Изобретение относится к изготовлению мешков и может быть использовано при изготовлении парашютов.
При производстве мешков и других изделий из ориентируемых термопластичных полимерных пленочных материалов используются различные способы, позволяющие обеспечить материалу достаточную прочность в соответствии с его назначением. Несмотря на это, всегда существует риск того, что готовое изделие разорвется в ходе его употребления, если оно подвергнется внезапным нагрузкам. Так, например, мешок, наполненный порошком или гранулами, может разорваться при падении. Эта тенденция имеет большее значение в случае более жестких полимеров (характеристика, соответствующая модулю упругости), например полипропилена или полиэтилена высокой плотности, чем в случае менее жестких полимеров, например полиэтилена низкой плотности, но даже в случае полимеров низкой жесткости тенденция к разрыву существует при ударных нагрузках.
Предлагаемое изобретение относится к способу распределения напряжений и других сил в пленочном материале таким образом, чтобы минимизировать риск разрыва материала.
В некоторых случаях является желательным, чтобы большая часть изделия или даже все изделие целиком было модифицировано подобным образом. Так, например, представляется желательным модифицировать таким способом ленты для обшивки, изготовленные из ориентируемого пленочного материала, например обшивочные ленты парашютов, с целью свести к минимуму риск разрыва их при ударе или уменьшить ударные нагрузки при тех напряжениях, на которые рассчитаны ленты для обшивки, с аналогичной точки зрения представляется нежелательным модифицировать всю площадь поверхности (или только некоторые части всей поверхности) широких листов, например купола парашюта.
В других случаях достаточно модифицировать лишь небольшие части пленки в определенных зонах. Такая частная проблема встает например в случае мешков или сумок, поскольку именно в этом случае имеется определенная зона, начиная с которой происходит разрыв мешка, которая в дальнейшем обозначается как область разрыва. Представляется особенно предпочтительным модифицировать мешок именно в области разрыва. Область разрыва для любого данного мешка может быть представлена из теоретических соображений, или, что более применимо на практике, ее можно определить экспериментальным путем в результате бросания с высоты заполненных мешков.
Область разрыва в мешках зачастую связана со сварными швами, поскольку материал, прилегающий к сварному шву, обычно более подвержен разрыву по сравнению с материалом остальных частей мешка. Очевидно, процесс образования сварного шва отрицательно влияет на свойства пленочного материала в зоне прилегания ко шву. Однако следует отметить, что область разрыва не обязательно простирается по всей длине шва, поскольку в обычных мешках зона разрыва обычно располагается главным образом посередине между концами шва.
В случае, когда мешок выполнен с продольными боковыми складками и имеет сварной шов, тенденция к наиболее частому образованию области разрыва наблюдается в месте соединения боковых складок и сварного шва.
Мешок может иметь более одной области разрыва. Так, например, если мешок имеет сварной шов в верхней части и в дне, то обычно имеет место зона разрыва, связанная с каждым из швов (разрыв по которым связан с падением на соответствующий конец), и если мешок имеет боковые складки, имеет место также область разрыва, связанная с местом соединения боковых складок со сварным швом (разрыв в этом месте обычно происходит при падении мешка боком).
Согласно имеющемуся уровню техники известны пленочные материалы для изготовления мешков с различной ориентацией и другими вариантами обработки для обеспечения их оптимальных прочностных качеств, однако обычно пленка на протяжении всего мешка обладает практически одинаковыми свойствами. Хорошо известен также способ гофрировки поверхности пленки либо с точки зрения улучшения внешнего вида, либо для облегчения складывания пленки. Однако обычные способы гофрировки не обеспечивают желаемых улучшений свойств.
Ближайшим аналогом для объектов "мешок" и "способ изготовления мешков" является техническое решение [1] представляющее собой мешок для сыпучего материала, выполненный из пленочной полимерной заготовки или трубчатого материала, с одним из концов, защитным тепловым способом или запечатанным, с образованием на одном ее торце поперечного шва для формирования по меньшей мере одного закрытого конца, в непосредственной близости от которого имеются области возможного разрыва при падении мешка.
Ближайшим аналогом для объекта "ориентируемый термопластичный пленочный материал"является техническое решение [2] представляющее собой ориентированный термопластичный пленочный полимерный материал.
Материал согласно предлагаемому изобретению не является однородно растянутым, но напротив имеет зоны с различной степенью вытяжки, в результате чего образуется по меньшей мере одна зона вытяжки и несколько практически нерастянутых зон. Указанные нерастянутые зоны имеют степень растяжки, значительно уступающую степени растяжки в зоне вытяжки, однако они могут быть растянуты несколько в большей степени, чем исходный пленочный материал до растяжения в зоне растяжки. Предпочтительным является наличие нескольких указанных нерастянутых зон, каждая из которых располагается между парой зон вытяжки.
В общем случае степень растяжения в зоне вытяжки составляет по меньшей мере 10% и обычно по меньшей мере 20% и может лежать в пределах например от 30 или 40% или более по отношению к исходному пленочному материалу. Пленочный материал в практически нерастянутых зонах имеет незначительную степень вытяжки или совершенно не растянут по сравнению с исходным материалом. Исходный пленочный материал должен обладать способностью к ориентации, однако он уже может быть ориентирован в ограниченной степени.
Следовательно необходимо, чтобы в каждой зоне вытяжки пленочный материал имел большую длину по сравнению с материалом в прилегающей нерастянутой зоне. Пленочный материал в зоне вытяжки может содержать ряд регулярно или хаотически расположенных складок (гофров), которые расположены перпендикулярно длине зоны вытяжки. Удобный способ получения каждой из зоны вытяжки включает образование ряда простирающихся в перпендикулярном направлении мест, в которых пленочный материал вытянут (т.е. этот материал вытянут в указанном первом направлении зоны вытяжки). В частности, этого лучше всего можно достигнуть за счет гофрировки пленочного материала в указанной зоне зубчатым устройством, расположенным перпендикулярно указанному направлению. Часто зоны вытяжки являются продольными и простираются в поперечном направлении.
Изобретение может быть применено также ко всей площади листового материала, в этом случае, как отмечалось выше, предпочтительным является наличие большого количества зон вытяжки и нерастянутых зон, чередующихся друг с другом. Каждая из невытянутых зон может существовать в виде полосы или ленты, линейной или в форме зигзага, ширина которой обычно составляет от 5 до 150% от ширины каждой зоны вытяжки. Обычно каждая невытянутая зона имеет ширину, равную по меньшей мере 0,5 мм, а каждая зона вытяжки имеет ширину, равную по меньшей мере 2 мм, и предпочтительно по меньшей мере 5 мм. В случае, когда невытянутые зоны чередуются с зонами вытяжки, невытянутые зоны обычно имеют ширину не более 5 мм, иногда не более 10 мм, хотя конечно они могут быть и шире, тогда как зоны вытяжки могут иметь ширину до 20 мм или 30 мм или даже более того.
Предлагаемое изобретение имеет особое значение для уменьшения риска разрыва мешков (в частности, сумок).
В соответствии с данным аспектом предлагаемого изобретения предусматривается кольцевой ориентируемый термопластичный полимерный пленочный материал, который закрыт или может быть закрыт с получением закрытого мешка, имеющего зону разрыва, в которой вероятность образования разрыва максимальна в случае, когда мешок подвергается разрывающим силам при падении в полном виде. Пленочный материал, прилегающий к зоне разрыва, включает зону поглощения ударных нагрузок, включающую:
по меньшей мере одну зону вытяжки, расположенную в направлении, ведущем от зоны разрыва, в которой указанный пленочный материал вытянут практически в указанном направлении, и несколько практически невытянутых зон, прилегающих к указанной зоне вытяжки и располагающихся практически в том же направлении, что и указанная зона вытяжки, в результате чего разрывающие силы отводятся из зоны разрыва нерастянутыми зонами в зону или зоны растяжки.
Кольцевой материал согласно изобретению может представлять собой закрытый мешок, открытый мешок или открытую трубу, которая может быть закрыта с одного конца с получением открытого мешка. В частности, этот материал может представлять собой бесконечную трубу, которая может быть закрыта и обрезана с получением нескольких труб. Данный материал обычно распостраняется в виде труб, хотя при желании лист может быть заплавлен с одной стороны с получением кольцевого материала.
В соответствии с данным аспектом изобретения область разрыва предпочтительно располагается вдоль заплавленного тепловым способом или зашитого шва мешка, и участок поглощения ударных нагрузок предпочтительно представляет собой полосу поглощения ударных нагрузок ("ППУ"), которая отделяется от шва нерастянутой зоной, через которую разрушающие напряжения могут быть отведены в полосу поглощения ударных нагрузок, а указанная полоса представляет собой ряд лент (полос) из практически нерастянутого материала, расположенных в направлении сил, действующих на шов (которые в обычных условиях практически перпендикулярны шву), разделенных полосами пленочного материала, растянутого практически в том же направлении (т.е. в обычных случаях практически перпендикулярно шву). Ширина каждой из нерастянутых лент или полос для достижения оптимальных свойств зависит от конткретного пленочного материала, однако обычно лежит в пределах от 5 до 150% от ширины каждой из прилегающих растянутых полос. Как уже указывалось, направление сил, действующих на шов, обычно практически перпендикулярно шву. Исключением являются швы, располагающиеся по диагональному направлению в боковых складках.
Каждая из полос невытянутого материала предпочтительно располагается непрерывно по всей глубине полосы поглощения ударных нагрузок. Она может располагаться в виде практически прямой линии или в виде зигзагообразной линии при том условии, что изменения направления в пределах зигзагообразной линии не настолько велики, чтобы препятствовать передаче сил нагрузки вдоль линии.
В случае, когда зона разрыва представляет собой шов, предпочтительным является наличие расстояния между швом и полосой поглощения, составляющего по меньшей мере 1 см и часто по меньшей мере 3 см, от шва с целью обеспечить возможность распределения ударной нагрузки, возникающей на шве или около него. Обычно хорошие результаты достигаются при расстоянии, составляющем например не более чем 10 см и часто не более 5 или 6 см. Глубина полосы поглощения ударных нагрузок, т.е. расстояние от ее конца, примыкающего к шву, до противоположного конца, обычно лежит в пределах от 3 до 10 см.
Частями шва, в которых нагрузки особенно способствуют возникновению разрыва, являются те его части, которые отступают внутрь от боковых концов мешка в случае мешков обычно принятой конструкции, и, следовательно, нет необходимости в продолжении полос, поглощающих ударные нагрузки, до внешних сторон. Вместо этого их можно располагать в зонах, отступающих внутрь от краев мешка.
