Изобретение относится к области получения композиционных деталей в металлургическом машиностроении с помощью литья, литья в кокиль, литья с кристаллизацией под давлением, а также тиксолитья и тиксоштамповки, и может быть использовано при изготовлении различных композиционных изделий из цветных металлов и сплавов.
Литье композиционных деталей позволяет создать местное упрочнение, повышенную износостойкость, повысить технологичность изготовления отливок и получить в них новые свойства.
Аналогом заявляемого способа является используемый при производстве композиционных поршней двигателей внутреннего сгорания (ДВС) способ, при котором канавки для поршневых колец выполнены во вставках из более твердых материалов - легированных сталей или чугуна. Для обеспечения прочной связи с основным материалом поршня такую вставку предварительно прогревают, алитируют и заливают металлом, образующим основное тело поршня, в штампе или в кокиле (см., например, «Специальные способы литья». Справочник./Под ред. В.А.Ефимова, М., Машиностроение, 1991 г., с.669).
Продукция, изготовленная таким образом, получила широкое распространение в промышленности. Однако в связи с прогрессом в автомобилестроении для повышения коэффициента полезного действия двигателей проводятся работы по применению в поршнях металлокерамических вставок.
Известны способы изготовления композиционных металлокерамических деталей методом литья с кристаллизацией под давлением, в том числе с пропиткой и соединением отдельных составляющих элементов в одно целое.
Прототипом заявляемого способа является способ изготовления композиционных деталей методом литья с кристаллизацией под давлением, включающий установку пористой керамической вставки в рабочую камеру, формующую поршень, заливку в эту камеру жидкого металла, пропитку пористой вставки расплавом и кристаллизацию металла под давлением (см., например, Т.Н.Липчин. «Получение заготовок поршней литьем с кристаллизацией под давлением», издательство Томского университета, Пермское отделение, 1991 г., с.117).
Недостатками прототипа являются:
- повышенное отфильтровывание крупных составляющих сплава и скопление их по границе с пропитываемым материалом вставки;
- появление довольно значительной буферной зоны - границы с собственным химическим составом, отличающимся и от состава основного материала заготовки и от состава вставки, пропитанной жидкой субстанцией, отличающейся по химическому составу от основного материала заготовки;
- изменение механических свойств пропитывающего материала на границе с пропитываемой вставкой, что приводит к эффекту отслоения вставки от основного материала детали, а при механических нагрузках именно в этой зоне происходит разрушение заготовки.
Техническим результатом предлагаемого способа изготовления заготовок поршней двигателей внутреннего сгорания с металлокерамическими вставками является устранение перечисленных выше недостатков за счет разделения операций по пропитке пористой керамической вставки расплавленным металлом и штамповке поршня в целом.
При этом на первом этапе производства поршня керамическую вставку предварительно изготавливают в отдельном штампе путем пропитки керамики расплавом металлов методом жидкой штамповки.
Такое предварительное приготовление металлокерамической вставки позволяет устранить нежелательную зону перехода от пропитывающего материала к керамике простой проточкой шайбы. Подбором пропитывающего материала достигаются повышенные механические свойства металлокерамической вставки. И, кроме того, отдельное приготовление металлокерамической вставки позволяет включить в нее другие элементы, улучшающие ее свойства, например ввести в нее нирезистовую вставку или вентиляционные кольца, позволяющие существенно улучшить работоспособность двигателя в целом. При этом появляется возможность применить ряд технических приемов, способствующих более прочному соединению вставки с металлом корпуса поршня, например выполнить углубления или глухие отверстия на торцевой поверхности вставки с обратной по отношению к юбке поршня конусностью боковых поверхностей, заполняющихся при операции штамповки поршня расплавом с образованием замковых соединений. На втором этапе производства поршня металлокерамическую вставку помещают в камеру, предназначенную для изготовления заготовки поршня, заполняют ее необходимым сплавом и изготавливают изделие известными способами: кокильным литьем, литьем под давлением, литьем с кристаллизацией расплава под давлением, тиксо- и реоштамповкой и др.
Технический результат предложенного способа достигается тем, что формование корпуса и юбки поршня осуществляют в инструменте в виде штампа для тиксо- или реоштамповки или в виде кокиля для кокильного литья или для литья под давлением, в который устанавливают предварительно изготовленную металлокерамическую вставку и производят формование корпуса и юбки поршня, при этом на торцевой поверхности вставок выполняют кольцевые углубления с обратной к юбке поршня конусностью боковых поверхностей, или на торцевой поверхности вставок выполняют глухие отверстия, а также в пористую керамическую вставку перед пропиткой ее расплавом устанавливают упрочняющие кольца.
