Предпосылки настоящего изобретения
В основном настоящее изобретение касается кондитерских продуктов, имеющих внешнюю оболочку.
Существует многочисленные типы кондитерских продуктов, предназначенных для потребителя. Жевательная резинка представляет собой один из таких продуктов. Обычно жевательная резинка состоит из части, нерастворимой в воде, и водорастворимой части, содержащей подсластители.
Известно также, что создается множество разнообразных типов жевательной резинки. Например, известно, что при создании жевательной резинки (и других кондитерских продуктов) осуществляют нанесение внешней оболочки. Такая оболочка может создавать начальный сладкий вкус или давать потребителю другие требуемые органолептические свойства. Помимо этого, при жевании продукта такая оболочка может обеспечивать хрустящие свойства. Известен ряд жевательных резинок такого типа.
Вначале при разработке жевательных резинок для создания их оболочек использовали сиропы сахара или аналогичные растворы (см., например, патенты США 4828845 и 5665406). Растворы, которые при высокой температуре могут находиться в жидком состоянии, содержат водный компонент, в котором растворитель растворен или суспендирован. Часто оболочку получают, распыляя горячий раствор на основу кондитерских изделий и распределяя полученный сироп; затем для получения твердой оболочки проводят охлаждение и высушивание сиропа покрытия.
Несмотря на широкое распространение в кондитерской промышленности стандартных оболочек на основе растворов (типа сахарных сиропов), такие оболочки в некотором роде невыгодны. Например, обычно путем распыления одного слоя невозможно получить адекватно плотную оболочку. Поэтому для того, чтобы получить финишное и в достаточной мере плотное покрытие, необходимо проведение повторяющихся циклов распыления, распределения и высушивания. Повторение процессов распыления и высушивания осложнено тем фактом, что высушивание каждого слоя обычно требует введения горячего, сухого воздуха для того, чтобы перед распылением следующего слоя удалять влагу. Это объясняется тем, что оболочки на основе растворов содержат некоторое количество влаги, которая обеспечивает жидкие свойства раствора. Указанные жидкие свойства необходимы для того, чтобы покровный раствор напылить на кондитерское изделие или нанести его иным стандартным способом. Однако, безусловно, что после нанесения покрытия необходимо удалять влагу, для того, чтобы указанное покрытие перешло в твердое состояние.
Повторяющиеся циклы нанесения, распределения и высушивания покрытия требуют затраты определенного времени и специального оборудования. Действительно, устранение стадии высушивания, (например, использования горячего сухого воздуха) может снизить капитальные и энергетические затраты, связанные с использованием оборудования, необходимого для процессов сушки. Помимо этого, сэкономить время и энергию можно, если разработать для кондитерских продуктов такие оболочки, для получения адекватной плотности которых требуется меньшее количество аппликаций (а предпочтительно - одна аппликация).
В последнее время для нанесения покрытий на кондитерские продукты (включая жевательные резинки) в качестве альтернативы растворам на основе сахара использовали растворы полиола. Однако растворы ксилита и других полиолов аналогичны стандартным растворам сахаров в том, что при их использовании необходимы повторяющиеся циклы нанесения покрытий и их высушивания с целью удаления содержащегося в них водного компонента.
К современным проблемам, связанным с нанесением покрытия расплавленным полиолом на сердцевины кондитерских изделий (типа жевательных резинок) (см. патент США 4146653), относятся: продолжительная адгезия слоя расплавленного полиола с жевательными таблетками; деформирование сердцевин жевательной резинки в процессе распыления расплавленного полиола на таблетки, лишенные покрытия; значительная продолжительность производственного процесса; неровность поверхности финишного покрытия; а также тот факт, что после нанесения покрытия расплавленным полиолом на таблетки круглой и прямоугольной формы происходит утрата крайних участков этих таблеток.
Следовательно, существует необходимость усовершенствования способов нанесения покрытий на жевательные резинки и другие кондитерские продукты. Более конкретно, было бы полезно, если бы можно было приготовить полиолы и другие покровные вещества или сиропы и нанести их на жевательные резинки и другие кондитерские продукты таким образом, чтобы их применение в качестве кондитерских оболочек способом было более целесообразным и эффективным с точки зрения стоимости.
Сущность настоящего изобретения
Настоящее изобретение обеспечивает усовершенствованные способы для нанесения покрытий на кондитерские продукты, включая жевательные резинки.
В связи с этим один вариант настоящего изобретения обеспечивает способ изготовления кондитерского продукта, включающий следующие стадии: получения сердцевины кондитерского продукта; нагревания, по меньшей мере, одного полиола до точки его плавления в целях получения расплавленного полиола; нанесения на сердцевину кондитерского продукта, по меньшей мере, одного слоя расплавленного полиола путем распыления расплавленного полиола через, по меньшей мере, одну форсунку; а также приготовления композиции сиропа полиола и нанесения композиции сиропа полиола на сердцевину кондитерского продукта.
В одном варианте настоящего изобретения на сердцевину кондитерского продукта перед процессом распыления можно нанести по меньшей мере один слой расплавленного полиола или сиропа.
В одном варианте настоящего изобретения стадия нанесения слоя сиропа включает перемешивание с сердцевинами кондитерского продукта, распыление на них или выливание на указанные сердцевины.
В одном варианте настоящего изобретения каждый из слоев высушивают перед нанесением следующего слоя.
В одном варианте настоящего изобретения сердцевина кондитерского продукта включает сердцевину жевательной резинки.
В одном варианте настоящего изобретения расплавленный полиол выбирают из группы, содержащей ксилит, мальтит, сорбит, эритрит, маннит, изомальт, лактит, а также их комбинации.
В одном варианте настоящего изобретения расплавленный полиол содержит ингредиент, не являющийся полиолом.
В одном варианте настоящего изобретения при нагревании полиола он образует расплавленную композицию, содержащую по меньшей мере 5 весовых % воды.
В одном варианте настоящего изобретения по меньшей мере одну распылительную форсунку выбирают из группы, содержащей распылительную форсунку с внутренним смешением воздуха, распылительную форсунку с внешним смешением воздуха, а также их комбинацию.
В одном варианте настоящего изобретения указанная форсунка содержит конусовидный наконечник.
В одном варианте настоящего изобретения указанная форсунка содержит веерообразный наконечник.
В одном варианте настоящего изобретения указанная форсунка имеет скорость распыления тока воздуха в диапазоне от 0,5 л/мин/ форсунка до 5,0 л/мин/ форсунка.
В одном варианте настоящего изобретения расплавленный полиол распыляют со скоростью, величина которой составляет от 0,04% нанесенного покрытия/мин до 2,00% нанесенного покрытия/мин.
В одном варианте настоящего изобретения в процессе распыления через форсунку расплавленного полиола его температуру поддерживают от величины, приблизительно составляющей точку плавления расплавленного полиола (°С) до величины, составляющей 140% точки плавления (°С).
В одном варианте настоящего изобретения большое количество слоев расплавленного полиола образует цельное покрытие сердцевины кондитерского продукта, имеющее гладкую поверхность.
В одном варианте настоящего изобретения большое количество слоев расплавленного полиола и композиция из сиропа образует финишное покрытие сердцевины кондитерского продукта, имеющее гладкую поверхность.
В другом варианте настоящего изобретения большое количество слоев расплавленного полиола и композиция из сиропа образуют финишное покрытие, причем более 50% массы покрытия получено из композиции расплавленного полиола.
В другом варианте настоящего изобретения большое количество слоев расплавленного полиола и композиция из сиропа образуют финишное покрытие, причем более 10% массы покрытия получено из композиции расплавленного полиола.
В еще одном варианте настоящего изобретения обеспечивается способ изготовления жевательной резинки в оболочке, включающий следующие стадии: получения сердцевины жевательной резинки; нагревания, по меньшей мере, одного полиола до точки его плавления в целях получения расплавленного полиола; нанесения на сердцевину жевательной резинки, по меньшей мере, одного слоя расплавленного полиола путем распыления расплавленного полиола через, по меньшей мере, одну форсунку; а также приготовления композиции сиропа полиола и нанесения композиции сиропа полиола на сердцевину жевательной резинки. Форма жевательной резинки аналогична форме ее сердцевины.
В другом варианте настоящего изобретения расплавленный полиол можно нанести до нанесения композиции сиропа.
В одном варианте настоящего изобретения композицию сиропа можно нанести до нанесения расплавленного полиола.
В еще одном варианте настоящего изобретения для того, чтобы получить нужную массу покровного материала, последовательное нанесение композиций сиропа и расплавленного полиола можно повторять любое количество раз.
В другом варианте настоящего изобретения для того, чтобы получить требуемый конечный продукт, нанесение композиции сиропа, сухой загрузки или расплавленного полиола можно проводить в любой последовательности при любом сочетании процессов нанесения, охлаждения, распределения и высушивания.
В альтернативном варианте настоящего изобретения обеспечивается способ изготовления жевательной резинки в оболочке, включающий стадии получения сердцевины жевательной резинки, содержащей нерастворимую в воде основу жевательной резинки, растворимую в воде часть, а также один или более ароматизаторов. Для формирования первичного покрытия на сердцевину жевательной резинки наносят по меньшей мере один слой, причем каждый из них содержит композицию сиропа. Каждый из слоев высушивают перед тем, как нанесен другой слой композиции из сиропа. Для получения расплавленного полиола по крайней мере один полиол нагревают до точки его плавления, причем расплавленный полиол содержит по меньшей мере менее 5 весовых % воды. Расплавленный полиол распыляют через по меньшей мере одну распылительную форсунку с внутренним смешением воздуха. На сердцевину жевательной резинки, имеющую первичное покрытие, распыляют по меньшей мере один слой расплавленного полиола, а затем высушивают. Для получения финишного покрытия наносят по меньшей мере один дополнительный слой, причем дополнительный слой выбирают из группы, включающей первую композицию сиропа, расплавленный полиол, вторую композицию сиропа, а также ароматизатор.
В еще одном варианте настоящего изобретения обеспечивается способ изготовления жевательной резинки в оболочке, включающий следующие стадии: получения сердцевины жевательной резинки, содержащей нерастворимую в воде основу жевательной резинки, растворимую в воде часть, а также один или более ароматизаторов; нагревания ксилита до точки его плавления в целях получения расплавленного ксилита, причем расплавленный ксилит содержит по меньшей мере менее 5 весовых % воды; распыления расплавленного ксилита по меньшей мере через одну распылительную форсунку с внутренним смешением воздуха; а также нанесения на сердцевину жевательной резинки большого количества слоев. По меньшей мере один из этих слоев содержит расплавленный ксилит, а по меньшей мере один другой слой содержит композицию сиропа.
Преимущество настоящего изобретения заключается в обеспечении усовершенствованных покрытий для кондитерских продуктов, а также улучшенных способов получения таких покрытий.
Другим преимуществом настоящего изобретения является обеспечение улучшенных способов изготовления жевательный резинок.
Еще одним преимуществом настоящего изобретения является обеспечение покровных материалов, которые можно распылять на кондитерские изделия.
Кроме того, преимуществом настоящего изобретения является обеспечение улучшенных способов нанесения покрытий на съедобные продукты, содержащие сердцевину.
Другим преимуществом настоящего изобретения является получение покрытий и способов их нанесения, требующих меньшего количества стадий процесса.
Еще одним преимуществом настоящего изобретения является обеспечение усовершенствованных продуктов в оболочке, включая жевательные резинки.
Следующим преимуществом настоящего изобретения является обеспечение способа формирования адекватного покрытия кондитерского продукта, при этом продолжительность процесса сокращается.
Другим преимуществом настоящего изобретения является обеспечение способа нанесения покрытия на кондитерский продукт, при котором форма оболочки аналогична форме сердцевины кондитерского продукта.
Остальные характеристики и преимущества настоящего изобретения описаны далее в разделе «Подробное описание настоящего изобретения» и станут очевидными из этого раздела и прилагаемых чертежей.
Краткое описание чертежей
Фиг.1 представляет собой схему стадий одного из вариантов процесса по настоящему изобретению.
Фиг.2 представляет поперечный разрез варианта продукта по настоящему изобретению.
Фиг.3 графически иллюстрирует результаты опыта №10 и опыта №19, демонстрирующих уменьшение времени процесса по настоящему изобретению.
Подробное описание настоящего изобретения
Настоящее изобретение обеспечивает улучшенные кондитерские продукты в оболочке, а также усовершенствованные способы нанесения покрытий на кондитерские продукты. Несмотря на то, что в приведенных ниже вариантах настоящего изобретения предпочтительным продуктом является жевательная резинка, настоящее изобретение им не ограничено. Настоящее изобретение может быть использовано для нанесения покрытий на пищевые продукты, а наиболее предпочтительно - на кондитерские продукты, включая жевательную резинку.
Обычно нанесение покрытия из ксилита, мальтита и изомальтита, обеспечивающее 30-35% увеличение веса, занимает несколько часов (3-5 ч). Нанесение твердого покрытия с использованием сорбита может занимать 6-8 ч, а твердого покрытия сахаром по методике дражерования - 8-12 ч. При нанесении покрытия наибольшее время связано с высушиванием воды, которую используют для нанесения на сердцевину кондитерских изделий сухого остатка покрытия и его распределения в процессе твердой накатки.
Значительно сократить продолжительность процесса можно за счет снижения содержания воды в покровных сиропах, поддерживая при этом адекватное распределение сухого остатка покрытия. На практике в процессах нанесения покрытия дражерованием содержание сухого вещества в сиропе увеличивается до 70-80° по шкале Брикса, процессы проходят при 60-80°С, что обеспечивает достаточную влажность для сохранения полиола в растворе/суспензии; поддерживается также минимальное количество влаги, необходимое для распыления, распределения и выглаживания сиропа на сердцевинах кондитерских продуктов. Вопреки этому, 70-98% общего времени нанесения покрытия используется для высушивания влаги, содержащейся в покрытии, которое нанесено на сердцевины кондитерских продуктов.
Нанесение расплавленных или распыляемых кондитерских оболочек в соответствии с настоящим изобретением значительно сокращает общую продолжительность процесса, предусматривающего использование сиропа, за счет исключения времени, необходимого для высушивания воды. Дополнительное преимущество настоящего изобретения включает хорошее сцепление с сердцевиной кондитерских изделий, адекватно равномерное и одинаковое распределение покрытия на всех участках, теплоотдачу как скрытых тепловых нагрузок, так и физического тепла, а также адекватное связывание, распространение и заполнение поверхностных несплошностей в целях получения в основном гладкой поверхности и покровной оболочки, имеющей достаточную целостность и однородность.
Настоящее изобретение обеспечивает также уменьшенное воздействие влаги благодаря получению твердых покрытий по технологии нанесения расплавленных покрытий. Это полезно при изготовлении сухих или твердых фармацевтических дозировочных форм, содержащих ингредиенты, которые во время обработки часто чувствительны к разрушению, вызываемому контактом с влагой или водой.