Согласно второму аспекту изобретения ориентируемый пленочный материал может существовать в виде мешка, противоположные внешние стороны которого соединены с образованием боковых складок. В этом случае существует специфическая зона разрыва в месте соединения боковой складки и шва, полученного термическим путем или сшиванием, эта зона подвержена опасности разрыва при падении мешка на какую-либо из его плоских лицевых поверхностей. Часть боковой складки или вся складка целиком может представлять собой одну или несколько указанных зон растяжки из вытянутого в продольном направлении материала, тогда как невытянутые зоны из практически невытянутого материала могут располагаться в пределах боковых складок, например, чередуясь с зонами растяжками, или по центру складывания складок, или же могут располагаться на самых краях складок, или на краях внешней лицевой поверхности мешка (сумки), или могут отступать на некоторое расстояние внутрь от внешних краев мешка (сумки). Подобная конструкция предусматривает, что нагрузка воспринимается невытянутыми продольными зонами, расположенными на складках или около них, при этом продольные зоны вытяжки поглощают энергию удара и таким образом защищают швы мешка от разрыва.
Ниже более подробно рассмотрена возможность избежать разрыва по шву. Ударная прочность шва мешка зачастую является наиболее важным свойством мешка. Употребляемый в данном описании термин "ударная прочность" относится к прочности, определяемой в результате испытаний по бросанию мешка, наполненного порошком или гранулами, для которых он предназначен. Обычно невозможно получить надлежащий шов в результате его заваривания "горячим" способом ("способ, отличный от более сложного теплового заплавливания шва "со сдвигом") в случае изготовления мешков из относительно жестких полимеров (под жесткостью понимаются их характеристики по модулю эластичности), например полиэтилена высокой плотности или полипропилена, даже в тех случаях, когда отмеченные выше оба полимера модифицированы путем добавления эластомеров в приемлемом с экономической и практической точки зрения количестве.
Прочность на раздир для подобных швов, полученных способом теплового заваривания, измеренная при низких скоростях деформации, которые обычно применяются для прочностных испытаний, обычно примерно эквивалентна или даже выше, чем у заваренных горячим способом швов в случае полиэтилена низкой плотности при равной толщине, тогда как ударная прочность полипропилена или полиэтилена высокой плотности по местам соединения значительно ниже, чем в случае полиэтилена низкой плотности.
При изучении данной проблемы обнаружено, что недостаточная ударная прочность связана с явлением, которое эквивалентно "эффекту надрыва", а именно концентрации разрывающих сил в узкой линейной зоне по границе лицевой контактной поверхности шва. Кроме того, часто имеет место и настоящий "эффект надрыва", обусловленный дефектами формы тепловых элементов, используемых для образования шва тепловым способом. В месте, где концентрируются напряжения, начинается явление ориентации. В случае, когда действие разрыва имеет небольшую скорость, указанная ориентация постепенно развивается в направлении от исходной линии образования, увеличивая тем самым прочность в данной области. Однако в том случае, когда скорость разрывного усилия превышает некоторое критическое значение, зависящее от материала и от параметров предшествующей операции заделки шва тепловым способом, процесс ориентации пленочного материала (который является процессом с временной зависимостью) ограничивается очень небольшой линейной зоной, вместо постепенного расширения этой зоны. Наличие деформации высокой энергии в очень ограниченной зоне практически мгновенно вызывает разрыв материала.
Полагают, что различный характер процесса ориентации до или после наступления критического предела скорости деформации зависит главным образом от количества тепла, выделяемого при растяжении, количество тепла, выделяемого в результате внутреннего трения, велико в случае жесткого полимера. При скоростях ниже критического значения имеется достаточно времени для отвода тепла в прилегающие области пленки, что помогает постепенному развитию ориентации, которая протекает при этом гладко. Напротив, при скоростях выше критической времени недостаточно для того, чтобы тепло успевало отводиться из узкой зоны, в которой проявляется "эффект надрыва" (или аналогичное явление), и полимер в этой зоне практически мгновенно начинает плавиться.
Отверстия, возникающие при сшивке или прикатке шва зубчатым валиком также могут вызывать появление слабых мест, и в этом случае прочность на разрыв также очень сильно зависит от скорости деформации.
Согласно изобретению предусматривается изменение характеристик материала мешка в области, прилегающей к шву, с целью дать возможность для отвода энергии, выделяющейся при падении наполненного мешка, для разрушения других, заранее для этой цели предназначенных и менее чувствительных частей конструкции мешка.
Следует отметить, что описанные недостатки мешков со сварным швом, изготовленных из жестких полимерных материалов, особенно проявляются в случае, когда материал ориентирован растяжкой при температуре ниже температуры плавления. Известно, что в этом случае образуются поперечные полосы ориентированного в одном направлении полиэтилена высокой плотности или полипропилена (которые могут содержать небольшие количества эластомера) с достаточными, но не слишком значительными связями между складками надмолекулярных структур, сообщая тем самым высокие значения устойчивости к разрыву и прочности самой пленки. Клееные мешки (главным образом мешки с клапанами) из подобных материалов со сшитыми слоистыми структурами находят широкое промышленное применение. Следует заметить, что жесткость сама по себе является желательным свойством для материала, из которого изготавливаются мешки. Известно также, что полученные тепловым способом швы на подобных сшитых слоистых пластиках обладают хорошей прочностью на раздир при измерении ее в соответствии со способами, обычно используемыми для прочностных испытаний, однако прочность на раздир при ударе подобных швов весьма низка, что делает эти во всех остальных отношениях очень полезные материалы совершенно непригодными для мешков простой конструкции, полученных сваркой швов.
В результате практических и теоретических исследований ориентированных пленочных материалов обнаружено, что вышеупомянутый "эффект надрыва" (или ему подобный) сопровождается потерей ориентационных свойств в зоне, непосредственно прилегающей к зоне тепловой обработки шва. (Указанная ориентация естественно теряется также и в самой по себе зоне шва, полученного тепловым способом, однако поскольку эта зона имеет большую толщину, данное явление не имеет особого значения). В самом по себе ориентированном материале существует значительное сопротивление дополнительной ориентации, однако это не происходит в неориентированной линейной зоне, прилегающей к шву. Следовательно, не только "эффект надрыва" (или подобное ему явление), но также нарушение ориентации обусловливает то, что ударное воздействие распространяется только в очень узкой области. В результате даже материал, значительно более жесткий чем полиэтилен высокой плотности или полипропилен, но в ориентированном состоянии становится бесполезным для изготовления мешков описанной конструкции.
Далее в отношении отрицательной роли жесткости материала в связи с ударной прочностью шва следует заметить, что необходимо принимать во внимание именно жесткость при температурах, существующих во время падения наполненного мешка. Так даже обычный полиэтилен низкой плотности является относительно жестким при температуре, например, равной -20оС, и прочность при бросании сварных швов, полученных тепловым способом, для мешков из полиэтилена низкой плотности при таких температурах значительно ниже, чем при комнатной температуре. Однако температура порядка -20оС и даже ниже во многих случаях является нормальной для эксплуатации мешков, и, следовательно, имеется необходимость в увеличении прочности швов мешков из полиэтилена низкой плотности.
Предпочтительным типом мешка (или кольцевого материала для получения мешков) согласно настоящему изобретению является мешок или материал, который наряду со швом имеет линейчатую гофрированную структуру, прилегающую ко шву, но отстоящую от него на некоторое расстояние. Гофрированная структура состоит из рядов зубчатых углублений, в которых пленка удлинена главным образом в направлении сил, возникающих в критической зоне при падении мешка, т.е. обычно главным образом перпендикулярно по отношению к шву, разделенных лентами или полосами практически немодифицированного пленочного материала, что обеспечивает эффект поглощения удара, защищающий сам по себе шов при падении наполненного мешка. Наличие гофрировки обеспечивает растягивание материала.
Полосы практически немодифицированного пленочного материала должны быть достаточно узкими (по сравнению с зубчатой гофрировкой) и степень местного удлинения материала, вызываемого наличием гофрировки, должна быть достаточно высокой для того, чтобы обеспечить отмеченный выше эффект поглощения энергии удара, который должен предохранять материал от разрыва таким образом, что ориентация в определенном направлении должна "спокойно" возникать в зоне, непосредственно прилегающей ко шву. Оптимальный вариант (который в дальнейшем обозначается "область поглощения ударной нагрузки") зависит от требований к рабочим характеристикам материала, от свойств пленки, от размеров мешка, от материала, которым заполняется мешок, от степени его заполнения, от способа заплавления или зашивания шва, и от температуры, при которой происходит падение мешка. Однако в любом случае достижение указанного оптимального варианта не составит трудности для специалиста в данной области при применении методов проб и ошибок.
Полосы немодифицированного пленочного материала могут обычно представлять собой прямые полосы (фиг.1 и 2) или же могут быть в основном расположены в виде зигзагов в шахматном порядке (фиг.4). Первый вариант облегчает изготовление гофрированных структур с применением более простых устройств, тогда как второй обеспечивает более эффективное поглощение энергии удара, что может оказаться необходимым в случае особенно жесткого материала или материала с особенно сильной ориентацией.
Приведенное выше описание изобретения дано в применении к швам, полученным тепловым способом и относящимся к так называемому "поверхностному" типу. Однако аналогичная проблема низкой прочности при ударе возникает и в случае "накладных" швов, когда тепловое заваривание швов затруднено, в частности, в случае, когда используют ориентированный материал. Проблемы аналогичного свойства возникают также в случае накладных швов с соединением их расплавленным адгезивом, а также в случае швов, полученных сверхзвуковой обработкой. Следовательно, настоящее изобретение полезно во всех подобных случаях.
Далее, изобретение является весьма полезным и в случае зашиваемых швов. Прочность зашиваемого шва зависит исключительно от прочности пленки на растяжение, которая опять-таки, в случае жестких и/или ориентированных материалов зависит прежде всего от скорости приложения нагрузки. Это также верно и для случая описанных выше двух типов сшитых слоистых структур, которые оба демонстрируют высокую прочность на растяжение вплоть до некоторого критического значения скорости разрыва, но обычно обладают плохим сопротивлением на растяжение выше этого значения. Следовательно, "область поглощения ударной нагрузки" может быть с успехом применена для снижения действия удара посредством уменьшения скорости деформации разрыва до значения, лежащего ниже критического предела.
Области поглощения ударной нагрузки могут быть применены как на швах, прилегающих к верхушке и дну мешка, так и на боковых швах. Обнаружено, что силы, возникающие близ углов сбрасываемого мешка, всегда относительно малы, и следовательно, "полосы поглощения ударной нагрузки" не обязательно должны простираться непосредственно до краев мешка.
