Данное изобретение относится к многослойному формованному металлическому телу с матрицей из металлической пены, в которую заделан единичный или составной закладной элемент, причем матрица из металлической пены и закладной элемент соединены друг с другом с геометрическим замыканием, а также к способу изготовления такого формованного металлического тела.
Такое формованное металлическое тело раскрыто, например, в документе DE 20313655 U1, где описан пуленепробиваемый элемент из алюминиевой пены с заделанным в алюминиевую пену, выполненным в виде сетки армированием, причем армирование выполнено как ячеистое плетение или ячеистая ткань из стальной проволоки. Ячеистое плетение является плетением, в котором множество сплошных проволок связываются в плетение. При этом места соединения между отдельными проволоками могут быть жесткими или подвижными. При обстреле эти сплошные проволоки подвергаются высоким напряжениям и растяжениям от останавливаемых пули или снаряда, так что необходима либо высокопрочная и высокорастяжимая стальная проволока, либо стальная проволока должны иметь необходимые размеры. Хотя при этом может достигаться высокая непробиваемость при выстреле, расходы на такое формованное металлическое тело могут вследствие этого повыситься.
Задача данного изобретения заключается, таким образом, в том, чтобы изготовить формованное металлическое тело, которое не имеет вышеупомянутых недостатков и, кроме того, еще имеет лучшую прочность в отношении внедряющихся или ударяющихся тел, например удар тел при осуществленном вблизи разрыве или при ударе пули.
Эта задача решается изобретением, за счет того, что закладной элемент выполнен в виде легкосдвигаемого кольцевого плетеного изделия с соединенными свободно друг в друге кольцами. Согласно изобретению способ изготовления многослойного формованного металлического тела характеризуется следующими этапами: подготовка кокиля для формованного металлического тела; по меньшей мере один единичный или составной закладной элемент в виде легкосдвигаемого кольцевого плетеного изделия со соединенными свободно друг в друге кольцами располагают в кокиле; расплавляют металл; вводят газ в расплавленный металл для вспенивания расплавленного металла, причем получается текучая металлическая пена; доставляют текучую металлическую пену в кокиль; и охлаждают металл в кокиле, причем металл затвердевает и образует формованное металлическое тело.
При нагрузке (за счет бокового удара или при обстреле) отдельные кольца легкосдвигаемого кольцевого плетеного изделия соскальзывают друг к другу в матрице из металлической пены. Вследствие этого нагрузка на отдельное кольцо существенно сокращается, одновременно прочность комбинированного материала увеличивается, так что этот комбинированный материал может рассеивать значительное количество энергии. Отформованной металлической частью согласно изобретению может достигаться таким образом очень легкая деталь с классом защиты B7 (Beschussklasse B7). Такая формованная металлическая деталь может использоваться, например, как броня транспортных средств или на зданиях, но также и как броня для людей. Эффект может повышаться в дальнейшем, если в матрице из металлической пены расположены рядом или последовательно несколько плетеных изделий, причем кольцевое плетение может быть расположено также со смещением относительно друг друга.
В зависимости от применения матрица из металлической пены может иметь по существу одномодальное распределение размеров пузырьков. Размеры пузырьков в матрице из металлической пены могут постепенно возрастать однако также от боковой поверхности формованного металлического тела к противоположной боковой поверхности, вследствие чего прочность формованного металлического тела далее может повышаться.
Дальнейшее повышение прочности формованного металлического тела достигают предварительным напряжением кольцевого плетеного изделия в матрице из металлической пены.
Особенно предпочтительно при использовании в качестве пуленепробиваемой брони, если на боковую поверхность формованного металлического тела наносится следующий слой гомогенного и/или изотропного материала, такого как пленка, имитирующая каменистую поверхность (Steinfolie), так как она взламывает ударяющую пулю, траектория пули меняется и таким образом уменьшается ее воздействие. Для такого применения выгодно направлять этот слой в сторону обстрела.
Изобретение описывается в дальнейшем посредством схематических, не ограничивающих фиг.1-7, которые показывают предпочтительные примеры выполнения.
