Данное изобретение касается упаковки порошковых материалов. Конкретнее, оно касается формования и наполнения пластиковых мешков для использования с порошковыми материалами.
По традиции порошковые продукты, такие как герметизирующие компаунды, цемент, какао, мука и т.п., упаковывают в бумажные мешки, пригодные для использования с высокоскоростными расфасовочными и формовочными машинами. Однако существует много недостатков, связанных с использованием бумажных мешков. Бумажные мешки не являются влагостойкими. Если они подвержены воздействию воды или влажных условий, то бумага впитывает воду, часто передавая ее содержимому мешка. Если содержимое включает в себя, например, цемент или гипс, то введение воды может позволить материалу слипнуться и затвердеть, что делает его непригодным для последующего использования. Бумажным мешкам также не хватает прочности. Их очень легко проткнуть или разорвать, что приводит к высыпанию и потере содержимого.
Были предприняты попытки использования для порошковых продуктов пластиковых мешков из-за их более высокой прочности и влагостойкости. При использовании непористых пластиковых пленок, чтобы не пропускать воду, остаточный воздух, который находится внутри мешка во время запечатывания, оказывается заключенным внутри. Противодавление, которое создается при наполнении, придает мешкам раздутый вид. Во многих случаях мешки оказываются заполненными не полностью из-за выдувания продукта из мешка во время автоматического наполнения. Раздутые мешки занимают дополнительное пространство при хранении и транспортировке, могут быть неустойчивыми при штабелировании, ухудшать качество выполненных термосвариванием стыков и снижать общую эффективность и чистоту технологической линии. Использование отсасывания для удаления избыточного воздуха часто приводит к вытягиванию с удаляемым воздухом части продукта.
Были разработаны технологические процессы и оборудование, которые перед запечатыванием удаляют из пластикового мешка много воздуха, но современные технологии ограничены производительностью примерно четыре мешка в минуту. Эта скорость значительно меньше, чем скорость десять мешков в минуту, которая может быть достигнута при обработке бумажных мешков при обычном формовочно-фасовочно-укупорочном процессе.
Для решения этой проблемы поливинилхлоридные мешки перфорируют иглами, чтобы обеспечить отверстия, через которые может выйти остаточный воздух. Даже относительно тонкие иглы дают отверстия размером около 1,000 мкм - размер, который относительно велик по сравнению с размером частицы тонкоизмельченных порошков, составляющим примерно от 10 до 50 мкм. Во время упаковывания и манипулирования порошки могут выходить через отверстия, что приводит к созданию беспорядка и потере продукта. Кроме того, отверстия от игл сильно отличаются по диаметру и имеют неровные кромки, которые иногда приводят к закупориванию отверстий и затруднению выхода остаточного воздуха.
Мешок из полимерной пленки с вентиляционными отверстиями, выполненными лазером, раскрыт в патенте США №4,743,123. Стенку пленки перфорируют лазерным излучением. Размер отверстий различается примерно от 50 до 150 мкм. Интервалы между отверстиями нужно выбирать такими, чтобы сохранить прочность пленки. Влага, а в некоторых случаях и продукт, попадают в мешок и выходят из него сквозь отверстия. Даже когда используют двухслойный мешок, а отверстия располагают в шахматном порядке, воздуху и загрязняющим веществам приходится проделывать более долгий и сложный путь, но они все равно могут попасть в мешок.
В патенте США №6,126,975 раскрыт мешок, имеющий откидной клапан поверх микроотверстий. Подобно лепестковому или обратному клапану, когда захваченный воздух покидает мешок, клапан сдувается с прохода, но затем, когда воздух больше не выходит из мешка, клапан опускается поверх пор. Однако этот клапан может быть легко отодвинут трением о примыкающие мешки или даже оторван. Как и в случае с двухслойным мешком, воздух, влага и продукт все равно могут попадать в мешок и выходить из него.
Следовательно, в данной области техники существует потребность в прочном мешке для порошковых материалов, который может быть отформован и наполнен со скоростями, сравнимыми со скоростями обработки бумажных мешков. Существует другая потребность в создании мешка, который позволяет быстро выпускать остаточный воздух из мешка. Существует еще одна потребность в создании влагостойкого мешка для тонкоизмельченных порошков, которые портятся от преждевременного воздействия влаги.
Эти и другие задачи решает настоящий способ упаковки порошкового материала в пластиковый мешок и мешок, полученный этим процессом. Настоящий способ изготовления и заполнения пластикового мешка включает в себя следующие этапы, на которых обеспечивают, по меньшей мере, одну пластиковую пленку; создают в пленке множество микроотверстий; формуют из пленки мешок; наполняют мешок порошковым продуктом; скрепляют мешок; удаляют, по меньшей мере, часть захваченного в мешке воздуха через микроотверстия; запечатывают микроотверстия. В предпочтительном варианте осуществления данного изобретения микроотверстия запечатывают смолой, отверждаемой под действием ультрафиолетового излучения.
Другой аспект данного изобретения касается изделия, включающего в себя мешок, имеющий дно, по меньшей мере, одну боковую сторону и верхнюю часть, причем мешок имеет конфигурацию, пригодную для формования из пластиковой пленки, в которой было создано множество микроотверстий, причем верхнюю часть и дно скрепляют; содержимое мешка внутри мешка содержит порошковый продукт и некоторое количество воздуха, меньшее, чем присутствовавшее в мешке во время скрепления верха и дна, причем, по меньшей мере, часть воздуха, запечатанного внутри мешка, вытеснена через микроотверстия; герметик, предназначенный для запечатывания микроотверстий. Еще одним аспектом настоящего изобретения является перфорирование лишь участка мешка.
Это изделие и связанный с ним производственный процесс обеспечивают мешок для порошкового материала, который эффективно формуют и наполняют на формовочно-фасовочно-укупорочной установке. Вместо необходимости удаления остаточного воздуха перед запечатыванием мешка этап скрепления может происходить сразу после наполнения, так как имеется возможность удаления воздуха после скрепления мешка. Результатом является возможность использования более обычного формовочно-фасовочно-укупорочного оборудования и повышение скорости наполнения и запечатывания мешка.