Предлагаемое изобретение предусматривает также способ совмещения процесса образования шва и специального типа гофрировки, который очевиден из приведенного выше описания, а также устройства, позволяющие совмещать процесс образования шва и гофрировки для осуществления описанного выше способа.
Область поглощения ударной нагрузки может быть получена до, одновременно или после процесса образования шва. Таким образом, область поглощения ударной нагрузки может быть получена (а) на пленке перед получением из нее кольцевой структуры, (б) на кольцевой структуре пленки перед изготовлением из нее мешка, (в) на мешке перед его заполнением, (г) на заполненном мешке перед образованием конечного шва или (д) после образования конечного шва. Изобретение также относится к мешкам и полуфабрикатам мешков (например, кольцевым структурам для формования и заполнения) с областью поглощения ударной нагрузки, правильно расположенной по отношению к шву, который еще не образован, но будет образован впоследствии. Обычно в этом случае понимается верхний шов или как верхний, так и нижний швы, которые образуются в связи с процессом заполнения. Устройства для изготовления мешков или устройства для формования и заполнения, которые используют предварительно изготовленные кольцевые структуры с областью поглощения ударной нагрузки, могут быть снабжены специальным синхронизирующим устройством, которое располагает швы в правильном соотношении с указанными областями.
Как уже отмечалось выше, область поглощения ударной нагрузки в районе верхнего шва мешка с открытым верхом может быть получена после процесса заполнения мешка, совместно с закрыванием его швом. Образование шва обычно осуществляется с использованием обычного устройства для ленточной герметизации или обычной зашивочной машины, и в этих случаях полосу поглощения ударной нагрузки предпочтительно получают непрерывно между гофрировочными шестернями, одна из которых может быть снабжена поверхностью с выступами, а другая поверхностью с соответствующими углублениями (фиг.7 и 8). В прочих случаях часто является предпочтительным периодический процесс образования гофрировки, например, посредством использования гидравлического или пневматического пресса, также между поверхностями с выступами и соответствующими им углублениями.
Если поперечную полосу поглощения ударной нагрузки получают в результате гофрировки кольцевой структуры пленочного материала, часто может оказаться без применения специальных мер затрудненным процесс открывания кольцевого материала для его заполнения. Следовательно, часто является предпочтительным изготовление по меньшей мере полосы поглощения ударной нагрузки при верхнем шве мешка с открытым верхом, когда материал мешка еще представляет собой плоскую пленку, с последующим получением из указанной плоской пленки кольцевой структуры. В этих случаях устройство для гофрировки может быть совмещено или синхронизировано с запечатывающим устройством или непосредственно с устройством для изготовления мешков.
В этом случае боковой шов образуется после гофрировки области поглощения ударной нагрузки днищевого и/или верхнего швов, и при получении бокового шва посредством тепловой обработки плавкого адгезива или тепловым завариванием тепло этого процесса заставляет исчезать гофрировку в тех местах, где полоса поглощения ударной нагрузки пересекает боковой шов. Однако указанное тепло не оказывает вредного воздействия при условии, что боковой шов располагается очень близко к одному из краев мешка, поскольку, как уже отмечалось выше, ударные нагрузки вблизи углов мешка имеют относительно небольшую величину.
Тот факт, что только не изменившие свои свойства ленты полосы поглощения ударной нагрузки должны принимать на себя нагрузки, перпендикулярные шву, означает, что коэффициент эластичности указанной полосы очевидно значительно уменьшается, так что указанная полоса ведет себя как полоса резины, и одновременно общие напряжения в полосе уменьшаются. Обе эти особенности объяснены подробнее ниже, при описании фиг.1-6. Уменьшение общих напряжений может приводить к деформации материала в пределах области поглощения энергии удара даже в процессе обычного хранения или обработки мешка, однако деформация такого рода обычно не является важной, поскольку она ограничивается пределами узкой полосы и по сути дела заканчивается, когда гофрировка расправляется, баланс между необходимостью иметь хорошие характеристики при бросании и наличием достаточного сопротивления напряжением является важным фактором для выбора оптимального варианта изобретения.
Если мешок предназначается для переноски вручную, причем его форма при этом должна сохраниться, полоса поглощения ударной нагрузки предпочтительно не должна пересекать поверхность мешка от одного его края до другого, а его части около углов должны оставаться негофрированными, причем должна обеспечиваться достаточная ширина для того, чтобы можно было избежать значительных деформаций при поднимании наполненного мешка за его углы. Как отмечалось выше, в этих областях мешка не требуется наличия значительного противоударного эффекта, поскольку в любом случае силы растяжения в этих областях при падении мешка невелики.
Для достижения значительного эффекта поглощения ударной нагрузки тип и глубина гофрировки должны быть подобраны таким образом, чтобы они обеспечивали увеличение не менее чем на 15% а предпочтительно не менее чем на 25% ("критическую высоту бросания") для одного цикла бросания. Под "критической высотой бросания" в данном описании понимается та высота бросания мешка, которая является статистическим значением предела между разрывом и отсутствием разрыва мешка, когда указанный мешок, заполненный порошкообразным или гранулированным материалом, бросают шесть раз по следующему циклу: (1) первое бросание плоской поверхности, (2) второе бросание плоской поверхности, (3) первое бросание на бок, (4) второе бросание на бок, (5) бросание на дно, (6) бросание на верхнюю часть мешка.
Однако при надлежащем выборе типа конструкции и глубины гофрировки (основные указания для подобного выбора приведены при описании фиг.1-6) увеличение критической высоты бросания для одного цикла бросания во многих случаях может составлять 50% 100% или даже более, при этом без отрицательного влияния на способность противостоять деформациям при хранении и операциях с мешками. Гофрировка пленочного материала используется для улучшения его характеристик в отношении предотвращения скольжения, что бывает важным с точки зрения хранения мешков в штабелях. Однако для этой цели важно подобрать такой тип гифрировки, который вызывает минимальное уменьшение коэффициента эластичности и суммарной прочности (что характеризуется количественными показателями, обсужденными при описании фиг.1-8). Мешок с полосой для поглощения ударной нагрузки также с целью улучшения его свойств в отношении скольжения может быть снабжен дополнительной гофрировкой в других специально выбранных зонах или по всей поверхности, однако в таких случаях тип и глубину гофрировки в пределах полосы поглощения ударной нагрузки необходимо подобрать таким образом, чтобы обеспечить значительно более высокий эффект поглощения ударной нагрузки. (Основные характеристики эффекта поглощения ударной нагрузки с количественным описанием приведены при объяснении графиков, содержащихся на фиг.5 и 6).
Как указывалось во введении, мешки с боковыми складками с кнопочными и/или верхними швами, полученными способом тепловой обработки, обладают особой зоной в форме небольшой области около или непосредственно на пересечении внутренней кромки боковой складки и верхним или нижним швом, полученным тепловым способом. Разрыв в указанных зонах происходит в основном тогда, когда заполненный мешок бросают на одну из его плоских поверхностей. Существует две причины для тенденции к разрыву именно в этих областях. Первая из которых заключается во внезапном изменении толщины материала между клиновидной, сложенной вчетверо частью мешка по сравнению с той частью, которая не имеет клиновидной формы, т.е. двухслойной частью мешка. Это изменение толщины делает тепловой нагрев особенно критическим. Вторая причина тенденции образования разрыва в указанных областях состоит в том, что когда мешок заполнен, и складки находятся в расправленном состоянии, сообщая мешку прямоугольную форму, натяжение боковой складки в каждом из углов мешка происходит главным образом в узкой области, где сделанный тепловым способом шов пересекается с внутренней крышкой боковой складки. Следовательно, когда мешок бросают на одну из его плоских поверхностей, его содержимое ударяется об угол мешка, и в результате натяжение клина в этом углу концентрируется в узкой области указанного пересечения. Вследствие этого мешки с боковыми складками не могут противостоять бросанию плоской стороной с такой же высоты, как простые мешки в форме "подушки" из аналогичного материала, если только не принимать специальных мер. Указанное справедливо также для мешков с боковой складкой, изготовленных из мягких и легко заплавливаемых тепловым способом материалов, например полиэтилен низкой плотности и линейный полиэтилен низкой плотности.
Согласно имеющемуся уровню техники данную проблему решают посредством добавления к каждому из клиновидных углов дополнительно двух прямоугольных спаек, выполненных тепловым способом, каждая из которых скрепляет одну сторону складки с соответствующей внешней стороной мешка, причем каждая из указанных спаек начинается от отмеченного выше места пересечения и продолжается по второй оси, обычно направленной под углом 45о к продольному направлению в мешке. При наличии указанных спаек, выполненных тепловым способом, боковая складка все еще остается нескладывающейся нормальным образом в углу и обеспечивает мешку прямоугольную форму при заполнении, однако при этом силы, возникающие в углу на боковой складке в процессе бросания на плоскую сторону, будут распределяться по всей длине дополнительных двух спаек, выполненных тепловым способом, вместо того, чтобы концентрироваться в одной небольшой области.
Недостатком этой обычно используемой меры предосторожности является относительно продолжительное время, затрачиваемое на получение указанных спаек, выполненных тепловым способом, которое обязательно включает время, необходимое для стадии охлаждения перед тем, как две стороны клиновой вставки соприкасаются вновь, поскольку в противном случае они могут сплавиться друг с другом и образовать одну спайку.
В соответствии с предлагаемым изобретением операцию дополнительной тепловой спайки можно заменить нанесением полосы поглощения ударной нагрузки на клиновидную вставку в углах мешка. Указанная полоса поглощения ударной нагрузки не должна обязательно простираться на две внешние поверхности мешка, а должна находиться на боковой складке вблизи угла (здесь имеется в виду структура мешка до распрямления боковой складки).
В идеальном варианте невытянутые зоны или "ленты" в области поглощения ударной нагрузки должны все быть направлены к небольшой области пересечения, чтобы они совпадали с напряжениями в распрямленной боковой складке, однако с целью упрощения конструкции устройств для изготовления тип расположения полосы гофрировки может соответствовать, например, примеру 3, в котором все "ленты" располагаются в продольном направлении мешка. По меньшей мере "ленты" вблизи самой внутренней складки клиновидной вставки в этом случае в основном направлены к месту пересечения шва.
Дополнительным преимуществом является то, что значительное уменьшение коэффициента эластичности в результате гофрировки боковой складки вблизи углов мешка способствует лучшему заполнению пространства в углах содержимым мешка, в результате чего улучшается его прямоугольная форма.