При этом показано:
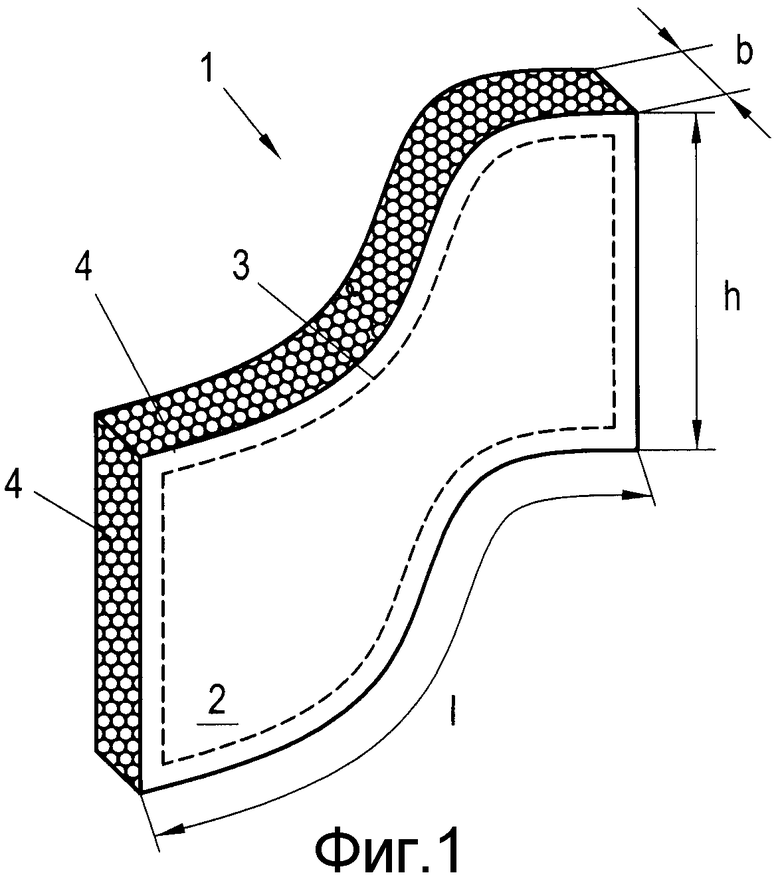
Фиг.1 - изображение многослойного формованного металлического тела,
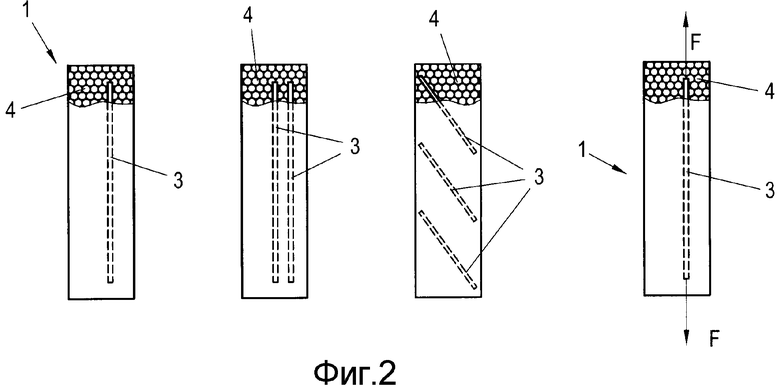
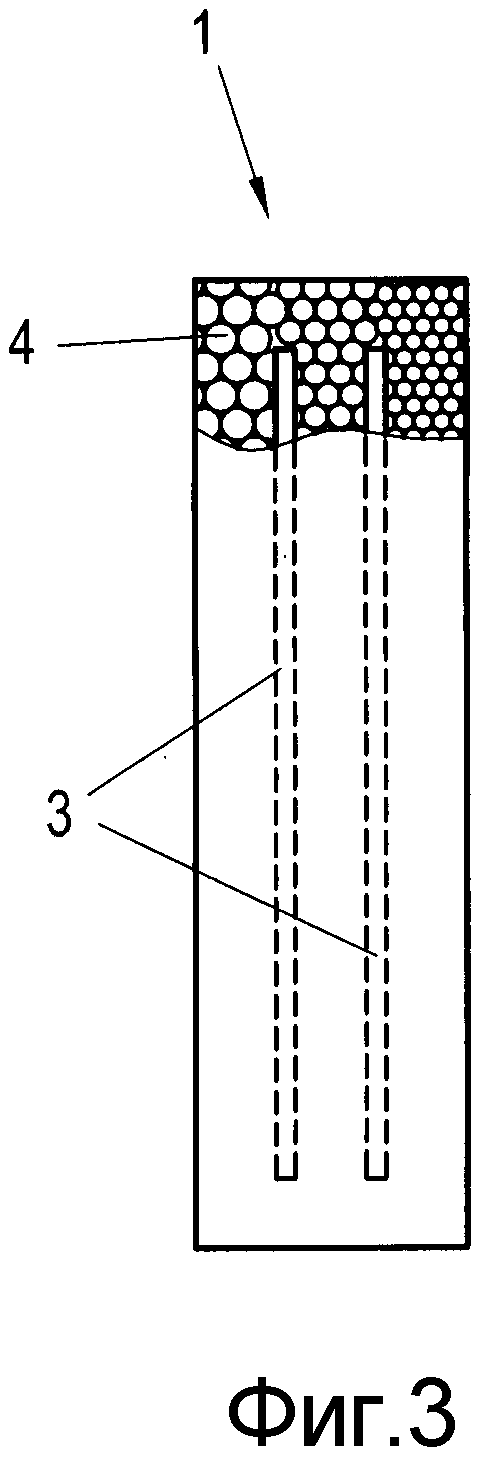
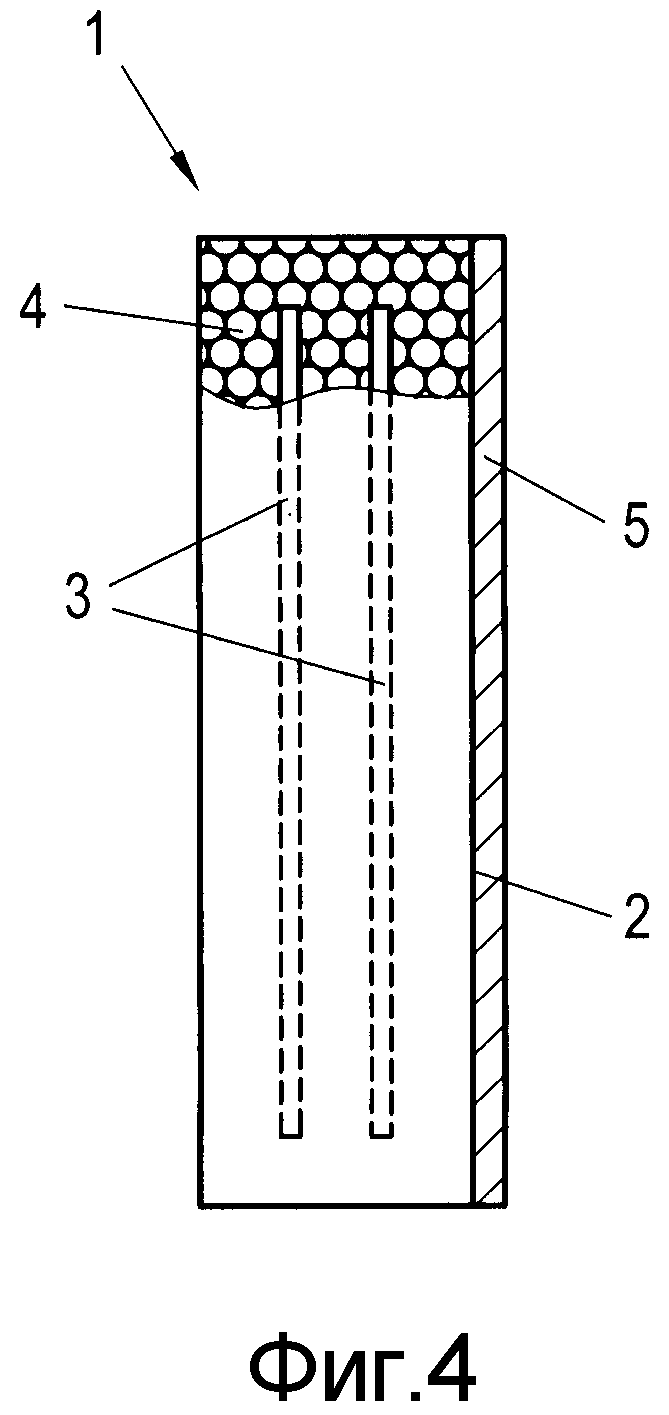
Фиг.2-4 - поперечные сечения формованного металлического тела согласно изобретению,
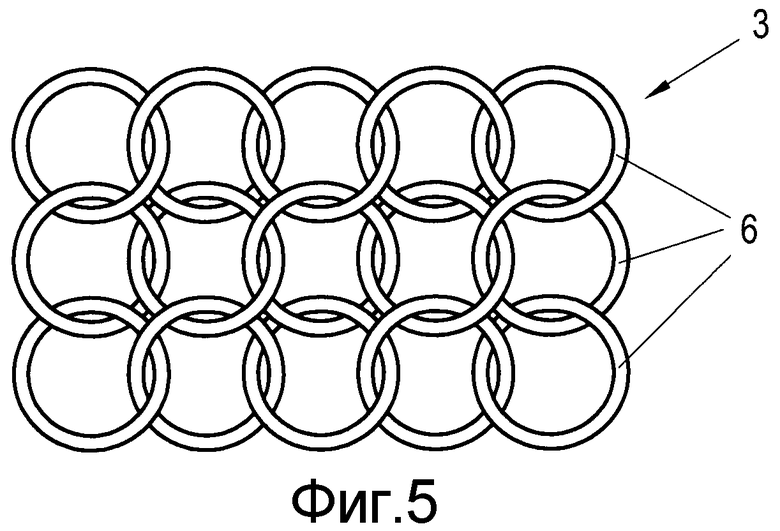
Фиг.5 - вид кольцевого плетеного изделия,
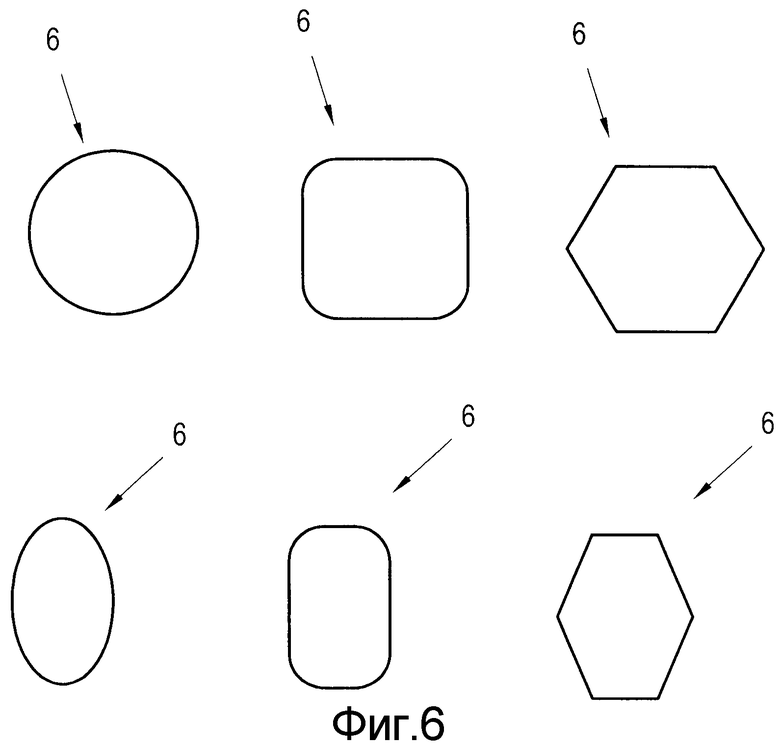
Фиг.6 - пример возможных колец для кольцевого плетеного изделия и
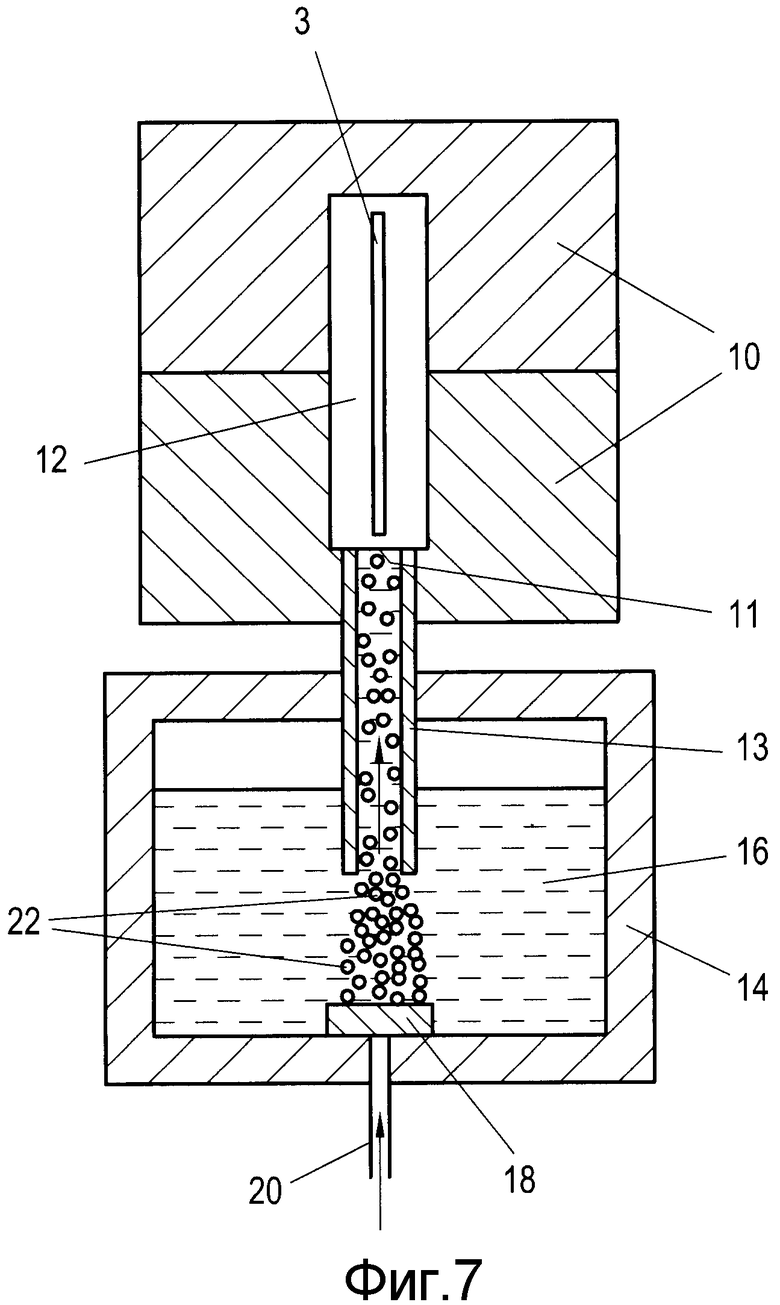
Фиг.7 - устройство для изготовления формованного металлического тела согласно изобретению.
На Фиг.1 показано жесткое, плоское, многослойное формованное металлическое тело, причем соотношение длины, высоты и ширины в нем выбраны предпочтительно согласно зависимости l, h>>b, за счет чего получают плоское формованное металлическое тело 1 с обширной боковой поверхностью 2. При этом отформованное