(54) ШТАМП ДЛЯ ПРЯМОГО ВЫДАВЛИВАНИЯ
1
Изобретение- относится к области обработки металлов давлением и может быть использовано при штамповке прямым выдавливанием деталей со стержневым элементом, преимущественно типа компрессорных лопаток, в частности, на горизонтально-ковочных машинах.
Известен штамп для прямого выдавливания, содержащий пуансон и матрицу с продольньгм разъемом и рабочей (полостью в виде последовательно расположенных контейнера и ручья .
Недостатками известного штампа являются невысокое качество штампуемых изделий и пониженная стойкость матрицы вследствие размыкания последней в процессе штамповки и затекания металла в образующиеся щели по поверхности разъема.
Цель изобретения - повышение качества получаемых изделий и стойкости матрицы.
Цель достигается тем, что в штампе для прямого выдавливания, содержащем пуансон и матрицу с продольным разъемом, в .которой выполнена рабочая полость в виде последовательно расположенных контейнера и ручья, поверхность разъема матрицы выполнена ступенчатой, причем ее средний участок расположен на примыкающем к ручью участке контейнера, перпендикзлярно его продольной оси, а крайний со стороны пуансона участок расположен вне контейнера, параллельно его продольной оси.
Для удобства извлечения отштамцованных изделий из матрицы длина крайнего участка поверхности разъемд не должна превышать глубину захода пуэисона в контейнер.
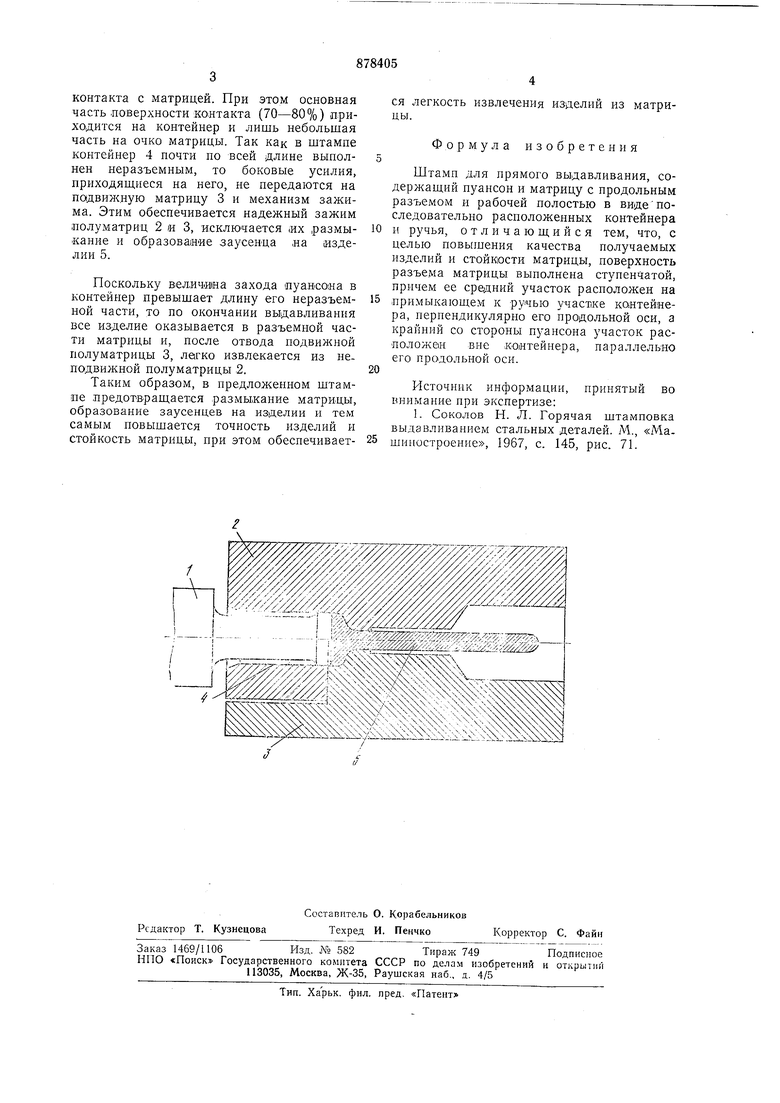
На чертеже показан штамп в разрезе.
10
Штамп содержит пуансон 1, матрицу с продольным ступенчатым разъемом, состоящую из неподвижной 2 и подвижной 3 полуматриц. Контейнер 4 выполнен в неподвижной полуматрице 2 неразъемным (цель15ным) на длине, несколько меньшей (на 1- 3 мм) величины захода в него пуаисона 1.
Штамп работает следующим образом.
Исходная заготовка вводится в контей20нер 4, полуматрицы 2 и 3 смыкаются с поГУЮЩЬЮ механизма зажима деформирующего оборудования, «алример, горизонтально-ковочной машийы, .и пуансоном 1 производится прямое выдавливание изделия 5.
25
В процессе выдавливания в матрице возникают боковые распирающие усилия.
Как известно, боковые усилия достигают максимальных значений в начале процесса выдавливания, когда заготовка
30 имеет наибольшую боковую поверхность
контакта с матрицей. При этом основная часть ловерхности койтакта (70-80%) приходится на контейнер и лишь небольшая часть на очко матрицы. Так как в штампе контейнер 4 ночти но всей длине выиолнен неразъемным, то боковые усилия, приходяш,иеся на него, не передаются на подвижную матрицу 3 и механизм зажима. Этим обеспечивается надежный зажим полуматриц 2 и 3, исключается их размыкание и образование заусен-ца на изделии 5.
Поскольку в€л,ич.и1на захода пуансона в контейнер превышает длину его неразъемной части, то по окончании выдавливания все изделие оказывается в разъемной части матрицы и, после отвода подвижной полуматрицы 3, легко извлекается из неподвижной полуматрицы 2.
Таким образом, в предложенном штампе лредотвраш ается размыкание матрицы, образование заусенцев на изделии и тем самым повышается точность изделий п стойкость матрицы, при этом обеспечивается легкость извлечения изделии из матрицы.
Формула изобретения
Штамп для прямого выдавливания, содержаш,ий пуансон и матрицу с продольным разъемом и рабочей полостью в видепоследовательно расположенных контейнера
и ручья, отличаюш,ийся тем, что, с целью повышения качества получаемых изделий и стойкости матрицы, поверхность разъема матрицы выполнена ступенчатой, причем ее средний участок расноложен на
примыкающем к ручью участке контейнера, перпендикулярно его продольной оси, а крайний со стороны пуансона участок расположен вне контейнера, параллельно его продольной оси.
Источник информации, принятый во внимание нри экспертизе:
1. Соколов Н. Л. Горячая штамповка выдавливанием стальных деталей. М., «Машипостроение, 1967, с. 145, рис. 71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для прямого выдавливания | 1981 |
|
SU967653A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1530319A1 |
| Штамп для выдавливания на двухкоординатном прессе | 2021 |
|
RU2776751C1 |
| Штамп для штамповки изделий из труб | 1985 |
|
SU1382569A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2011 |
|
RU2501626C2 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| Штамп к горизонтально-ковочной машине | 1987 |
|
SU1466866A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2006 |
|
RU2329109C2 |