Области поглощения ударных нагрузок могут быть дополнительно использованы в комбинации с описанной выше гофрировкой боковой складки. В результате совместного использования "гофрировки боковой складки" и "области поглощения ударной нагрузки", описанного в примере 3, достигается более чем трехкратное увеличение критической высоты падения мешка. "Гофрировку боковой складки" предпочтительно осуществляют на плоской пленке до получения из нее кольцевой трубообразной структуры или на плоской кольцевой структуре до образования клиновидных вставок, но ее можно осуществлять и после образования клиновидных вставок, и даже после изготовления мешка при том условии, что имеется свободный доступ к внутренности мешка.
В качестве альтернативной, а в некоторых случаях и более простой меры предосторожности, которая в целом не попадает в приведенное выше определение области поглощения ударной нагрузки, но основана на аналогичном эффекте, можно использовать вытяжку с гофрировкой самой внутренней поверхности боковой складки непосредственно около днищевого и/или верхнего шва. В результате клиновидную вставку и прилегающие лицевые стороны мешка можно рассматривать в качестве специальной формы области поглощения ударной нагрузки согласно предлагаемому изобретению, эта область может простираться непосредственно от соединения шва с боковыми клиньями или от точки рядом с указанным соединением, причем она не обязательно должна пересекать всю ширину клиньев. Края внешних лицевых поверхностей мешка и/или части в пределах боковых складок могут служить в качестве практически невытянутых зон, прилегающих в зоне вытяжки, которая составляет лишь часть всей площади в пределах боковой складки. Одновременная гофрировка внешних поверхностей мешка не наносит вреда, однако делает всю процедуру более простой. Подобная гофрировка в пределах боковой складки должна осуществляться на достаточно большую глубину и/или достаточно близко ко шву, чтобы напряжения, прилагаемые к сложенной складке, в значительной мере отводились от места пересечения (где, как указывалось выше, соединение тепловым способом является критическим элементом) в часть выполненной тепловым способом спайки, лежащую ближе к лицевому краю мешка.
В предпочтительном варианте указанная гофрировка должна постепенно уменьшаться в направлении к краю таким образом, чтобы распределять силы нагрузки от самой внутренней поверхности боковой складки на более широкую часть дна или верхнюю часть мешка.
Для того, чтобы обеспечить точное попадание указанной гофрировки на место пересечения самой внутренней кромки боковой складки и дна или верхней части мешка, указанную гофрировку удобно получать одновременно с процессом теплового заплавливания на одном и том же устройстве, которое может включать средства для определения поперечного расположения самой внутренней кромки боковой складки, и тем самым для автоматической поперечной регулировки или соответствующего расположения гофрировки.
Как уже отмечалось ранее, области поглощения ударных нагрузок весьма пригодны для мешков, изготовленных из сшитых слоистых пластиков. Это же утверждение справедливо для описанного выше случая "гофрировки боковых складок". В патенте США N 4629525 описаны улучшенные композиции сшитых слоистых структур указанного типа, состоящие из двух или более складок, каждая из которых обычно содержит основной слой, слой, облегчающий образование ламината, и скрепляющий слой. Обе системы гофрировки согласно предлагаемому изобретению могут с успехом использоваться и в этом случае, как отдельно, так и в комбинации, при получении мешков из указанных композиций. При этом особенно предпочтительным основным слоем, входящим в состав указанных слоистых листовых материалов для получения мешков, согласно изобретению является слой, полученный из смеси высокомолекулярного полиэтилена высокой плотности с значительно менее высокомолекулярным полиэтиленом низкой плотности, причем последний компонент предпочтительно является сополимером и/или разветвленным полиэтиленом, имеющим такое же или более высокое значение удлинения на разрыв (при испытании при комнатной температуре при медленном вытягивании), что и высокомолекулярный полиэтилен, и способным к четкому разделению с образованием отдельной микрофазы в высокомолекулярном полиэтилене при охлаждении однородного расплава смеси компонентов. Соотношение, при котором входят в состав смеси указанные полиэтилены, предпочтительно лежит в пределах от 25: 75 до 75:25. Введение полипропилена, имеющего значительно более низкий молекулярный вес по сравнению с высокомолекулярным полиэтиленом, также может привести к хорошим результатам, если его количество составит от 0 до 70 мас. из расчета на общий вес полипропилена и полиэтиленов обоих видов.
Высокомолекулярный полиэтилен высокой плотности предпочтительно имеет индекс размягчения 0,2 или менее, определенный по АSТМD-1238, условие Е, а полиэтилен низкой плотности предпочтительно представляет собой линейный полиэтилен низкой плотности.
На фиг.1 изображен открытый подушкообразный мешок с двумя областями поглощения ударной нагрузки, одна из которых находится вблизи выполненной тепловым способом спайки около дна, а другая вверху, вблизи зоны, предназначенной для закрывания мешка либо посредством запаивания тепловым способом, либо посредством сшивки; на фиг.2 и 3 представлены детали нижней части мешка согласно фиг. 1, фиг. 2 соответствует горизонтальному виду мешка, а фиг.3 продольному вертикальному разрезу, проходящему через ряд выступов; на фиг.4 изображена модификация полосы поглощения ударной нагрузки согласно фиг.2, которая также приведена в горизонтальной проекции; на фиг.5 приведены диаграммы зависимости удлинения от нагрузки для пяти образцов, взятых из зоны области поглощения ударной нагрузки мешка, изготовленного в соответствии со способом, описанным в примере 4; на фиг.6 приведены диаграммы зависимости удлинения от нагрузки для взятых в качестве сравнительных пяти образцов из того же мешка, но вне зоны полосы поглощения ударной нагрузки; на фиг.7 и 8 приведены различные сечения зубчатых роликов (шестерен), подходящих для изготовления полос поглощения ударной нагрузки. На фиг.7 изображено сечение А-А на фиг. 8; на фиг.8 сечение Б-Б на фиг.7; на фиг.9 приведен вид в переспективе в масштабе, примерно соответствующем реальному углу мешка с клиновидными вставками, для которого клиновидная вставка снабжена гофрировкой для устранения критических напряжений, которые в противном случае возникают в месте пересечения шва и самой внутренней складки клиновидной вставки.
На фиг.1-4 использованы следующие обозначения: ряды зубчатых возвышений (выступов) 1 и немодифицированных (или практически немодифицированных) лент или полос 2, которые вместе образуют область поглощения ударной нагрузки 3, которая представляет собой сделанную тепловым способом спайку у дна мешка. В верхней части мешка 4 обозначена зона, которая предназначается для закрывания мешка посредством запаивания тепловым способом или зашивания. Имеется довольно значительное расстояние Х1 и Х2 между областью поглощения ударной нагрузки и соответственно от швов мешка.
В каждом из углов мешка зона Y оставляется предпочтительно свободной от гофрировки. Y должно быть рассчитано таким образом, чтобы его величина была достаточной для того, чтобы можно было избежать значительных деформаций при переноске заполненного мешка за углы в процессе обращения с ним.
Бросание на бок является наиболее критическим видом бросания для верхнего или днищевого швов, выполненных тепловым способом или зашитых на подушкообразных мешках. (В случае мешков с боковыми складками более критическим является бросание плашмя вследствие специальной проблемы, проиллюстрированной фиг. 9, а для продольных швов наиболее критическим является бросание на верхнюю часть или на дно). Когда край мешка, заполненного порошком или гранулами, встречается с поверхностью земли, его содержимое с большой скоростью распределяется в горизонтальном направлении. В тот момент, когда мешок встречается с поверхностью грунта, указанное распределение происходит практически исключительно перпендикулярно по отношению к длине мешка, и вблизи верха или дна удар по плоским поверхностям мешка вызывает значительное продольное растяжение его, что означает значительное растяжение верхнего и днищевого швов. Обнаружено, что указанное растягивающее воздействие имеет максимальное значение вблизи от середины шва или несколько ближе к тому из его краев, который не ударяется о землю, неожиданным является тот факт, что указанная деформация относительно низка около тех углов, которые ударяются о поверхность земли.
Усовершенствования, достигнутые в результате использования полос поглощения ударной нагрузки, могут быть лучше объяснены с использованием графиков, приведенных на фиг.5 и 6.
Каждый из образцов 15-18 согласно предлагаемому изобретению, результаты испытаний которых приведены на фиг.5, вырезан таким образом, что его края проходят через середину двух немодифицированных лент 2, и каждый из образцов содержит два ряда зубчатых выступов 1 с расположенной между ними лентой немодифицированного материала 2. В общем каждый из указанных образцов состоит из двух рядов зубчатых выступов 1 и двух лент 2 немодифицированного материала. Ширина образца равна 22 мм. Начальное расстояние между захватами устройства для определения прочности равно 50 мм, и образец полосы для поглощения ударной нагрузки помещается между ними. (Ширина полосы поглощения ударной нагрузки также равна 50 мм, например материал согласно примеру 4). Скорость при испытании составляет 500 мм/мин, что соответствует 1000% удлинения в 1 мин. На графиках 10 мм по абсциссе соответствует 20% удлинения.
Набор сравнительных диаграмм, приведенный на фиг.6, также получен для образцов шириной 22 мм (поз.19-22), вырезанных из частей мешка, не содержащих полос поглощения ударной нагрузки.
В области от 0 до точки перегиба Y полосы деформируются эластично (как упругий материал), предел эластичности начинается около Y. Сравнение диаграммы для двух видов образцов показывает, что наклон кривых на фиг.5 составляет почти точно половину от подъема кривых на фиг.6, что находится в соответствии с тем фактом, что каждый из образцов полосы поглощения ударной нагрузки в данном конкретном случае (пример 4) берется той же ширины, что и каждый из рядов выступов, так что практически половина ширины образца находится под нагрузкой. Наклон кривой в этой области является характеристикой коэффициента упругости (эластичности) в случае гофрированных образцов более правильно говорить о кажущемся коэффициенте эластичности, и диаграммы иллюстрируют, каким образом полосы поглощения ударной нагрузки делают материал более эластичным и каучукоподобным.
В случае пленочной композиции, использованной согласно примеру 4, соотношение ширины ленты и ее разделителей в полосе поглощения ударной нагрузки также несколько превышает принятое в действительности соотношение 1:2, что все еще обеспечивает удовлетворительный результат, тогда как в случае более жестких композиций указанное соотношение должно быть значительно более низким и составлять например 1:10 или даже 1:20 (пример 1, в котором необходимо соотношение ширин, равное 1:10).
Между точкой перегиба Y на диаграмме и следующей точкой перегиба А ленты немодифицированного материала деформируются, тогда как выступы все еще остаются в ненапряженном состоянии. В точке А выступы распрямляются и начинают упруго удлиняться, тогда как ленты продолжают деформироваться. В последней точке перегиба указанные выступы также начинают необратимо деформироваться.