металлическое тело 1 может быть выполнено в виде пластины, диска или оболочки с любой кривизной и с любым поперечным сечением. Формованное металлическое тело 1 состоит в основном из матрицы 4 из металлической пены, предпочтительно алюминиевой пены, в которую заделаны один или несколько, единичных или составных закладных элементов 3. При этом металлическая пена 4 и закладной элемент(ы) 3 соединены друг с другом с геометрическим замыканием и образуют комбинированный материал. В зависимости от вида изготовления формованное металлическое тело 1 (изготовленное методом литья) может доходить за счет адгезии до состояния определенного неразъемного соединения материалов, конечно, на уровне примерно макс. 30% относительно предела прочности на разрыв и предела прочности на растяжение.
Закладные элементы 3 могут быть расположены при этом почти произвольно, как показано на Фиг.2-4. Например, только единственный закладной элемент 3 может быть предусмотрен по краю или в центре формованного металлического тела 1. Могут быть предусмотрены также и несколько рядом или последовательно расположенных закладных элементов 3. Также возможно располагать закладные элементы 3 по существу не параллельно к боковой стороне 2, а под определенным углом к ней. Также может быть предусмотрено предварительное натяжение с определенной силой F одного или нескольких закладных элементов 3 перед укладкой в матрицу 4 из металлической пены.
Металлическая пена 4 имеет по существу одномодальное распределение в предпочтительной форме исполнения, то есть размеры пузырьков по существу все одинаковы и гомогенно распределены. Альтернативно этому может быть предусмотрено также постепенное увеличение размера пузырьков матрицы 4 из металлической пены от боковой поверхности 2 отформованного металлического тела 1 к противолежащей боковой поверхности, как показано на Фиг.3, что достигается соответствующим управлением процессом пенообразования.
Само собой разумеется возможно произвольно комбинировать вышеупомянутые формы выполнения и расположения и настраивать таким образом на определенное применение.
Далее путем использования подходящего метода на боковую поверхность 2 может наноситься дополнительный слой 5 из гомогенного и/или изотропного материала, например, сплошным соединением или замыканием материала путем плоскостного наклеивания, предпочтительно тонкой пленки, имитирующей камень, например, из гранита или подобного ему. Этот слой 5 работает положительно, в частности, при использовании в качестве пуленепробиваемой жесткой фасонной детали, так как за счет него допустимый класс защиты повышается и взрывное воздействие может уменьшаться или даже устраняться. Этот слой 5 нужно обращать для этого к стороне обстрела. Наталкивающаяся пуля взламывается таким слоем 5 и траектория пули изменяется (по существу в то время как она при столкновении приводится в штопор) и воздействие таким образом снижается.