Воздух, который запечатан внутри мешка, быстро вытесняют через микроотверстия, при этом отверстия достаточно малы, чтобы только очень незначительное количество порошкового материала выходило из мешка с воздухом. Легкий выпуск остаточного воздуха позволяет изготавливать мешки из непористых компонентов, таких как пластики, фольга и другие материалы, которые предохраняют от попадания воздуха и влаги в мешок, сохраняя качество упакованного продукта. Когда из мешка выводят воздух, он занимает меньше складского пространства в контейнерах, транспортных средствах доставки и на товарных складах, снижая, таким образом, затраты на хранение и транспортировку.
Использование герметика для закрытия микроотверстий также задерживает попадание в мешок воздуха, влаги и загрязняющих веществ. Предотвращено попадание в мешок влажного воздуха, который может вступить в реакцию с обожженным гипсом, цементом или другими затвердевающими в воде материалами сквозь микроотверстия. Запечатывание микроотверстий также удерживает тонкоизмельченные порошки внутри мешка, давая возможность доставки потребителю полностью всего веса, до которого был наполнен мешок, и уменьшая беспорядочную массу тонкоизмельченных порошков, проникающих, когда мешки снимают с транспортных тележек, на полки магазина, в транспортное средство потребителя и, наконец, в область хранения или использования.
В предпочтительном варианте осуществления для прорезания отверстий в пленке используют лазер. Лазер, фактически, вращается, прожигая маленькое, круглое, гладкое отверстие в пленке. Размер отверстия жестко контролируют, и оно не имеет зазубренных кромок, которые могут уменьшить поток воздуха или вызвать засорение отверстия тонкоизмельченным порошком. Таким образом, применение лазера приводит к большей равномерности и управляемости при выполнении микроотверстий, чем можно достичь посредством механического режущего оборудования.
Сущность изобретения поясняется на чертежах, где
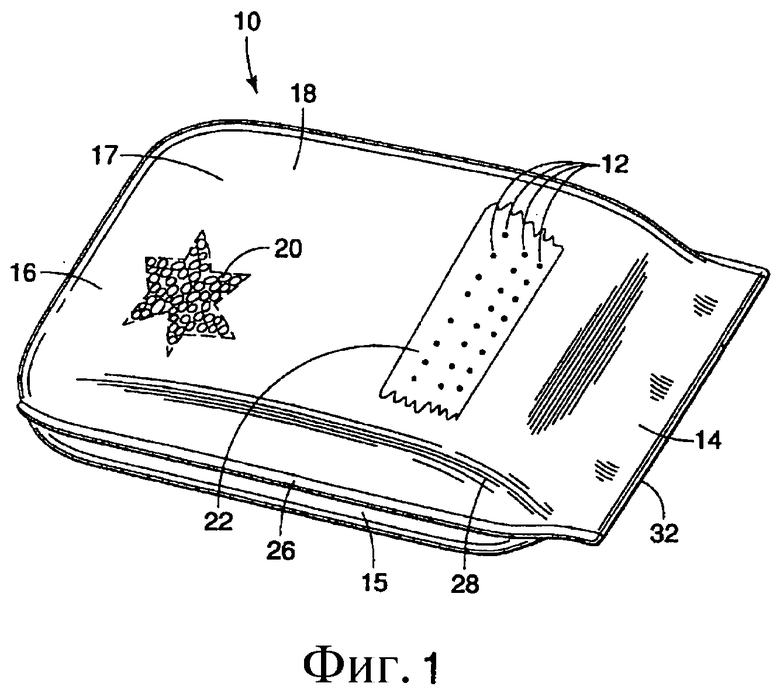
Фиг.1 - вид сверху, в перспективе, настоящего мешка;
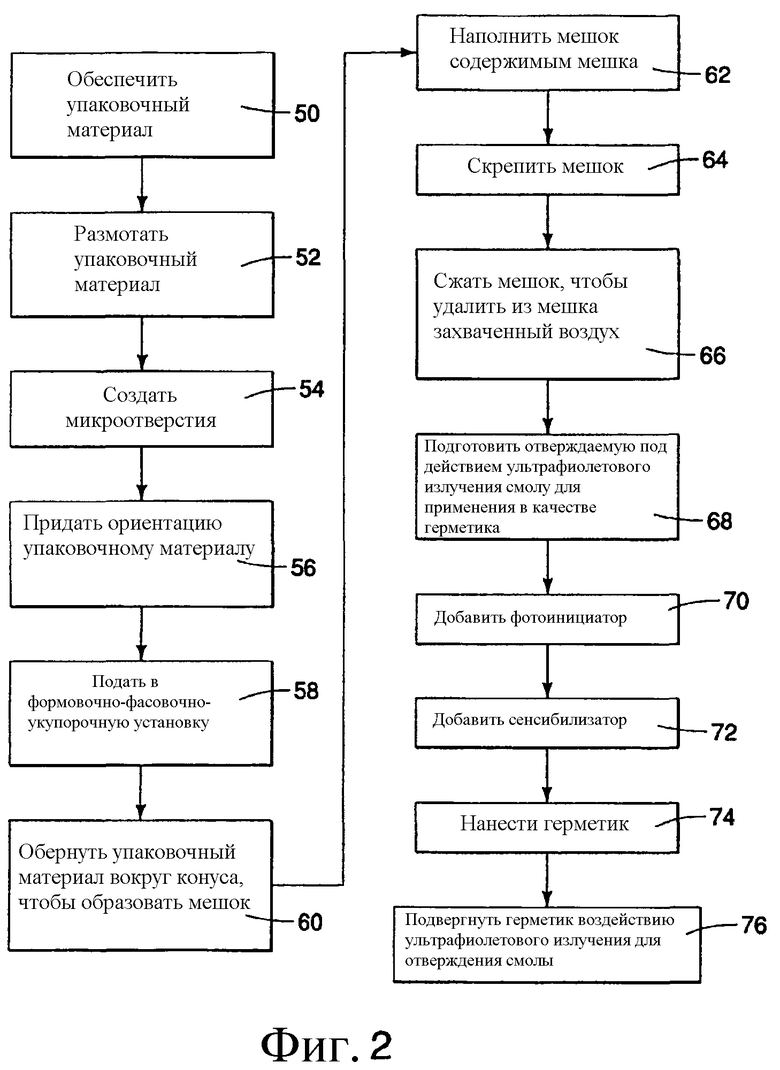
Фиг.2 - блок-схема способа наполнения и запечатывания настоящего мешка.