Удлинение (в процентах) в точке А практически равно первоначальной величине вытяжки в ряду выступов, в данном случае примерно 28% соответствует соотношению 1,28:1.
Одной из важных функций полосы поглощения ударной нагрузки является кажущееся увеличение коэффициента упругости и точка начала необратимой деформации, что иллюстрируется обсужденными выше диаграммами, в результате чего при ударе происходит передача усилия на полосу поглощения ударной нагрузки вместо разрушения шва. Другим важным показателем является энергия, поглощенная областью поглощения ударной нагрузки на протяжении от нуля до точки перегиба В, названная "энергия области поглощения ударной нагрузки". Указанная энергия должна быть достаточно большой для того, чтобы "успокоить" ударную нагрузку, образующуюся при падении на бок, т.е. после поглощения энергии удара областью поглощения усилие, прилагаемое ко шву, уже не будет достаточным для его разрушения.
Выступы должны быть предпочтительно сделаны насколько это возможно глубокими (т. е. соотношение вытяжки в рядах выступов должно быть максимально возможным), чтобы энергия полосы поглощения ударной нагрузки на единицу ширины области поглощения также была максимально возможной (для данного типа гофрировки), однако при этом существует следующие практические ограничения:
ограниченная растягиваемость пленки, связанная с высокими скоростями процесса вытягивания при ударе,
недостаточная прочность зубьев выступов устройства для нанесения гофрировки.
В случае сшитых слоистых пластиков, описанных в примерах, которые уже подвергались вытяжке в обоих направлениях в соотношении примерно 1,4:1 и 1,6:1 еще до нанесения гофрировки, обнаружено, что при изготовлении выступов трудно превысить соотношения, равные 1,3;1 или 1,4:1, если только не использовать предварительный прогрев пленки в зонах, в которых предполагается нанесение гофрировки, и обычно рекомендуется избегать подобного предварительного прогрева, который усложняет способ. При изготовлении рядов выступов применимы также соотношения вытяжки меньше чем примерно 1,3:1 при том условии, что в этом случае можно достигнуть 15%-ного, предпочтительно более 25% -ного улучшения критической высоты падения мешка (в том смысле, в котором этот термин был определен выше).
Оптимальная длина области поглощения ударной нагрузки и соотношение ширины каждой лентой и ее разделителем в пределах указанной области (общая ширина ленты и ряда выступов) могут быть определены в результате систематических опытов или общего знания в этой области, указанные характеристики зависят, как уже ранее указывалось в кратком описании изобретения, от рабочих характеристик, от характеристик пленки, от размеров мешка, от того материала, которым заполняется мешок, от степени его заполнения, от типа способа заваривания или зашивания мешка, от той температуры, при которой могут происходить его падения. Что касается рабочих характеристик, то особенно важным является баланс между необходимостью хороших свойств при падении и необходимостью наличия прочности мешка.
На фиг.1-3 показаны продолговатые выступы, продольное направление которых препендикулярно продольному направлению лент 2 немодифицированного материала. Подобная структура обычно является предпочтительной, однако также представляется возможным замена каждого продолговатого выступа двумя или обычно более круглыми выступами, хотя подобное решение требует более сложного устройства для нанесения гофрировки. В некоторых случаях, когда хотят достигнуть лишь ограниченного эффекта при создании области поглощения ударной нагрузки, можно использовать одиночные ряды обычно круглых выступов, чередующиеся с полосами 2.
Расстояние между выступами в каждом ряду предпочтительно должно быть наименьшим, насколько это возможно из практических соображений, нижний предел определяется достижимой прочностью зубьев выступов на устройстве для гофрировки и практически достижимой точностью подобных устройств. В случае мешков из очень тонкой пленки это расстояние должно быть снижено до величины, равной примерно 1,5 мм, тогда как подходящие значения указанного расстояния в случае толстых мешков для тяжелых грузов лежат в пределах от примерно 2,0 до 4,0 мм, хотя приемлемыми являются и несколько большие величины расстояния.
Выше уже отмечалось, что выступы не должны начинаться непосредственно рядом со швом (например, при Х=0). В этом случае каждая из лент 2 будет передавать почти всю свою нагрузку на шов, и никакого практического улучшения свойств достигнуто не будет.
С целью отвода напряжений от шва, Х1 не должно быть меньше в самом общем случае примерно чем расстояние между двумя соседними "лентами", т.е. должно равняться ширине каждого из рядов выступов, но предпочтительно Х1 должно быть в несколько раз, например, в 2-6 раз, больше указанного расстояния. Х2 может быть и еще больше, но поскольку напряжения, возникающие, когда мешок ударяется о землю боком, концентрируются около его верхней части и дна, вся полоса поглощения ударной нагрузки должна находиться в зоне, отстоящей от шва (или области, в которой предполагается шов) не более чем на 25% а предпочтительно не более чем на 15% от общей длины мешка (или в случае, когда область поглощения ударной нагрузки предназначается для защиты бокового шва, от ширины мешка).
На фиг.7 и 8 оба вала 5 и 6 вращаются с одной и той же скоростью, и поверхности обоих валов образуют кольцевую дорожку из выступов и углублений, причем выступы одного из валов входят в углубления другого, между ними остается место для материала мешка, так что когда мешок проходит между зубцами, он вытягивается перпендикулярно направлению подачи. Тогда как выступы вала 5 непрерывны и имеют круглую форму, выступы вала 6 имеют форму зубьев, как показано на фигурах. Все углы и края, вступающие в контакт с мешком, тщательно закруглены и отшлифованы для предотвращения продырявливания материала. Мешок пропускают через устройства для нанесения гофрировки в направлении, параллельном верхнему и днищевому швам, в результате чего получают верхнюю или нижнюю область поглощения ударной нагрузки в соответствии с фиг.1. Естественно, что можно одновременно получать обе области в результате использования двух устройств для нанесения гофрировки.
На входе устройство предпочтительно снабжается направляющими валами или роликами, которые удерживают мешок в расправленном состоянии, противодействуя сдвиганию к центру валов (не показаны).
Совокупность валов в предпочтительном варианте может сближаться и раздвигаться, в результате чего можно избежать нанесения гофрировки около каждого из углов мешка.
Подача мешка в устройство и сближение и разведение валов может производиться вручную, полуавтоматически или автоматически. Непосредственно перед устройством для гофрировки на автоматической линии может быть предусмотрено устройство для предварительного нагрева, которое селективно нагревает зоны, в которых предполагаются области поглощения ударной нагрузки. Это устройство может быть например аналогично устройству для запайки полос, но функционировать при температуре, при которой спайки не происходит. После нанесения гофрировки может быть предусмотрена стадия вальцевания для уменьшения вспухания мешка.
Описанное устройство является простейшим и самым дешевым устройством для получения областей поглощения ударных нагрузок. В альтернативном варианте можно использовать пресс, оборудованный аналогичными входящими друг в друга выступами, но естественно расположенными в виде прямоугольника, а не по кругу. Подобное устройство обычно удобно использовать, когда обработку согласно изобретению проводят перед изготовлением мешка.
Обратясь к фиг.9, которая иллюстрирует предлагаемое изобретение в применении к мешку с боковыми складками, следует отметить, что область 7, в которой выполненная тепловым способом спайка-шов пересекает самую внутреннюю кромку 9 боковой складки, является самой критической в случае, когда мешок падает на одну из своих главных поверхностей (плоское падение). Когда содержимое мешка перераспределяется в горизонтальном направлении, материал боковой складки, прилегающий к кромке 9, попадает под особо высокие нагрузки, которые имеют тенденцию к возникновению разрыва по месту спайки в области 7.
Указанная проблема решена посредством вытяжки части 10 боковой складки в направлении, параллельном продольному направлению мешка. Данную вытяжку осуществляют посредством нанесения гофрировки между описанными входящими друг в друга зубцами, причем наиболее практично делать это до образования клиновидной вставки. Гофрировка наносится на поверхности 11 и 12, образующие боковую складку, тогда как две внешних складки 13 и 14 не гофрируются. Подобная местная вытяжка названа "гофрировка боковой складки". Она устраняет или уменьшает напряжения в областях 7 и соответственно может в случае, когда материал мешка относительно жесткий или он представляет собой ориентированную пленку, увеличивать критическую высоту падения в 2 или 3 раза, или даже в более количество раз (пример 3).
Гофрировка боковой складки изображена на рисунке в виде ряда выступов и не представляет собой особую структуру, как в случае области поглощения ударной нагрузки, где ряды выступов чередуются с лентами немодифицированного материала. Однако подобная чередующаяся структура также может быть использована для гофрировки боковой складки, хотя это и не обязательно.
Выше предлагаемое изобретение описано практически исключительно в применении к мешкам, для которых необходимо улучшение свойств поглощения ударных нагрузок в определенной области вблизи шва. Однако ранее кратко указывалось, что может существовать необходимость в модификации основной части или даже всего изделия в целом, что особенно справедливо при изготовлении парашютов. Способ согласно изобретению особенно пригоден для дешевых одноразовых парашютов, предназначенных для сбрасывания материалов, например техники или контейнеров. Обычно желательно, чтобы раскрывание парашюта происходило как можно позже, однако нагрузки, действующие на сбрасываемый груз и на сам по себе парашют при его раскрывании, ограничивают запаздывание его раскрытия.
Соответственно парашюты часто оборудуют устройствами для поглощения ударных нагрузок. Однако предлагаемое изобретение позволяет осуществить гашение ударных нагрузок с высокой эффективностью, с использованием очень дешевых и простых средств. Так упрочнение лентами купола парашюта может быть выполнено из пленочного материала (предпочтительно изготовленного из нескольких слоев, которые могут быть свободно наложены один на другой), которые на надлежащем протяжении снабжены совокупностью вытянутых и невытянутых зон согласно предлагаемому изобретению. В альтернативном варианте парашютное покрытие может быть выполнено из полимерного материала, который снабжен набором чередующихся вытянутых и невытянутых зон согласно изобретению на значительной части его поверхности, указанная часть может занимать практически всю поверхность.
Направление практически невытянутых зон в данном варианте предпочтительно должно быть главным образом параллельным местным направлениям нагрузок, возникающих при раскрытии парашюта, и предпочтительно указанная совокупность должна содержать большое количество лент.