Закладной элемент 3 выполнен согласно изобретению как легкосдвигаемое кольцевое плетеное изделие, как показано на Фиг.5. При этом такое кольцевое плетеное изделие состоит из множества колец 6, которые свободно соединены одно в другом, то есть не имеется никаких жестких контактных положений. Таким образом, такое кольцевое плетеное изделие вполне легко сдвигается во всех направлениях и кольца 6 при нагрузке соскальзывают друг к другу. Изготовление такого кольцевого плетеного изделия известно и происходит, например, свариванием отдельных колец 6 в полотно. При этом кольцевое плетение может быть выполнено, например, как 1:4, 1:6 или 2:8, согласно определению «кольцо в кольцо». На Фиг.6 представлены примеры возможных кольцевых форм, причем в плетении различные кольцевые формы также могут комбинироваться.
Согласно изобретению раскрыто такое легкосдвигаемое кольцевое плетение в матрице 4 из металлической пены. При нагрузке (ударом или выстрелом) отдельные кольца 6 скользят в матрице 4 из металлической пены друг к другу. Вследствие этого сильно сокращается нагрузка на отдельное кольцо 6, однако прочность соединения одновременно возрастает, так что такой комбинированный материал может погасить большое количество энергии. Кроме того, распространение ударной волны в комбинированном материале значительно сокращается и могут образовываться широкие полосы разрывов для поглощения энергии. Согласно изобретению такое формованное металлическое тело может образовывать, таким образом, очень легкую деталь вплоть до высшего класса защиты B7. Такая формованная металлическая часть может использоваться, например, как броня транспортных средств или в зданиях, но также и как защита для людей.
При этом формованное металлическое тело 1 согласно изобретению может формироваться в виде матрицы 4 из алюминиевой металлической пены (или из другого подходящего металла), в которую заделано кольцевое плетеное изделие из стали, титана или алюминиевых колец. При этом кольца могут иметь, например, наружный диаметр 3-20 мм (в зависимости от применения), а размер пузырьков матрицы 4 из металлической пены выбирается в зависимости от применения, например до 30 мм. Толщина кольца может быть выбрана, например, между 1 и 2 мм. Кольцевое плетеное изделие может быть также поверхностно обработано и закалено. Предварительное напряжение кольцевого плетеного изделия в матрице 4 из металлической пены может составлять, например, 1 кН. Такая структура пригодна в качестве пуленепробиваемой части из формованного металла для условий 1 кг ТНТ при расстоянии 5 м или 15 кг пластического взрывчатого вещества при расстоянии 15 м.
В дальнейшем описывается посредством Фиг.7 пример изготовления согласно изобретению формованной металлической части 1.
В состоящем из двух частей кокиле 10 располагается один или несколько, единичных или составных закладных элементов 3, выполненных в виде легкосдвигаемого кольцевого плетеного изделия со свободно соединенными друг в друге кольцами 6, по желаемой позиции в пределах полости 12, которая задает наружный контур части металлической формованной детали. При этом закладной элемент 3 может быть предварительно также напряжен с определенным усилием. В печи 14 металл, например алюминий, нагревается и переводится в текучее состояние. Полость 12 кокиля 10 связана через приемную горловину 11 и вставку 13 (или похожее устройство) с печью 14. При этом вставка 13 погружается в жидкую металлическую ванну 16 в печи 14. В печи 14, ниже вставки 13, предусмотрено в дальнейшем устройство 18 для пенообразования, как например, сопловая насадка или лопасть. Соответствующее устройство 18 для пенообразования и способ пенообразования описаны, например, в патентах EP 1288320 B1 и EP 1419835 B1 того же заявителя. К устройству 18 для пенообразования подводится через подводящий трубопровод 20 газ, предпочтительно воздух, который выходит через устройство 18 для пенообразования в жидкую металлическую ванну 16 и образует в металлической ванне пузырьки 22. Эти пузырьки 22 поднимаются в металлической ванне 16 и во вставке 13 (обозначено стрелкой на Фиг.7) и попадают таким образом в полость 12 кокиля 10. При этом процесс пенообразования проводится до тех пор, пока вся полость 12 не заполнена пузырьками 22 и соответственно металлической пеной 4. При этом металлическая пена может находиться под давлением в полости 12 кокиля 10, например, если давление воздействует на металлическую ванну 16. Вследствие этого закладная часть(и) 3 окружается, по меньшей мере, частично, предпочтительно однако, полностью, текучей металлической пеной и заделываются в матрицу 4 из металлической пены. Само собой разумеется, необходимые вентиляционные отверстия могут быть предусмотрены также при определенных обстоятельствах между кокилем 10 или печью 14 и внешней средой, чтобы вызывать выравнивание давления во время заполнения. После процесса пенообразования полость 12 может запираться и кокиль 10 удаляется для охлаждения.