Как показано на Фиг.1 и 2, тонкоизмельченные порошки упаковывают, перевозят и хранят в мешке, в целом обозначенном позицией 10, содержащем микроотверстия 12. Мешок 10 имеет, по меньшей мере, верх 14, пару боковых сторон 15, дно 16 и, по меньшей мере, одну стенку 17, имеющую поверхность 18 и расположенную между верхом и дном. Варианты конструкции мешка предусмотрены в зависимости от применения и упаковываемого продукта. Для использования с настоящим способом могут быть пригодны некоторые мешки, которые необязательно включают в себя все перечисленные компоненты мешка 10. Мешок наполняют содержимым 20 мешка. В данном описании верх 14 мешка определен как участок мешка 10, через который содержимое 20 мешка вводят в мешок перед его запечатыванием.
Мешок 10 изготавливают из упаковочного материала, имеющего достаточную прочность, чтобы выдержать без разрыва формовочно-фасовочно-укупорочный процесс, транспортировку, штабелирование на полках и перемещение к месту, где содержимое будет использовано. Упаковочный материал, предпочтительно пластиковую пленку, обеспечивают на этапе 50 предпочтительно большими рулонами для использования на высокоскоростном оборудовании. Предпочтительно чтобы упаковочный материал был водостойким для предотвращения проникновения влаги в мешок после его запечатывания. Более предпочтительно чтобы упаковочный материал включал в себя, по меньшей мере, одну пластиковую пленку. Предпочтительные пластики включают в себя полиэтилены, полиолефины и любые термопластичные материалы. Другие подходящие пластики включают в себя полипропилены, нейлоны, полиэфиры, поливинилхлориды, материал TYVEK® (E.I. de Pont de Nemours and Co., Уилмингтон, Делавэр), терафтилат полиэтилена, такой как полиэфирная пленка MYLAR® (E.I. de Pont de Nemours and Co., Уилмингтон, Делавэр), или любые другие герметизируемые пластиковые пленки.
Упаковочный материал по выбору выполняют из одного или более слоев, включая бумагу, пластиковые пленки или фольгу, но не ограничиваясь этим. Слои предпочтительно соединяют друг с другом, используя любой подходящий метод, включая термоскрепление или склеивание. Одним конкретным вариантом осуществления упаковочного материала является многослойная пластиковая пленка. Предпочтительные примеры многослойного упаковочного материала включают в себя покрытую пластиком бумагу и многослойные пластиковые пленки, имеющие несколько слоев полиэтилена или слой нейлона, зажатый между двумя слоями полиэтилена. Применение внутреннего полиэтиленового слоя предпочтительно для получения хорошей герметизации.
После разматывания упаковочного материала из рулона на этапе 52 и перемещения его к формовочно-фасовочно-укупорочному оборудованию на этапе 54 в материале создают микроотверстия 12. В предпочтительном варианте осуществления микроотверстия 12 создают перед формованием мешка 10. Упаковочный материал, скорость наполнения, герметик и содержимое 20 мешка определяют точный размер и число микроотверстий 12. Чем мельче содержимое 20 мешка, тем меньше должны быть микроотверстия 12 для удерживания содержимого. Например, порошки, имеющие средний размер частиц примерно от 20 мкм до 30 мкм, могут быть удержаны от выхода из мешка микроотверстиями до 150 мкм. Если содержимое 20 мешка имеет больший средний размер частицы, могут быть использованы микроотверстия 12 пропорционально большего размера.
Максимальный размер микроотверстий 12 также определяется герметиком 22, применяемым для закрытия микроотверстий. При нанесении герметика 22 он должен быть способен перекрывать микроотверстия 12 и сохранять свою целостность до затвердевания. При увеличении микроотверстий 12 пленка герметика 22 утончается, пока, в конце концов, не разорвется до затвердевания. Для предпочтительной полиэтиленовой смолы максимальное микроотверстие составляет около 160 мкм. Другие смолы или герметики могут иметь другой максимальный размер отверстия.
Минимальный размер микроотверстий 12 определяется, по меньшей мере, частично, скоростью наполнения на упаковочной линии (не показанной). Микроотверстия 12 меньшего размера выпускают захваченный воздух медленнее. В течение нескольких секунд можно вытолкнуть воздух из 18-фунтового мешка с компаундным герметиком на основе гипса, имеющего 2400 микроотверстий размером всего 40 мкм. Однако ниже отметки в 40 мкм увеличивается либо количество микроотверстий, либо время, требуемое для удаления захваченного воздуха. Когда содержимое мешка 20 включает в себя гипс или обожженный гипс, предпочтительно чтобы микроотверстия 12 имели размер в диапазоне примерно от 50 мкм до 150 мкм, а более предпочтительно - примерно от 70 мкм до 100 мкм. Как изображено на чертежах, микроотверстия 12 показаны для раскрытия, однако при использовании микроотверстия 12 размером 150 мкм или меньше вряд ли будут видны невооруженным глазом. Плотную группу микроотверстий 12 можно наблюдать как изменение блеска поверхности стенки 18 под определенными углами.
Как число, так и размер микроотверстий 12 подлежат независимым или совместным изменениям, чтобы соответствовать различным критериям. При изменении размера микроотверстий 12 предпочтительно менять количество микроотверстий, если желательно сохранить приблизительно ту же площадь поверхности, сквозь которую вытесняют захваченный воздух из мешка 10. При постоянном размере число микроотверстий 12 можно менять до тех пор, пока воздух вытесняется достаточно быстро, чтобы соответствовать заданной скорости наполнения. Смена герметика 22 может вызвать необходимость в другом размере и числе микроотверстий. Примерно от 1000 до 3000 микроотверстий 12 предпочтительны для 18-фунтового мешка 10, где содержимое мешка 20 включает в себя герметик для стыков на основе гипса. Исходя из вышеупомянутых соображений специалист в данной области техники должен суметь сбалансировать свойства герметика 22, содержимого 20 мешка, скорость наполнения и свойства упаковочного материала, чтобы задать подходящий размер и число для микроотверстий 12.