Известно, что ориентируемые полимеры, в особенности высококристалличные и жесткие, например полиэтилен высокой плотности или полипропилен, обладают высоким значением предела прочности и в то же время при медленном вытягивании имеют высокие значения разрывной деформации (удлинение до 10 раз) и высокую общую прочность. Следовательно, возможность к поглощению энергии таким полимером до его разрыва также весьма значительна при медленной вытяжке полимера, но при очень быстром растягивании такие полимеры могут разрушаться практически без деформации. В результате использования способа согласно предлагаемому изобретению физические характеристики могут быть изменены весьма значительно, так что даже при самых неблагоприятных условиях приложения ударных нагрузок развивается непрерывная деформация практически при нулевом напряжении, причем ее развитие происходит предварительно предусмотренным путем при увеличивающемся сопротивлении вплоть до очень высоких значений удлинения и значений нагрузок, близких к конечной прочности, достигаемой при медленном приложении деформации, т.е. медленной вытяжке.
Специально для данного варианта использования настоящего изобретения практически невытянутые ленты должны быть предпочтительно очень узкими, а степень вытяжки в каждом гофре пленки должна очень плавно изменяться от нуля на границе ленты до максимального значения вблизи середины гофра между двумя лентами.
Материалом, который весьма пригоден для подобных упрочняющих полос, является полиэтилен высокой плотности или полипропилен, каждый из которых можно использовать в несмешанном виде. Для оболочки парашюта (или его купола) можно использовать сшитые слоистые пластики (ламинаты), ориентированные по двум направлениям, имеющие обычно примерно такой же состав, что и материал для мешков согласно примерам 3 и 4. Дополнительно смеси материала могут содержать полипропилен.
П р и м е р 1. Данный пример иллюстрирует улучшение свойств, достигаемое в результате использования областей поглощения ударной нагрузки для подушкообразных мешков с швами, полученными тепловым способом, изготовленных из ориентированных в двух направлениях сшитых слоистых пластиков на основе полипропилена, при 0оС. При этой температуре швы, образованные тепловым способом, становятся в отсутствии области поглощения ударной нагрузки настолько хрупкими, что подобный материал не может быть использован для мешков для тяжелых грузов с использованием простых спаек (швов), полученных тепловым способом.
Сшитые слоистые пластики на основе полипропилена, полученного газофазной полимеризацией, получают обычно согласно примеру 2 английского патента N 1526722 и соответствующего патента США N 4039364, однако со следующими существенными отличиями:
(а) С четырьмя 4 слоями вместо трех, с углами от главного направления: +45о, +30о, -30о, -45о.
(б) Плотность: 90 г/м вместо 72 г/м.
(в) Для среднего слоя получаемой совместным экструдированием пленки используют вместе с полипропиленом смесь 20% линейного полиэтилена низкой плотности вместо 14% сополимера винилацетата с этиленом.
(д) Поверхностные слои пленки, получаемой соэкструдированием, представляют собой смеси полипропилена и димерного эластомера сополимера этилена с пропиленом вместо сополимера винилацетата с этиленом.
Слоистый пластик формуют в виде кольцевой структуры ("трубы") с использованием для изготовления бокового шва экструдируемого расплава адгезива, полученную "трубу" разрезают на участки длиной около 1,0 м. Ширина пленки в плоском состоянии равняется 500 мм. Боковой шов располагается очень близко от края. Днищевый шов в случае открытых сверху мешков получают вручную с использованием импульсного заваривания. Для того, чтобы обеспечить усадку на месте образования теплового шва, увеличивая тем самым его толщину, период охлаждения при заплавливании принимают равным нулю, так что весь процесс охлаждения происходит после сброса давления на захватах.
Причина, по которой боковой шов помещают очень близко к одному из краев мешка, состоит в том, что обнаружено, что наличие пересечения между выполненным тепловым способом швом и боковым швом обычно вызывает образование раздира по шву, выполненному тепловым способом (при бросании мешка на бок). Более точно, слабая зона располагается не на самом по себе боковом шве, а непосредственно рядом с ним, где запайка недостаточна. Можно гипотетически предположить, что бросание на бок вызывает лишь незначительные силы раздира около конца мешка, ударяющегося о землю, по сравнению с силами раздира, возникающими в середине шва (естественно, силы раздира будут близки к нулю около противоположного конца мешка), так что можно предположить, что следует ожидать максимально возможной "критической высоты бросания" в случае, когда боковой шов находится около одного из концов мешка. Проверка этого утверждения иллюстрируется примером 2.
Каждый мешок заполняют 25 кг гранул полиэтилена, и часть верхушки мешка срезают, оставляя примерно 11-12 см свободного пространства над уровнем заполнения содержимым (мешок ставят отверстием кверху, главные лицевые стороны сдвигают над уровнем содержимого в середине и измеряют указанное свободное пространство над этим местом). Мешок закрывают посредством адгезивной упрочненной ленты. При промышленном производстве мешок должен быть закрыт либо завариванием, либо зашиванием, и область поглощения ударных нагрузок предусматривается также в верхней части мешка, однако полагают, что оценка эффекта наличия самой по себе области поглощения ударной нагрузки может быть получена только при изучении поведения подобных заваренных тепловым способом или зашитых швов, которые получены до заполнения мешка.
Испытания при бросании проводят при температуре окружающей среды, равной 0оС, и содержимое мешка (гранулы полиэтилена) предварительно охлаждают до указанной температуры.
В серии первоначальных испытаний определяют приемлемые соотношения между шириной "немодифицированных лент" и "рядов выступов" в соответствии со следующим способом: изготавливают простой лабораторный пресс, создающий гофрировку в виде только одного ряда выступов (15 одиночных выступов, каждый длиной 10 мм, отстоящих друг от друга в ряду) по расстоянию между вершинами двух соседних выступов (на 3,0 мм). Область поглощения ударной нагрузки получают от одного конца мешка до другого посредством повторения гофрировки ряд за рядом. Ширина "лент" поддерживается постоянной для каждого мешка, однако при этом испытываются различные ширины лент. Соотношение вытяжки, которое соответствует глубине гофрировки, очевидно составляет примерно 1,20:1, и в любом случае оно одно и то же для всех вариантов гофрировки. Начало области поглощения ударной нагрузки отстоит на 30 мм от шва, полученного тепловым способом.
В результате испытаний найдено, что ширина "лент" должна быть не более пример 2 мм для достижения значительного улучшения, а оптимальная ширина равняется 1 мм.
Изготавливают устройства для гофрировки конструкции, проиллюстрированной на фиг. 7 и 8 со следующими параметрами: ширина ленты 1 мм, ширина ряда 10 мм, длина ряда равна ширине полосы поглощения ударной нагрузки (50 мм), расстояние между выступами в ряду 3 мм, всего в каждом ряду имеется 17 выступов. Полоса поглощения ударной нагрузки отстоит от изготовленного тепловым способом шва на 30 мм и продолжается по всей ширине мешка.
Гофрировку осуществляют при комнатной температуре, при практически полном зацеплении выступов шестерен (примерно одна и та же степень зацепления во всех опытах), что соответствует примерному соотношению вытяжки, равному около 1,2:1.
Прочность изготовленного тепловым способом шва в отсутствии и при наличии гофрировки определяют по критической высоте бросания, которая определяется статистически как граница между успехом и неуспехом при шестикратном бросании мешка с соответствующим содержимым по следующему циклу: (1) первое бросание на плоскую поверхность, (2) второе бросание на плоскую поверхность, (3) первое бросание на бок, (4) второе бросание на бок, (5) бросание на дно, (6) бросание на верхнюю часть.
Однако с целью упрощения проведения испытаний в случае подушкообразных мешков с изготовленным тепловым способом швом данную методику изменяют из мешков, а именно бросание на бок, ближайший к боковому шву. Справедливость такого упрощения основана на опыте (для слоистых пластиков с вытяжкой по двум направлениям), который показывает, что при однократном бросании мешка на бок слабая, неориентированная линия вблизи от полученного тепловым способом шва усиливается посредством ориентации, вызванной падением. Следовательно, все последующие бросания с той же высоты в любом случае дают положительный эффект и поэтому не являются необходимыми. Далее обнаружено, что бросания типа (1) и (2) из приведенного выше цикла (бросания на плоскую поверхность) с практической точки зрения ни ослабляют, ни усиливают изготовленный тепловым способом шов подушкообразного мешка. Данное упрощение процедуры испытаний неприемлемо ни в случае мешков с боковыми складками, ни для зашитых мешков.
Ниже приведена таблица результатов испытаний.
Поскольку только один из мешков без области поглощения ударной нагрузки дал положительный результат, а именно мешок N 4 при бросании с 140 см, тогда как 3 мешка, сброшенные с высоты 120 см, и 2, сброшенные с высоты 100 см, дали отрицательный результат, то уместно предположить, что падение мешка N 4 не было падением непосредственно на бок и поэтому должно быть исключено из рассмотрения. Следовательно критическая высота бросания для мешков без области поглощения ударной нагрузки имеет значение менее 100 см, тогда как это же значение для мешков с областью поглощения ударной нагрузки может быть оценено значением около 220 см.
П р и м е р 2. Целью данного примера являлось сравнение прочности при падении при комнатной температуре мешков со швом, изготовленным тепловым способом, снабженных или не снабженных областью поглощения ударной нагрузки и изготовленных из ориентированных в двух направлениях слоистых пластиков различных составов, одни из которых имеют в качестве основы полипропилен, а другие полиэтилен. В каждом случае сравнение прочности при ударе проводилось с использованием мешков, имеющих боковой шов на расстоянии 15 см от края, и мешков, боковой шов которых располагался рядом с краем. Слоистый пластик на основе полипропилена имеет четырехслойную структуру, как и в примере 1, за исключением того, что к полипропилену в среднем слое совместно с экструдируемой пленкой добавляют 10% эластомерного димера этилен-пропилен. Условия по-прежнему соответствуют 90 г/м. Слоистый пластик на основе полиэтилена представляет собой комбинацию высокомолекулярного полиэтилена высокой плотности и линейного полиэтилена низкой плотности и соответствует двухслойному слоистому пластику, обозначенному "Р" в примере 3 патента США N 4629525.
Получение "трубы" и изготовление мешков соответствуют описанному в примере 1 способу. Ширина мешка составляет 490 мм в случае мешков на основе полипропилена и 560 мм в случае мешков на основе полиэтилена.
Тип полосы поглощения ударной нагрузки, расстояние ее от шва, изготовленного тепловым способом, устройство для гофрировки и зацепление выступов указанного устройства также в точности соответствуют описанным в примере 1. Очевидно, что соотношение вытяжки составляет примерно 1,20:1.
Мешки наполняют 50 кг гранул поливинихлорида и песком, верхнюю часть мешков закрывают упрочненной адгезивной лентой, аналогичной использованной в примере 1.
Свободное пространство мешка составляет 11-12 см, как и в примере 1.
Критическую высоту бросания определяют согласно упрощенному способу проведения испытаний, описанному в примере 1.
Пленка А представляет собой полипропилен плотностью 90 г/м.
