более сателлитов содержит множество зубьев, суперфинишированных до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее, и/или ведущая сторона множества зубьев суперфиниширована до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее, и/или нерабочая сторона множества зубьев суперфиниширована до конечного значения микронеровностей профиля, составляющего 0,25 мкм или менее.
13. Способ по п.12, отличающийся тем, что кольцевое зубчатое колесо суперфинишировано путем встряхивания кольцевого зубчатого колеса в присутствии множества материалов чистовой обработки и химического раствора, способного реагировать с металлом кольцевого зубчатого колеса для образования пленки пониженной твердости на поверхности кольцевого зубчатого колеса, в результате чего множество материалов чистовой обработки может удалять пленку пониженной твердости с поверхности кольцевого зубчатого колеса, тем самым выполняя чистовую обработку поверхности кольцевого зубчатого колеса, после чего состав, содержащий пленку пониженной твердости, незамедлительно образуется вновь реакцией между кольцевым зубчатым колесом и химическим раствором для последующей чистовой обработки множеством материалов чистовой обработки.
14. Способ по п.13, отличающийся тем, что множество материалов чистовой обработки выбирают из группы, состоящей из абразивных материалов, например кварца, гранита, природных и искусственных окислов алюминия, карбида кремния, окислов железа и их смесей, и неабразивных материалов, например керамических материалов, пластмассовых материалов, материалов, содержащих сталь, материалов, содержащих нержавеющую сталь, и их смесей, при этом абразивные материалы содержатся в носителе из фарфора, пластмассы или их смесей.
15. Способ по п.14, отличающийся тем, что упомянутую смесь производят в вибрационном устройстве чистовой обработки.
16. Способ по п.13, отличающийся тем, что количество химического раствора достаточно для поддержания поверхностей кольцевого зубчатого колеса и множества материалов чистовой обработки в смоченном состоянии.
17. Способ по п.13, отличающийся тем, что химический раствор содержит химикат, выбранный из группы, включающей в себя фосфатную соль, фосфатную кислоту, щавелевую кислоту, оксалат натрия, сульфат, серную кислоту, бикарбонат натрия, хромат, хромовую кислоту, хромат натрия или их смеси, или химический раствор содержит ускоритель, выбранный из группы, состоящей из цинка, фосфатов магния, фосфатов железа, органических окислителей, неорганических окислителей, перекисей, метанитробензола, хлоратов, хлоритов, нитратов, нитритов и их смесей.
18. Способ по п.12, отличающийся тем, что сателлиты суперфинишируют путем встряхивания сателлитов в присутствии множества материалов чистовой обработки и химического раствора, способного реагировать с металлом сателлитов для образования пленки пониженной твердости на поверхности сателлитов, в результате чего множество материалов чистовой обработки могут удалять пленку пониженной твердости с поверхности сателлитов, тем самым выполняя чистовую обработку поверхности сателлитов, после чего состав, содержащий пленку пониженной твердости, незамедлительно образуется вновь реакцией между сателлитами и химическим раствором для последующей чистовой обработки множеством материалов чистовой обработки.
19. Способ по п.12, отличающийся тем, что солнечную шестерню суперфинишируют путем встряхивания солнечной шестерни в присутствии множества материалов чистовой обработки и химического раствора, способного реагировать с металлом солнечной шестерни для образования пленки пониженной твердости на поверхности солнечной шестерни, в результате чего множество материалов чистовой обработки могут удалять пленку пониженной твердости с поверхности солнечной шестерни, тем самым выполняя чистовую обработку поверхности солнечной шестерни, после чего состав, содержащий пленку пониженной твердости, незамедлительно образуется вновь реакцией между солнечной шестерней и химическим раствором для последующей чистовой обработки множеством материалов чистовой обработки.
20. Способ по п.18 или 19, отличающийся тем, что множество материалов чистовой обработки выбирают из группы, состоящей из абразивных материалов, неабразивных материалов и их смесей.
21. Способ по п.20, отличающийся тем, что неабразивные материалы содержат смесь оксидных зерен, сплавленных в когерентную массу и по существу не имеющих раздельных абразивных частиц, при этом когерентная масса содержит, на бескислородной основе, около 60-80 вес.% алюминия и около 5-30 вес.% кремния.
22. Способ по п.21, отличающийся тем, что когерентная масса содержит около 76-78 вес.% алюмния, около 10-12 вес.% кремния, около 5-9 вес.% железа и около 4-6 вес.% титана на бескислородной основе, или когерентная масса содержит около 63-67 вес.% алюминия, около 26-36 вес.% кремния, около 2-4 вес.% натрия, около 1-2 вес.% калия и около 0,5-0,8 вес.% фосфора на бескислородной основе, или когерентная масса содержит около 62-73 вес.% алюминия, около 7-14 вес.% кремния, около 10-25 вес.% марганца и около 1-4 вес.% натрия.