Настоящее изобретение предусматривает использование для нанесения на кондитерские продукты (более конкретно, на жевательные резинки) покрытия из расплавленных полиолов или других расплавленных веществ или сиропов. Например, в случае жевательных резинок, покрытие расплавленным полиолом обычно наносят на сердцевины жевательной резинки. По настоящему изобретению продолжительность, а также затраты на энергию и оборудование снижены за счет уменьшения количества повторяемых циклов процесса, или устранения их необходимости. Поэтому по настоящему изобретению покрытия из расплавленного полиола можно наносить одной аппликацией с помощью распыления, при этом необходимость высушивания, которое предусматривает введение горячего сухого воздуха, отсутствует. Однако можно использовать более одной аппликации.
Расплавленные полиолы по настоящему изобретению могут снизить (или исключить) необходимость повторяющихся циклов распыления и высушивания, поскольку, в отличие от нерасплавленных покровных веществ на основе сиропа, расплавленные полиолы не имеют высокое содержание воды. Поэтому описываемые полиолы можно превратить в жидкость скорее путем подвода достаточного количества тепла, чем введением влаги. Другими словами, при достаточном нагреве данный полиол будет расплавлен и останется в расплавленном состоянии до тех пор, пока не будет возможным его охлаждение до температуры ниже его точки плавления. Используемый здесь термин «полиол» может касаться одного полиола, композиции полиолов или их смеси.
В случае чистого полиола его точкой плавления может считаться ее опубликованное значение. Например, опубликовано, что точка плавления ксилита составляет 92-95°С, сорбита - 99-101°С, а мальтита - 142-147°С. Необходимо понимать, что составы на основе смеси полиолов, или сплава неочищенных полиолов, или полиолов с другими добавками иногда могут иметь очень сильно измененную точку плавления, значение которой выше или ниже опубликованной точки плавления основного компонента. Предпочтительный диапазон нагревания расплавленного полиола согласно варианту настоящего изобретения должен составлять приблизительно 100%-140% от точки плавления полиола (°С). Более предпочтительно, если указанный диапазон составляет приблизительно 100%-130% от точки плавления полиола (°С), а наиболее предпочтительно - приблизительно 100-120% (°С).
Расплавленные полиолы по настоящему изобретению следует наносить на сердцевины жевательной резинки предпочтительно путем мелкого распыления, процесс проводят, пока указанные полиолы находятся в расплавленном состоянии. Затем жевательную резинку с нанесенным на нее покрытием оставляют для охлаждения, это позволяет полиолу из расплавленного состояния вернуться обратно в твердое состояние.
В настоящее время полиолом, предпочтительным для применения по настоящему изобретению, является ксилит. Однако возможно использование и других полиолов. Например, другие возможные полиолы включают (но ими не ограничены): мальтит, сорбит, эритрит, маннит, изомальт, лактит, а также их комбинации. Ксилит является предпочтительным, поскольку он имеет сравнительно низкую точку плавления и при охлаждении сравнительно менее клейкий. Также предпочтительным полиолом является сорбит, поскольку его стоимость ниже стоимости ксилита.
Покрытия из расплавленного полиола по настоящему изобретению могут содержать ингредиенты, отличные от полиола и обычно используемые в оболочках, содержащих сахар и не содержащих его. Например, для того, чтобы получить сахаросодержащие кондитерские изделия или их сердцевины, можно сделать покрытия из сахаросодержащих продуктов в расплавленном состоянии (типа сахарозы, фруктозы, мальтозы, глюкозы, декстрозы, трегалозы и их комбинаций). Конкретные ингредиенты и концентрации, в которых их используют, будут значительно меняться в зависимости от состава, для которого они предназначены.
Для настоящего изобретения особенно предпочтительно применение одного или более наполнителей (например, диоксид титана, тальк, карбонат кальция, диоксид кремния). Указанные неорганические вещества способствуют процессу нанесения покрытий, они придают более гладкую поверхность покрытиям из расплавленного полиола, особенно если используемые полиолы имеют более высокую точку плавления (типа мальтита). Кроме того, такие неорганические наполнители облегчают применение расплавленного сорбита, а в некоторых случаях существенно повышают хрустящие свойства готового продукта. Указанные наполнители также ускоряют кристаллизацию нанесенного полиола, как только это расплавленное вещество сцепляется с сердцевиной, на которую его наносли. Если в расплавленный сорбит не вводить неорганических наполнителей, то покрытие получается очень липким, возникают сложности его нанесения (например, таблетки могут слипаться). Аналогично, если к расплавленному полиолу не добавляют неорганические наполнители, то для покрытия гладких таблеток распылитель с форсункой непригоден. Кроме того, использование веществ, отличных от полиолов, может ослабить паутинную структуру, образовавшуюся при распылении мальтита.
Как отмечалось выше, обычно подходящее финишное покрытие из расплавленного полиола можно получить путем сравнительно небольшого количества аппликаций, наносимых распылением. Если это необходимо, то можно провести несколько коротких сеансов распыления. Конечная толщина покрытия из полиола будет существенно меняться в соответствии с предпочтениями субъекта, реализующего настоящее изобретение. Например, может быть желательным получение тонкого покрытия, или, наоборот, покрытия большой толщины. В одном варианте настоящего изобретения покрытие должно быть таким, чтобы оно составляло более 50% от веса всего продукта. Однако если необходимо, то можно использовать более тонкие покрытия.
Различные полиолы могут не быть идентичными по своим физическим и химическим свойствам. Это позволяет смешивать два или более расплавленных полиолов перед их нанесением. Аналогично, может быть желательным создать большое количество слоев покрытия на основе одного полиола или смеси полиолов.
Покрытия из расплавленных полиолов могут в результате создать конечный продукт, который имеет внешний вид, более шероховатый чем продукт со стандартным нерасплавленным покрытием. Используемый здесь термин «стандартные нерасплавленные покрытия», и схожие с ним термины предназначены для обозначения любых покровных материалов или сиропов, находящихся не в расплавленном состоянии, а растворенных или диспергированных в водной среде, или в другой среде на основе растворителя, и нанесенные на кондитерское изделие. Нерасплавленные покровные материалы или сиропы могут включать (но ими не ограничены) сахарные сиропы, сиропы полиолов, другие растворы, суспензии, пасты и гели.
Необходимо отметить, что ксилит или сорбит, точка плавления которых ниже 100°С (температуры кипения воды), можно сделать менее вязкими, добавив в них небольшие количества воды. Другие полиолы плавятся при температуре выше 100°С, их также можно сделать менее вязкими добавкой небольших количеств воды. Однако, если эти полиолы нагревают и выдерживают при температуре выше 100°С (для поддержания однородности жидкости), то вода будет быстро испаряться.
Глицерин ведет себя подобно воде. Введением небольших количеств глицерина можно снизить температуру, необходимую для достижения жидкого состояния. Температура кипения глицерина составляет 125,5°С. Поэтому для того, чтобы расплавить эритрит (точка плавления 121,5°С) при температуре, ниже точки плавления кристалла, можно использовать небольшое количество глицерина. Благодаря добавке небольших количеств воды или глицерина вязкость расплавленного полиола снижается, это допускает более легкое распыление или мелкое измельчение.
Поскольку покрытия из расплавленных полиолов могут выглядеть шероховатыми и потребитель может их воспринимать такими, то для того, чтобы получить готовый продукт с гладкой поверхностью, может быть желательным сначала сделать покрытие из одного или более расплавленных полиолов, а затем завершить процесс использованием одного или более стандартных нерасплавленных покрытий.
В альтернативном варианте настоящего изобретения можно также получить кондитерское изделие в оболочке, которое содержит расплавленный полиол (возможно с интенсивными подсластителями), ароматизатор, краситель, наполнитель, связующее или пленкообразующее средство, и обладает грубой текстурой или внешним видом. Например, в одном варианте настоящего изобретения для того, чтобы получить альтернативную чистоту поверхности, а также возможность ввести продукт с начальной высокой ударостойкостью, на кондитерские продукты можно сделать замороженное, ароматизированное или подслащенное покрытие.
Или же, может быть желательным сначала сделать по меньшей мере один слой покрытия, используя для этого по меньшей мере одно стандартное нерасплавленное покрытие, поверх которого можно нанести по меньшей мере одно покрытие из расплавленного полиола. Аналогично, в зависимости от требуемого результата, может быть предпочтительно использовать чередующиеся слои расплавленного полиола и стандартные нерасплавленные покрытия. Поэтому описанные здесь покрытия из расплавленного полиола можно использовать как единственное покрытие, или их можно применять в сочетании с одним или более слоями других покрытий, содержащих любой тип стандартного нерасплавленного покрытия.
Покрытия из расплавленного полиола по настоящему изобретению можно расплавить известными в данной технологии способами. В одном варианте настоящего изобретения полиол переводят в жидкое состояние путем нагревания состава, содержащего 5% воды или менее. В качестве примера (а не для ограничения) покровные материалы можно расплавить с помощью устройства Robatech Hotmelt Unit; однако возможно использование и других средств.
Предпочтительно использование распылительной форсунки в кожухе. Такой распылитель будет поддерживать температуру расплавленного полимера, выходящего через наконечник. Кроме того, мелкое измельчение будет способствовать снижению температуры капель расплавленного полиола вплоть до их попадания на сердцевины таблеток. После перевода покровного материала в расплавленное состояние, его можно наносить на сердцевины жевательной резинки, используя для этого процессы, методику и оборудование, которые пригодны для нанесения стандартных нерасплавленных покрытий.
Капли мелкоизмельченной струи расплава создают очень мелкие расплавленные капли, которые, при перемещении от форсунки до поверхности таблеток сохраняют клейкость на всем этом расстоянии и в течение всего времени указанного перемещения. Эти капли соединяются или прикрепляются к поверхности сердцевин таблеток и слегка растекаются или распространяются по ней. Во время процесса распыления повторяющиеся проходы таблеток через покрытие, наносимое распылением, приводят к тому, что на переворачивающейся подложке сердцевин с покрытием формируется «надстройка» из полиола, которая в высшей степени однородна и имеет очень незначительную шероховатость. Поскольку во время этого процесса формируется мелкий туман в виде расплавленного полиола, движущегося к вращающейся подложке таблеток, то капли сохраняют свою липкость и скорее приклеются к сердцевинам таблеток, чем превратятся в сухую пыль и будут выпущены из котла, даже не прилипнув к сердцевинам. Это создает высокую эффективность процесса нанесения покрытия. Например, 70-100% (обычно 90-95%) оболочки, нанесенной распылением остается прикрепленной к таблеткам, а не к котлу, или не выбрасывается через пылеуловитель.
Как отмечалось выше, может быть желательным получение такой жевательной резинки, различные слои оболочки которой содержат расплавленные полиолы и стандартные нерасплавленные покрытия. В таком случае оба типа указанных покрытий можно нанести способами, известными в данной технологии (типа распыления покровного материала на жевательные таблетки). Для того, чтобы слои оболочки высушивались на поверхности изделий, распыление можно начинать и останавливать попеременно. В целях ускорения процесса сушки можно дополнительно использовать сжатый воздух и сухой порошок. Различные параметры операции (продолжительность распыления, продолжительность сушки, температура воздуха, скорость переворачивания и др.) будут значительно отличаться от системы к системе, и могут быть различными в пределах одной партии покрытий и от партии к партии. Эти параметры следует устанавливать исходя из квалификации и опыта технолога.
Стандартное оборудование для нанесения покрытий, используемое в настоящем изобретении, должно включать любые устройства, обычно используемые для этой цели, за исключением распылительных форсунок, которые должны представлять собой форсунки для распыления расплавленного полиола. Простые системы могут включать стандартные котлы для нанесения покрытий с механическим приводом, в которых осуществляется ручная регулировка распылительных форсунок и сжатого воздуха. Однако особенно предпочтительны наиболее сложные автоматические системы, включая, например, перфорированные котлы для нанесения покрытий GM, Driam and Dumoulin Coaters, а также котлы Latini, Thomas Coating с боковой вентиляцией и другие аналогичные системы.
Заявители настоящего изобретения предполагают также использование в настоящем изобретении других сахаров, которые при нагревании до их точки плавления не пригорают (типа декстрозы, сахарозы и других).
Помимо покрытий по настоящему изобретению, нанесенных распылением, в процессе нанесения покрытий можно проводить отдельное распыление ароматизаторов на изделия для того, чтобы получить ароматизированное покрытие. При использовании ароматизаторов они могут составлять от приблизительно 0,01 до 3% общего покрытия, причем предпочтительна концентрация 0,5 до 2%.
После того, как сделано покрытие полиолом, возможно (необязательное) нанесение на изделия последнего полирующего покрытия. В этом покрытии можно использовать воск (типа карнаубского воска) или шеллак, оно также может включать наполнители (типа талька) и красители. Обычно полирующее покрытие составляет от 0,01 до 0,5% общего покрытия.
Фиг.1 представляет собой схему стадий одного из вариантов процесса по настоящему изобретению. На первой стадии 10 формируется сердцевина жевательной резинки. На второй стадии 12 полиол нагревают до точки его плавления. На третьей стадии 14 полученный полиол наносят на сердцевину жевательной резинки.
Как отмечалось выше, настоящее изобретение можно использовать для получения жевательной резинки в оболочке. На фиг.2 показан такой продукт 30. Этот продукт содержит оболочку 32 и сердцевину жевательной резинки 34. Для того, чтобы получить указанную сердцевину жевательной резинки 34, можно использовать разнообразные рецептуры жевательной резинки. Обычно жевательная резинка содержит нерастворимую в воде основу резинки, растворимую в воде часть, а также ароматизаторы.
Нерастворимая основа жевательной резинки обычно содержит эластомеры, смолы, жиры и масла, размягчители, а также неорганические наполнители. Основа жевательной резинки может содержать воск или не содержать его. Нерастворимая основа жевательной резинки может составлять от приблизительно 5% до приблизительно 95% от общего веса жевательной резинки, чаще указанная основа жевательной резинки составляет от приблизительно 10% до приблизительно 50% от общего веса жевательной резинки, а в наиболее предпочтительных вариантах - от приблизительно 20% до приблизительно 35%.
В частном варианте настоящего изобретения жевательная резинка содержит: от приблизительно 20 весовых % до приблизительно 60 весовых % синтетического эластомера, от 0 весовых % до приблизительно 30 весовых % природного эластомера, от приблизительно 5 весовых % до приблизительно 55 весовых % эластомерного пластификатора, от приблизительно 4 весовых % до приблизительно 35 весовых % наполнителя, от приблизительно 5 весовых % до приблизительно 35 весовых % размягчителя, а также (необязательно) незначительные количества (приблизительно 1 весовой % или менее) разнообразных ингредиентов, таких как красители, антиоксиданты и т.п.
Синтетические эластомеры могут включать (но ими не ограничены): полиизобутилен, средневзвешенная молекулярная масса которого, определенная методом гельпроникающей хроматографии, составляет от приблизительно 10000 до приблизительно 95000; сополимер изобутилена и изопрена, в котором соотношение стирола и бутадиена составляет от приблизительно 1:3 до приблизительно 3:1; поливинилацетат, средневзвешенная молекулярная масса которого, определенная методом гельпроникающей хроматографии, составляет от приблизительно 2000 до приблизительно 90000; полиизопрен; полиэтилен; сополимер винилацетата и виниллаурата, в котором содержание виниллаурата составляет от приблизительно 5 весовых % до приблизительно 50 весовых % от веса всего сополимера; а также их комбинации.