Графические материалы по предложенному способу изготовления заготовок поршней двигателей внутреннего сгорания с металлокерамическими вставками представлены на фиг.1-3, где:
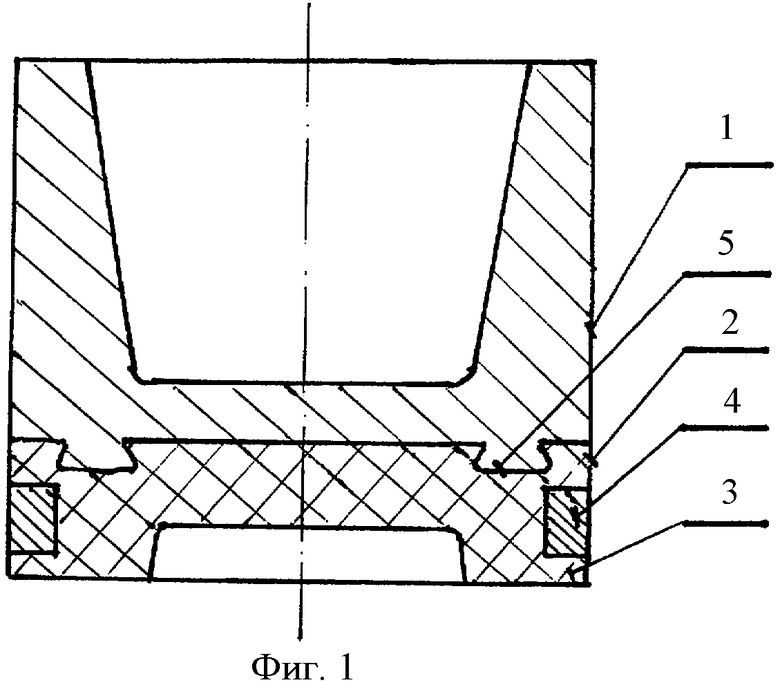
- на фиг.1 приведена конструкция поршня с металлокерамической вставкой;
- на фиг.2 показан штамп для пропитки и сборки металлокерамической вставки;
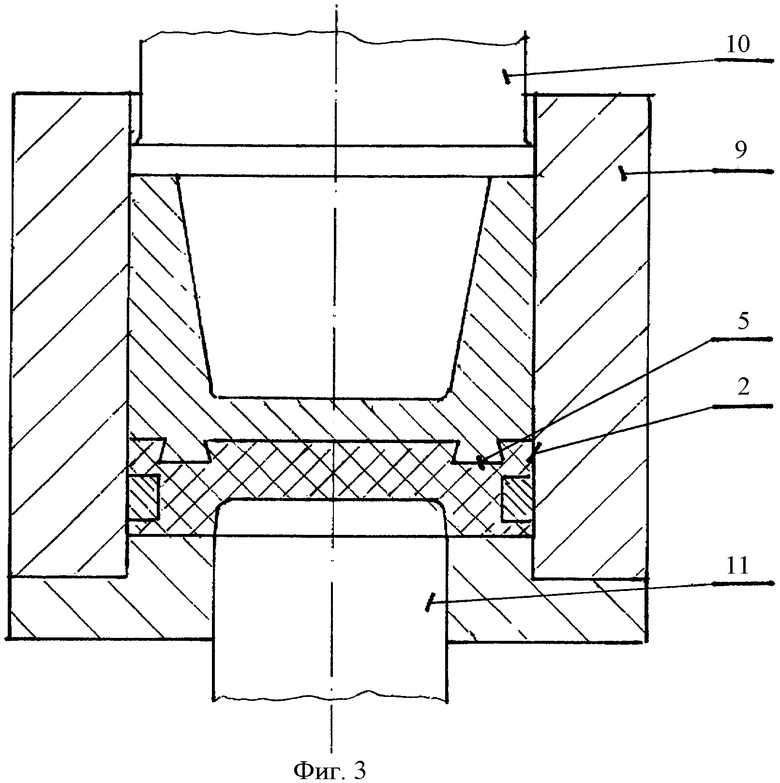
- на фиг.3 изображен штамп (кокиль) для формования поршня.
Конструкция поршня двигателя внутреннего сгорания 1 с металлокерамической вставкой 2 представляет собой сборную единицу. В состав ее входит керамическая шайба 3, пропитанная металлом. Кроме того, в состав металлокерамической вставки 2 может входить нирезистовое кольцо 4 или другое (например, вентиляционное) кольцо, улучшающее работу поршня. Металлокерамическая вставка 2 соединяется с остальной частью поршня для большей надежности замковым соединением 5, представляющим собой кольцевые углубления или ряд глухих отверстий на ее торцевой поверхности с обратной по отношению к юбке поршня конусностью боковых поверхностей.
Штамп для формования металлокерамической вставки представляет собой устройство, включающее матрицу 6, пуансон 7 и выталкиватель 8. Он предназначен для пропитки керамической шайбы 3 жидким металлом с кристаллизацией его под давлением. Одновременно с этой операцией на вставке 2 могут быть отформованы специальные соединительные элементы 5 и включены во вставку элементы 4, которые улучшают работу вставки.
В связи с тем, что металлокерамическая вставка 2 пропитана жидким металлом и отформована заранее, встраивание ее в поршень 1 не вызывает особых затруднений при изготовлении поршня в целом. Поэтому поршень с металлокерамической вставкой может быть получен не только с помощью методов, обеспечивающих возможность пропитки керамики жидким металлом, но и обычными методами - кокильным литьем, литьем под давлением, тиксо- и реоштамповкой.