Предпочтительно чтобы микроотверстия 12 были расположены, по меньшей мере, на одном участке мешка. Хотя микроотверстия 12 эффективны при распределении по всей поверхности 18 мешка 10 такой материал дороже при покупке, и труднее наносить герметик 22 на весь мешок, и, таким образом, это не является предпочтительным. Герметик 22 также трудно наносить там, где микроотверстия 12 находятся внутри складок (не показано), вблизи швов 26 или на криволинейных участках 28 мешка 10. Эти области применимы для микроотверстий 12, но не являются предпочтительными. При необходимости герметик 22 можно наносить в несколько этапов, чтобы удовлетворительным образом покрыть все поверхности мешка 10. Таким образом, предпочтительно располагать микроотверстия 12 на единственной поверхности мешка 10. Более предпочтительно располагать микроотверстия 12 на участке мешка 10, который легко доступен для нанесения герметика 22 и является относительно плоским. По существу, стенки 17 мешка 10 являются предпочтительными местами расположения для микроотверстий 12.
Число и плотность микроотверстий 12 определяют размер участка поверхности 18 мешка, который используют для микроотверстий. Для покрытия микроотверстиями 12 предусмотрены малые области поверхности, площадью порядка одного квадратного дюйма. Плотности примерно от 10 до 800 микроотверстий 12 на квадратный дюйм предпочтительны для вышеописанного 18-фунтового мешка 10 с компаундом для стыков, с использованием только 3-6 квадратных дюймов приблизительно для 2400 отверстий. Минимальная предпочтительная плотность - такая, при которой микроотверстия 12 умещаются на одной поверхности 18 мешка, тогда как максимальная плотность - та, которая не ухудшает прочность мешка вблизи микроотверстий. Микроотверстия 12 предпочтительно располагать с равномерными интервалами, но это необязательно.
Необязательно, чтобы все микроотверстия 12 были ограничены единственным участком мешка 10. Микроотверстия 12 можно располагать в любой ориентации, в виде любой формы или сочетания форм. Например, микроотверстия 12 могут иметь конфигурацию в виде букв торгового наименования, корпоративного логотипа или и того, и другого. Для микроотверстий 12 можно использовать два или более участка, например, участок на каждой стенке 17 мешка 10. Отдельные микроотверстия 12 предпочтительно имеют, по существу, круглую форму на поверхности 18 стенки, однако конкретных требований к форме нет, при условии что кромки гладкие и форма не способствует засорению микропор.
Микроотверстия 12 предпочтительно образуют программируемым лазером (не показанным), хотя можно использовать любой способ, который производит микроотверстия 12 подходящего размера, имеющие гладкие кромки. Предпочтительным лазером является лазер на диоксиде углерода мощностью 80 Вт, которым управляет компьютер. Лазер предпочтительно является программируемым на выполнение микроотверстий 12 соответствующей формы, размера и плотности. Процессы нанесения лазером отметок на подложках, такие как описанные в патентах США №№ 5,630,308 и 5,158,499, которые включены сюда в виде ссылок, пригодны для применения с данным изобретением. Подходящие лазеры поставляет компания Parallax Technology Inc. из Уолтема в штате Массачусетс.
На этапе 62 когда стороны 15 и верх 16 мешка 10 закрыты, мешок наполняют содержимым 20 мешка и воздухом. Хотя настоящий мешок 10 особенно хорошо подходит для применения с тонкоизмельченными порошками он полезен для любого продукта, для которого благотворно удаление захваченного воздуха. Например, кофе подходит в качестве содержимого 20 пакета 10, так как он лучше сохраняет свежесть при сведении к минимуму воздействия на него воздуха. Однако наибольшую пользу приносит использование мешка 10 с содержимым 20, включающим в себя цемент, гипс, какао, компаундные герметики, карбонат кальция, муку, известь и т.п. Любой способ наполнения мешка 10 является подходящим. Если мешок 10 на этапе 60 формования оборачивают вокруг конуса, то по выбору можно использовать тот же конус для наполнения мешка на этапе 62, извлекая его только после наполнения мешка.
Там где влага является особенно разрушительной для содержимого 20 мешка, в мешок 10 по выбору добавляют средство для удаления влаги или влагопоглотитель. Влагопоглотителем является поглотитель влаги в любой форме, включая пачку или таблетку. Для удаления влаги при упаковывании часто используют силикагель. Влагопоглотитель подходящим образом добавляют в мешок 10, перед введением содержимого 20, совместно с содержимым 20 или после него.
Вслед за наполнением верх 14 мешка 10 закрывают и скрепляют на этапе 64 любым известным способом, включая, по меньшей мере, один из нижеследующих: термосваривание, склеивание, складывание и скрепление; окружая при этом как содержимое 20 мешка, так и захваченный воздух. Противодавление от операции наполнения может, хотя и необязательно, способствовать введению дополнительного количества воздуха в мешок 10. Вероятно, что сразу после закрытия мешок 10 будет пухлым, с одной или двумя стенками 17, выпирающими наружу.
Когда мешок 10 закрыт, предпочтительно активно вытеснять захваченный воздух из мешка 10 на этапе 66 через микроотверстия 12. Вытесняют, по меньшей мере, часть захваченного воздуха, достаточную для того, чтобы мешки были устойчивыми и компактными при штабелировании. Хотя некоторая часть воздуха покидает мешок без применения внешнего усилия, предпочтительно быстро вытеснить воздух, чтобы поддерживать скорость наполнения, сравнимую со скоростью наполнения бумажных мешков.
На этапе 66 мешок 10 предпочтительно сжимать, вытесняя, по меньшей мере, часть захваченного воздуха, однако применим любой способ содействия выходу воздуха из мешка через микроотверстия 12. Воздействие на мешок 10 вибрацией, как, например, на вибрационном конвейере, собирает захваченный воздух в самом верхнем участке мешка 10, и при ориентировании его таким образом, чтобы микроотверстия 12 находились в этом месте, по меньшей мере, часть воздуха выйдет через микроотверстия. Предпочтительное оборудование (не показанное) для удаления захваченного воздуха включает в себя вибрационный конвейер, механизм для выравнивания мешков, планку с поршневым приводом, прижимные валики или любое другое подходящее устройство. Все из перечисленных устройств, а именно - конвейер для выравнивания мешков, прижимные валики и планка с поршневым приводом, прикладывают давление к поверхности 18 мешка 10, толкая его внутрь, к центру мешка. При приложении давления захваченный воздух выталкивается из мешка через микроотверстия 12.