Предпочтительный диапазон средневзвешенной молекулярной массы, определенной методом гельпроникающей хроматографии, составляет: для полиизобутилена от приблизительно 50000 до приблизительно 80000, а для поливинилацетата - от 10000 до приблизительно 65000 (причем поливинилацетат с более высокой молекулярной массой обычно используют в основе для вздувающейся резинки); в сополимере виниллаурата и винилацетата содержание виниллаурата составляет 10-45%.
Природные эластомеры могут включать натуральный каучук, такой как дымчатый или жидкий латекс и гваюола, а также натуральные смолы, такие как джелутонг, перилла, сорва, массарандуба балата, массарандуба шоколад, нисперо, чикл, гутта-ханг-канг, а также их комбинации. Предпочтительные концентрации синтетических и природных эластомеров меняются в зависимости от того, является ли жевательная резинка, для которой используют эту основа, липкой или обычной резинкой, вздувающейся жевательной резинкой или нормальной резинкой; это обсуждается ниже. Предпочтительные природные эластомеры включают: джелутонг, чикл, сорва и массарандуба балата.
Эластомерные пластификаторы могут включать (но ими не ограничены): природные сложные эфиры канифоли, такие как глицероловые эфиры частично гидрированной канифоли, глицероловые эфиры полимеризованной канифоли, глицероловые эфиры частично димеризованной канифоли, глицероловые эфиры канифоли, пентаэритритные эфиры частично гидрированной канифоли, метиловые эфиры канифоли и частично гидрированные метиловые эфиры канифоли, пентаэритритные эфиры канифоли; синтетические материалы, такие как терпеновые смолы, производные α-пинена, β-пинена и/или d-лимонена; и любые подходящие комбинации приведенных выше соединений. Предпочтительные эластомерные пластификаторы также будут меняться в зависимости от конкретного приложения и типа применяемого эластомера.
К наполнителям/текстурирующим агентам могут относиться карбонат магния и кальция, измельченный известняк, силикаты (типа силиката магния и алюминия, глины, кремнезема), тальк, оксид титана, моно-, ди- и трифосфат кальция, полимеры целлюлозы, типа древесины, а также их комбинации.
Размягчители/эмульгаторы могут включать: талловое масло, гидрированное талловое масло, гидрированные и частично гидрированные растительные масла, масло какао, моностеарат глицерола, триацетат глицерола, лецитин, моно-, ди-, и триглицериды, ацетилированные моноглицериды, жирные кислоты (например, стеариновая, пальмитиновая, олеиновая и линолевая кислоты), а также их комбинации.
Красители и отбеливатели могут включать красители и пигменты, экстракты фруктов и овощей, диоксид титана, а также их комбинации, разрешенные законом США о пищевых продуктах, лекарственных веществах и косметических средствах.
Основа жевательной резинки может содержать воск или не содержать его. Пример не содержащей воска основы жевательной резинки раскрыт в патенте США No 5286500, который включен здесь в виде ссылки.
Помимо нерастворимой в воде основы жевательной резинки, стандартные составы жевательной резинки содержат водорастворимую часть, а также один или более ароматизаторов. Указанная водорастворимая часть может содержать подслащивающие наполнители, интенсивные подсластители, ароматизаторы, размягчители, эмульгаторы, красители, подкисляющие вещества, наполнители, антиоксиданты и другие компоненты, обеспечивающие продукт требуемыми свойствами.
Размягчители, известные также как пластификаторы и пластифицирующие агенты, обычно составляют от приблизительно 0,5% до приблизительно 15% от веса всей жевательной резинки. Эти размягчители могут включать глицерин, лецитин, а также их комбинации. Кроме того, в качестве размягчителей и связывающих добавок в жевательной резинке можно использовать водные растворы подсластителей, типа растворов, которые содержат сорбит, гидрированные гидролизаты крахмала, кукурузный сироп, а также их комбинации.
Сыпучие подсластители включают как сахаросодержащие компоненты, так и компоненты, не содержащие сахара. Эти подслащивающие наполнители обычно составляют от 5% до приблизительно 95% от веса всей жевательной резинки, чаще от 20% до 80% от ее веса, а еще чаще - от 30% до 60%.
Сахаросодержащие подсластители обычно включают известные в технологии производства жевательной резинки сахаридные компоненты, к которым относятся (но ими не ограничены): сахароза, декстроза, мальтоза, декстрин, высушенный инвертный сахар, фруктоза, галактоза, порошкообразный сироп кукурузы, а также им подобные, в чистом виде или в любой комбинации.
В качестве подсластителя, не содержащего сахара, используют сорбит. Помимо него, не содержащие сахара подсластители могут включать (но ими не ограничены): другие спирты сахара типа маннита, ксилита, гидрированные гидролизаты крахмала, мальтит, лактит, а также им подобные, в чистом виде, или в комбинации.
Интенсивные синтетические подсластители также можно использовать в сочетании с вышеназванными подсластителями. Предпочтительные подсластители включают (но ими не ограничены): сукралозу, аспартам, его производные и конъюгаты (типа неотама), соли ацесульфама, элитам, сахарин и его соли, глицирризин, дигидрохальконы, тауматин, монеллин, а также им подобные, в чистом виде или в комбинации. Для обеспечения более продолжительного восприятия сладкого привкуса и аромата может быть желательным инкапсулировать по меньшей мере часть синтетического подсластителя (или контролировать высвобождение каким-либо иным способом). Для того, чтобы получить требуемые характеристики по высвобождению можно использовать такие методики, как гранулирование во влажном состоянии, гранулирование с помощью воска, распылительная сушка, замораживание распылением, нанесение покрытия в псевдоожиженном слое, коацервация и метод вытягивания волокна.
Используемые концентрации синтетических подсластителей будут значительно меняться в зависимости от таких факторов, как эффективность подсластителя, скорость высвобождения, требуемый уровень сладкого вкуса продукта, концентрация и тип используемых ароматизаторов, а также анализа стоимости. Таким образом, действующая концентрация синтетического подсластителя может меняться от 0,02 до приблизительно 8%. Если для инкапсулирования применяются носители, то используемая концентрация инкапсулированного подсластителя будет пропорционально выше.
В жевательной резинке возможно использование комбинации сахарных и/или несахарных подсластителей. Кроме этого, дополнительный сладкий привкус (такой же, как дают водный раствор сахара или растворы альдитов) также может придавать размягчитель.
Если необходима низкокалорийная жевательная резинка, то можно применять низкокалорийные наполнители. Примеры низкокалорийных наполнителей включают: полидекстрозу, олигофруктозу (Raftilose), инулин (Raftilin), фруктоолигосахариды (NutralFlora); олигосахариды палатинозы; гидролизат гуаровой смолы (Bene Fiber); или неусвояемый декстрин (Fibersol). Однако возможно использование и других низкокалорийных наполнителей.
Возможно применение разнообразных ароматизаторов. Ароматизатор можно использовать в количестве от приблизительно 0,1% до приблизительно 15%, а предпочтительно от приблизительно 0,2% до приблизительно 5% от веса всей жевательной резинки. Указанные ароматизаторы могут включать эфирные масла, синтетические ароматизаторы или их смеси, к которым относятся (но ими не ограничены): масла, полученные из растений и фруктов, типа цитрусовых масел, фруктовых масел, масла перечной мяты, масла курчавой мяты, других мятных масел, гвоздичного масла, масла зимолюбки, аниса, а также им подобные. Возможно также использование синтетических ароматизаторов и компонентов. Натуральные и синтетические ароматизаторы можно объединить любым сенсорно воспринимаемым образом.
Обычно жевательную резинку получают путем последовательного введения различных ее ингредиентов в промышленно используемый смеситель, известный в данной технологии. После тщательного перемешивания всех ингредиентов массу жевательной резинки выгружают из смесителя и придают ей требуемую форму, например, раскатывая эту массу в листы, разрезая ее на брусочки, экструдируя на большие куски или отливая в таблетки.
Как правило, указанные ингредиенты смешивают при первом расплавлении основы жевательной резинки и добавлении ее в работающий смеситель. Основа жевательной резинки может быть также расплавлена в этом смесителе. В это же время вместе с сиропом и порцией наполнителя можно также ввести краситель или эмульгаторы. Оставшиеся порции наполнителя вводят в смеситель позже. Ароматизаторы обычно добавляют с последней порцией наполнителя. Обычно весь процесс смешивания занимает от 5 до 15 мин, но иногда может требоваться более продолжительное смешивание. Квалифицированным в данной технологии людям очевидно, что возможны многочисленные варианты описанного выше процесса.
После того, как сердцевины жевательной резинки сформировались, на них можно наносить покрытие. При стандартном процессе дражерования указанное покрытие вначале присутствует в виде жидкого сиропа, в котором содержится от приблизительно 30% до приблизительно 80% или 85% описанных выше ингредиентов покрытия, а также от приблизительно 15% или 20% до приблизительно 70% растворителя (типа воды). Обычно процесс нанесения покрытия проводят на стандартном дражеровочном оборудовании. Сердцевины таблеток жевательной резинки, не содержащие сахар, и предназначенные для нанесения покрытия, помещают в дражеровочную установку в целях формирования движущейся массы.
При стандартном процессе дражерования вещество, или сироп, в конечном счете формирующие указанное покрытие, наносят на сердцевины таблеток жевательной резинки или распределяют над этими сердцевинами. Ароматизаторы могут быть добавлены до того, как на сердцевины таблеток сделана аппликация сиропом, в процессе ее нанесения или после него. Как только указанное покрытие высыхает и формируется твердая поверхность, можно вводить дополнительный сироп для получения большого количества покрытий или многослойных твердых покрытий.
Согласно методике дражерования добавление сиропа к сердцевинам таблеток жевательной резинки осуществляется в диапазоне температур от приблизительно 100°F до приблизительно 240°F. Предпочтительно, чтобы температура сиропа составляла от приблизительно 140°F до приблизительно 200°F. Наиболее предпочтительно, чтобы для предотвращения кристаллизации находящегося в сиропе полиола, температура сиропа оставалась постоянной в течение всего процесса нанесения покрытия. Указанный сироп можно смешать с сердцевинами таблеток жевательной резинки, распылить над ними, вылить на них или добавить к указанным сердцевинам; это можно проделать любым способом, известным людям, квалифицированным в этой области знаний.
В некоторых случаях если порошкообразное покрытие делают после жидкого покрытия, то при этом формируется мягкая оболочка. Указанное порошкообразное покрытие может включать гидролизаты углеводов природных смол, мальтодекстрин, желатин, производные целлюлозы, крахмалы, модифицированные крахмалы, сахара, спирты Сахаров, природные смолы и наполнители (типа талька и карбоната кальция).
Каждый компонент покрытия сердцевины жевательной резинки можно наносить в виде единичного слоя или большого количества слоев. Обычно большое количество слоев получают путем нанесения единичных покрытий, их последующего высыхания и повторения указанного процесса. Количество твердого вещества, добавляемого на каждой стадии нанесения покрытия, зависит в основном от концентрации сиропа покрытия. На сердцевины таблеток жевательной резинки можно нанести любое количество покрытий. Предпочтительно, чтобы на сердцевины жевательной резинки было сделано не более чем приблизительно 75 слоев покрытия. Более предпочтительно, чтобы было сделано менее чем приблизительно 60 слоев, а наиболее предпочтительно нанесение от приблизительно 30 до приблизительно 60 слоев. Настоящим изобретением рассматривается нанесение таких количеств расплавленного полиола и сиропа, которые достаточны для получения жевательной резинки в оболочке, причем содержание указанной оболочки составляет от приблизительно 10% до приблизительно 65%. Предпочтительно, чтобы конечный продукт содержал по меньшей мере 30% покрытие.
Квалифицированные в этой области знаний люди должны понимать, что для того, чтобы получить большое количество слоев покрытия, на сердцевины таблеток жевательной резинки можно нанести большое количество предварительно отмеренных аликвот сиропа покрытия. Однако предполагается, что во время нанесения покрытия объем аликвот, наносимых на сердцевины таблеток жевательной резинки, может меняться.
При стандартном процессе дражерования сироп добавляют к сердцевинам таблеток жевательной резинки при температуре от приблизительно 100°F до приблизительно 240°F. Предпочтительно, чтобы температура сиропа составляла от приблизительно 140°F до приблизительно 200°F. Для того, чтобы предотвратить кристаллизацию полиола из сиропа покрытия, наиболее предпочтительно, чтобы температура сиропа на протяжении всего процесса сохранялась постоянной. Указанный сироп можно смешать с сердцевинами таблеток жевательной резинки, распылить над ними, вылить на них или добавить к указанным сердцевинам; это можно проделать любым способом, известным людям, квалифицированным в этой области знаний.
В некоторых случаях если порошкообразное покрытие делают после жидкого покрытия, то при этом формируется мягкая оболочка. Указанное порошкообразное покрытие может включать гидролизаты углеводов природных смол, мальтодекстрин, желатин, производные целлюлозы, крахмалы, модифицированные крахмалы, сахара, спирты сахаров, природные смолы и наполнители (типа талька и карбоната кальция).
Каждый компонент покрытия сердцевины жевательной резинки можно наносить в виде единичного слоя, или большого количества слоев. Обычно большое количество слоев получают путем нанесения единичных покрытий, их последующего высыхания и повторения указанного процесса. Количество твердого вещества, добавляемого на каждой стадии нанесения покрытия, зависит в основном от концентрации сиропа покрытия. На сердцевины таблеток жевательной резинки можно нанести любое количество покрытий. Предпочтительно, чтобы на сердцевины жевательной резинки было сделано не более чем приблизительно 75 слоев покрытия. Более предпочтительно, чтобы было сделано менее чем приблизительно 60 слоев, а наиболее предпочтительно нанесение от приблизительно 30 до приблизительно 60 слоев. Настоящим изобретением рассматривается нанесение таких количеств расплавленного полиола и сиропа, которые достаточны для получения жевательной резинки в оболочке, причем содержание указанной оболочки составляет от приблизительно 10% до приблизительно 65%. Предпочтительно, чтобы конечный продукт содержал по меньшей мере 30% покрытие.
Квалифицированные в этой области знаний люди должны понимать, что для того, чтобы получить большое количество слоев покрытия, на сердцевины таблеток жевательной резинки возможно нанести большое количество предварительно отмеренных аликвот сиропа покрытия. Однако предполагается, что во время нанесения покрытия объем аликвот, наносимых на сердцевины таблеток жевательной резинки, может меняться.
При стандартных процессах нанесения покрытия после того, как сироп нанесен на сердцевины таблеток жевательной резинки, влажные сердцевины недолго переворачивают вне тока воздуха, это делают для равномерного распределения сиропа по всем таблеткам. Затем проводят высушивание на влажном сиропе в инертной среде. Предпочтительная среда для сушки содержит воздух. Предпочтительно, чтобы воздух для принудительной сушки контактировал с покрытием из влажного сиропа в диапазоне температур от приблизительно 70°F до приблизительно 110°F. Более предпочтительно, чтобы температура сушильного воздуха составляла от приблизительно 80°F до приблизительно 100°F. Настоящим изобретением предполагается также, что относительная влажность сушильного воздуха составляет меньше, чем приблизительно 15%. Предпочтительно, чтобы относительная влажность сушильного воздуха между нанесениями аппликаций сиропом составляла меньше, чем приблизительно 8%.
