Область техники
Изобретение относится к области листопрокатного оборудования и может быть использовано для горячей прокатки полос низкоуглеродистой стали в качестве первой клети непрерывной чистовой группы широкополосного стана.
Уровень техники
Известна рабочая клеть кварто, используемая преимущественно в толстолистовых станах, обычно реверсивных [МПК В21В 13/14, патент 1759487 СССР, 1992 г.], где формирование структуры и механических свойств обрабатываемого металла определяется относительными обжатиями в отдельных проходах, паузами между ними и условиями последующего охлаждения.
Известна также принятая заявителем за наиболее близкий аналог чистовая четырехвалковая клеть непрерывного широкополосного стана, в станине которой установлен валковый комплект из двух рабочих и двух опорных валков, два нажимных механизма, два нажимных винта, механизм уравновешивания верхнего опорного валка, гидрозащелки, гидроцилиндры, направляющие брусья для смены рабочих валков, салазки для смены опорных валков и две месдозы [Королев А.А. Механическое оборудование прокатных и трубных цехов. - М.: Металлургия, 1987. - С. 298-299].
Недостатки известной четырехвалковой клети заключаются в следующем.
В составе непрерывной чистовой группы широкополосного стана такие клети располагаются на расстоянии 6 м одна от другой. В связи с этим при высоких значениях температуры прокатки (980-1000°С) в первых клетях за время междеформационной паузы между первой и второй клетями (3-6 с) успевает пройти не только первичная, но и частично собирательная рекристаллизация низкоуглеродистой стали - зерно после измельчения начинает расти.
Указанный недостаток приводит к получению горячекатаной полосы с повышенным значением размера зерна, что ухудшает механические свойства готового проката.
Описание изобретения
Техническая задача данного изобретения – изменение конструкции первой листопрокатной клети непрерывной чистовой группы широкополосного стана для последующего ее использования вместо первых двух клетей кварто для улучшения структуры и механических свойств производимого проката.
Технический результат изобретения достигается наличием в станине первой клети непрерывной чистовой группы стана двух проемов, между которыми установлен роликовый петледержатель с вертикальным ходом. Причем расстояние между валковыми комплектами, установленными в проемах первой клети, определяется из условия исключения роста зерна после завершения первичной рекристаллизации.
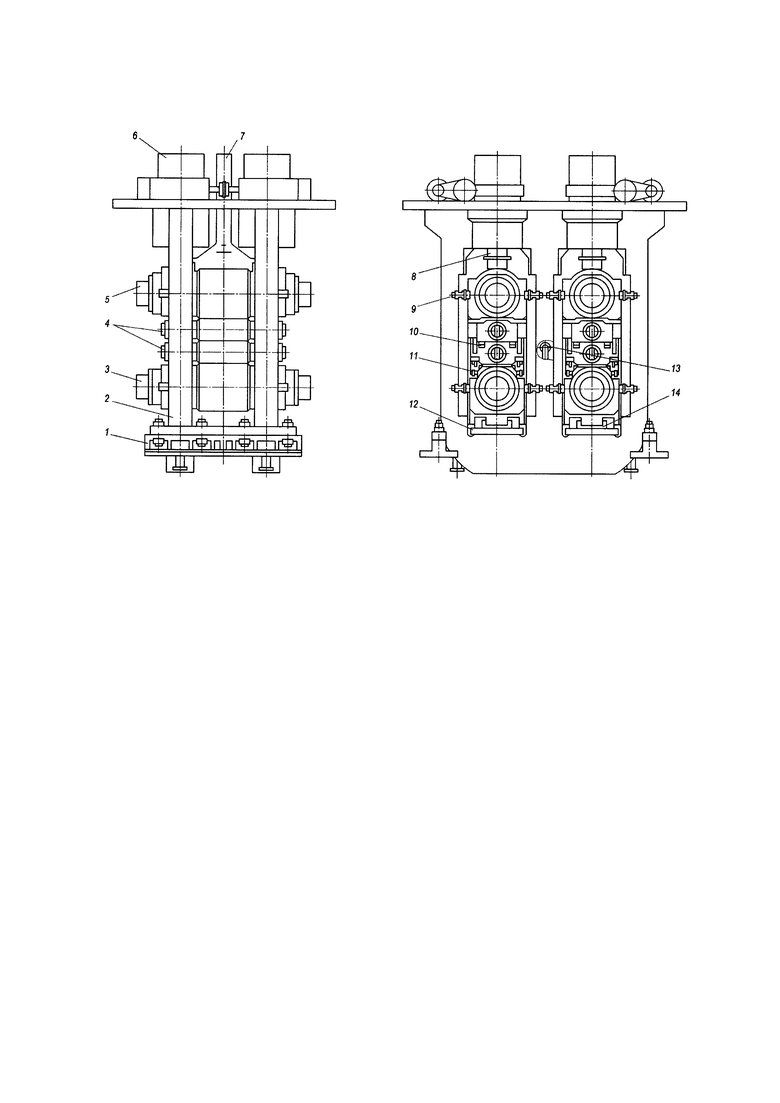
На фигуре изображена предлагаемая листопрокатная клеть дуппель-кварто, где 1 - плитовина, 2 - станина, 3 - нижний опорный валок, 4 - рабочие валки, 5 - верхний опорный валок, 6 - нажимной механизм, 7 - механизм уравновешивания верхнего опорного валка, 8 - нажимной винт, 9 - гидрозащелки, 10 - гидроцилиндры, 11 - направляющие брусья для смены рабочих валков, 12 - салазки для смены опорных валков, 13 - роликовый петледержатель, 14 - месдоза.