После заполнения кокиль 10 и соответственно находящееся там формованное металлическое тело 1 охлаждается до тех пор, пока текучая металлическая пена не затвердеет и не образует матрицу 4 из металлической пены. Затем кокиль 10 может открываться и готовое формованное металлическое тело 1 вынимается.
Однако принципиально возможно заполнять полость 12 кокиля 10 перед пенообразованием частично или полностью жидким металлом, например, в то время как на жидкую металлическую ванну 16 влияет давление, причем уровень жидкости во вставке 13 и, следовательно, также в полости 12 поднимается. Поскольку жидкий металл, как описано выше, вспенивается, пузырьки 22 поднимаются снова наверх и вытесняют при этом жидкий металл в полость 12 до тех пор, пока она для образования матрицы 4 из металлической пены не заполнится полностью металлической пеной. Для этого может быть также предусмотрено определенное выравнивание давления, чтобы обеспечивать равномерное пенообразование, например, в то время как кокиль во время процесса пенообразования медленно приподнимается или в то время как давление на металлическую ванну 16 медленно снижается.
Пенообразование может также управляться таким образом, что в отформованном металлическом теле 1 области с металлической пеной и области компактного металла расположены рядом. Для этого могут располагаться также в кокиле 10 соответствующие разделительные элементы.
Также конечно возможно разделять процесс пенообразования и процесс разливки. Для этого в отдельном устройстве, таком как печь 14, может изготавливаться металлическая пена, например, по обычному известному способу, и эта металлическая пена с предназначенным устройством, таким как, например, черпак или ковш, может доставляться к отдельному кокилю 10. Там жидкая металлическая пена может заполнять полость 12 кокиля 10. Это может происходить, например, в то время как жидкая металлическая пена в полости 12 кокиля сдавливается, например, посредством пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЧЕСКОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2421300C2 |
| УСОВЕРШЕНСТВОВАННОЕ УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ТУМАНОВ И ПЕН | 2011 |
|
RU2588427C2 |
| ПУЛЕНЕПРОБИВАЕМАЯ ЭЛЕКТРИЧЕСКАЯ УСТАНОВКА | 2014 |
|
RU2685710C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОЛУЧЕНИЯ ПЕНЫ | 2015 |
|
RU2687932C2 |
| Многоуровневое инженерно-фортификационное сооружение специального назначения "Вышка" | 2024 |
|
RU2836341C1 |
| ПЕНОГЕНЕРАТОР | 1989 |
|
RU2054312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ С МЕТАЛЛОКЕРАМИЧЕСКИМИ ВСТАВКАМИ | 2009 |
|
RU2402413C1 |
| БАРАБАН ДЛЯ ФОРМИРОВАНИЯ ПИЩЕВЫХ ПРОДУКТОВ | 2012 |
|
RU2597230C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНОМ ДЕТАЛЕЙ ИНЖЕКЦИОННЫМ МЕТОДОМ | 2001 |
|
RU2217312C2 |
| УСТРОЙСТВО ДЛЯ ГЕНЕРАЦИИ ПОТОКА ОГНЕТУШАЩЕГО ВЕЩЕСТВА | 2005 |
|
RU2283676C1 |
Группа изобретений относится к многослойным материалам и изделиям, изготовленным из них. Многослойное формованное металлическое тело включает матрицу из металлической пены, в которую заделан единичный или составной закладной элемент. Матрица из металлической пены и закладной элемент соединены друг с другом с геометрическим замыканием. Закладной элемент выполнен в виде легкосдвигаемого кольцевого плетеного изделия с соединенными свободно друг в друге кольцами. Формованное металлическое тело может быть применено в качестве пуленепробиваемой жесткой фасонной детали. Предложен также способ изготовления многослойного формованного металлического тела. Изобретение обеспечивает высокую прочность изделия из такого материала. 3 н. и 13 з.п. ф-лы, 7 ил.