Сушильный воздух можно пропускать над сердцевинами таблеток жевательной резинки, имеющими покрытие из сиропа, и смешивать с ними любым способом, который известен квалифицированным в этой области знаний людям. Предпочтительно, чтобы сушильный воздух продували над слоем сердцевин таблеток жевательной резинки с покрытием из сиропа и вокруг этого слоя (или сквозь него) со скоростью, составляющей для крупномасштабных операций приблизительно 2800 кубических футов в 1 минуту. При меньшем количестве обрабатываемого материала или при использовании оборудования меньших габаритов следует применять более низкие скорости продувки. Если ароматизатор наносят после того, как высушено покрытие сиропом, то настоящим изобретением предполагается высушивание ароматизатора с помощью сушильной среды (или без нее).
Далее будут описаны различные способы изготовления кондитерских продуктов в оболочке согласно настоящему изобретению. В одном варианте настоящего изобретения способ изготовления кондитерского продукта включает следующие стадии: получения сердцевины кондитерского продукта; нагревания по меньшей мере одного полиола до точки его плавления в целях получения расплавленного полиола; распыления расплавленного полиола через по меньшей мере одну форсунку; а также нанесения большого количества слоев на сердцевину кондитерских продуктов с получением финишного покрытия. В большое количество слоев входит по меньшей мере один слой расплавленного полиола. На кондитерскую сердцевину перед процессом распыления можно нанести по меньшей мере один слой расплавленного полиола или сиропа. К кондитерской сердцевине можно добавить дополнительный слой ароматизатора. Необходимо понимать, что можно нанести любое сочетание слоев расплавленного полиола, сиропа и ароматизатора.
В одном варианте настоящего изобретения большое количество слоев расплавленного полиола поверх кондитерской сердцевины, имеющее гладкую поверхность, формирует цельное покрытие.
В другом варианте настоящего изобретения большое количество слоев расплавленного полиола и композиция из сиропа формируют финишное покрытие, при этом более 50% массы покрытия получают из композиции расплавленного полиола. В еще одном варианте настоящего изобретения большое количество слоев расплавленного полиола и композиция из сиропа формируют финишное покрытие, при этом более 10% массы покрытия получают из композиции расплавленного полиола.
Можно провести замещение некоторой массы покрытия расплавленным полиолом (путем уменьшения числа циклов добавки сиропа) для того, чтобы при этом получить идентичные чистоту поверхности, вес, внешний вид, текстуру и органолептические свойства. Обычно это осуществляется за счет того, что вместо стандартного сиропа покрытия 5-65% массы покрытия следует наносить путем распыления расплавленного полиола, более предпочтительно 10-45% массы покрытия, а наиболее предпочтительно 15-40%. В этих случаях для хорошего связывания слоев покрытия с сердцевиной жевательной резинки, или для того, чтобы получить продукты с гладкой твердой оболочкой (стандартные свойства продуктов, доступных на рынке в настоящее время), часто используют обычные покрытия сиропом. Следует понимать, что текстуру новых покрытий, их нестандартный внешний вид, а также текстуру, обычно не связанную с жевательной резинкой в качестве товарного продукта, можно получить, если с аппликациями расплавленным полиолом не используют никаких стандартных сиропов покрытия или если с помощью расплавленного полиола проводят большинство процессов нанесения покрытия или завершающие стадии стандартного процесса нанесения покрытия.
В другом варианте настоящего изобретения кондитерская сердцевина представляет собой сердцевину жевательной резинки или таблетки, содержащей нерастворимую в воде основу жевательной резинки, растворимую в воде часть, а также один или более ароматизаторов. В альтернативном варианте стадия нанесения слоя сиропа на кондитерскую сердцевину включает стадию смешивания с указанными сердцевинами, или распыления над ними, или выливания на них (или любого другого пригодного способа нанесения композиции из сиропа). Каждый слой расплавленного полиола и сиропа может быть высушен прежде, чем будет сделано нанесение следующего слоя.
В другом варианте настоящего изобретения торец распылительной форсунки может содержать наконечник для жидкости и/или наконечник для воздуха. Величина диаметра отверстия наконечника для жидкости регулирует, ограничивает и контролирует максимальную скорость потока расплавленной жидкости, распыляемой через форсунку. Например, при испытаниях использовали наконечник для жидкости 60100DF фирмы Spraying Systems, поскольку он обеспечивал самый большой диаметр отверстия для жидкости и создавал возможность максимальной скорости расплавленной струи.
В альтернативном варианте настоящего изобретения наконечник для воздуха, пригодный для указанных форсунок, может иметь любую подходящую конфигурацию, типа конфигурации с внешним смешиванием воздуха и конфигурации с внутренним смешиванием воздуха. Конфигурация с внутренним смешиванием воздуха и расплавленной жидкости создает более мелкие распыляемые частицы воздуха или расплавленных капель, такая конфигурация более надежна и более устойчива к загрязнению или замораживанию расплавленного ксилита.
Температура горячего воздуха, используемого для мелкого разбрызгивания расплавленного ксилита, может меняться от 100°С до 250°С. При распылении давление воздуха обычно может быть установлено в диапазоне 0,5-7,0 бар. Расход потока воздуха, распыляемого через форсунку, может меняться от 10 л/мин/ форсунка до 240 л/мин/ форсунка. Предпочтительно, чтобы при 160-230°С давление распыляемого воздуха составляло 1,0-5,0 бар, а его расход составлял 60-120 л/мин/ форсунка.
В одном варианте настоящего изобретения скорость нанесения расплавленного полиола может быть дана в виде процентной величины расхода нанесенного покрытия/мин. Эта величина дана в виде отношения вес покрытия/вес кондитерской сердцевины. Например, предпочтительный расход расплавленного полиола составляет от 0,04%/мин до 2,00%/мин. Это соответствует расходу через форсунку от 25 г/мин/ форсунка до 1250 г/мин/ форсунка и скорости потока от 0,5 кг/мин до 25 кг/мин. Более предпочтителен расход расплавленного полиола, составляющий 0,08%/мин до 1,28%/мин. Это соответствует расходу через форсунку от 50 г/мин/ форсунка до 800 г/мин/ форсунка и скорости потока от 1,0 кг/мин до 16,0 кг/мин. Наиболее предпочтителен расход расплавленного полиола, составляющий 0,24%/мин до 0,64%/мин. Это соответствует расходу через форсунку от 150 г/мин/форсунка до 400 г/мин/форсунка и скорости потока от 3,0 кг/мин до 8,0 кг/мин.
Ввиду необходимости в высоких тепловых или охлаждающих нагрузках скрытого и физического тепла при использовании расплавленного полиола нижние границы указанных диапазонов можно применять при покрытии мягких, термически сенситивных сердцевин. Покрытия сердцевин жевательных резинок может размягчиться, деформироваться или расплавиться под действием тепла получаемого от нанесенного покрытия; чистовую обработку можно провести путем использования очень холодного воздуха или предварительного охлаждения сердцевин жевательной резинки, которое проводится до процесса нанесения покрытия расплавленными полиолами.
Верхние границы приведенных диапазонов аппликаций можно использовать для покрытия сердцевин карамели и других кондитерских материалов, которые могут быть более способны выдерживать более высокие тепловые нагрузки. С другой стороны, более высокий расход расплавленного полиола можно использовать при более короткой продолжительности нанесения покрытия и интервалов между ними, это может сделать возможным адекватное охлаждение между аппликациями.
Расход мелкораспыляемого воздуха может значительно меняться, его величина в сильной степени зависит от расхода расплавленного вещества, его вязкости, поверхностного натяжения, а также геометрии наконечника форсунки и формы распыла. Необходимо понимать, что параметры распылительной форсунки (расход расплавляемого вещества, расход мелкораспыляемого воздуха, типа наконечник форсунки, температура) по различным вариантам настоящего изобретения можно менять, это необходимо для того, чтобы получить однородное распределение мелких капель расплавленного полиола, которые в процессе прохождения от форсунки до поверхности таблетки сохраняют свое расплавленное состояние и клейкость.
По другим предпочтительным рабочим условиям можно использовать более высокий или более низкий расход струи расплавленного полиола при соответствующем увеличении или уменьшении расхода мелкораспыляемого воздуха для поддержания однородного и мелко измельченного тумана из капель ксилита. Если расход мелкораспыляемого воздуха установлен слишком низким для заданной скорости подачи расплавленного ксилита, то это приведет к неполному мелкому измельчению, разбрызгиванию и микроскопическому просачиванию расплавленного полиола через наконечник форсунки. Если расход мелкораспыляемого воздуха установлен слишком высоким, то это приведет к образованию тумана ксилита, который может охлаждаться и затвердевать до контактирования с сердцевинами кондитерских изделий, результатом этого будет низкий выход процесса. Температуру распыляемого воздуха устанавливают исходя из расхода расплавленного вещества и мелкораспыляемого воздуха, величину этой температуры подбирают таким образом, чтобы минимизировать замерзание ксилита на наконечнике форсунки и поддерживать расплавленное состояние мелкоизмельченного ксилита до тех пор, пока возможно его прикрепление к сердцевинам кондитерских изделий в оболочке и отверждения на них. Такое сочетание воздуха и расплавленного полиола допускает достаточное измельчение и получение мелких капель расплавленного тумана, которые надежно покрывают таблетки.
Для покрытия таблеток можно использовать плоские веерообразные струи, конусообразные струи или струи мелкораспыляемого расплавленного ксилита любой другой подходящей формы. Предпочтительно использование конусообразных форсунок, поскольку при отверждении ксилита, выходящего из наконечника форсунки, образуется меньше «волосков». Конусообразная форсунка может давать более локальные и более интенсивные участки струи, при этом меньшее количество струй располагается между форсунками. Однако для обеспечения хорошей однородности покрытия всех находящихся в слое таблеток возможно применение обоих типов форсунок. Расход струи, скорость слоя и скорость измельчения потока воздуха - все эти параметры можно изменять для того, чтобы гарантировать, что все таблетки слоя находятся под одинаковым действием распыляемого ксилита.
В одном варианте настоящего изобретения обеспечивается способ изготовления жевательной резинки в оболочке, включающий следующие стадии: получения сердцевины жевательной резинки или таблетки, имеющих некоторую форму; нагревания по меньшей мере одного полиола до его точки плавления для получения расплавленного полиола; распыления расплавленного полиола через по меньшей мере одну распылительную форсунку с внутренним смешением воздуха; а также нанесения большого количества слоев на сердцевину жевательной резинки для формирования финишного покрытия. В указанные слои входит по меньшей мере один слой расплавленного полиола, а также по меньшей мере один слой композиции из сиропа. Форма жевательной резинки аналогична форме ее сердцевины. Например, готовая жевательная резинка в оболочке может иметь сердцевины с покрытием по углам, которые поддерживаются формой углов исходной жевательной таблетки. В альтернативном варианте можно использовать также внешние распыляющие струйные форсунки, их применение делает возможным больший контроль веерообразной формы и получение аналогичных результатов.
В одном варианте настоящего изобретения расплавленный полиол можно нанести до нанесения композиции из сиропа. Композицию из сиропа также можно нанести до нанесения расплавленного полиола. Или же, расплавленный полиол можно нанести совместно с нанесением композиции из сиропа или в виде смеси с указанной композицией. Помимо этого, сухую загрузку можно вводить в процессе нанесения слоев или между этими нанесениями. Сухая загрузка может представлять собой любое подходящее вещество, вводимое в сухой или порошкообразной форме. Для того, чтобы получить нужную массу покровного материала, последовательное нанесение композиции из сиропа и из расплавленного полиола можно повторять любое количество раз. Для того, чтобы в результате получить нужный конечный продукт, нанесение композиции из сиропа, сухой загрузки или расплавленного полиола можно осуществлять в любой последовательности при любом сочетании процессов нанесения, охлаждения, распределения и высушивания.
В одном варианте настоящего изобретения способ изготовления жевательной резинки в оболочке включает стадию получения сердцевины жевательной резинки или таблетки, содержащей нерастворимую в воде основу жевательной резинки, растворимую в воде часть, а также один или более ароматизаторов. Для формирования первичного покрытия на сердцевину жевательной резинки наносят по меньшей мере один слой, содержащий композицию из сиропа. Каждый из слоев высушивают до того, как нанесен другой слой композиции из сиропа. Для получения расплавленного полиола по крайней мере один полиол нагревают до точки его плавления, причем расплавленный полиол содержит по меньшей мере менее 5 весовых % воды. Расплавленный полиол распыляет через по меньшей мере одну распылительную форсунку с внутренним смешением воздуха, и по меньшей мере один слой расплавленного полиола наносят на сердцевину жевательной резинки, имеющую первичное покрытие. Каждый из слоев расплавленного полиола высушивают. Далее, для получения финишного покрытия на сердцевину жевательной резинки или таблетки наносят по меньшей мере один дополнительный слой. Указанный дополнительный слой может содержать первую композицию из сиропа, расплавленный полиол, вторую композицию из сиропа, а также ароматизаторы или их сочетание.
В одном варианте настоящего изобретения обеспечивается способ изготовления кондитерского продукта в оболочке, включающий следующие стадии: получения сердцевины кондитерского продукта; нагревания по меньшей мере одного полиола до точки его плавления в целях получения расплавленного полиола; распыления расплавленного полиола через по меньшей мере одну форсунку; а также нанесения большого количества слоев на сердцевину кондитерских продуктов с получением финишного покрытия, причем указанное большое количество слоев включает по меньшей мере один слой расплавленного полиола. Способ изготовления кондитерского продукта в оболочке занимает менее приблизительно 2 ч. Предпочтительно, чтобы способ изготовления кондитерского продукта в оболочке занимал менее приблизительно 1,5 ч. Более предпочтительно, чтобы способ изготовления кондитерского продукта в оболочке занимал менее приблизительно 1 ч.
Если рассматривать стандартное время, в течение которого происходит увеличение веса сердцевины таблетки, то общая экономия времени в соответствии с различными вариантами настоящего изобретения может быть измерена разными способами. Например, в течение 3 ч процесса и при использовании распыляемой расплавленной массы для некоторых видов покровного материала можно получить идентичный продукт при экономии 30 мин, 60 мин и 90 мин (экономия времени 5%, 10%, 24%, 37% и т.д.). Или же, по настоящему изобретению в течение времени, составляющем 3 ч, можно получить продукт лучшего качества.
Примеры
Описанные далее примеры не предназначены для ограничения объема настоящего изобретения, они являются иллюстрацией различных его вариантов и экспериментов, проведенных в соответствии с вариантами настоящего изобретения.
В приведенных ниже примерах 1-6 для расплавления ксилита использовали устройство Robatech, модель Concept 8; впоследствии ксилит применялся для нанесения в виде покрытия. Ксилит нагревали до 200°F (+/-5°F) и выдерживали в течение менее 24 ч вплоть до применения. Указанное устройство Robatech снабжено распылительной головкой, которую, для предотвращения закупорки, нагревали. Вес партии сердцевин жевательной резинки без покрытия составлял 200 фунтов; для нанесения покрытия использовали стандартную установку Driam 1200 coater.
Помимо покрытия расплавленными полиолами, были использованы покрытия различными сиропами ксилита и мальтита. Указанные сиропы наносили методом распыления, процесс проводили с использованием стандартного оборудования для распыления жидких веществ, смонтированного на Driam 1200 coater.