Отличительные признаки
Первая листопрокатная клеть дуппель-кварто отличается от известной тем, что содержит в станине два проема и установленный между ними роликовый петледержатель с вертикальным ходом, причем расстояние между осями валковых комплектов, установленных в проемах клети определяется в соответствии с условием полного завершения первичной рекристаллизации и отсутствия последующего роста зерна перед началом обжатия во втором валковом комплекте этой клети.
Первая листопрокатная клеть дуппель-кварто работает следующим образом.
Прокатанная в черновой группе широкополосного стана заготовка поступает в валковый комплект 3-5 первого проема клети дуппель-кварто, установленной в начале непрерывной чистовой группы, в которой расстояние между осями валковых комплектов двух проемов клети определено по выражению:

где V1 - скорость прокатки в первом комплекте валков первой клети, м/с;
 - время протекания первичной рекристаллизации, с;
- время протекания первичной рекристаллизации, с;
 - суммарное время протекания первичной рекристаллизации и инкубационного периода последующего роста зерна, с;
- суммарное время протекания первичной рекристаллизации и инкубационного периода последующего роста зерна, с;
t1 - температура прокатки в первом комплекте валков первой клети дуппель-кварто чистовой группы, °С;
 - относительное обжатие в первом комплекте валков;
- относительное обжатие в первом комплекте валков;
h0, h1 - соответственно толщина полосы на входе и выходе из первого комплекта валков, мм;
b0÷b2, c0÷c2 - коэффициенты.
После поступления прокатываемой полосы во второй валковый комплект 3-5 клети дуппель-кварто ее натяжение между валковыми комплектами поддерживается петледержателем 13.
Значения коэффициентов b0÷b2, c0÷c2 определяются на основе результатов экспериментов. Для этого выполняют физическое моделирование условий формирования структуры аустенита при горячей прокатке полос на непрерывном широкополосном стане. Моделирование осуществляют на лабораторном стане с фиксацией границ зерен аустенита закалкой после различных выдержек прокатанных образцов на воздухе [Алдунин А.В., Русаков А.Д., Трайно А.И. Исследование и разработка технологий производства стальных полос. -  LAP LAMBERT Academic Publishing, 2014. - С. 6-11]. Затем на микрошлифах в поперечных сечениях образцов методом травления выявляют границы бывших зерен аустенита; методом секущих в направлении ширины каждого образца измеряют не менее 200 хорд, по результатам чего определяют средний размер зерна
LAP LAMBERT Academic Publishing, 2014. - С. 6-11]. Затем на микрошлифах в поперечных сечениях образцов методом травления выявляют границы бывших зерен аустенита; методом секущих в направлении ширины каждого образца измеряют не менее 200 хорд, по результатам чего определяют средний размер зерна  его среднеквадратичное отклонение
его среднеквадратичное отклонение  и вариацию
и вариацию  где d1 - длина i-й хорды, n - число измеренных хорд. Для отдельных образцов оценивают коэффициент анизотропии E, определяемый отношением среднего размера зерна в направлении толщины к таковому в направлении ширины образца
где d1 - длина i-й хорды, n - число измеренных хорд. Для отдельных образцов оценивают коэффициент анизотропии E, определяемый отношением среднего размера зерна в направлении толщины к таковому в направлении ширины образца  По значениям параметров
По значениям параметров  γd и Е определяют состояние структуры аустенита для всех прокатанных образцов, относя их к разным областям в координатах «температура t - относительное обжатие ε - время τ»: A - инкубационного периода первичной рекристаллизации; B - процесса первичной рекристаллизации; С - инкубационного периода роста зерна; D - роста зерна. Завершенность первичной рекристаллизации на границе областей B и С характеризуется пониженным значение
γd и Е определяют состояние структуры аустенита для всех прокатанных образцов, относя их к разным областям в координатах «температура t - относительное обжатие ε - время τ»: A - инкубационного периода первичной рекристаллизации; B - процесса первичной рекристаллизации; С - инкубационного периода роста зерна; D - роста зерна. Завершенность первичной рекристаллизации на границе областей B и С характеризуется пониженным значение  уменьшением γd до 0,50-0,55 и увеличением Е до 0,95-1,00. При докритическом относительном обжатии (область A) полученный деформационный наклеп суммируется с наклепом при последующем обжатии [Алдунин А.В., Русаков А.Д., Трайно А.И. Исследование и разработка технологий производства стальных полос. - LAP LAMBERT Academic Publishing, 2014. - С. 59-62].