Оборудование для удаления воздуха, мешок 10 и микроотверстия 12 предпочтительно выполнять и размещать таким образом, чтобы оборудование не задерживало выход воздуха через микроотверстия. Если, например, на этапе 66 для выдавливания захваченного воздуха из мешка 10 используют планку с поршневым приводом, то участок планки непосредственно над отверстиями 12 по выбору включает в себя одну или более прорезей для выпуска воздуха.
При желании к устройству для удаления воздуха применима система пылеулавливания (не показанная), чтобы препятствовать выходу пылинок продукта в окружающую среду. Вытесняемый воздух по выбору удаляют из окружающей среды для очистки вакуумом. Мелкие частицы порошка, которые вышли с захваченным воздухом, можно удалять посредством любой подходящей технологии очистки, включая фильтр или электростатическое улавливание, но не ограничиваясь этим.
Вслед за удалением части захваченного воздуха на этапе 66, на этапе 68 обеспечивают герметик 22, а на этапе 74 микроотверстия 12 запечатывают для предотвращения повторного попадания воздуха и влаги из окружающей среды в мешок 10. По выбору на этапе 68 обеспечивают любой герметик 22 для закрытия микроотверстий 12, но выбор ограничен смолами и клеями. Термоплавкие клеи являются применимыми герметиками 22 для определенных типов упаковочных материалов. Предусмотрено использование натуральных или синтетических смол, включая смолы на водной основе, смолы на основе растворителей и смолы, которые затвердевают под воздействием определенных частот, таких как ультрафиолетовый свет. Герметик 22 должен иметь достаточное сцепление с упаковочным материалом и прочность пленки, позволяющую перекрыть промежуток, образованный микроотверстием 12, и сохранять целостность пленки, пока она не затвердеет, запечатывая микроотверстие.
Многие из герметиков 22 приспосабливаемы для создания различных желаемых покрытий. Смола 22 может быть изготовлена в соответствии с цветом и/или текстурой мешка 10 так, чтобы она могла слиться с мешком 10. Если предпочтителен другой дизайн, смолу 22 можно окрасить в сочетающиеся или контрастирующие цвета для создания желаемых значков или рисунков. Таким образом, смола 22 может стать частью товарного оформления продукта 20, желательным образом вписываясь в общий внешний вид мешка 10.
Быстро отверждаемые смолы 22 особенно подходят для применения в запечатывании микроотверстий 12, особенно смолы, которые застывают под действием света. Эти смолы 22 легко нанести кистью, и они чрезвычайно долго не застывают, если их не подвергнуть воздействию света определенной частоты. Наиболее предпочтительны смолы, затвердевающие под действием ультрафиолетового излучения, которые затвердевают, если их подвергнуть воздействию ультрафиолетовых волн. Ультрафиолетовый свет запускает реакцию полимеризации, которая образует поперечные связи между олигомерами, образуя прочную, твердую поверхность. Примерами смол, отверждаемых под действием ультрафиолетового излучения, являются полиуретаны, акрилы, уретановые акрилы, эпоксидные смолы и их смеси. Предпочтительной смолой, отверждаемой под действием ультрафиолетового излучения, является Apsqure 3010-92, поставляемая компанией Applied Polymer Systems, Inc., из Шомберга, штат Иллинойс. Эта смола включает в себя примерно от 40 до 60% по весу акрилакрилата (UCB Surface Specialists, Smyrna, GA), примерно от 20 до 40% по весу изоборнилакрилата (UCB Surface Specialists, Smyrna, GA), примерно от 10% до 20% этилоксилата триметилола пропан триакрилата (UCB Surface Specialists, Smyrna, GA) и примерно от 5 до 10% фотоинициаторного комплекта.
При выборе герметика 22 учитывают многие факторы. Предпочтительный герметик 22 совместим с упаковочным материалом, запечатывая микроотверстия 12 без существенного расплавления или растворения участков мешка 10. Если желательно чтобы герметик 22 внешне сливался с упаковочным материалом, то другие характеристики предпочтительного герметика состоят в том, что он имеет текстуру поверхности и гибкость, подобные упаковочному материалу, и что он высыхает с малым количеством пузырьков или поверхностных дефектов. Предпочтительно чтобы герметик 22 имел достаточное сцепление с упаковочным материалом, чтобы не отшелушиваться и не обдираться после высыхания. Так как в данной среде трудно препятствовать попаданию порошка на поверхность мешка, также является предпочтительным чтобы сцеплению между герметиком и мешком не мешало наличие порошка на поверхности мешка во время запечатывания. Также так как мешки 10 с некоторыми продуктами 20, такими как гипс или цемент, хранят в разнообразных условиях, герметик должен сохранять свои вышеперечисленные свойства в температурном диапазоне примерно от 32°F до 110°F.
Если содержимое 20 мешка чувствительно к воздействию воды или влаги, то предпочтительно чтобы герметик 22 был влагостойким для предотвращения попадания со временем влаги в мешок 10 через микроотверстия 12. Одним из испытаний, применяемых для предпочтительного влагостойкого герметика 22, является его способность выдержать направленную струю воды из обычного бытового стока в течение 30 секунд без порчи содержимого 20 мешка 10.
Перед применением герметика 22 многие смолы на стадии 70 по выбору комбинируют с фотоинициатором. При подвергании воздействию света конкретных частот фотоинициатор распадается на свободные радикалы, которые запускают полимеризацию смолы для образования прочной, твердой пластиковой пленки. В данном изобретении применим любой фотоинициатор, который запускает полимеризацию в выбранной смоле 22 и который совместим с упаковочным материалом. Предпочтительные фотоинициаторы включают в себя ацетофеноны, бензофеноны и их смеси. Предпочтительная смола включает в себя от 5 до 10% фотоинициирующего комплекта, поставляемого компанией Aldrich Chemical из Милуоки, штат Висконсин. Комплект содержит сочетание ацетофенона и бензофенона в качестве фотоинициатора и ничтожно малое количество оптического осветителя. Некоторые отверждаемые смолы 22, такие как смолы Flexcure от Ashland Speciality Chemical из Дублина, штат Огайо, не требуют фотоинициатора.