Вес сердцевины жевательной резинки без покрытия составлял 1,0 г, а вес готовой таблетки составлял 1,52 г (включая финишное покрытие). Концентрацию сахара в сиропе (в единицах Брикс) измеряли с помощью рефрактометра.
В приведенных ниже примерах 7 и 8 использовали разнообразное оборудование; для расплавления ксилита применялось устройство Robatech, модель Concept 8; в дальнейшем ксилит использовали для нанесения в виде покрытия. Ксилит нагревали до 200°F (+/-5°F) и выдерживали в течение менее 24 ч вплоть до применения. Установкой для нанесения покрытия была стандартная глазировочная машина (500 Ib. Latinin pan coater), снабженная распылительной лопастью Thomas Engineering с подогреваемыми распылительными форсунками. Полиол непрерывно циркулировал через указанную лопасть, находящуюся в подогреваемом до 220°F кожухе. Воздух, используемый для высушивания сердцевин жевательной резинки, имел относительную влажность 12%-15%, его вводили в Latinin coater со скоростью 1800-2000 кубических футов в минуту.
В примерах 7 и 8 для того, чтобы сделать струю распыляемой более мелко и получить конечные продукты с более ровной поверхностью, к расплавленному ксилиту добавляли небольшое количество диоксида титана (<1%).
Пример 1
В этом примере на жевательные таблетки делали покрытие из расплавленного ксилита. Вначале проводили расплавление чистого ксилита. В результате распыления в течение 6-7 мин было получено 60% покрытие таблеток, а общий вес таблетки составил приблизительно 1,3 г. Таблетки оставили для охлаждения, одновременно в течение приблизительно 2 мин их переворачивали в глазировочной машине. Поверхность жевательных таблеток выглядела шероховатой.
Пример 2
В этом примере на жевательные таблетки с покрытием из расплавленного ксилита делали дополнительное покрытие раствором ксилита (имеющим высокое содержание смолы сеяльской акации) и проводили стандартное дражерование. На таблетки, имеющие покрытие из расплавленного ксилита и описанные в примере 1, было нанесено покрытие до получения конечного веса, составляющего 1,52 г. Состав этого покрытия был следующий:
18% воды
63% ксилита
18% раствора смолы сеяльской акации (60% воды/40% смолы)
0,8% диоксида титана
(Брикс 70-72).
Полученный продукт в оболочке выглядел шероховатым. Общее время нанесения покрытия составило 1 ч 15 мин. Нанесение покрытия сиропом состояло из нескольких чередующихся циклов нанесения сиропом, приостановки процесса (пауза) и высушивания.
Пример 3
В этом примере на жевательные таблетки с покрытием из расплавленного ксилита делали дополнительное покрытие раствором ксилита (низкое содержание смолы сеяльской акации). На таблетки, имеющие покрытие из расплавленного ксилита и описанные в примере 1, было нанесено покрытие сиропом ксилита. Состав этого покрытия был следующий:
26% воды
66% ксилита
7% раствора смолы сеяльской акации (60% воды/40% смолы)
0,5% диоксида титана
(Брикс 70-72).
Полученный продукт в оболочке выглядел шероховатым. Помимо этого, нанесение менее плотного сиропа ксилита вызвало частичное вымывание покрытия из ксилита, нанесенного ранее. Общее время нанесения покрытия составило 1 ч 30 мин. Нанесение покрытия сиропом состояло из нескольких чередующихся циклов нанесения сиропом, приостановки процесса и высушивания.
Пример 4
В этом примере на жевательные таблетки с покрытием из расплавленного ксилита делали дополнительное покрытие сиропом мальтита. На таблетки, имеющие покрытие из расплавленного ксилита и описанные в примере 1, было нанесено покрытие сиропом мальтита. Состав этого сиропа был следующий:
18% воды
63% мальтита
18% раствора смолы сеяльской акации (60% воды/40% смолы)
0,8% диоксида титана
(Брикс 70-72).
Сироп мальтита не закрыл все несплошности на поверхности таблеток. Общее время нанесения покрытия составило 1 ч 30 мин. Нанесение покрытия сиропом состояло из нескольких чередующихся циклов нанесения сиропом, приостановки процесса и высушивания.
Пример 5
В этом примере на жевательные таблетки с покрытием из расплавленного ксилита делали покрытие сиропом мальтита другого состава. На таблетки, имеющие покрытие из расплавленного ксилита и описанные в примере 1, было нанесено покрытие сиропом мальтита. Состав этого сиропа был следующий:
26% воды
66% мальтита
7% раствора смолы сеяльской акации (60% воды/40% смолы)
0,5% диоксида титана
(Брикс 70-72).
Нанесение покрытия сиропом состояло из нескольких чередующихся циклов нанесения сиропом, приостановки процесса и высушивания. Сироп мальтита вымывал покрытие ксилитом, и этот эксперимент не был удачным.
Пример 6
В этом примере на жевательные таблетки последовательно наносили следующие покрытия: сироп мальтита, расплавленный ксилит и второй сироп мальтита. Вначале на таблетки делали тонкое дополнительное (0,02-0,03 г) покрытие сиропом мальтита, состав которого был следующий:
18% воды
63% мальтита
18% раствора смолы сеяльской акации (60% воды/40% смолы)
0,8% диоксида титана
(Брикс 70-72);
Затем было сделано 50% покрытие (0,25 г) расплавленным ксилитом. Финишное покрытие проводили, чередуя сиропы мальтита, следующих составов:
1) 18% воды
63% мальтита
18% раствора смолы сеяльской акации (60% воды/40% смолы)
0,8% диоксид титана
(Брикс 70-72);
2) 26% воды
66% мальтита
7% раствора смолы сеяльской акации (60% воды/40% смолы)
0,5% диоксида титана
(Брикс 68-70).
Внешний вид конечного продукта весом 1,52 г был приемлемым. Общее время нанесения покрытия составило 1 ч 25 мин. Нанесение покрытия сиропом состояло из нескольких чередующихся циклов нанесения сиропом, приостановки процесса и высушивания.
Пример 7
В этом примере на жевательные таблетки вначале наносили покрытие расплавленным ксилитом, а затем сиропом ксилита; процесс проводили на глазировочной машине Latini coater. На 1,3 г таблетки, имеющие предварительное покрытие (0,3 г - покрытие из расплавленного ксилита) был нанесен сироп ксилита. Состав этого сиропа был следующий:
18% воды
63% ксилита
18% раствора смолы сеяльской акации (60% воды/40% смолы)
0,8% диоксида титана
(Брикс 70-72).
Нанесение покрытия сиропом состояло из нескольких чередующихся циклов нанесения сиропом, приостановки процесса и высушивания. Общее время нанесения покрытия составило 1 ч 15 мин. Внешний вид конечного продукта весом 1,52 г был приемлемым, а добавка диоксида титана к расплавленному ксилиту привела к тому, что поверхность таблеток была максимально гладкой.
Пример 8
В этом примере на жевательные таблетки последовательно наносили следующие покрытия: сироп ксилита (методом стандартного дражерования), расплавленный ксилит и сироп ксилита. Состав сиропа ксилита был следующий:
18% воды
63% мальтита
18% раствора смолы сеяльской акации (60% воды/40% смолы)
0,8% диоксида титана
(Брикс 70-72).
Предварительно на сердцевины жевательных таблеток в течение 15-20 мин делали покрытие сиропом; процесс проводили до тех пор, пока вес сердцевин не достиг величины 1,05-1,1 г. Нанесение покрытия сиропом состояло из нескольких чередующихся циклов нанесения сиропом, приостановки процесса и высушивания.
Затем в течение 10 мин наносили расплавленный ксилит; процесс проводили до тех пор, пока вес сердцевин не достиг величины 1,35-1,4 г.
После этого было сделано финишное покрытие сиропом из ксилита, имеющего сниженную вязкость. Состав сиропа ксилита был следующий:
18% воды
63% мальтита
18% раствора смолы сеяльской акации (60% воды/40% смолы)
0,8% диоксида титана
(Брикс 68-70).
Нанесение покрытия сиропом состояло из нескольких чередующихся циклов нанесения сиропом, приостановки процесса и высушивания. Нанесение финишного покрытия заняло приблизительно 45 мин, причем циклы нанесения, приостановки процесса и высушивания чередовались. Общее время нанесения покрытия составило 1 ч 15 мин. Таблетки с финишным покрытием выглядели очень гладкими, но из-за низкой вязкости сиропа ксилита углы многих таблеток были закругленными.
Пример 9
В этом примере сделана попытка распыления расплавленного мальтита на сердцевины жевательных таблеток. В отличие от расплавленного ксилита струя расплавленного мальтита создает скорее паутинообразную структуру, чем структуру, похожую на туман; возможно это связано с высокой точкой плавления мальтита. Когда раствор расплавленного мальтита выходит из форсунки, он сразу же затвердевает и превращается в нити, которые напоминают карамель, но не прилипают к сердцевинам таблеток. Эта проблема устраняется путем добавления к расплавленному мальтиту неорганического наполнителя (диоксида титана).
В примерах 10-19 пусковой момент включал: открытие клапана паропроводов в плавильный котел, обшивку насоса и обшивку цедильника; загрузку для нагревания 100-150 кг порошка ксилита в плавильный котел с паровой рубашкой; включение нагревателей и нагревательных элементов циркуляционной системы до 110°С. Спустя 60-90 мин линейные клапаны открывают, и циркуляционный насос устанавливают на 20-40% объема в целях начала циркуляции расплавленного ксилита по рабочим трубопроводам и обратно в емкость для хранения. В плавильный котел осторожно вводят дополнительное количество порошка ксилита (например, 50 кг), при этом расплавленное вещество продолжает рециркуляцию. Для более сильного расплавления твердой массы отводится 15-30 мин, это происходит перед добавлением следующей 50 кг порции порошка ксилита. После того, как загрузили приблизительно 250-350 кг ксилита и в значительной степени расплавили его (обычно процесс занимает 2 ч), начался процесс нанесения покрытия. Общее количество ксилита было достаточным для заполнения рабочих трубопроводов, помимо этого, создавался излишек материала, достаточный для того, чтобы на 1250 кг партию нанести покрытие, составляющее до 35-40% по весу.
Помимо этого, как только запас расплавленного материала создался, возможны его дополнительные пополнения 50 кг порошкообразного ксилита, эти дополнительные введения можно делать с 30 мин интервалом; при этом происходит рециркуляция, даже при обработке расплавленной струи. На самом деле, температура рабочих трубопроводов при установлении рециркуляции ксилита может быть снижена до 100-105°С, а скорость насоса замедляется на 5-10%; это делается для того, чтобы в течение ночи или при простое оборудования поддерживать стабильную работу указанных трубопроводов.
В процессе экспериментов на партии жевательных таблеток, содержащих перечную мяту и ксилит, и таблеток, содержащих ментол, эвкалипт и ксилит, наносили покрытия. Финишные покрытия делали по стандартным технологиям выглаживания и нанесения воска. Прежде чем наносить покрытия на таблетки, были установлены характеристики работы системы расплавления, рабочего режима форсунки, стабильности и воспроизводимости струи устройства Driam 2000. Исследовались конусообразные и веерообразные форсунки с внутренним смешением воздуха. Для обоих типов наконечников определяли скорость струи, передачу струи форсунка-форсунка, воспроизводимость и однородность струи. Вместе с расплавленным ксилитом в качестве вспомогательного средства использовали диоксид титана (в концентрации 0,5-0,9%), его применяли для улучшения размера и однородности капель, адгезии поверхности, кристаллизации и цвета в процессе нанесения покрытия. Для того, чтобы контролировать скорость потока воздуха, используемого форсунками, которые распыляют расплавленное вещество, в устройство Driam 2000 на одной линии с корпусом подачи воздуха был вмонтирован расходомер и регулирующая давление диафрагма. Это обеспечивало точный и контролируемый способ установки распылителя воздуха на форсунку для расплавленного материала.
Панель для распыления расплавленного материала, состоящая из 20 распылительных форсунок, устанавливается в стандартное двухтонное устройство Driam 2000, которое используют для нанесения покрытия на жевательные таблетки. Форсунки ориентированы горизонтально приблизительно по центральной линии устройства и расположены вертикально приблизительно около его центра. В устройстве Driam 2000 расстояние наконечника форсунки до слоя таблеток составляет предпочтительно 10-14 дюймов, однако распыление может производиться с такого близкого расстояния, как 6-8 дюймов и с такого далекого расстояния, как 16-18 дюймов. Следует понимать, что можно использовать любое пригодное горизонтальное и вертикальное расположение форсунок. Помимо этого, в процессе распыления возможен любой угол, от направления, перпендикулярного слою таблеток, до направления, почти параллельного указанному слою.
По мере вращения цилиндрического поддона слой таблеток обычно заполняет указанный поддон по одной стороне цилиндра. Распыление проводят у верхней части переворачивающегося слоя сердцевин кондитерских изделий, например, когда таблетки поднимаются вверх под действием трения и лопастей поддона. Поверхность слоя таблеток находится под действием струи расплавленного ксилита во время каскадного перемещения указанных таблеток вниз на дно цилиндрического поддона, куда их затягивает обратно под движущийся каскадом слой таблеток. Необходимо понимать, что распыление расплавленного полиола можно проводить с любого возможного расстояния, под любым возможным углом и при любом осевом расположении внутри горизонтально вращающегося цилиндра поддона для нанесения покрытия. Форсунки представляли собой 1/4 дюймовые распылительные форсунки JAU фирмы Spraying Systems Co. (Wheaton, IL).
В процессах нанесения покрытия, помимо вращающегося перфорированного поддона, можно использовать другие типы поддонов. Например, другой вариант включает применение твердой неперфорированной формы, обычно используемой при нанесении аппликаций сахаром. Необходимо также понимать, что в альтернативных вариантах настоящего изобретения возможно применение перфорированных поддонов с боковыми лопастями, которые обычно связаны с процессами нанесения пленочных покрытий в фармацевтике: поддоны для нанесения покрытия непрерывного действия, конвейеры, транспортерные сетки или колонны с псевдоожиженным слоем.
Результатом распыления расплавленного полиола путем опрыскивания им таблеток, происходящего с незначительным измельчением расплавленной жидкости (или его отсутствием), обычно являются недостаточная однородность и плохой внешний вид поверхности получаемых таблеток, а также избыточная передача тепла к сердцевинам жевательных резинок, которая вызовет деформацию жевательных таблеток и слабое размывание/распыление ксилита по поверхностям таблеток вне их слоя. Однако такая технология хорошо реализуется в стандартных процессах нанесения покрытия на основе сиропа (обычными для этой области практической деятельности), в которых на весь слой дозированно подают жидкий сироп или проводят опрыскивание им. Переворачивание таблеток обеспечивает распространение, выглаживание и удовлетворительное распределение покровных веществ по всем таблеткам; на заключительной стадии сироп высушивают циркуляцией кондиционированного воздуха по поддону.