уменьшением γd до 0,50-0,55 и увеличением Е до 0,95-1,00. При докритическом относительном обжатии (область A) полученный деформационный наклеп суммируется с наклепом при последующем обжатии [Алдунин А.В., Русаков А.Д., Трайно А.И. Исследование и разработка технологий производства стальных полос. - LAP LAMBERT Academic Publishing, 2014. - С. 59-62].
В спрямляющих координатах «1/Т - lgε - lgτ» для стали Ст3сп промышленной плавки (0,15% С, 0,52% Mn, 0,22% Si;, 0,037% S, 0,019% Р, 0,031% Cu, 0,033% Ni, 0,052% Al, 0,0065% N и 0,008% О) области С и D разделяются плоскостью, которая описывается уравнением

где с0=8,3123, с1=0,6710, c2=0,6433;
области B и С - плоскостью, описываемой уравнением
где b0=8,6647, b1=0,7922, b2=0,7728;
а области A и B - плоскостью, описываемой уравнением
где a0=8,9202, a1=0,3914, a2=0,6733.
Здесь T=t1+273, K.
Данная листопрокатная клеть обеспечивает улучшение качества горячекатаных широких полос из низкоуглеродистой стали с содержанием (0,05-0,25)% С толщиной 1,2-16 мм. За счет применения клети дуппель-кварто в начале непрерывной чистовой группы широкополосного стана исключается рост рекристаллизованного зерна перед началом второго обжатия заготовки. Использование клети дуппель-кварто в конце непрерывной чистовой группы стана обеспечивает суммирование деформационного наклепа за два последних прохода. В итоге обеспечивается получение горячекатаных полос с мелкой однородной структурой и улученными механическими свойствами.
Пример реализации
В семиклетевой непрерывной чистовой группе клетей широкополосного стана первые две четырехвалковые клети заменяем на клеть дуппель-кварто.
При прокатке полосы толщиной 3 мм из низкоуглеродистой стали Ст3сп принимаем температуру металла в валках первого валкового комплекта первой клети дуппель-кварто t1=1000°С и скорость прокатки V1=1,72 м/с. Критическое значение относительного обжатия εкр=0,12.
Принимаем относительное обжатие в валках первого валкового комплекта ε1=0,17, которое больше критического значения, и вычисляем предельные значения времени τ1:




Тогда определяем минимальное и максимальное значения расстояния между осями валковых комплектов первой клети дуппель-кварто:
Принимаем L1=2,1 м.