Некоторые фотоинициаторы или смолы 22 со временем желтеют. Если важно чтобы цвет оставался подлинным, то смолу и фотоинициатор нужно выбирать с учетом этой цели. Добавление по выбору УФ-поглотителя или оптического осветлителя также сводит к минимуму пожелтение, вызываемое побочными продуктами избыточного воздействия ультрафиолета.
Другим необязательным компонентом смолы 22 является сенсибилизатор, который добавляют на этапе 72. Многие фотоинициаторы могут образовывать свободные радикалы и без воздействия света. Сенсибилизатор поглощает энергию с длинами волн, отличными от поглощаемых фотоинициатором, затем передает энергию фотоинициатору, эффективно смещая спектр поглощения фотоинициатора. Сенсибилизатор полезен в некоторых обстоятельствах для повышения скорости отверждения и производительности. По выбору этапы 70 и 72 можно выполнить перед этапом 68, на котором обеспечивают отверждаемую под воздействием ультрафиолетового излучения смолу 22, в которую фотоинициатор и сенсибилизатор заблаговременно добавлены производителем.
После подготовки смолы 22 на этапах 68, 70 и 72, когда она готова к использованию, на этапе 74 ее наносят на участок или участки мешка 10, содержащие микроотверстия 12. Можно использовать любой способ нанесения, включая нанесение кистью, нанесение валиком, грунтование, распыление, штамповку или оштукатуривание, но не ограничиваясь этим. Так как смола 22 обхватит отдельные частицы, которые остаются на поверхности 18 мешка, очистка мешка 10 перед нанесением смолы 22 необязательна. Однако достаточный участок мешка 10 должен быть доступен для приклеивания смолы 22.
После нанесения на мешок 10 на этапе 74 смолу 22 отверждают, образуя уплотнения поверх микроотверстий 12, на этапе 76. Некоторые герметики просто высыхают на воздухе, образуя твердую поверхность. При подвергании воздействию источника ультрафиолетового излучения (не показанного) на этапе 76 в течение секунд происходит реакция между смолой 22 и фотоинициатором, приводящая к затвердеванию и запечатыванию микроотверстий 12. Смолу, отверждаемую под действием ультрафиолетового излучения, предпочтительно подвергать воздействию источника ультрафиолетового излучения в течение времени, достаточного для образования перманентного уплотнения поверх микроотверстий 12. Точное время реакции будет зависеть от источника излучения, расстояния между источником и мешком 10, конкретной используемой смолы 22 и используемого фотоинициатора. Предпочтительным источником излучения является лампа модели F300 от компании Fusion UV Systems, Inc. из Гейтерсберга, штат Мэриленд. Обычно при воздействии сфокусированной осветительной установки мощностью 300 Вт достигается время реакции в 3-4 секунды. Когда смолу 22 наносят на области, подобные складкам мешка 10, может произойти неполное затвердевание из-за недостаточного воздействия света. Источник ультрафиолетового излучения, следовательно, должен быть размещен так, чтобы все покрытые смолой области были отверждены до желаемой твердости. Применение дополнительных источников ультрафиолетового излучения или источника большей мощности также может быть использовано для надлежащего отверждения всей смолы 22. Источники меньшей мощности также применимы, но требуют увеличенного времени отверждения. Когда смолу 22 наносят и отверждают надлежащим образом, микроотверстия 12 оказываются запечатанными, препятствуя попаданию воздуха и влаги в мешок 10.
В последующих примерах пластиковые мешки были изготовлены для испытания в качестве новой упаковки для замены 18-фунтовых (8,7-килограммовых) мешков компаундного герметика схватываемого типа «Easy Sand» (USG Corporation, Чикаго, Иллинойс). Микроотверстия были выполнены в упаковочном материале посредством лазера, перед формованием мешков, затем мешки были отформованы термосвариванием шва стенки, чтобы образовать трубу, а затем одного конца для образования дна мешка. Мешки были наполнены порошковым компаундным герметиком. Затем верх мешка был скреплен термосвариванием, чтобы закрыть его. Захваченный воздух внутри мешка был удален посредством сочетания вибрации и прижимных валиков, выталкивающих захваченный воздух через микроотверстия. После удаления воздуха герметик нанесли на микроотверстия кистью и дали ему затвердеть.
Во время испытания мешки хранили при разных температурах и показателях влажности, имитируя ряд различных условий хранения. В случае циклического испытания мешков при экстремальных жаре и холоде мешки раз в день, кроме выходных, переносили в противоположные условия. Когда испытание температурой и влажностью было завершено, все содержимое мешка извлекли и просеяли через сито 12-го номера, затем взвесили оставшиеся комки.
ПРИМЕР 1
Были подготовлены пластиковые мешки, изготовленные из трехслойного полиэтилена (Plassein International Packaging, Виллингтон, Коннектикут), имеющие микроотверстия размером 125 мкм по всей длине каждой стороны мешка. Микроотверстия были герметично уплотнены тонкой полосой, проходящей вдоль сторон упаковки. Мешки наполнили 12,5 фунтами (5,7 кг) компаундной смеси и запечатали, вытеснив захваченный воздух, затем запечатали термосвариванием верхнюю укупорочную часть, чтобы закрыть мешок. Этилакрилат/2-этилгексилакрилат сополимерный герметик GLUEFAST (Hughes Enterprises, Трентон, Нью-Джерси) был нанесен посредством кисти и оставлен для высыхания на воздухе.
Были проведены испытания на старение, чтобы определить, приносит ли пользу нанесение герметика с течением времени. Образцы мешков выдерживали при постоянной температуре или в циклах с различными температурами и условиями влажности в течение одиннадцати дней. Были использованы следующие условия испытаний:
условие испытания 1: 90°F (32°С) и относительная влажность 90%, непрерывно.
Условие испытания 2: циклическое испытание, при 90°F (32°С) и относительной влажности 90% и при 40°F и относительной влажности 80%.
Условие испытания 3: циклическое испытание, при 90°F (32°С) и относительной влажности 90% и в морозилке холодильника при -6°F(-23°С).
Результаты испытаний указаны в Таблице 1.