Таблетки из более чем одной партии имели удовлетворительное качество по своему внешнему виду, включая сохранность углов и гладкость конечного продукта; эти таблетки пригодны в качестве опытных образцов для потребителя. Было продемонстрировано общее снижение продолжительности процесса нанесения покрытия, приблизительно составляющее 40% (от более 3 ч до 2 ч), при этом внешний вид конечного продукта сопоставим с обычными контрольными образцами. Эксперимент по оптимизации непрерывного процесса, создал в результате партию, все таблетки которой имеют самый лучший внешний вид, который приобретается за более короткую продолжительность процесса нанесения покрытия, составляющую 1 ч 58 мин.
Конусообразные наконечники, несмотря на то что они не обеспечивают столь мелкое и дисперсное распыление ксилита, как веерообразные наконечники, однако имеют очень незначительную склонность к закупорке или к образованию «волосков» в процессе расплавления. Конусообразные наконечники используются для распыления первой партии расплава, а веерообразные наконечники применяют для последних партий расплава.
Текущий мониторинг скоростей потока расплава и струи можно проводить благодаря использованию расходометра масс MicroMotion, встроенного между наносом, подающим расплав, и стойкой распылителя. В резервном режиме 100% потока расплава через указанные расходометр и стойку распылителя рециркулирует обратно в емкость для хранения. В процессе распыления расплава обратный клапан указанной емкости закрыт и 100% потока расплава через расходометр MicroMotion по распылительным форсункам поступает во вращающийся поддон. Таким образом, независимо от скорости потока, расходометр MicroMotion обеспечивает точное определение количества поступаемой к таблеткам расплавленной массы. Соответствие заданным точкам процесса имеет место, если интегральная масса поступала к таблеткам через форсунку и эти точки не зависели от скорости потока расплавленной массы. Такое устройство обеспечивает постоянную, стабильную и выдерживаемую скорость потока при всех экспериментальных и производственных операциях.
Стабильность каждой форсунки, воспроизводимость ее работы и точность оценивали в течение 30-60 с путем сбора от каждой форсунки струи расплавленного ксилита в отдельный контейнер. Контейнеры взвешивали, и полученные результаты использовали для определения средних значений потоков расплавленного ксилита, отклонений от средних значений, а также воспроизводимости результатов в диапазоне от 300 г/мин/форсунка до 1600 г/мин/форсунка. Получены данные для каждой из форсунок при нескольких сочетаниях скорости потока расплавленного вещества и скорости распыления потока воздуха.
Оказалось, что при продолжительном распылении расплавленного вещества скорость потока увеличивалась с усилением процесса, при этом контрольная точка подачи расплавленного вещества базируется на постоянной скорости насоса. Увеличение подачи расплавленного ксилита во времени не приводит к управлению процессом, поскольку расходометр MicroMotion показывает мгновенный расход расплавленного вещества и непрерывно интегрирует все величины для того, чтобы обеспечить реальное количество подаваемого ксилита. При нанесении покрытия на таблетки переменные этого технологического процесса включают в себя номинальную скорость струи расплавленного вещества, а также его требуемую дозу. Изменения расхода расплавленного вещества, которые могут составлять в пределах 10% от номинала, интегрировали в общее количество подаваемого ксилита, и при поступлении требуемой дозы ксилита струю расплавленного вещества прерывали.
Обычно эксперименты включали в себя нанесение на сердцевины жевательных резинок или таблеток слоев из композиции сиропа, расплавленного полиола и ароматизаторов. Процесс состоял из 12 фаз, после каждой из которых следовали (необязательные) приостановка и высушивание. Следует понимать, что на протяжении каждой фазы можно использовать любое количество циклов нанесения покрытия, приостановки процесса и высушивания, а в целях формирования финишного покрытия на сердцевинах кондитерского изделия можно использовать любое количество фаз. Кроме того, после любой из аппликаций можно применять любой подходящий способ высушивания, включая способы с использованием прямого или обратного тока воздуха.
Расплавленный ксилит можно наносить на сердцевины жевательных резинок или таблеток, используя для этого различные протоколы нанесения покрытий. К ним, например, относятся: а) единичная непрерывная доза, наносимая на начальной стадии в ряду последовательных аппликаций; б) большое количество аппликаций меньшими дозами расплавленного ксилита, допускающих между аппликациями расплавленным ксилитом с высокой температурой проведения незначительного охлаждения и выглаживания таблеток; в) периодическое дозирование сиропа и расплавленного ксилита при различных комбинациях введения вещества и его приостановок, циклов высушивания, условий высушивания, объемов воздуха и его температур в целях влияния на внешний вид поверхности, выглаживания и охлаждения; г) улучшенное введение расплавленных веществ, имеющих более низкую плотность по Бриксу; дозирование сиропа сеяльской акации в более высоких концентрациях, чем стандартные концентрации; последующие аппликации путем непрерывного распыления расплавленного вещества одновременно с введением по протоколу стандартных доз сиропа; д) протокол «расплав-сироп-пауза-высушивание» с включением всех покровных материалов, хорошее перемешивание между слоями и хорошее выглаживание; е) непрерывная аппликация струей расплавленного ксилита при меньшем расходе одновременно с аппликацией стандартным сиропом по протоколу «доза-распределение-высушивание»; а также ж) совместная аппликация струей мелкоизмельченного расплавленного ксилита в процессе нанесения стандартного сиропа; последующие циклы распространения или высушивания. Необходимо понимать, что настоящее изобретении не должно ограничиваться этими протоколами, можно использовать также другие протоколы, подходящие для нанесения расплавленного полиола на сердцевину кондитерского изделия. Далее обсуждаются примеры некоторых протоколов, используемых в экспериментах, а также изменения некоторых фаз этих протоколов.
Пример 10
Использовалась следующая программа
Циклы расплава были установлены для варианта «сироп - пауза - сушка - расплав - сушка». «Сушка» означает нисходящий поток воздуха, «расплав» означает прямой поток воздуха. Время распыления расплава не зависело от времени, необходимого для сушки. Были введены дополнительные периоды, составляющие: для фазы приостановки - 0,1 мин; для сушки до расплава - 1,0 мин; для сушки после расплава - 0,5 мин. Во время 5 и 8 фаз было добавлено 8,2 кг ароматизатора.
Все остальные примеры представляют собой таблетки жевательной резинки, ароматизированные перечной мятой, конечная прибавка их веса составила приблизительно 1,50 г, а оболочка составляла приблизительно 34% ее массы. Во всех приведенных примерах использовали чистый расплавленный ксилит при заданной температуре, составляющей 110°С.
Общая продолжительность процесса составляла 2 ч 2 мин. В эксперименте использовали следующие параметры:
Для сиропа 1 использовали стандартный низкодисперсный сироп (12,4% смолы сеяльской акации, 74° по шкале Брикса);
Для сиропа 2 использовали стандартный шлифовальный сироп (4,8% смолы сеяльской акации, 69° по шкале Брикса);
Распылительные конусообразные форсунки с внутренним смешиванием;
Расход измельченного потока воздуха = 110 л/мин/форсунка при 225°С.
Расход расплавленного ксилита = 800 г/мин/форсунка.
Две крупные единичные дозы расплавленного ксилита распыляли двумя аппликациями, проводимыми перед введением первого ароматизатора, и тремя аппликациями, проводимыми перед введением второго ароматизатора. Для получения минимального адгезивного слоя на фазе 1 использовали три цикла нанесения сиропа 1. Реализовывалась следующая последовательность операций: нанесение сиропа-сушка-нанесение расплава. Начальный расход распыляемого расплава, составляющий 26 кг/мин, был выше ожидаемого за счет того, что после очистки и пуска сохранялось большое количество устанавливаемых вручную регулировок расплава. На протяжении фазы 4 произошло падение расхода до величины, составляющей 13 кг/мин. Высоковязкие таблетки вводили во второй ароматизатор. Была получена удовлетворительная толщина. Во время введения второго ароматизатора произошла утрата углов таблеток. В течение последующих заключительных 7 циклов выглаживание путем нанесения полировального сиропа не было закончено.
Пример 11
Общая продолжительность процесса составила 2 ч 6 мин. В эксперименте использовали следующие параметры:
Для сиропа 1 использовали стандартный низкодисперсный сироп (12,4% смолы сеяльской акации, 75-76° по шкале Брикса);
Для сиропа 2 использовали стандартный шлифовальный сироп (4,8% смолы сеяльской акации, 70° по шкале Брикса);
Распылительные конусообразные форсунки с внутренним смешиванием;
Расход измельченного потока воздуха = 110 л/мин/форсунка при 225°С.
Расход расплавленного ксилита = 600 г/мин/форсунка.
Была проведена модификация протокола процесса из примера 10, целью которого являлось усовершенствование подачи расплавленного вещества и сиропа, повторное распределение вещества для того, чтобы достичь целевых для этой фазы значений веса, а также, после введения второго ароматизатора, получить таблетки с более гладкой поверхностью. Пытаясь улучшить состояние углов таблеток во время фазы 2, был введен дополнительный цикл. Во время фазы 5 для повышения гладкости продукта ввели дополнительный цикл нанесения сиропа. На фазе 4 количество расплавленного ксилита снизили с 50 кг до 40 кг. Цикл был изменен с фазы 8, и, для лучшего соответствия целевому весу таблеток, дозы расплавленного ксилита снизили с 40 кг до 30 кг (фаза 7) и до 10 кг (фаза 8). В целях увеличения гладкости использовали фазы выглаживания 5-1-1-1-воск. В период введения второго ароматизатора углы по-прежнему были утрачены, получено лишь незначительное улучшение их сохранности. Полученные таблетки выглядели немного более шероховатыми, чем таблетки из примера 10.
Пример 12
Общая продолжительность процесса составила 2 ч 23 мин. В эксперименте использовали следующие параметры:
Для сиропа 1 использовали сироп с увеличенным содержанием смолы сеяльской акации (16,8% смолы сеяльской акации, 73° по шкале Брикса);
Для сиропа 2 использовали стандартный шлифовальный сироп (4,8% смолы сеяльской акации, 71° по шкале Брикса);
Распылительные конусообразные форсунки с внутренним смешиванием;
Расход измельченного потока воздуха = 145 л/мин/форсунка при 225°С.
Расход расплавленного ксилита = 300 г/мин/форсунка; 600 г/мин/форсунка.
В большое количество фаз были включены чередующиеся циклы нанесение сиропа - нанесение расплава. Для того, чтобы улучшить состояние углов таблеток, использовали сироп с увеличенным содержанием смолы сеяльской акации, меньшие скорости вальца, а также усиление высушивания на ранних фазах процесса. На более ранних фазах процесса использовали меньший расход расплавленного вещества, составляющий 300 г/мин/форсунка, а на более поздних фазах - более высокий расход, составляющий 600 г/мин/форсунка. Увеличение количества циклов привело к большей продолжительности всего процесса. Однако полученные в результате таблетки в конечном счете были более гладким, чем в других опытах, несмотря на то, что эту гладкость получали за счет углов. Небольшие количества расплавленного ксилита, которые наносили на ранних фазах процесса (фазы 2-4), частично сделали свой вклад в утрату углов. На следующей, 3 фазе были обнаружено, что во время этой фазы таблетки покрыты брызгами при значительном отслаивании и сколах покровного материала. Отслаивание покрытия таблеток было отнесено за счет того, что на ранних фазах высокое усилие распыляемого воздуха направлено непосредственно на слой таблеток. В целях улучшения общего внешнего вида таблеток расход воздуха был снижен до величины 90 г/мин/форсунка или ниже. В результате получили таблетки с очень гладкой поверхностью. Полученные значения веса таблеток хорошо согласовались с запланированными величинами.
Пример 13
Общая продолжительность процесса составила 2 ч 40 мин. В эксперименте использовали следующие параметры:
Для сиропа 1 использовали сироп с увеличенным содержанием смолы сеяльской акации (16,8% смолы сеяльской акации, 74-75° по шкале Брикса);
Для сиропа 2 использовали стандартный шлифовальный сироп (4,8% смолы сеяльской акации, 71° по шкале Брикса);
Распылительные конусообразные форсунки с внутренним смешиванием;
Расход измельченного потока воздуха = 145 л/мин/форсунка при 225°С.
Расход расплавленного ксилита = 630 г/мин/форсунка.
Настоящий процесс включал уточнение трех предыдущих примеров. Однако внимание было сосредоточено на увеличении дозирования расплава между фазами введения ароматизатора, при этом, в целях лучшей сохранности углов таблеток, пытались минимизировать количество, используемое перед введением первого ароматизатора. Для того, чтобы уменьшить трение между таблетками в слое таблеток и «взбить» этот слой, обеспечить сохранность углов и увеличить гладкость, применяли высушивание нисходящим потоком воздуха. Надеясь получить туман из более мелких частиц расплава, первоначальный расход воздуха, был установлен составляющим 2900 л/мин. Однако перед первым распылением расплава было обнаружено, что высокие скорости распыляемого воздуха являются причиной отслаивания/выкрашивания слоев, сделанных ранее сиропом смолы сеяльской акации. Следовательно, необходимо было установить более низкое значение этого параметра. Для остальной части партии расход распыляемого воздуха снизили до величины 80 л/мин/форсунка при 225°С, а расход распыляемого расплава - с 630 л/мин/форсунка до 300 л/мин/форсунка. Смещение дозирования распыляемого расплава ксилита между фазами введения ароматизатора привело к недовесу таблеток как на фазе введения первого ароматизатора, так и на фазе введения второго ароматизатора. Поэтому для получения требуемых величин массы и толщины на фазе 11 было необходимо проведение 8 циклов выглаживания.
Пример 14
Общая продолжительность процесса составила 2 ч 15 мин. В эксперименте использовали следующие параметры:
Для сиропа 1 использовали стандартный низкодисперсный сироп (12,4% смолы сеяльской акации, 74,5° по шкале Брикса);
Для сиропа 2 использовали стандартный шлифовальный сироп (4,8% смолы сеяльской акации, 72° по шкале Брикса);
Распылительные вееробразные форсунки с внутренним смешиванием;
Расход измельченного потока воздуха = 90 л/мин/форсунка при 200°С.
Расход расплавленного ксилита = 300 г/мин/форсунка.
Утрату углов таблеток отнесли за счет эрозии, возникающей в процессе введения ароматизаторов, а также недостаточного количества смолы сеяльской акации перед введением второго ароматизатора. Увеличенное количество сиропа 1 применяли вплоть до введения второго ароматизатора. Для увеличения гладкости таблеток расход распыляемого расплавленного ксилита снизили до величины, составляющей 6 кг/мин. В остальных опытах применяли стандартный низкодисперсный сироп (сироп 1; 74,5° по шкале Брикса) и стандартный шлифовальный/декоративный сироп (сироп 2; 72° по шкале Брикса). Добавки сиропа проводили исключительно перед введением первого ароматизатора; после его введения были сделаны добавки доз расплавленного ксилита (2×20 кг). В фазах между введением первого и второго ароматизатора использовали 3×25 кг сиропа 1 и 3×25 кг расплавленного ксилита при расходе 300 г/мин/ форсунка. На фазах введения первого и второго ароматизаторов вес таблеток был незначительным, однако выступающие части углов сохранялись после фазы введения второго ароматизатора. Фазу 10 дополнили добавочными циклами выглаживания (всего 6 циклов), при этом несколько увеличили продолжительность пауз. Однако для промывки и заполнения поверхности использовали недостаточное количество сиропа. Увеличение гладкости должно возникнуть, если в дальнейшем вместо дозы, составляющей 25 кг, используют 28-30 кг дозу. Таблетки очень хорошего качества с незначительной шероховатостью поверхности получали в течение 2 ч 15 мин.