Конструкция первой клети дуппель-кварто непрерывной чистовой группы широкополосного стана, предложенная с учетом основных закономерностей формирования структуры низкоуглеродистой стали, обеспечивает улучшения структуры и механических свойств готового проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2396134C2 |
| СПОСОБ ПРОКАТКИ ПОЛОС В ВЕРТИКАЛЬНЫХ ВАЛКАХ ПОЛОСОВОГО СТАНА | 2014 |
|
RU2557380C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ | 2007 |
|
RU2354469C1 |
| Прокатная клеть кварто | 1991 |
|
SU1787605A1 |
| Валковый комплект кварто | 1988 |
|
SU1516155A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2010 |
|
RU2455089C1 |
| Петледержатель непрерывного стана горячей прокатки полосы | 1983 |
|
SU1122388A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2320432C1 |
| Комплект валковых узлов непрерывной чистовой группы клетей широкополосного стана горячей прокатки | 1988 |
|
SU1585033A1 |
Изобретение относится к листопрокатной клети дуппель-кварто, выполненной с возможностью ее установки первой в начале непрерывной чистовой группы широкополосного стана. Клеть содержит валковый комплект из двух рабочих и двух опорных валков, установленный в проеме станины, два нажимных механизма, два нажимных винта, механизм уравновешивания верхнего опорного валка, гидрозащелки, гидроцилиндры, направляющие брусья для смены рабочих валков, салазки для смены опорных валков и две месдозы. Станина содержит два проема, в которых установлено по упомянутому валковому комплекту, и размещенный между проемами роликовый петледержатель с вертикальным ходом. Расстояние между осями первого и второго валковых комплектов определяется исходя из условия исключения роста зерна после окончания первичной рекристаллизации и рассчитывается по приведенным в формуле изобретения математическим выражениям. В результате обеспечивается получение горячекатаных полос с мелкой однородной структурой и улучшенными механическими свойствами. 1 ил., 1 пр.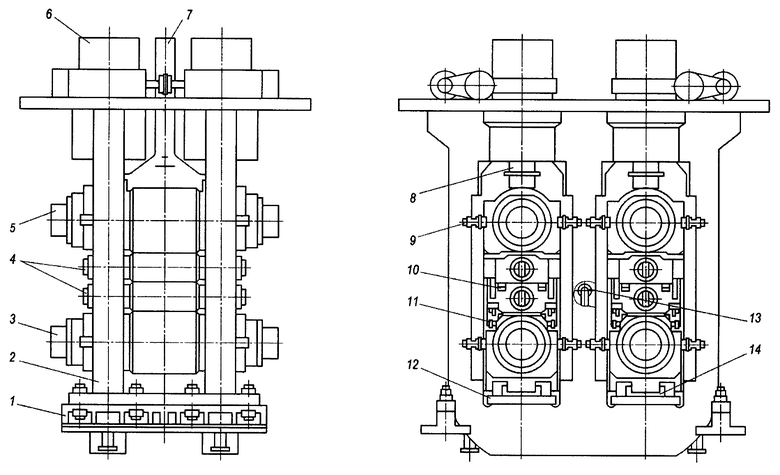
Листопрокатная клеть дуппель-кварто, выполненная с возможностью ее установки первой в начале непрерывной чистовой группы широкополосного стана и включающая валковый комплект из двух рабочих и двух опорных валков, установленный в проеме станины, а также содержащая два нажимных механизма, два нажимных винта, механизм уравновешивания верхнего опорного валка, гидрозащелки, гидроцилиндры, направляющие брусья для смены рабочих валков, салазки для смены опорных валков и две месдозы, отличающаяся тем, что станина содержит два проема, в которых установлено по упомянутому валковому комплекту, и размещенный между проемами роликовый петледержатель с вертикальным ходом, а расстояние между осями первого и второго валковых комплектов, исходя из условия исключения роста зерна после окончания первичной рекристаллизации, определяется как

где V1 - скорость прокатки в первом валковом комплекте первой клети, м/с;
 - время протекания первичной рекристаллизации, с;
- время протекания первичной рекристаллизации, с;
 - суммарное время протекания первичной рекристаллизации и инкубационного периода последующего роста зерна, с;
- суммарное время протекания первичной рекристаллизации и инкубационного периода последующего роста зерна, с;
t1 - температура прокатки в первом валковом комплекте первой клети, °С;
 - относительное обжатие в первом валковом комплекте первой клети;
- относительное обжатие в первом валковом комплекте первой клети;
h0, h1 - соответственно толщина полосы на входе и выходе первого валкового комплекта первой клети, мм;
b0÷b2 - коэффициенты, равные b0=8,6647, b1=0,7922, b2=0,7728;
c0÷c2 - коэффициенты, равные c0=8,9202, с1=0,3914, c2=0,6733.
| Клеть кварто | 1990 |
|
SU1759487A1 |
| Способ воздействия на профиль прокатываемой полосы на стане кварто | 1987 |
|
SU1443991A2 |
| Способ настройки рабочей клети кварто листового прокатного стана | 1985 |
|
SU1329848A1 |
| WO 2003022470 A1, 20.03.2003. | |||