1. Многослойное формованное металлическое тело, имеющее матрицу (4) из металлической пены, в которую заделан единичный или составной закладной элемент (3), причем матрица (4) из металлической пены и закладной элемент (3) соединены друг с другом с геометрическим замыканием, отличающееся тем, что закладной элемент (3) выполнен в виде легкосдвигаемого кольцевого плетеного изделия с соединенными свободно друг в друге кольцами (6).
2. Металлическое тело по п.1, отличающееся тем, что в матрице (4) из металлической пены расположены несколько закладных элементов (3) рядом друг с другом или последовательно.
3. Металлическое тело по п.1, отличающееся тем, что матрица (4) из металлической пены имеет по существу одномодальное распределение размеров пузырьков.
4. Металлическое тело по п.1, отличающееся тем, что размеры пузырьков в матрице (4) из металлической пены от боковой поверхности (2) формованного металлического тела постепенно возрастают к его противолежащей боковой поверхности.
5. Металлическое тело по п.1, отличающееся тем, что закладной элемент (3) предварительно напряжен в матрице (4) из металлической пены.
6. Металлическое тело по п.1, отличающееся тем, что на боковую поверхность (2) формованного металлического тела (1) нанесен последующий слой (5) из гомогенного и/или изотропного материала.
7. Металлическое тело по п.6, отличающееся тем, что последующий слой (5) выполнен в виде пленки, имитирующей каменистую поверхность (Steinfolie).
8. Применение формованного металлического тела по любому из пп.1-7 в качестве пуленепробиваемой жесткой фасонной детали.
9. Применение по п.8, отличающееся тем, что последующий слой (5) из гомогенного и/или изотропного материала расположен на боковой поверхности формованного металлического тела (1), обращенной к стороне обстрела.
10. Способ изготовления многослойного формованного металлического тела (1), включающий подготовку кокиля (10) для формованного металлического тела (1), расположение в кокиле (10) по меньшей мере одного единичного или составного закладного элемента (3) в виде легкосдвигаемого кольцевого плетеного изделия с соединенными свободно друг в друге кольцами (6), расплавление металла, подачу газа в расплавленный металл (16) для его вспенивания и образования текучей металлической пены, доставку текучей металлической пены в кокиль (10) и охлаждение металла в кокиле (10) для его затвердевания и образования формованного металлического тела (1).
11. Способ по п.10, отличающийся тем, что текучую металлическую пену нагнетают в кокиль (10) под давлением или его заполняют металлической пеной.
12. Способ по п.10 или 11, отличающийся тем, что кокиль (10) располагают с загрузочным отверстием (11) выше металлического расплава (16), при этом полость (12) кокиля (10) связывают с вставкой (13) с уплотнением от жидкого металла, причем вставку (13) вводят в металлической расплав (16), а текучую металлическую пену направляют через вставку (13) в полость (12) кокиля (10).
13. Способ по п.10 или 11, отличающийся тем, что кокиль (10) располагают с загрузочным отверстием (11) выше металлического расплава (16), при этом полость (12) кокиля (10) связывают с вставкой (13) с уплотнением от жидкого металла, причем вставка (13) входит в металлический расплав (16), причем уровень металлического расплава (16) посредством вставки (13) и загрузочного отверстия (11) поднимают вверх в полость (12) кокиля (10), причем металлический расплав (16) из полости (12) вытесняют текучей металлической пеной.
14. Способ по п.10, отличающийся тем, что по меньшей мере закладной элемент (3) перед доставкой текучей металлической пены располагают с предварительным напряжением.
15. Способ по п.10, отличающийся тем, что пенообразованием управляют таким образом, что размер пузырьков металлической пены во время вспенивания постепенно возрастает или уменьшается.
16. Способ по п.10, отличающийся тем, что на боковую поверхность (2) затвердевшего формованного металлического тела (1) наносятся последующий слой (5) из гомогенного и/или изотропного материала.
| DE 20313655 U1, 18.12.2003 | |||
| US 2002073473 A1, 20.06.2002 | |||
| US 2005005762 A1, 13.01.2005 | |||
| DE 20202402 U1, 06.06.2002 | |||
| УСТОЙЧИВОЕ К УДАРУ НОЖОМ НЕПРОБИВАЕМОЕ МЕТАТЕЛЬНЫМИ СНАРЯДАМИ ИЗДЕЛИЕ | 2001 |
|
RU2267735C2 |