Осуществление способа рассмотрим на примере штамповки заготовки поршня 1 с металлокерамической вставкой 2.
1. Размеры поршня - диаметр 140 мм; высота 150 мм.
2. Размеры металлокерамической вставки - диаметр 140 мм; высота 20 мм.
3. Материал поршня - алюминиевый сплав АК12М2МгН.
4. Материал керамической вставки - стекловолокна кварцевого состава (оксид кремния).
5. Температура расплава материала поршня - 720…740°C.
6. Температура керамической вставки перед пропиткой металлом - 850…900°C.
7. Температура штампа для штамповки металлокерамической вставки - 150…180°C.
8. Температура штампа для штамповки поршня - 180…200°C.
9. Температура металлокерамической вставки перед штамповкой поршня 500…550°C.
Для изготовления металлокерамической вставки нагретую пористую керамическую шайбу 3 помещают в штамп для сборки металлокерамической вставки. При необходимости в этот штамп дополнительно устанавливают нирезистовое кольцо 4, предварительно алитированное. Затем заливают расплав, предназначенный для пропитки керамики. С помощью пуансона 7 к поверхности расплава прикладывают давление, при котором происходят пропитывание и кристаллизация жидкой части металлокерамической вставки. Выталкивание готового изделия производят толкателем 8. Механообработкой доводят размеры полученной вставки до заданной величины, в том числе выполняют замковые соединения, предназначенные для более прочного соединения с металлом основного поршня 1. Полученная металлокерамическая вставка 2 используется для дальнейшего формования заготовки поршня. Для этого ее повторно нагревают и помещают в матрицу 9 штампа для формования поршня с металлокерамической вставкой. При жидкой штамповке в эту же матрицу заливают определенное количество расплава основного материала поршня. При твердожидкой штамповке закладывают порцию рео- или тиксозаготовки. Затем производят окончательную штамповку заготовки поршня.
Таким образом, использование способа изготовления заготовок поршней двигателей внутреннего сгорания с металлокерамическими вставками позволяет:
- расширить возможность промышленного изготовления таких поршней на имеющемся в промышленности оборудовании;
- реализовать возможность изготовления таких поршней методами литья, кокильного литья, литья под давлением, тиксо- и реоштамповкой;
- получать заготовки поршней с более высоким качеством металлокерамической вставки;
- получать металлокерамические вставки повышенной сложности - с упрочняющими нирезистовыми и вентиляционными кольцами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
| Способ изготовления поршня с упрочняющим нирезистовым кольцом методом твёрдожидкого формования | 2017 |
|
RU2709079C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2093301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2001 |
|
RU2205089C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов с нирезистовой вставкой | 2020 |
|
RU2773555C2 |
| Способ производства заготовок поршней ДВС из высокопрочных алюминиевых сплавов с нирезистовой вставкой для последующей изотермической штамповки | 2022 |
|
RU2779724C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| Способ производства поршней для двигателей внутреннего сгорания с нирезистовым кольцом | 2024 |
|
RU2828524C1 |
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2205970C2 |

Изобретение относится к области получения композиционных деталей в металлургическом машиностроении с помощью литья, литья в кокиль, литья с кристаллизацией под давлением, а также тиксолитья и тиксоштамповки. В инструмент устанавливают предварительно изготовленную металлокерамическую вставку. Затем производят формование корпуса и юбки поршня. В результате обеспечиваются расширение возможностей промышленного изготовления таких поршней на имеющемся оборудовании и повышение качества. 3 з.п. ф-лы, 3 ил.
1. Способ изготовления заготовок поршней двигателей внутреннего сгорания с металлокерамическими вставками, включающий изготовление металлокерамической вставки путем пропитки пористой керамической вставки расплавом, формование корпуса и юбки поршня с соединением их с металлокерамической вставкой, отличающийся тем, что формование корпуса и юбки поршня осуществляют в инструменте в виде штампа для тиксо- или реоштамповки или в виде кокиля для кокильного литья или для литья под давлением, в который устанавливают предварительно изготовленную металлокерамическую вставку и производят формование корпуса и юбки поршня.
2. Способ по п.1, отличающийся тем, что при изготовлении металлокерамических вставок на их торцевой поверхности выполняют кольцевые углубления с обратной по отношению к юбке поршня конусностью боковых поверхностей.
3. Способ по п.1, отличающийся тем, что при изготовлении металлокерамических вставок на их торцевой поверхности выполняют глухие отверстия.
4. Способ по п.1, отличающийся тем, что в пористую керамическую вставку перед пропиткой ее расплавом устанавливают упрочняющие кольца.
| ЛИПЧИН Т.Н | |||
| Получение заготовок поршней литьем с кристаллизацией под давлением | |||
| - изд | |||
| Томского университета, Пермское отделение, 1991, с.117 | |||
| RU 2007111587 А, 10.10.2008 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2093301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2156371C1 |
| JP 2003053468 A, 26.02.2003 | |||
| US 20040129243 A1, 08.07.2004. | |||