Пример 15
Общая продолжительность процесса составила 2 ч 15 мин. В эксперименте использовали следующие параметры:
Сердцевины жевательных ментольных таблеток
Для сиропа 1 использовали стандартный низкодисперсный сироп (12,4% смолы сеяльской акации, 75,5° по шкале Брикса);
Для сиропа 2 использовали стандартный шлифовальный сироп (4,8% смолы сеяльской акации, 71,5° по шкале Брикса);
Распылительные вееробразные форсунки с внутренним смешиванием;
Расход измельченного потока воздуха = 90-100 л/мин/форсунка при 200°С.
Расход расплавленного ксилита = 320 г/мин/форсунка.
Исследования предназначались для уточнения примера 14, делалась попытка обеспечить сохранность углов таблеток с помощью сиропа 1, проводимая до введения второго ароматизатора. При этом после введения второго ароматизатора выглаживание проводили. Было достигнуто общее улучшение внешнего вида; значительное изменение массы имело место на протяжении 10 циклов (до введения первого ароматизатора) и 9 циклов в процессе выглаживания (после введения второго ароматизатора). Для текущей партии доза расплавленного ксилита была сведена к минимуму, она составила 50 кг в двух циклах до введения первого ароматизатора и 75 кг в трех циклах до введения второго ароматизатора. В 10 фазе использовалось 5 циклов выглаживания. Большее количество вещества, остающееся на углах таблеток означало, что «надстройка» поверхности проходит медленнее. Следовательно, для получения таблеток требуемого веса и толщины необходимо увеличить величину массы, заданную для данной фазы.
Пример 16
Общая продолжительность процесса составила 2 ч 10 мин. В эксперименте использовали следующие параметры:
Сердцевины жевательных ментольных таблеток
Для сиропа 1 использовали стандартный низкодисперсный сироп (12,4% смолы сеяльской акации, 74° по шкале Брикса);
Для сиропа 2 использовали стандартный шлифовальный сироп (4,8% смолы сеяльской акации, 71,5° по шкале Брикса);
Распылительные вееробразные форсунки с внутренним смешиванием;
Расход измельченного потока воздуха = 90-100 л/мин/форсунка при 200°С.
Расход расплавленного ксилита = 320 г/мин/форсунка.
Исследования представляют собой модификацию примеров 14 и 15 и они предназначены для достижения более высоких значений веса таблеток. Были сделаны некоторые изменения для того, чтобы выглаживание проводилось на более поздних фазах. На основании опыта из примера 15 продолжительность высушивания была снижена. До введения первого ароматизатора таблетки были немного легкими. После введения второго ароматизатора текстура таблеток оказалась смешанной, некоторые таблетки были шероховатыми, а некоторые - гладкими.
Пример 17
Общая продолжительность процесса составила 2 ч 12 мин. В эксперименте использовали следующие параметры:
Сердцевины жевательных ментольных таблеток
Для сиропа 1 использовали стандартный низкодисперсный сироп (12,4% смолы сеяльской акации, 75° по шкале Брикса);
Для сиропа 2 использовали стандартный шлифовальный сироп (4,8% смолы сеяльской акации, 71,5-72° по шкале Брикса);
Распылительные вееробразные форсунки с внутренним смешиванием;
Расход измельченного потока воздуха = 90-100 л/мин/форсунка при 200°С.
Расход расплавленного ксилита скачкообразно увеличивался в процессах трех регулировок от значения 320 г/мин/форсунка до значения 430 г/мин/форсунка.
В результате сделанных изменений полученные таблетки имели более гладкую поверхность, однако углы таблеток оставались слабыми или закругленными. Эксперимент представлял собой попытку увеличения гладкости конечных продуктов. На 9 фазе использовалось 6 циклов выглаживания. Первоначальный расход расплавленного вещества был низким, а затем его увеличили в целях снижения суммарной продолжительности процесса. Расход расплавленного вещества на фазе 5 при 200°С от значения 320 г/мин/форсунка и 90 л/мин/форсунка увеличился до значения 400 г/мин/форсунка и 90 л/мин/форсунка. Внешний вид таблеток сопоставим с внешним видом таблеток из примеров 14-16.
Пример 18
Общая продолжительность процесса составила 2 ч 10 мин. В эксперименте использовали следующие параметры:
Сердцевины жевательных ментольных таблеток
Для сиропа 1 использовали стандартный низкодисперсный сироп (12,4% смолы сеяльской акации, 75,5° по шкале Брикса);
Для сиропа 2 использовали стандартный шлифовальный сироп (4,8% смолы сеяльской акации, 71,5° по шкале Брикса);
Распылительные вееробразные форсунки с внутренним смешиванием;
Расход измельченного потока воздуха = 90-100 л/мин/форсунка при 200°С;
Расход расплавленного ксилита был вновь медленно снижен до 320 г/мин/форсунка.
Первоначальный план был изменен тем, что на ранних фазах процесса была сделана добавка небольших количеств расплавленного ксилита, а между фазами введения ароматизатора увеличили количество расплавленного ксилита. Целью этого эксперимента было 20% дозирование расплавленного вещества. Было установлено, что для того, чтобы температуру слоя таблеток увеличить до значения, достаточного для сокращения времени высушивания сиропа, необходимо установить большую продолжительность распыления. Для выглаживания поверхности таблеток после введения второго ароматизатора использовалось только 3 цикла, и этого оказалось недостаточно. В результате проведенных экспериментов были получены удовлетворительные выводы. Обычно для того, чтобы воспроизвести законченный внешний вид таблеток, увеличить хрустящие свойства и срок хранения готового продукта, необходимо после завершения распыления расплавленного вещества провести 4-5 фаз выглаживания. Эффективное покрытие таблеток осуществлялось в течение суммарного времени, составляющего приблизительно 2 ч. При этом обычно 2-45% массы покрытия таблеток наносили сиропом с помощью аппликации расплава.
Пример 19
Использовалась следующая программа
Общая продолжительность процесса составила 1 ч 58 мин. В эксперименте использовали следующие параметры:
Сердцевины жевательных ментольных таблеток
Для сиропа 1 использовали стандартный низкодисперсный сироп (12,4% смолы сеяльской акации, 74° по шкале Брикса);
Для сиропа 2 использовали стандартный шлифовальный сироп (4,8% смолы сеяльской акации, 72° по шкале Брикса);
Распылительные вееробразные форсунки с внутренним смешиванием;
Расход измельченного потока воздуха = 90 л/мин/форсунка при 200°С;
Расход расплавленного ксилита был вновь медленно снижен до 320 г/мин/форсунка.
Измененные аппликации расплав - сироп для 25 кг доз расплава.
Для этой партии успешно использовали более новую стратегию пленочного дозирования. Фазами цикла были следующие: расплав - сироп - сокращенная сушка. Было установлено, что если дозы сиропа вводили после стандартных доз расплава, то они высушивались быстрее. Вероятнее всего, это объясняется наличием скрытого тепла, сохраняющегося на слое таблеток после распыления расплава. Таким образом, общую продолжительность цикла можно снизить изменением дозирования расплава и сиропа, как это осуществлялось для данной партии. Расход распыляемого расплава постепенно увеличивали в целях снижения общей продолжительности нанесения покрытия, например, на фазе 5, с 310 г/мин/форсунка до 430 г/мин/форсунка. На фазе 7 расход распыляемого расплава составил 430 г/мин/форсунка. За счет того, что на фазе 7 проводили снижение дозирования расплава с 26 кг/цикл до 22 кг/цикл (при последующем введении первого ароматизатора) были получены таблетки, вес которых хорошо совпадал с целевым значением. На фазе 7, в целях увеличения гладкости, дозу сиропа увеличили с 27 кг до 30 кг. Таблетки, полученные в результате процесса продолжительностью 1 ч 58 мин, имели довольно хорошие углы и сравнительно хорошую гладкость. Партия этих таблеток, изготовленная в течение 2 ч, имела самый лучший внешний вид по состоянию их углов и степени гладкости.
В отличие от примера 10, в примере 19 циклы нанесения расплава проводили по протоколу «расплав - сироп - пауза - сушка». Сушку проводили нисходящим воздухом, для нанесения расплава использовали направленный воздух. Указанный протокол можно использовать для сокращения общей продолжительности цикла за счет передачи физического тепла в результате нагрева слоя таблеток после нанесения аппликации расплавленным полиолом, а также благодаря очень сухой слегка пористой структуре матрицы кристаллического полиола после распыления расплавленного полиола. Нанесение на сердцевины таблеток сиропа полиола после распыления расплава приводит к значительно более быстрому высушиванию влаги; или же делает возможным нанесение значительно более высоких доз сиропа, чем это было бы обычно согласно протоколу нанесения «сироп - пауза - сушка» в отсутствие расплавленного полиола.
Суммарные величины процесса нанесения по 10 экспериментам приведены ниже.
Оказалось, что самые лучшие результаты обычно наблюдались, если перед первой аппликацией расплавленным ксилитом проводили несколько аппликаций (3-4) сиропом 1. Как правило, все аппликации расплавленным ксилитом завершали до введения второго ароматизатора, а во всех фазах, следующих за введением второго ароматизатора, использовали для выглаживания сироп 2. Благодаря использованию такого подхода полученные в результате таблетки имели покрытие приемлемой гладкости. Однако обычно наблюдалось неприемлемое вымывание углов таблеток (например, не сохранялись углы исходных таблеток).
Что касается утраты углов или их вымывания, которые представляли собой проблемы, связанные с большим количеством предыдущих партий расплава, то, в целях закрепления исходных углов на таблетки наносили несколько стандартных слоев сиропа, содержащего смолу. Для получения покрытия делали периодические аппликации расплавленным ксилитом и сиропом, содержащим смолу; концентрация смолы в этом сиропе в процессе нанесения расплавленного полиола увеличивалась.
Например, в последующих экспериментальных партиях с успехом применяли распыление сиропа 1, процесс проводили до нанесения первой аппликации расплавленным ксилитом; помимо этого использование сиропа 1 продолжалось вплоть до введения второго ароматизатора. Этот эксперимент обеспечил получение прочных углов. Например, форма углов сохранялась благодаря тому, что на более ранних этапах этого процесса использовали сиропы на основе смолы сеяльской акации, аппликацию расплавленным веществом проводили с запаздыванием, изменили дозы расплавленного вещества и сиропа между введением первого и второго ароматизатора, а применение сиропа 1 было продлено вплоть до начала введения первого ароматизатора. Во всех фазах, следующих за введением второго ароматизатора, использовали сироп 2, это обеспечило эффективное выглаживание таблеток без значительной утраты углов, происходившей в более ранних экспериментах.
Для продолжительной адгезии слоя расплавленного ксилита к сердцевинам жевательных таблеток процесс предусматривал распыление на таблетки нескольких слоев покрытия сиропом, содержащим смолу сеяльской акации, и их высушивание; эти процессы проводили до первичного распыления расплава. Последующие аппликации распыляемого расплава проводили очень низкими дозами, содержащимися в каждом сиропе; при этом по мере роста толщины покрытия количество наносимого расплава увеличивали.
Для того, чтобы предотвратить расплавление, размягчение или деформацию сердцевин жевательной резинки, происходящие при более высоких скоростях распыления расплавленного ксилита, на более ранних стадиях процесса расход распыляемого ксилита на сердцевины таблеток снизили, при этом на поверхности таблеток образовывалось небольшое количество оболочки или она совсем не создается. После того, как толщина слоя покрытия увеличилась, использовали более высокий расход расплавленного ксилита. Применение таких модифицированных методик нанесения расплавленного вещества не должно быть необходимым для леденцов, мятных таблеток или других термически стойких субстратов, которые обычно должны быть устойчивы к термическим деформациям. Высокую скорость нанесения расплавленных полиолов на очень прочные или охлажденные сердцевины кондитерских изделий можно легко адаптировать для других процессов нанесения.
Благодаря тому, что нанесение сухого расплавленного ксилита чередовали с нанесением стандартных сиропов на основе полиолов, удалось избежать образования крупных, рыхлых кристаллов с песчанистой текстурой в слое покрытия готовых продуктов расплавленным ксилитом. Помимо этого, время высушивания сиропа после аппликации расплавленным ксилитом можно увеличить за счет использования таблеток с пористой и сухой поверхностью, которые абсорбируют влагу из нанесенного сиропа и ускоряют высушивание поверхности и отверждение покрытия таблеток.
С помощью мелкого распыления расплавленного ксилита на слой таблеток получают более гладкую и более сухую поверхность пористых таблеток. Мелкое распыление расплавленного ксилита приводит к образованию пыли, тумана или мелких капель ксилита, или частиц, которые сцепляются с поверхностью таблеток после выключения распылительных форсунок.
Установка расходометра для регулировки мелкораспыляемого воздуха представляет собой модификацию конфигурации используемого оборудования. Это позволяет, во-первых, установить расход распыляемого воздуха на требуемом уровне. В нескольких первых партиях при использовании конусообразных наконечников форсунки наблюдалось отслаивание и выкрашивание ранее нанесенного покрытия. Установлено, что это было результатом использования более высокого расхода распыляемого воздуха в трех первых экспериментах. Увеличение расхода распыляемого воздуха являлось попыткой минимизации флуктуации и разбрызгивания потока воздуха, наблюдаемых при более низких значениях расхода распыляемого воздуха, а также усовершенствования качества струи мелкораспыляемого ксилита с помощью использования конусообразных наконечников форсунки.
Усовершенствование качества мелкораспыляемой струи получали за счет более высоких потоков воздуха, проходящих через форсунку, например, выше 3,5 фут3/мин/форсунка. Применение расходометра и регулятора допускает снижение потока мелкораспыляемого воздуха до необходимой величины, составляющей 2,5 фут3/мин/форсунка.
На фиг.3 схематически представлено сравнение процесса с использованием расплава и процесса с применением стандартного сиропа ксилита. Этот график демонстрирует отличия и сходства нанесения и распределения массы покрытия на таблетки в процессах с использованием расплава и стандартного процесса; при сохранении введения ароматизатора и нанесения покровного вещества общая продолжительность процесса нанесения покрытия снижается приблизительно на 40%.
В одном варианте настоящего изобретения включены рекомендованные характеристики процесса с использованием расплава. К ним, например, относятся: расширенное применение сиропа 1 до введения второго ароматизатора в целях сохранности углов; использование расплава сразу перед ведением первого ароматизатора и непосредственно после указанного введения; использование для аппликаций консервативного расхода расплавленного вещества, составляющего 300-450 г/мин/ форсунка (можно использовать более 1000 г/мин/ форсунка); агрессивное увеличение массы покрытия в интервале 26-66 мин; применение крепких сиропов смолы сеяльской акации, допускающее хорошее проведение выглаживания после введения второго ароматизатора; быстрое высушивание сиропа после аппликации расплавом (сокращение продолжительности цикла); а также поддержание дозировки ароматизатора и аппликаций.