23. Способ по п.21 или 22, отличающийся тем, что оксидные зерна имеют диаметр от 1 до 25 мкм.
24. Способ по п.20, отличающийся тем, что неабразивные материалы имеют плотность, по меньшей мере, около 2,75 г/см3 и/или среднее число твердости по Виккерсу неабразивных материалов составляет, по меньшей мере, 845.
25. Способ по п.20, отличающийся тем, что среднее уменьшение веса множества материалов чистовой обработки, обусловленное их встряхиванием, не превышает 0,1%/ч.
26. Способ по п.18, отличающийся тем, что количество химического раствора достаточно для поддержания поверхностей кольцевого зубчатого колеса и множества материалов чистовой обработки в смоченном состоянии.
27. Способ по п.18, отличающийся тем, что химический раствор содержит химикат, выбранный из группы, состоящей из фосфата соли, фосфатной кислоты, щавелевой кислоты, оксалата натрия, сульфата, серной кислоты, бикарбоната натрия, хромата, хромовой кислоты, хромата натрия или их смесей, или химический раствор содержит ускоритель, выбранный из группы, состоящей из цинка, фосфатов магния, фосфатов железа, органических окислителей, неорганических окислителей, перекисей, метанитробензола, хлоратов, хлоритов, нитратов, нитритов и их смесей.
28. Способ по п.12, отличающийся тем, что зубчатое колесо имеет массу более 200 кг, причем оно супефинишировано химически ускоряемой чистовой обработкой.
29. Способ по п.28, отличающийся тем, что зубчатое колесо массой свыше 200 кг суперфинишируют путем встряхивания зубчатого колеса массой свыше 200 кг в присутствии множества материалов чистовой обработки и химического раствора, способного реагировать с металлом зубчатого колеса массой свыше 200 кг для образования пленки пониженной твердости на поверхности зубчатого колеса массой свыше 200 кг, в результате чего множество материалов чистовой обработки может удалять пленку пониженной твердости с поверхности зубчатого колеса массой свыше 200 кг, тем самым выполняя чистовую обработку поверхности зубчатого колеса массой свыше 200 кг, после чего состав, содержащий пленку пониженной твердости, незамедлительно образуется вновь реакцией между зубчатым колесом массой свыше 200 кг и химическим раствором для последующей чистовой обработки множеством материалов чистовой обработки.
30. Способ по п.29, отличающийся тем, что множество материалов чистовой обработки выбирают из группы, состоящей из абразивных материалов, например кварца, гранита, природных и искусственных окислов алюминия, карбида кремния, окислов железа и их смесей, причем абразивные материалы содержатся в носителе из фарфора, пластмассы или их смесей, неабразивных материалов, например керамических материалов, пластмассовых материалов, материалов, содержащих сталь, материалов, содержащих нержавеющую сталь, и из их смесей, и их смесей.
31. Способ по п.30, отличающийся тем, что упомянутую смесь производят в вибрационном устройстве чистовой обработки.
32. Способ по п.29, отличающийся тем, что количество химического раствора достаточно для поддержания поверхностей кольцевого зубчатого колеса и множества материалов чистовой обработки в смоченном состоянии.
33. Способ по п.29, отличающийся тем, что химический раствор содержит химикат, выбранный из группы, включающей в себя фосфатную соль, фосфатную кислоту, щавелевую кислоту, оксалат натрия, сульфат, серную кислоту, бикарбонат натрия, хромат, хромовую кислоту, хромат натрия или их смеси, или химический раствор содержит ускоритель, выбранный из группы, состоящей из цинка, фосфатов магния, фосфатов железа, органических окислителей, неорганических окислителей, перекисей, метанитробензола, хлоратов, хлоритов, нитратов, нитритов и их смесей.
| Планетарная двухступенчатая коробка скоростей | 1951 |
|
SU95704A1 |
| Закрытое акционерное общество «ТЯЖЕЛЫЕ ЗУБОРЕЗНЫЕ СТАНКИ», [найдено 27.03.2007] Найдено в Интернете:<URL:http://www.zaotzs.ru/?item=page&name=day | |||
| Устройство для обработки деталей | 1981 |
|
SU1065162A1 |
| ЕР 1167825 А, 02.01.2002 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для вибрационной обработки | 1987 |
|
SU1535703A1 |
| ЕР 0635639 А, 25.01.1995 | |||
| US 4818333 А1, 04.04.1989. | |||