Пленка В представляет собой полиэтилен плотностью 70 г/м.
Мешок типа S представляет собой мешок без полосы поглощения ударной нагрузки с боковым швом, отстоящим на 15 см от края мешка.
Мешок типа С представляет собой мешок, аналогичный мешку типа S, но с боковым швом в углу.
Мешок типа С+SАВ представляет собой тот же мешок С, но с одной полосой поглощения ударной нагрузки.
Мешок типа С+2SАВ представляет собой тот же мешок С, но с двумя полосами поглощения ударной нагрузки.
При испытаниях на высоту бросания регистрируется высота и то, какой результат дал данный мешок: положительный (Р) или отрицательный (F), отрицательный результат засчитывается даже в том случае, когда имеется разрыв менее 10 мм, или разрыв на полосе поглощения ударной нагрузки, который возможно обусловлен продырявливанием материала при гофрировке (обозначается F).
Запаивание осуществляют с использованием импульсного устройства "Стар" при времени сварки и тепловом режиме в соответствии с инструкцией по использованию, за исключением двух серий мешков, для которых запаивание осуществляют посредством ленточного устройства "Добой".
Как следует из приведенных результатов, перемещение бокового шва к краю обычно приводит к примерно 50%-ному улучшению критической высоты бросания, а использование области поглощения ударной нагрузки приводит к дополнительному, примерно 50%-ному улучшению. Применение второй полосы поглощения ударной нагрузки, расположенной вблизи первой, не дает сколь-нибудь значительного дополнительного улучшения.
П р и м е р 3. Целью данного примера является исследование улучшения прочностных характеристик при бросании мешков с боковыми складками с использованием "гофрировки боковой складки, самой по себе и в комбинации с областью поглощения ударной нагрузки. Материал для изготовления исследуемых мешков представляет собой слоистый пластик "R1", использованный также в примере 2, за исключением того, что линейный полиэтилен низкой плотности, который в примере 2 представлял собой сополимер октана с этиленом, в этом примере представляет собой аналогичный сополимер с бутеном. Плотность слоистого пластика в данном примере соответствуют 80 г/м. Получение "трубы" осуществляют согласно описанному в примере 1 способу, ширина ее составляет до гофрировки 56 см. Гофрировку глубиной 50 мм осуществляют вручную, шов на мешках получают посредством импульсного устройства для заваривания. Условия заваривания оптимизированы, период охлаждения отсутствует. Условия заваривания одинаковы для всех испытываемых мешков.
Гофрировка боковой складки осуществляется на "трубе" до изготовления этой складки, тогда как область поглощения ударной нагрузки наносят гофрировкой на слоистый материал после изготовления боковой складки.
Для обоих типов гофрировки используют те же устройства с теми же гофрировочными шестернями, что и в примерах 1 и 2, лишь с тем изменением, что зубцы шестерен еще больше сближены для достижения более высокой степени вытяжки. Глубина гофрировки по данным измерений соответствует степени вытяжки около 1,30: 1. Шов выполняют тепловым способом на расстоянии примерно 20 см от начала гофрировки боковой складки, а область поглощения ударной нагрузки, которая включает площадь боковой складки и внешние лицевые поверхности мешка, гофрируют, начиная непосредственно рядом с гофрировкой боковой складки со стороны этой складки, противоположной по отношению к выполненному тепловым способом шву.
Следует учитывать (пример 1), что ширина "немодифицированных лент" составляет 1,0 мм, ширина рядов выступов равняется 10 мм и ширина области поглощения ударной нагрузки (а в данном случае также и гофрировки боковой складки) составляет 50 мм.
Мешки заполняют 50 кг соли (хлористого натрия). Верхнюю часть мешка распрямляют, чтобы мешок принял полную ширину в 56 см, и закрывают его с использованием упрочненной адгезивной ленты. Свободное пространство над содержимым мешка составляет 10 см.
Для испытаний применяют следующий цикл: (1) бросание на одну плоскую сторону, (2) бросание на вторую плоскую сторону, (3) бросание на один бок, (4) бросание на другой бок. Бросания на дно и верхнюю часть рассматриваются как ненужные, поскольку они не приводят к образованию дополнительных разрывов. Первый из испытанных мешков не имеет никакой гофрировки, ни в составе гофрировки боковой складки, ни в составе области поглощения ударной нагрузки. Его сбрасывают с высоты 90 см, и первое же бросание приводит к образованию разрыва длиной около 10 см в каждой из двух критических зон (фиг. 6). Цикл бросания прерывают после указанного первого бросания.
Второй из испытанных мешков имеет гофрировку боковой складки и область поглощения ударной нагрузки, его испытывают по указанному выше циклу из четырех бросаний с высоты 400 см. После двух падений на плоскую поверхность наблюдаются очень маленькие разрывы в двух критических областях, а после двух последующих бросаний на бок длина разрывов составляет 10 мм и 12 мм.
Третий мешок, также снабженный как гофрировкой боковой складки, так и областью поглощений ударной нагрузки, испытывают по тому же циклу из четырех бросаний, но с высоты 300 см. В этом случае разрывов не наблюдается вообще.
Из полученных результатов можно сделать вывод, что совместное использование гофрировки боковой склаки и области поглощения ударной нагрузки улучшает характеристики мешка более чем в 4 раза.
Четвертый мешок снабжен гофрировкой боковой складки, но не имеет области поглощения ударной нагрузки, его испытывают на одиночное бросание плоской поверхности с высоты 400 см. При этом наблюдается разрыв длиной 5 мм в одной и длиной 8 мм в другой критической области, что в любом случае меньше, чем при испытании мешка N 1, который сбрасывают с высоты только в 90 см, и также при однократном бросании плоской поверхностью.
Интересным дополнительным свойством мешков с гофрировкой боковой складки является то, что наполненный мешок имеет отчетливо более прямоугольную форму в нижней части по сравнению с мешками с боковой складкой (без) гофрировки боковой складки.
П р и м е р 4. Целью данного примера является иллюстрация улучшения свойств, обусловленных наличием области поглощения ударной нагрузки на мешках с зашитой верхней частью и/или днищевым швом.
Мешки изготавливают из ориентированного в двух направлениях слоистого пластика, обозначенного "R2" в примере 3 патента США N 4629525. Он более жесткий по сравнению с полимером "R1", использованном в примерах 2 и 3, и его более высокая жесткость способствует наличию у данного материала большей способности противостоять разрыву. Для дальнейшего улучшения прочности на разрыв спиральный угол среза, составлявший согласно указанному примеру патента США 45о, заменен спиральным углом среза 30о. Вытяжку и ламинирование слоев осуществляют согласно улучшенному способу, описанному в примере 3 совместной заявки авторов предлагаемого изобретения РСТ/GВ88/00027. Степень вытяжки в обоих направлениях составляет 1,40:1, плотность 70 г/м.
Получение кольцевой структуры ("трубы") осуществляют согласно описанному в примере 1 способу, получая в результате мешок шириной 56 см. Боковой шов отстоит на 6-7 см от края мешка, что является наименьшим расстоянием, которое может использоваться при непрерывном процессе на применяемых кольцевых структурах. Днище мешка зашивают, накладывая одну сторону материала на другую сторону в области шва и покрывая шов сверху гофрированной бумагой. Расстояние между стежками составляет 8 мм.
Область поглощения ударной нагрузки гофрируют с использованием взаимного расположения ее элементов и устройства для его изготовления, описанных в примере 1, за исключением того, что расположение элементов изменяют таким образом, чтобы ширина "ленты" равнялась длине "выступов", оставляя при этом неизменным общее значение, а именно 11 мм (разделение области поглощения ударной нагрузки ППУ), а ППУ по-прежнему имеет ширину 50 мм. Подобное изменение расположения элементов гофрировки принято не по причине того, что для скрепления мешка используется сшивка, а вследствие того, что другой вариант расположения, разработанный для композиций на основе полипропилена, значительно меньше подходит для композиций на основе полиэтилена.
Диаграммы в координатах нагрузка /растяжение, снятые для области поглощения ударной нагрузки, приведены на фиг.5 и аналогичны таким же диаграммам для негофрированного слоистого пластика, приведенным на фиг.6. Сравнение указанных диаграмм и объяснение условных обозначений приведены при описании соответствующих чертежей. Как отмечалось ранее, из фиг.5 следует, что степень вытяжки в участках выступов составляет 1,28:1, это значение приблизительно рассчитано из наблюдаемой формы и измеренных размеров выступов.
Мешки наполняют 20 кг гранул полиэтилена и закрывают посредством упрочненной адгезивной ленты. Свободное пространство между верхом содержимого и местом закрывания мешка, измеренное согласно описанному в примере 1 способу, составляет 11-12 см.
Четыре мешка с областями поглощения ударной нагрузки и без этих областей испытывают на бросание с примерно той высоты, которая ранее была определена как критическая. При этом применяют тот же цикл бросания, что и в примере 3. В результате этих испытаний определено, что критическая высота бросания для мешков без области поглощения ударной нагрузки составляет 120 см, тогда как для мешков с указанной областью эта высота имеет значение, равное 250 см.
Если мешки находятся под очень сильным давлением при хранении в штабелях, область поглощения ударной нагрузки может быть растянута настолько, что гофрировка исчезнет, однако в определенной степени она восстанавливается после того, как мешки освобождаются от давления. Далее вытяжка, обусловленная давлением, может вызвать ориентацию неориентированной ослабленной линии, прилегающей к шву, полученному тепловым способом (в случае мешков со швами подобного рода), так что указанный шов в любом случае упрочняется. При выбранных надлежащим образом размерах области поглощения ударной нагрузки при исчезновении гофрировки деформация не будет иметь значения для хранения мешков в штабелях. Так, во всех примерах, полная нагрузка, которая совершенно устраняет гофрировку, вызывает только 20-30%-ное удлинение полосы поглощения ударной нагрузки шириной 5 см или в случае наличия одной полосы поглощения ударной нагрузки в верхней части мешка и еще одной около дна общее удлинение составляет менее примерно 3 см. Поскольку нормальная длина 50-килограммового мешка составляет около 1,0 м или несколько меньше, общее удлинение мешка, вызываемое полным растягиванием двух областей поглощения ударной нагрузки, составит максимально примерно 3-4% при условии, что требования к эффекту, обеспечиваемому областью поглощения ударной нагрузки, не превысят тех улучшений, которые иллюстрируются приведенными выше примерами.