Этилакрилат/2-этилгексил акрилат сополимер
Нанесение герметика на пластиковый мешок типа «А» уменьшило комкообразование во время циклических испытаний при экстремальных значениях тепла и влажности как по сравнению с бумажным мешком, так и по сравнению с мешком с микроотверстиями, не покрытыми герметиком.
ПРИМЕР 2
Для испытания были получены полиэтиленовые мешки того же типа и от того же поставщика, что и использованные в примере 1. Было выполнено приблизительно 2400 микроотверстий на полосе размером 1х4 дюйма (2,5х10 см) на передней части мешка. Размер каждого из микроотверстий составлял около 100 мкм.
18-фунтовый мешок был наполнен компаундной смесью «Easy Sand» и запечатан сверху с помощью термосваривания. Герметик - отверждаемую под воздействием ультрафиолетового излучения смолу Apsqure 9010-20 (Applied Polymer Systems, Шомбург, Иллинойс) - нанесли с помощью кисти. Перфорированную область не очищали перед нанесением, чтобы убрать всю компаундную пыль с передней поверхности мешка. При перемещении со скоростью 42 фута/мин (0,2 м/с) мешки проходили примерно на 6 дюймах (15 см) от источника ультрафиолетового излучения мощностью 300 Вт/дюйм2 (46 Вт/см2), описанного ниже.
Нижеследующие испытания демонстрируют эффективность отверждаемой под действием ультрафиолетового излучения смолы при запечатывании микроотверстий пластикового мешка, содержащего компаундный герметик схватываемого типа «Easy Sand».
Были испытаны ультрафиолетовые лампы двух разных типов, лампы спектров H и D. Лампа спектра Н предназначена для прозрачных решений, тогда как лампу спектра D используют для более толстых, непрозрачных решений. В столбце с заголовком «УФ-фотоингибитор» образцы, в которых использована нормальная или контрольная (CON) концентрация ингибитора, отделены от образцов, содержащих дополнительное количество (XPI) фотоингибитора. Образцы 4, 5 и 6 были дважды пропущены мимо ультрафиолетовой лампы для обеспечения полного затвердевания смолы и выявления эффекта, оказываемого большим воздействием ультрафиолетового излучения. К образцам был добавлен дополнительный фотоингибитор.
В дополнение к условиям испытаний 1, 2 и 3, описанным в примере 1, некоторые из вышеперечисленных образцов были испытаны в дополнительных условиях, описанных ниже.
Условие испытания 4: 40°F (5°С) и относительная влажность 80%, непрерывно.
Условие испытания 5: 75°F (24°С) и относительная влажность 30%, непрерывно.
Условие испытания 6: полное погружение в воду.
Условие испытания 7: циклическое, при 40°F (5°С) и относительной влажности 80% и при 30°F (0°С) и относительной влажности 0%.
Вышеописанные образцы испытывали в условиях, перечисленных ниже, в таблице.
вание смолы
вание смолы
дит
Эти испытания показывают, что запечатывание микроотверстий эффективно уменьшило образование комков и предотвратило попадание влаги в мешки в различных условиях. Образец 7 был полностью погружен в воду путем помещения мешка в емкость объемом 30 галлонов (111 литров), наполненную водой, чтобы испытать водонепроницаемость уплотнения. Мешок был извлечен из воды, когда наличие пузырьков показало утечку из мешка. Когда мешок открыли, компаунд был увлажнен с обоих концов мешка, однако порошок под микроотверстиями был сухим и без комков. Это указало на то, что протечки происходили через соединенные термосвариванием швы с обоих концов мешка, но не через микроотверстия. Утечки порошка, обнаруженные в двух мешках, образцах 5 и 6, также произошли через углы мешка и не являлись результатом плохой работы уплотнений микроотверстий.
На двух мешках, которые были состарены циклическим воздействием экстремальных значений высоких и низких температур и влажности, появились очень тонкие, толщиной в волос, трещины в отверждаемой под действием ультрафиолетового излучения смоле, напоминающие паутину. Хотя трещины были некрасивыми, они не оказывали заметного влияния на сцепление смолы с поверхностью мешка и не приводили к утечкам порошка.
Хотя были показаны и описаны конкретные варианты осуществления настоящего изобретения, специалистам в данной области техники должно быть ясно, что в нем могут быть выполнены изменения и модификации без отступления от изобретения в более широком его понимании, изложенном в нижеследующей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ УПАКОВКА С ВНУТРЕННИМ СРЕДСТВОМ ПОВТОРНОГО ЗАКРЫВАНИЯ | 2006 |
|
RU2381969C2 |
| СМЕСЬ И ПЛЕНКА, ПРОЯВЛЯЮЩИЕ СТОЙКОСТЬ К ИСТИРАНИЮ КРАСКИ | 2014 |
|
RU2666436C2 |
| РУКАВ И УПАКОВОЧНЫЙ МЕШОК | 2019 |
|
RU2770238C2 |
| СПОСОБ УПАКОВКИ КЛЕЯЩЕЙ КОМПОЗИЦИИ (ВАРИАНТЫ) И УПАКОВАННАЯ КЛЕЯЩАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ) | 1991 |
|
RU2096277C1 |
| АНТИСКОЛЬЗЯЩИЙ ТЕРМОСВАРИВАЕМЫЙ ПЛАСТИКОВЫЙ ГИБКИЙ УПАКОВОЧНЫЙ МЕШОК, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2720179C1 |
| АЛЬБУМИН В ГИБКОМ ПОЛИМЕРНОМ КОНТЕЙНЕРЕ | 2002 |
|
RU2287462C2 |
| МНОГОСЛОЙНАЯ ТЕРМОУСАДОЧНАЯ ПЛЕНКА | 2014 |
|
RU2619787C9 |
| ДВОЙНАЯ УПАКОВКА ДЛЯ ПОРОШКОВ И ГРАНУЛ И СПОСОБ УПАКОВКИ ПОРОШКОВ И ГРАНУЛ | 1995 |
|
RU2143386C1 |
| СЛОИСТЫЕ ПЛЕНОЧНЫЕ КОМПОЗИЦИИ, УПАКОВКИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ, И СПОСОБЫ ПРИМЕНЕНИЯ | 2006 |
|
RU2427467C2 |
| ОТВЕРЖДАЕМАЯ УЛЬТРАФИОЛЕТОВЫМ ИЗЛУЧЕНИЕМ БЛОК-СОПОЛИМЕРНАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ) И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1994 |
|
RU2148597C1 |
Изобретение относится к области хранения порошковых материалов. Способ изготовления и наполнения пластикового мешка заключается в использовании пластиковой пленки, в которой создают множество микроотверстий, формуют из пленки мешок, включающий в себя стенку и дно. Мешок наполняют содержимым, включающим в себя воздух и тонкоизмельченный порошок, имеющий средний размер частиц до 150 мкм, и скрепляют мешок. Из мешка удаляют, по меньшей мере, часть захваченного воздуха через микроотверстия и запечатывают микроотверстия посредством пленкообразующей смолы, обеспечивающей достаточную прочность пленки, позволяющую покрывать микроотверстия и сохранять целостность пленки, пока она не затвердеет. Изобретение обеспечивает надежное хранение порошковых материалов без доступа к ним влаги. 4 н. и 14 з.п. ф-лы, 2 ил., 3 табл.
1. Способ изготовления и наполнения пластикового мешка, включающий следующие этапы, на которых:
обеспечивают, по меньшей мере, одну пластиковую пленку;
создают в пленке множество микроотверстий;
формуют из пленки мешок, включающий в себя, по меньшей мере, одну стенку и дно;
наполняют мешок содержимым, включающим в себя воздух и тонкоизмельченный порошок, имеющий средний размер частиц до 150 мкм;
скрепляют мешок;
удаляют, по меньшей мере, часть захваченного воздуха в мешке через микроотверстия; и
запечатывают микроотверстия только посредством пленкообразующей смолы, обеспечивающей достаточную прочность пленки, позволяющую покрывать микроотверстия и сохранять целостность пленки, пока она не затвердеет.
2. Способ по п.1, в котором этап запечатывания включает нанесение герметика на микроотверстия.
3. Способ по п.2, дополнительно включающий этап отверждения, на котором герметик после нанесения подвергают воздействию ультрафиолетового излучения.
4. Способ по п.1, в котором этап создания включает нагревание упаковочного материала в локализованной области для образования микроотверстий.
5. Способ изготовления и наполнения пластикового мешка, включающий следующие этапы, на которых:
обеспечивают мешок с лазерными микроотверстиями;
наполняют мешок тонкоизмельченным порошком, имеющим средний размер частиц примерно до 150 мкм;
удаляют, по меньшей мере, часть захваченного воздуха в мешке через микроотверстия мешка;
выбирают отверждаемый под действием ультрафиолетового излучения герметик, обеспечивающий достаточную прочность пленки, позволяющую покрывать микроотверстия и сохранять целостность пленки, пока герметик не затвердеет;
наносят на микроотверстия отверждаемый под действием ультрафиолетового излучения герметик; и
подвергают герметик воздействию ультрафиолетового излучения, причем микроотверстия покрывает только герметик.
6. Способ по п.5, в котором этап нанесения также включает подготовку отверждаемого под действием ультрафиолетового излучения герметика перед его нанесением.
7. Способ по п.6, в котором этап подготовки включает добавление к герметику соответствующего количества фотоинициатора.
8. Способ по п.6, в котором этап подготовки включает добавление к герметику соответствующего количества сенсибилизатора.
9. Способ по п.5, в котором этап удаления включает сжатие мешка и вытеснение захваченного воздуха через микроотверстия.
10. Упакованный продукт, содержащий:
мешок, содержащий дно, по меньшей мере, одну боковую сторону и верх, причем указанный мешок имеет конфигурацию, подходящую для формования из упаковочного материала, в котором создано множество лазерных микроотверстий, причем указанные дно и верх скреплены;
содержимое мешка внутри мешка, включающее тонкоизмельченный порошок, имеющий средний размер частиц примерно до 150 мкм, и некоторое количество воздуха, меньшее, чем присутствовавшее в мешке при скреплении дна и верха, и
отверждаемый под действием ультрафиолетового излучения герметик, предназначенный для запечатывания указанных микроотверстий, причем микроотверстия покрывает только герметик.
11. Продукт по п.10, в котором упаковочный материал содержит пластиковую пленку.
12. Продукт по п.11, в котором пластик содержит полиэтилен.
13. Продукт по п.10, в котором содержимое мешка содержит, по меньшей мере, один из следующих продуктов: цемент, гипс или компаундную смесь.
14. Продукт по п.10, в котором герметиком является отверждаемая под действием ультрафиолетового излучения смола.
15. Продукт по п.14, также содержащий фотоинициатор.
16. Продукт по п.10, в котором микроотверстия выполнены лазером и имеют размер примерно от 50 до 150 мкм.
17. Продукт по п.10, в котором микроотверстия имеют размер примерно от 60 до 100 мкм.
18. Упакованный порошковый продукт, содержащий:
мешок с лазерными микроотверстиями, содержащий верх и дно;
содержимое мешка внутри мешка, включающее в себя тонкоизмельченный порошок, имеющий средний диаметр частиц примерно до 150 мкм, и количество воздуха, меньшее, чем присутствовавшее в мешке при скреплении верха и дна, причем, по меньшей мере, часть воздуха вытеснена через микроотверстия; и
отверждаемый под действием ультрафиолетового излучения герметик поверх микроотверстий, запечатывающий их, причем отверждаемый под действием ультрафиолетового излучения герметик также содержит фотоинициатор.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| US 5725909 А, 10.03.1998 | |||
| US 4672684 А, 09.06.1987 | |||
| US 4743123 A, 10.05.1988 | |||
| US 5584409 A, 17.11.2003 | |||
| МЕШОК ДЛЯ СЫПУЧЕГО ПРОДУКТА, СПОСОБ ИЗГОТОВЛЕНИЯ МЕШКОВ ИЗ ПОЛИМЕРНОГО ПЛЕНОЧНОГО ИЛИ ТРУБЧАТОГО МАТЕРИАЛА, ОРИЕНТИРУЕМЫЙ ТЕРМОПЛАСТИЧНЫЙ ПЛЕНОЧНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ МЕШКОВ | 1989 |
|
RU2050310C1 |