С помощью этих примеров было показано, что в эксперименте возможна продолжительность нанесения покрытия на кондитерские изделия, составляющая менее 2 ч, а также 40% снижение продолжительности нанесения покрытия ксилитом на таблетки; это может происходить за счет увеличения производительности и модификаций существующего оборудования. Только за счет 40% снижения продолжительности нанесения покрытия ксилитом на таблетки можно получить рост общей производительности и эффективности производства.
Необходимо понимать, что квалифицированным в данной технологии людям очевидны различные изменения и модификации представленных предпочтительных вариантов настоящего изобретения. Такие изменения и модификации можно будет выполнить, не отступая от сущности и границ предмета настоящего изобретения, без недооценки его преимуществ. Приведенная далее формула изобретения предназначена для включения всех таких изменений и модификаций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ НЕ СОДЕРЖАЩЕГО САХАРА ПОКРЫТИЯ ДЛЯ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ | 2004 |
|
RU2354131C2 |
| ЖЕВАТЕЛЬНАЯ РЕЗИНКА В ОБОЛОЧКЕ | 2005 |
|
RU2391856C2 |
| НЕКРИСТАЛЛИЗУЮЩИЕСЯ СИРОПЫ, СОДЕРЖАЩИЕ СОРБИТ, И ИХ ПРИМЕНЕНИЕ В ЖЕВАТЕЛЬНЫХ РЕЗИНКАХ | 2007 |
|
RU2394445C2 |
| КОНДИТЕРСКОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2010 |
|
RU2517862C2 |
| КОНДИТЕРСКИЕ ПРОДУКТЫ, СОДЕРЖАЩИЕ СМЕСЬ ФИЗИОЛОГИЧЕСКИХ ОХЛАЖДАЮЩИХ АГЕНТОВ | 2005 |
|
RU2366262C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЖЕВАТЕЛЬНУЮ РЕЗИНКУ ИЛИ ДРУГИЕ СЛАДОСТИ С ИСПОЛЬЗОВАНИЕМ ГИДРОГЕНИЗИРОВАННОЙ ИЗОМАЛЬТУЛОЗЫ (ВАРИАНТЫ) | 2000 |
|
RU2289262C2 |
| НОВОЕ КОНДИТЕРСКОЕ ИЗДЕЛИЕ С УЛУЧШЕННОЙ ХРУСТКОСТЬЮ | 2014 |
|
RU2662783C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОГО ПОКРЫТИЯ СЕРДЦЕВИН КОНДИТЕРСКИХ ПРОДУКТОВ | 2002 |
|
RU2478298C2 |
| НОВАЯ КОМПОЗИЦИЯ КОНДИТЕРСКОГО ПРОДУКТА | 2015 |
|
RU2670144C1 |
| ГИДРОФИЛЬНАЯ ОСНОВА, ЖЕВАТЕЛЬНАЯ РЕЗИНКА, СОДЕРЖАЩАЯ ЕЕ, СПОСОБЫ ПОЛУЧЕНИЯ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ И ВЫСВОБОЖДЕНИЯ ИЗ НЕЕ ЛИПОФИЛЬНОГО АКТИВНОГО ВЕЩЕСТВА | 2000 |
|
RU2291624C2 |
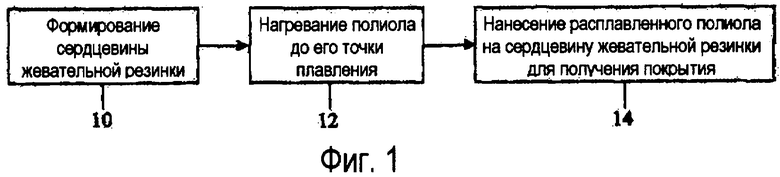
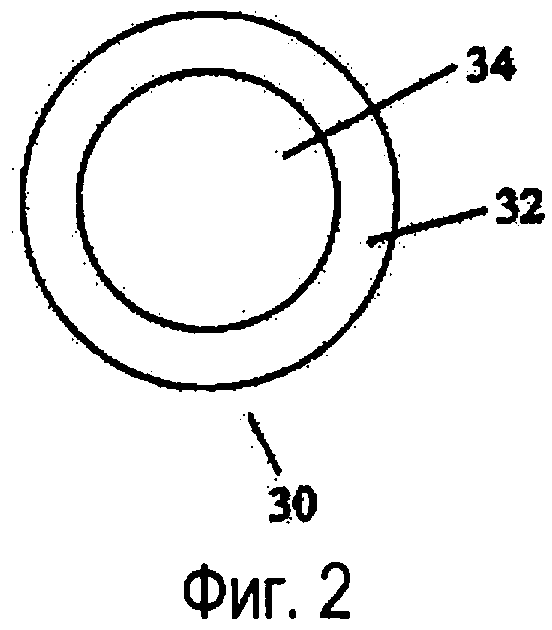
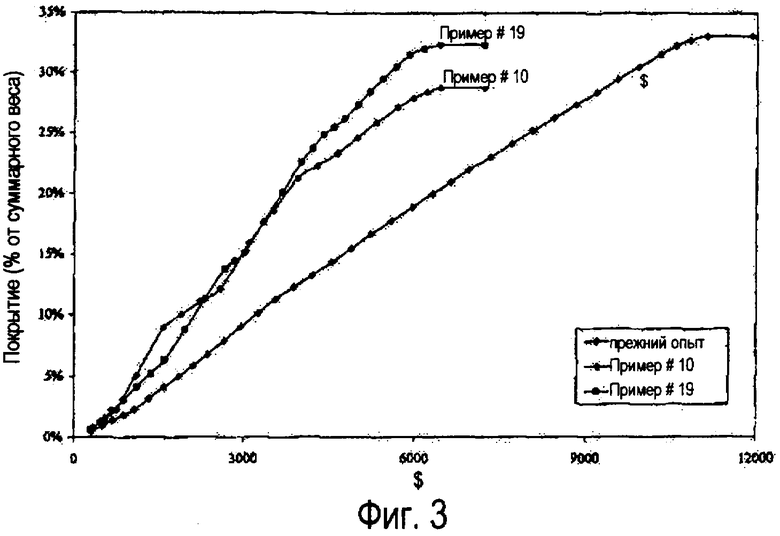
Изобретение относится к кондитерским изделиям, имеющих внешнюю оболочку. В одном варианте настоящего изобретения обеспечивается способ изготовления кондитерского продукта, включающий стадии: получения сердцевины кондитерского продукта, нагревание по меньшей мере одного полиола до его точки плавления в целях получения расплавленного полиола, распыления расплавленного полиола по меньшей мере через одну распылительную форсунку, а также нанесения на сердцевину кондитерского продукта большого количества слоев с получением финишного покрытия. Указанное большое количество слоев включает по меньшей мере один слой расплавленного полиола. При этом такое сочетание слоев композиции сиропа полиола и расплава обеспечивает сокращение затрат времени на изготовление изделия, сохранение целостности конфигурации сердцевины и получение гладкого однородного покрытия. 6 н. и 33 з.п. ф-лы, 3 ил.
1. Способ изготовления кондитерского продукта, включающий стадии:
получения сердцевины кондитерского продукта;
нагревания по меньшей мере одного полиола до точки его плавления в целях получения расплавленного полиола;
нанесения на сердцевину кондитерского продукта по меньшей мере одного слоя расплавленного полиола путем распыления расплавленного
полиола по меньшей мере через одну распылительную форсунку; а также приготовления композиции сиропа полиола и нанесения композиции сиропа полиола на сердцевину кондитерского продукта.
2. Способ по п.1, включающий также стадию нанесения на указанную сердцевину кондитерского продукта по меньшей мере одного слоя расплавленного полиола, проводимую перед стадией распыления.
3. Способ по п.1, отличающийся тем, что стадию нанесения на сердцевину кондитерского продукта по меньшей мере одного слоя композиции сиропа полиола, проводят перед стадией распыления расплавленного полиола.
4. Способ по п.3, отличающийся тем, что стадию нанесения слоя композиции сиропа выбирают из группы, включающей распыление на сердцевину кондитерского продукта, выливание на нее, а также их комбинации.
5. Способ по п.3, отличающийся тем, что на сердцевину кондитерского продукта наносят несколько слоев расплавленного полиола и композиции сиропа полиола, чтобы сформировать финишное покрытие, причем более 10% массы покрытия получают из композиции расплавленного полиола.
6. Способ по п.5, отличающийся тем, что более 50% массы покрытия получено из композиции расплавленного полиола.
7. Способ по п.1, отличающийся тем, что каждый из слоев высушивают перед нанесением следующего слоя.
8. Способ по п.1, отличающийся тем, что указанная сердцевина кондитерского продукта представляет собой сердцевину жевательной резинки.
9. Способ по п.1, отличающийся тем, что расплавленный полиол выбирают из группы, включающей ксилит, мальтит, сорбит, эритрит, маннит, изомальт, лактит, а также их комбинации.
10. Способ по п.1, отличающийся тем, что расплавленный полиол содержит ингредиент, не являющийся полиолом.
11. Способ по п.10, отличающийся тем, что не являющийся полиолом ингредиент выбирают из группы, включающей сахарозу, фруктозу, мальтозу, глюкозу, декстрозу, трегалозу, а также их комбинации.
12. Способ по п.1, отличающийся тем, что указанный расплавленный полиол представляет собой смесь полиолов.
13. Способ по п.1, отличающийся тем, что расплавленный полиол содержит менее 5 вес.% воды.
14. Способ по п.1, отличающийся тем, что по меньшей мере одну распылительную форсунку выбирают из группы, включающей форсунку с внутренним смешением воздуха, форсунку с внешним смешением воздуха, а также их комбинации.
15. Способ по п.1, отличающийся тем, что форсунка имеет конусообразный наконечник.
16. Способ по п.1, отличающийся тем, что форсунка имеет веерообразный наконечник.
17. Способ по п.1, отличающийся тем, что форсунка имеет расход потока воздуха в диапазоне от 0,5 до 5,0 л/мин.
18. Способ по п.1, отличающийся тем, что расплавленный полиол распыляют со скоростью, составляющей от 0,04% нанесенного покрытия/мин до 2,00% нанесенного покрытия/мин.
19. Способ по п.1, отличающийся тем, что в процессе распыления расплавленного полиола его температуру поддерживают в диапазоне от величины, приблизительно составляющей точку плавления полиола, до величины, составляющей 140% точки его плавления.
20. Способ по п.5, отличающийся тем, что финишное покрытие поверх сердцевины кондитерского продукта имеет гладкую поверхность.
21. Способ по п.1, отличающийся тем, что занимает менее приблизительно 2 ч.
22. Способ изготовления жевательной резинки в оболочке, включающий стадии:
получения сердцевины жевательной резинки,
нагревания по меньшей мере одного полиола до точки его плавления в целях получения расплавленного полиола,
нанесения на сердцевину жевательной резинки по меньшей мере одного слоя расплавленного полиола путем распыления расплавленного полиола по меньшей мере через одну распылительную форсунку,
а также приготовления композиции сиропа полиола и нанесения композиции сиропа полиола на сердцевину жевательной резинки, при этом жевательная резинка в оболочке имеет кофигурацию, аналогичную конфигурации сердцевины жевательной резинки.
23. Способ по п.22, отличающийся тем, что расплавленный полиол наносят до нанесения композиции сиропа полиола.
24. Способ по п.22, отличающийся тем, что композицию сиропа полиола наносят до нанесения расплавленного полиола.
25. Способ по п.22, отличающийся тем, что нанесение расплавленного полиола сопровождается нанесением композиции сиропа полиола.
26. Способ по п.22, отличающийся тем, что нанесение расплавленного полиола или композиции сиропа полиола повторяют многократно с получением многослойного покрытия.
27. Способ по п.22, отличающийся тем, что нанесение композиции сиропа полиола, сухой загрузки или расплавленного полиола проводят в любой последовательности.
28. Способ по п.22, отличающийся тем, что расплавленный полиол выбирают из группы, включающей ксилит, мальтит, сорбит, эритрит, маннит, изомальт, лактит, а также их комбинации.
29. Способ по п.22, отличающийся тем, что расплавленный полиол содержит ингредиент, не являющийся полиолом.
30. Способ по п.22, отличающийся тем, что не являющийся полиолом ингредиент выбирают из группы, включающей сахарозу, фруктозу, мальтозу, глюкозу, декстрозу, трегалозу, а также их комбинации.
31. Способ по п.22, отличающийся тем, что расплавленный полиол представляет собой смесь полиолов.
32. Способ по п.22, отличающийся тем, что форсунка имеет конусообразный наконечник.
33. Способ по п.22, отличающийся тем, что форсунка имеет веерообразный наконечник.
34. Способ по п.22, отличающийся тем, что форсунка имеет расход потока воздуха в диапазоне от 0,5 до 5,0 л/мин.
35. Способ по п.22, отличающийся тем, что расплавленный полиол распыляют со скоростью, составляющей от 0,04% нанесенного покрытия/мин до 2,00% нанесенного покрытия/мин.
36. Способ по п.22, отличающийся тем, что в процессе распыления расплавленного полиола его температуру поддерживают в диапазоне от величины, приблизительно составляющей точку плавления указанного расплавленного полиола, до величины, составляющей 140% точки его плавления.
37. Способ изготовления жевательной резинки в оболочке, включающий стадии:
получения сердцевины жевательной резинки, содержащей не растворимую в воде основу жевательной резинки, растворимую в воде часть, а также один или более ароматизаторов,
нанесения на сердцевину жевательной резинки по меньшей мере одного слоя первичного покрытия, который содержит композицию сиропа полиола,
высушивания каждого слоя перед нанесением другого слоя композиции сиропа полиола,
нагревания по меньшей мере одного полиола до точки его плавления в целях получения расплавленного полиола, причем расплавленный полиол содержит менее 5 вес.% воды,
нанесения по меньшей мере одного слоя расплавленного полиола на сердцевину жевательной резинки, имеющую первичное покрытие;
высушивания по меньшей мере одного слоя расплавленного полиола,
а также нанесения по меньшей мере одного дополнительного слоя в целях формирования финишного покрытия, причем указанный дополнительный слой выбирают из группы, включающей первую композицию сиропа полиола, расплавленный полиол, вторую композицию сиропа полиола, а также ароматизатор.
38. Способ изготовления жевательной резинки в оболочке, включающий стадии:
получения сердцевины жевательной резинки, содержащей не растворимую в воде основу жевательной резинки, растворимую в воде часть, а также один или более ароматизаторов,
нагревания ксилита до точки его плавления в целях получения расплавленного ксилита, причем расплавленный ксилит содержит менее 5 вес.% воды;
распыления расплавленного ксилита по меньшей мере через одну распылительную форсунку, а также
нанесения на сердцевину жевательной резинки нескольких слоев покрытия, причем по меньшей мере один из этих слоев содержит расплавленный ксилит, а по меньшей мере другой из этих слоев содержит композицию сиропа полиола.
39. Способ изготовления жевательной резинки в оболочке по пп.22, 37 и 38, отличающийся тем, что жевательная резинка в оболочке имеет углы, сходные с углами сердцевины жевательной резинки.
| US 5665406 A, 09.09.1997 | |||
| ЕР 1118269 А1, 25.07.2001 | |||
| US 4828845 A, 09.05.1989 | |||
| US 4146653 A, 27.03.1979. |