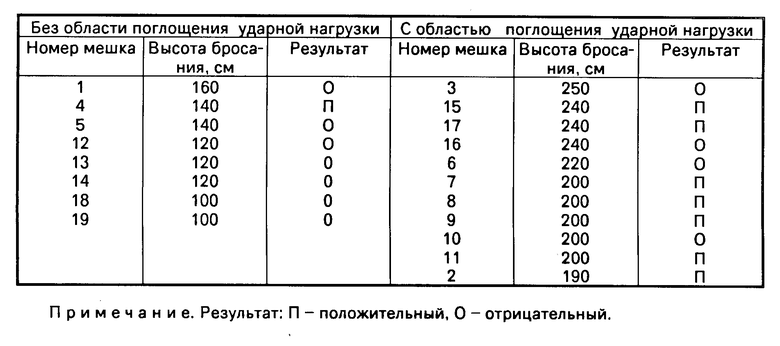
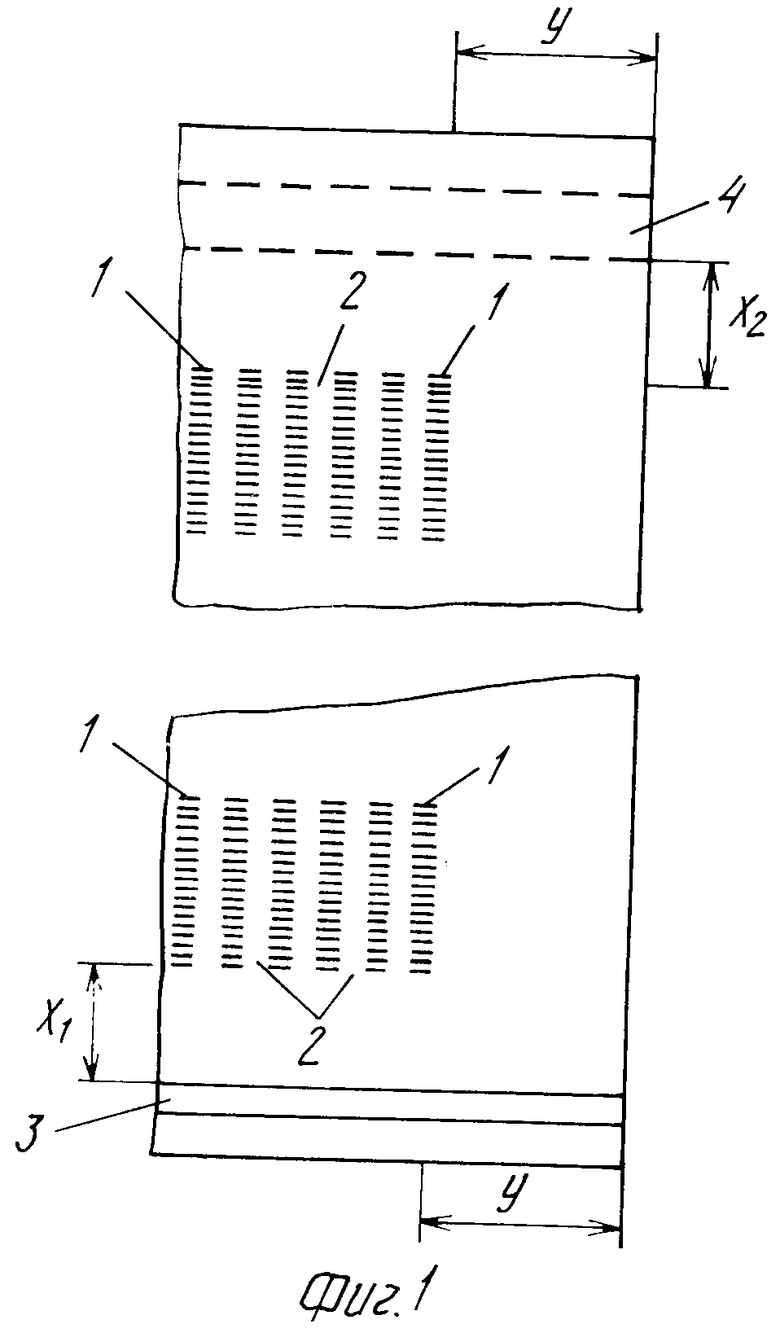
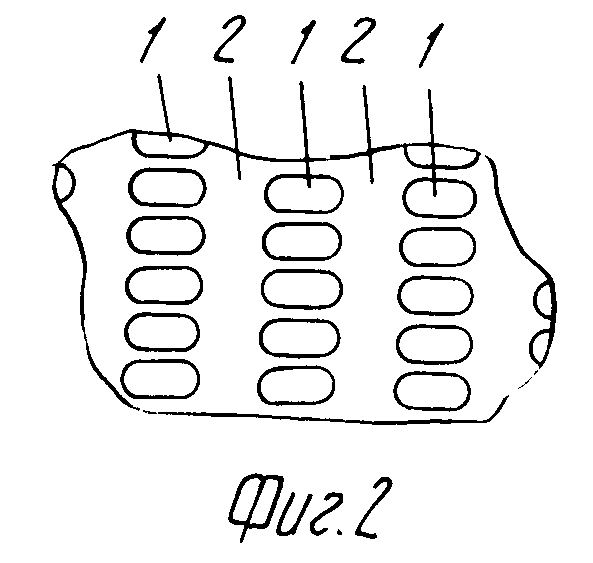
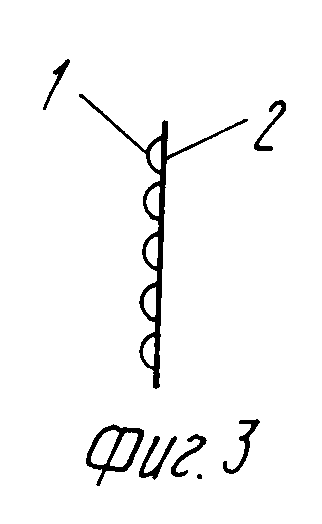
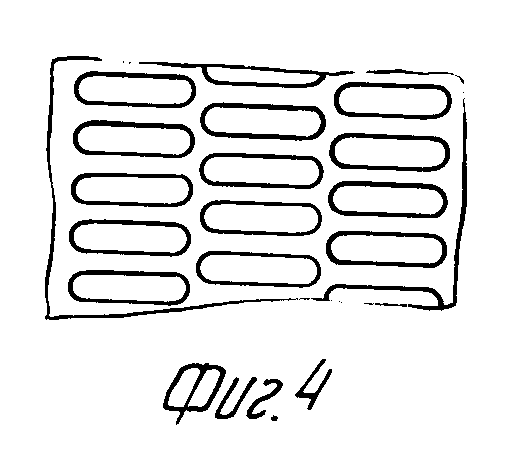

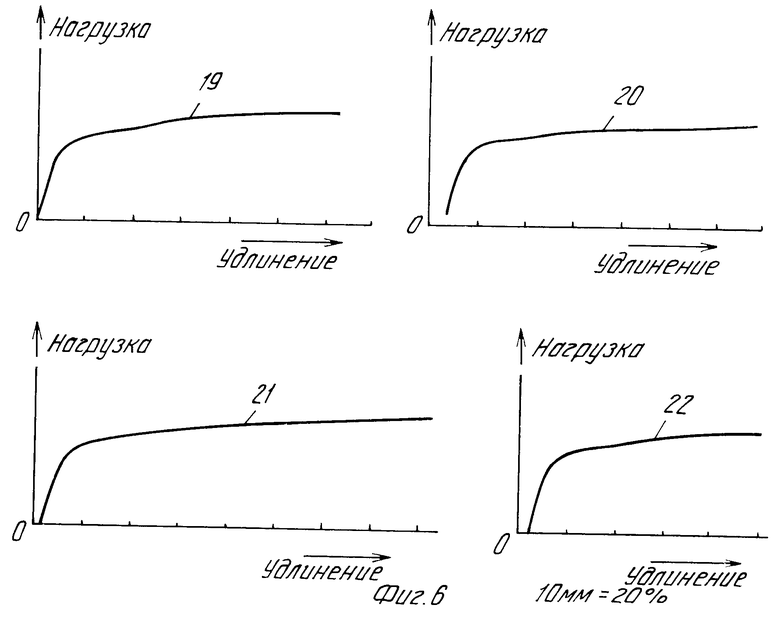


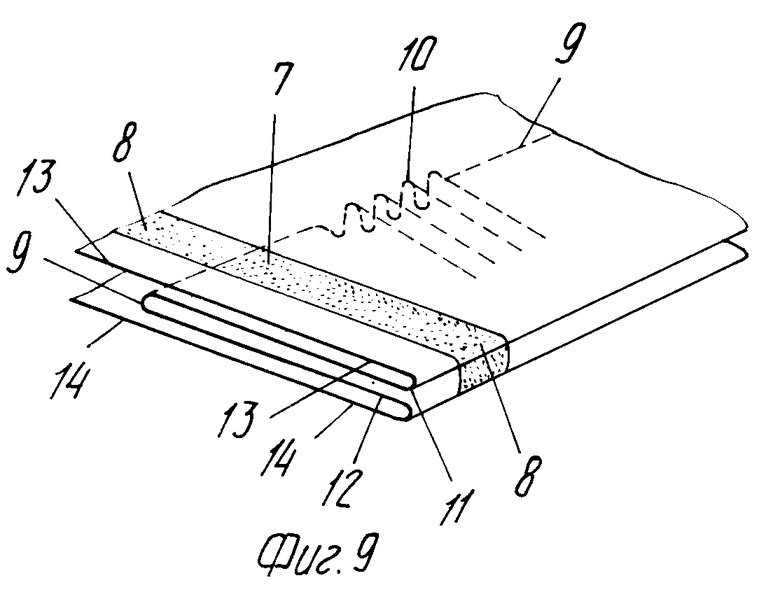
Использование: мешок для хранения и транспортировки сыпучих грузов, способ изготовления этих мешков и ориентируемый термопластичный пленочный материал для мешков. Сущность изобретения: ориентируемый термопластичный пленочный полимерный материал имеет по меньшей мере одну область вытяжки, в которой материал вытянут в поперечном направлении, и прилегающие к противоположным сторонам указанной области зоны без вытяжки, в которых материал практически не вытянут. Данный материал имеет особое значение для предотвращения разрыва мешков с материалами, в особенности в тех случаях, когда указанные области примыкают к сварному шву в случае наполненного мешка. Мешок для хранения сыпучих грузов выполнен с гофрированными областями поглощения ударной нагрузки, представляющими собой участки с выступами зубцами, расположенными поперечно направлению вытяжки. Способ изготовления мешков содержит операции по изготовлению поперечного шва и размещению областей поглощения ударной нагрузки. 3 с. и 18 з. п. ф-лы, 9 ил. 1 табл.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 3672944, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |

