Область техники, к которой относится изобретение
Настоящее изобретение относится к прокатному стану для изготовления металлической полосы, в частности прокатному стану для горячей прокатки для изготовления стальных полос, а также к способу изготовления прокатного стана.
Уровень техники
Для изготовления металлических полос, в частности при изготовлении листов, применяются прокатные станы. В прокатном стане обычно последовательно друг за другом соединены многочисленные прокатные клети, в которых осуществляется собственный процесс прокатки. Для этого через размещенные последовательно друг за другом прокатные клети в непрерывном процессе пропускается плоская заготовка (сляб), которая происходит из установки для непрерывного литья сляба, или промежуточная полоса. При этом прокатные клети имеют рабочие валки, между которыми проходит прокатываемый металл, причем рабочие валки сдавливают прокатываемый металл с приложением к нему давления прокатки. В отдельных прокатных клетях зазоры между валками становятся все более и более узкими, так что после последней прокатной клети достигается желательная толщина катанной металлической полосы.
Между прокатными клетями обычно предусмотрены петледержатели, которые, во-первых, служат для регулирования натяжения полосы между двумя следующими друг за другом прокатными клетями, и, во-вторых, применяются для компенсации колебаний массового потока. Соответственно этому, полоса отклоняется от своего плоскостного положения, чтобы сформировать здесь накопитель полосы, с помощью которого может быть выполнено соответствующее регулирование.
Из патентного документа DE 4028542 А1 известно устройство для промежуточного нагрева горячекатаной полосы между двумя смежными прокатными клетями стана для горячей прокатки, причем полоса пропускается с отклонением от плоскости полосы с помощью отводных роликов в регулируемую по длине петлю.
Из патентного документа ЕР 0721813 A1, B21B 39/00, 17.07.1996, известен прокатный стан для изготовления металлической полосы, в частности стан для горячей прокатки, содержащий по меньшей мере одну прокатную клеть, по меньшей мере одно смежное с прокатной клетью устройство и по меньшей мере один размещенный между прокатной клетью и смежным устройством петледержатель с роликом петледержателя.
Сущность изобретения
Задача настоящего изобретения состоит в усовершенствовании прокатного стана таким образом, чтобы можно было дополнительно улучшить производительность прокатки.
В части прокатного стана настоящим изобретением предусмотрено, что ролик петледержателя размещен внутри прокатной клети.
Таким образом, задача решена с помощью прокатного стана для изготовления металлической полосы, в частности стана для горячей прокатки для изготовления стальных полос согласно пункту 1 формулы изобретения. Предпочтительные варианты исполнения приведены в зависимых пунктах формулы изобретения.
Соответственно этому, прокатный стан включает по меньшей мере одну прокатную клеть для прокатки металлической полосы, по меньшей мере одно смежное с прокатной клетью устройство, и по меньшей мере один размещенный между прокатной клетью и смежным устройством петледержатель с роликом петледержателя для регулирования натяжения раската и/или для выравнивания колебаний массового потока. Согласно изобретению, ролик петледержателя размещен внутри объема, определяемого одной из прокатных клетей.
Объем прокатной клети определяется в каждом случае наружными краями прокатной клети, то есть, например, наружными краями станины прокатной клети. Соответственно этому, ролик петледержателя расположен по меньшей мере внутри «контура» прокатной клети, то есть, при рассмотрении прокатной клети сбоку параллельно расположенным в прокатной клети рабочим валкам, закрыт станиной прокатной клети так, что он снаружи не виден. Ролик петледержателя размещен параллельно ориентации рабочих валков прокатной клети.
Размещенное соседним с прокатной клетью устройство может представлять собой следующую прокатную клеть, моталку, правильную машину, печную моталку, и так далее.
Благодаря размещению ролика петледержателя внутри определяемого прокатной клетью объема может быть достигнута очень компактная конструкция прокатной клети с присоединенным ниже по потоку или, соответственно, выше по потоку петледержателем. Этим путем, например, может быть достигнуто то, что отдельные прокатные клети могут быть размещены ближе друг к другу, так что сокращается расстояние между отдельными прокатными клетями. Это является преимущественным как в отношении обусловленной этим уменьшенной габаритной длины прокатного стана, так и в плане качества прокатываемого материала при горячей прокатке. А именно, в этом случае при горячей прокатке уменьшаются потери тепла и снижение температуры на промежуточных дистанциях транспортирования между отдельными прокатными клетями.
Кроме того, благодаря компактному расположению может быть достигнуто то, что между отдельными прокатными клетями при обычном расстоянии (или при почти обычном расстоянии) между ними может быть организовано большее пространство для других компонентов, например, таких как индукционный нагреватель, прижимные ролики, устройство для охлаждения полосы, устройство для удаления окалины, правильная машина, разделительное устройство или ножницы.
Ролик петледержателя предпочтительно размещен в области между серединой прокатной клети и краем прокатной клети. Этим путем может быть достигнута соответственная компактная конструкция.
Ролик петледержателя предпочтительно закреплен на рычаге, который регулируется с помощью исполнительного механизма, в частности, с помощью гидроцилиндра, шарнирно соединенного с прокатной клетью.
Рычаг предпочтительно располагается внутри определяемого прокатной клетью объема.
В одном дополнительном варианте исполнения опора рычага, который несет на себе ролик петледержателя, размещена снаружи определяемого прокатной клетью объема.
Ролик петледержателя предпочтительно может быть размещен перед опорой петледержателя по направлению перемещения полосы.
Благодаря гибкому расположению опоры несущего ролика петледержателя рычага может быть обеспечена возможность гибкого размещения ролика петледержателя. Например, для работы прокатной клети в режиме горячей прокатки расположение ролика петледержателя внутри определяемого прокатной клетью объема может быть выполнено таким образом, что между двумя следующими друг за другом прокатными клетями к полосе может быть дополнительно подведен индукционный нагреватель.
В другом варианте или, соответственно, в другом эксплуатационном режиме, ролик петледержателя соответственно расположению опоры может быть отведен как бы наружу из определяемого прокатной клетью объема таким образом, что ролик петледержателя в каждом случае находится между двумя следующими друг за другом прокатными клетями снаружи прокатной клети. Другими словами, возможно переменное позиционирование ролика петледержателя в зависимости от конкретных граничных условий.
В дополнение к находящемуся в контуре клети (первому) ролику петледержателя может быть предусмотрено размещение на клети второго петледержателя, при котором ролик петледержателя находится снаружи контура клети. Предпочтительно могут быть применены либо один, либо другой ролик петледержателя.
В одном дополнительном предпочтительном варианте ролик петледержателя перемещается посредством линейной направляющей внутри определяемого прокатной клетью объема, предпочтительно с помощью исполнительного механизма, например, в форме гидроцилиндра.
В одном дополнительном предпочтительном варианте после прокатной клети, внутри объема в котором размещен ролик петледержателя, расположен прижимной ролик для прижима полосы. Прижимной ролик также может быть размещен позади определяемого прокатной клетью объема по направлению перемещения полосы. С помощью прижимного ролика полоса может быть отведена обратно на плоскость прокатки.
В одном дополнительном варианте внутри определяемого прокатной клетью объема предпочтительно размещено регулирующее устройство входной боковой направляющей для направления полосы при входе в прокатную клеть. Этим путем также может быть достигнута компактная конструкция прокатной клети с принадлежащими ей компонентами таким образом, что в прокатную клеть дополнительно помещены входные боковые направляющие. Благодаря этому опять же может быть также сэкономлено место между прокатными клетями, чтобы этим путем либо сдвинуть прокатные клети ближе друг к другу, либо получить возможность разместить между прокатными клетями индукционные нагреватели или прочие компоненты.
Между клетями предпочтительно размещены дополнительные компоненты, например, такие как индукционный нагреватель (например, индукторы для индукционного нагрева в поперечном магнитном поле, сдвижной индуктор), прижимные ролики, устройство для охлаждения полосы, устройство для удаления окалины, правильная машина, разделительное устройство, ножницы, и так далее.
В особенности предпочтительно, между двумя соседними прокатными клетями размещен индукционный нагреватель для нагрева полосы, причем сам индукционный нагреватель имеет компактную конструкцию и высокую удельную мощность.
Под компактной конструкцией индукционного нагревателя понимается индукционный нагреватель, который имеет относительно малую протяженность по направлению перемещения полосы. В частности, протяженность индукционного нагревателя по направлению перемещения полосы является меньшей, чем до сих пор известная. Протяженность или, соответственно, длина индукционного нагревателя по направлению перемещения полосы предпочтительно составляет менее 1500 мм, и предпочтительно варьирует между 600 мм и 1100 мм. Этим путем достигается то, что могут быть сокращены расстояния между прокатной клетью и смежным устройством, в частности, следующей прокатной клетью, что имеет результатом укорочение всего прокатного стана в целом, а также улучшенный температурный режим полосы.
Кроме того, этим путем достигается то, что между прокатными клетями при уменьшенной занимаемой площади могут быть размещены не только пары индукторов индукционного нагревателя, но и сокращается необходимое для устройств питания индукторов пространство рядом с редукторами валков или двигателями валков. Для этого устройства питания индукторов предпочтительно размещены на одной стороне прокатного стана, в особенности предпочтительно на стороне приводных механизмов прокатного стана.
Гибкое регулирование и согласование индукционного нагрева по ширине полосы может быть достигнуто тем, что предусмотрены по меньшей мере два соседних, размещенных друг за другом индуктора, которые в каждом случае могут сдвигаться перпендикулярно направлению перемещения полосы. Для возможности дополнительной экономии монтажного пространства по направлению перемещения полосы оба индуктора при этом не только компактно размещены друг около друга, но и особенно предпочтительно друг над другом.
Индуктор и связанное с ним устройство питания индуктора могут быть смещены друг относительно друга по направлению перемещения полосы таким образом, чтобы индуктор был расположен не соосно с устройством питания индуктора, а несколько сдвинутым в сторону. Этим путем здесь можно дополнительно сэкономить монтажное пространство и обеспечить одновременную работу двух индукционных нагревателей друг над другом так, что устройства питания индукторов как бы имеют одну и ту же «площадь основания», но индукторы сдвинуты от середины устройств питания индукторов в сторону по направлению перемещения полосы.
Кроме того, токоподводящими шинами задний индуктор может быть соединен, например, с размещенным наверху устройством питания индуктора, и передний индуктор соединен с расположенным внизу устройством питания индуктора. Индуктор и устройство питания индуктора могут быть совместно друг с другом передвинуты перпендикулярно направлению перемещения полосы и соответственно их общему положению согласованы с данной конкретной шириной полосы, без того, чтобы расходовать много места для индукционного нагревателя по направлению перемещения полосы.
Чтобы в то же время невольно не нагревать соседние в каждом случае с индукционным нагревателем устройства, индукционный нагреватель должен удерживаться на определенном минимальном расстоянии от данных устройств. Здесь минимальное расстояние предпочтительно выдерживается равным 150 мм. Это расстояние предпочтительно выдерживается также по направлению перемещения полосы между индукционным нагревателем и соседними прокатными клетями, между которыми размещен индукционный нагреватель. Благодаря этому получается особенно компактное расположение ролика петледержателя и/или боковой направляющей в контуре данной соседней прокатной клети в сочетании с размещенным между этими прокатными клетями компактным индукционным нагревателем.
Индуктор и устройство питания индуктора предпочтительно соединены между собой таким образом, что они могут быть простым путем отсоединены друг от друга с целью технического обслуживания или в режиме переналадки.
Вместо спаренных индукторов может быть также применен одиночный индуктор (сдвижной индуктор). Здесь в одном конструктивном узле размещены регулируемые по ширине индукционные рамки таким образом, чтобы происходил симметричный нагрев по всей ширине полосы. Эта конструкция является в особенности компактной.
Удельная мощность предпочтительно составляет величину в области свыше 1200 МВт/м2, предпочтительно 3000 МВт/м2, причем эта удельная мощность определяется по фактически передаваемой металлической полосе мощности.
На основе приведенных выше вариантов исполнения, которые могут быть любым путем скомбинированы друг с другом, может быть достигнут компактный прокатный стан с компактным расположением клетей. Благодаря индукционному нагреву металлической полосы, а также благодаря уменьшенному расстоянию между клетями могут быть достигнуты условия повышения температуры или по меньшей мере незначительной потери тепла со снижением температуры между отдельными клетями.
Компактное расположение петледержателя в контуре прокатной клети не ограничивается условиями использования пространства между двумя клетями, но при недостатке места в области входа в клеть или выхода из клети прокатного стана могут быть размещены дополнительные смежные устройства, например, дополнительная моталка, печная моталка, и подобное.
Кроме того, вышеописанная задача изобретения решена с помощью способа изготовления прокатного стана для получения металлической полосы, в частности, стана для горячей прокатки, с признаками согласно пунктам 28-31 формулы изобретения.
В частности, прокатный стан включает по меньшей мере одну прокатную клеть для прокатки металлической полосы, по меньшей мере одно смежное с прокатной клетью устройство, и по меньшей мере один размещенный между прокатной клетью и смежным устройством петледержатель с роликом петледержателя для регулирования натяжения полосы и/или для выравнивания колебаний массового потока, причем ролик петледержателя согласно изобретению размещен внутри определяемого прокатной клетью объема.
В одном дополнительном варианте исполнения способа прокатный стан включает по меньшей мере одну прокатную клеть для прокатки металлической полосы, по меньшей мере одно смежное с прокатной клетью устройство, и по меньшей мере одну размещенную между прокатной клетью и по меньшей мере одним устройством входную боковую направляющую для направления металлической полосы в следующую прокатную клеть, причем согласно изобретению регулирующее устройство входной боковой направляющей размещено внутри определяемого прокатной клетью объема.
Предпочтительно предусмотрен по меньшей мере один размещенный между прокатной клетью и по меньшей мере одним устройством компактный индукционный нагреватель для нагрева металлической полосы.
В одном дополнительном варианте исполнения способа прокатный стан включает по меньшей мере одну прокатную клеть для прокатки металлической полосы, по меньшей мере одно смежное с прокатной клетью устройство, и по меньшей мере один размещенный между прокатной клетью и по меньшей мере одним устройством индукционный нагреватель для нагрева металлической полосы, причем согласно изобретению индукционный нагреватель выполнен компактно в отношении его протяженности по направлению перемещения полосы.
Краткое описание фигур
Далее настоящее изобретение будет еще раз описано на конкретных примерах исполнения, показанных на чертежах в Фигурах:
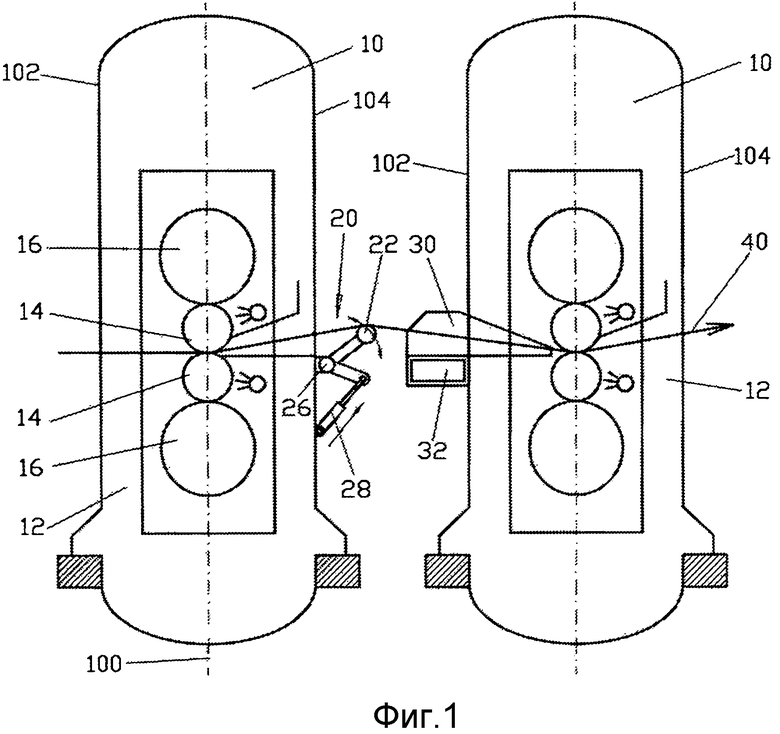
Фигура 1 показывает традиционное расположение двух прокатных клетей с размещенным между ними петледержателем и расположенной между ними входной боковой направляющей;
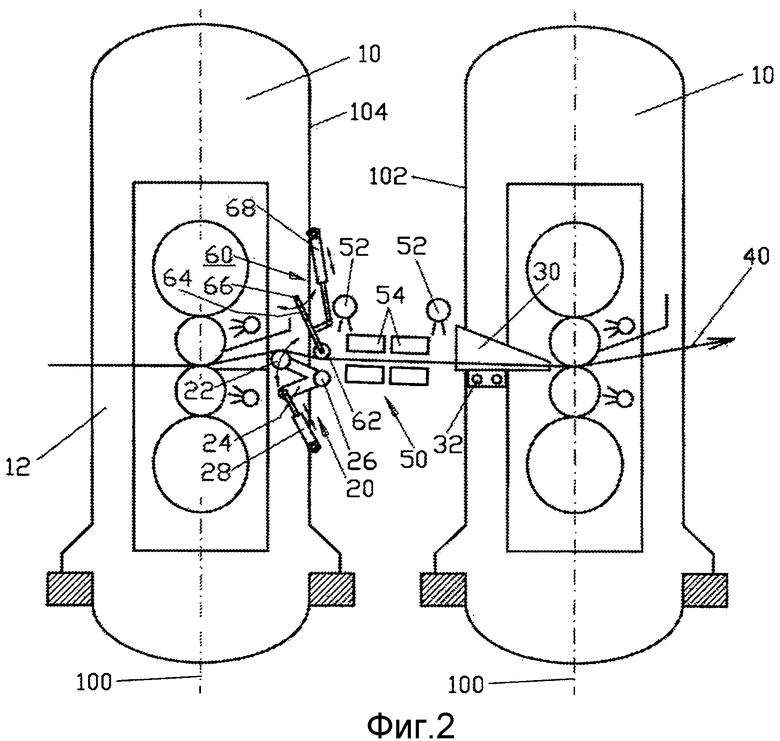
Фигура 2 показывает расположение двух прокатных клетей с петледержателем, а также входной боковой направляющей, согласно настоящему изобретению;
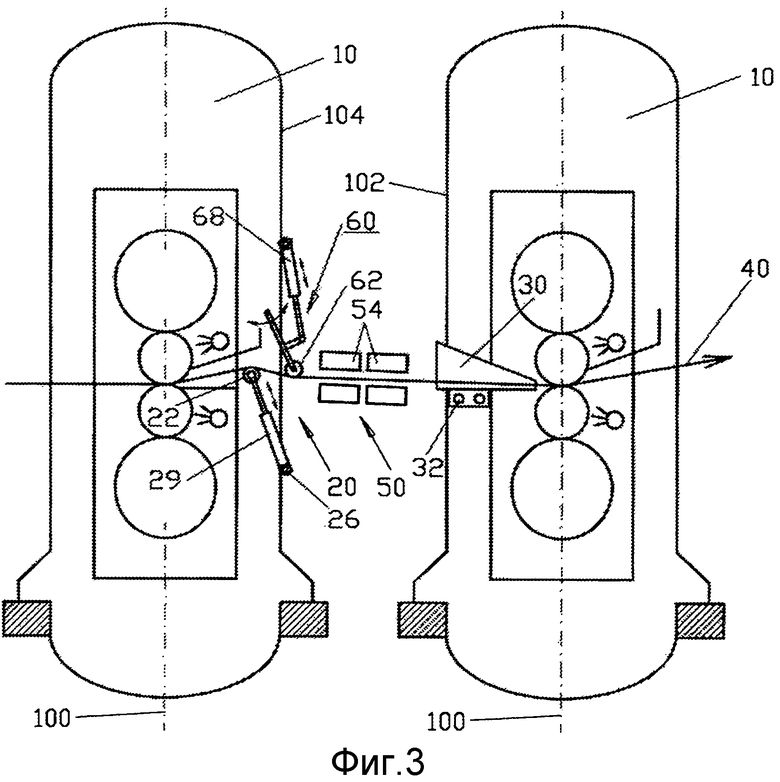
Фигура 3 показывает один вариант исполнения показанного на Фигуре 2 устройства согласно настоящему изобретению; и
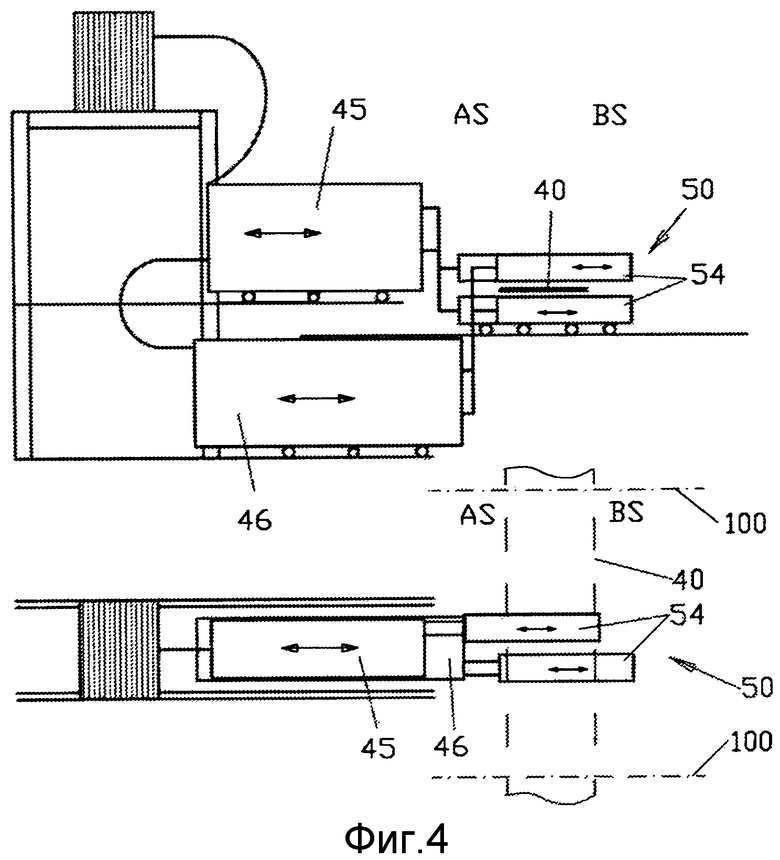
Фигура 4 показывает компактное расположение устройства для индукционного нагрева в поперечном магнитном поле в виде сбоку и в виде сверху.
Подробное описание Фигур
Далее настоящее изобретение еще подробнее будет описано на основе фигур чертежа. При этом одинаковые элементы на фигурах снабжены одинаковыми номерами позиций, и повторное описание конкретных элементов отчасти опущено.
Фигура 1 представляет изображение прокатной клети в традиционном варианте исполнения.
Соответственно этому, показаны две прокатных клети 10, которые включают станину 12, в которой в каждом случае предусмотрены два рабочих валка 14 и два опорных валка 16. Станина 12 включает середину 100 прокатной клети, передний край 102 прокатной клети и задний край 104 прокатной клети. Краями прокатной клети 10, в частности, передним краем 102 прокатной клети и задним краем 104 прокатной клети, а также поперечником прокатной клети, определяется объем прокатной клети 10. Другими словами, все замкнутое пространство в целом, которое снаружи ограничено станиной 12, представляет собой определяемый прокатной клетью 10 объем.
Между обеими показанными на фигуре 1 прокатными клетями предусмотрен петледержатель 20, который включает ролик 22 петледержателя, рычаг 24, который шарнирно соединен с опорой 26, а также регулирующий цилиндр 28. Ролик 22 петледержателя находится в контакте с обрабатываемой металлической полосой 40, которая на фигуре 1 протягивается с левой стороны через оба рабочих валка 14 первой прокатной клети, через петледержатель 20, в частности, через ролик 22 петледержателя, во вторую прокатную клеть 10.
Для облегчения введения полосы 40 в последующую в каждом случае прокатную клеть 10, предусмотрена входная боковая направляющая 30. Входная боковая направляющая 30 служит для точного введения полосы 40 в последующую прокатную клеть. Входная боковая направляющая может управляться регулирующим устройством 32 таким образом, что она не только согласуется с шириной полосы, но также позволяет обеспечить точное введение полосы 40 в последующую прокатную клеть в динамическом процессе.
В показанном на фигуре 1 примере традиционного исполнения как петледержатель 20, так и входная боковая направляющая 30, и, соответственно, регулирующее устройство 32 входной боковой направляющей 30, размещены снаружи определяемого данной конкретной прокатной клетью 10 объема. В частности, как ролик 22 петледержателя, так и опора 26, а также рычаг 24 и регулирующий цилиндр 28 петледержателя 20, размещены позади заднего края 104 станины первой прокатной клети 10. Регулирующее устройство 32 входной боковой направляющей 30 размещено перед передним краем 102 последующей прокатной клети. Соответственно этому, как петледержатель 20, так и регулирующее устройство 32 расположены между данными прокатными клетями.
Далее на Фигуре 2 показано устройство согласно настоящему изобретению.
Соответственно этому, ролик 22 петледержателя размещен внутри прокатной клети 10, и, в частности, внутри определяемого станиной 12 прокатной клети 10 объема. В частности, ролик 22 петледержателя расположен в области между задним краем 104 станины 12 прокатной клети и, соответственно, прокатной клети 10, и серединой 100 прокатной клети. Большая часть рычага 24 также расположена внутри определяемого прокатной клетью 10 объема. Однако в этом примере исполнения опора 26 находится снаружи определяемого прокатной клетью 10 объема. Точно так же размещена опора регулирующего цилиндра 28. Здесь, сравнительно с традиционным расположением, петледержатель ориентирован в обратную сторону, то есть, ролик 22 петледержателя позиционирован перед опорой 26 относительно направления перемещения полосы.
Что касается входной боковой направляющей 30, то регулирующие устройства 32 входной боковой направляющей 30 тоже помещены внутрь определяемого прокатной клетью 10 объема. В частности, регулирующие устройства 32 входной боковой направляющей 30 размещены между передним краем 102 прокатной клети 10 и серединой 100 прокатной клети.
Благодаря соответствующему расположению ролика 22 петледержателя внутри объема прокатной клети 10 может быть достигнуто то, что между обеими следующими друг за другом прокатными клетями имеется в распоряжении больше места, чтобы разметить там другие компоненты. Например, на Фигуре 2 предусмотрен индукционный нагреватель 50, который имеет два размещенных смежно друг за другом индуктора 54 и тем самым образует пару. Индукционный нагреватель 50 обеспечивает дополнительный нагрев полосы 40 между обеими прокатными клетями 10, так что в процессе горячей прокатки активно влияет на температурный режим и, соответственно, может повышать температуру полосы, и тем самым может достигать улучшенного результата прокатки.
Также благодаря расположению регулирующих устройств 32 входной боковой направляющей 30 тоже может быть создано дополнительное пространство между обеими прокатными клетями.
Индукционные нагреватели 50 имеют компактную конструкцию с высокой удельной мощностью. Удельная мощность предпочтительно составляет величину в области более 1200 МВт/м2, предпочтительно 3000 МВт/м2, причем эта удельная мощность определяется по фактически передаваемой металлической полосе мощности. Протяженность индукционного нагревателя 50, в частности, протяженность индукторов 54 индукционного нагревателя 50 по направлению перемещения полосы 40, предпочтительно является меньшей, чем 1500 мм, и предпочтительно составляет между 600 мм и 1100 мм.
Чтобы упростить размещение индукционного нагревателя 50 относительно продвижения полосы, на фигуре 2 дополнительно предусмотрено прижимное устройство 60, которое включает прижимной ролик 62, который находится в непосредственном контакте с полосой 40. Прижимной ролик 62 регулируется так, что полоса 40 по существу находится в своей бывшей плоскости полосы, или по меньшей мере в плоскости полосы, в которой могут эксплуатироваться индукционные нагреватели 50.
Чтобы обеспечить возможность держать индукционный нагреватель 50 подальше от воды, например, в области индукционного нагревателя 50 размещены воздуходувные устройства 52, чтобы можно было сдувать воду с металлической полосы. Металлическая полоса также может протягиваться с небольшим наклоном, например, от прижимного ролика 62 к данному последующему устройству 10, чтобы вода стекала.
Первый проход головки полосы может быть выполнен как обычно, чтобы произошел только захват альтернативно размещенным между клетями 10 петледержателем. Индукторы 54 к этому моменту времени находятся рядом с полосой. Промежуток в области индукторов 54 заполнен откидываемыми вверх или сдвигаемыми в поперечном направлении передаточными столиками (не показаны), чтобы обеспечить надежное транспортирование головки полосы между клетями. Лишь после этого или уже незадолго перед первым проходом в смежное устройство, например, соседнюю прокатную клеть 10, прижимной ролик 62 поворачивается сверху вниз (или также сдвигается линейно) так, что обеспечивает определенное положение полосы, и после этого один или многие индукционные нагреватели сбоку, предпочтительно со стороны приводных механизмов, вдвигаются между клетями. Передаточные столики после создания натяжения полосы отодвигаются, чтобы тем самым освободить место для индукционных нагревателей. Прижимной ролик 62 также может дополнительно, в предварительно заданных пределах, содействовать работе петледержателя.
Прижимное устройство 60, наряду с прижимным роликом 62, включает рычаг 64, на котором шарнирно установлен прижимной ролик 62, и рычаг 64 закреплен на опоре 66. С помощью исполнительного механизма 68 прижимное устройство 60 и, в частности, прижимной ролик 62, могут быть установлены в желательное положение.
Как видно на фигуре 2, с помощью предлагаемой конструкции может быть, во-первых, достигнуто то, что между отдельными прокатными клетями остается в распоряжении больше места таким образом, что могут быть введены различные компоненты, например, такие, как показанные в фигуре 2 индукционный нагреватель 50, прижимные ролики 62, или же, в другом примере исполнения, устройство для охлаждения полосы, устройство для удаления окалины, правильная машина или, например, разделительное устройство.
Фигура 3 показывает модификацию показанного в Фигуре 2 варианта исполнения согласно настоящему изобретению.
Модификация касается петледержателя 20, который здесь выполнен не как показанная в Фигуре 2 конструкция с шарнирно сочлененным рычагом, а управляется приведенной на Фигуре 3 линейной направляющей. Петледержатель 20 с линейным приводом согласно фигуре 3 также включает ролик 22 петледержателя, который помещен внутрь определяемого прокатной клетью 10 объема, и предусмотрен, в частности, между задним краем 104 и серединой 100 клети в прокатной клети 10. Линейная направляющая выполнена таким образом, что линейный цилиндр 29 действует непосредственно на ролик 22 петледержателя.
Фигура 4 показывает на виде сбоку (наверху) и виде сверху (внизу) подробности индукционного нагревателя 50 с индукторами 54, которые могут быть предусмотрены между двумя размещенными рядом друг с другом прокатными клетями. На виде сверху обе размещенных рядом друг с другом прокатные клети обозначены срединными линиями 100 прокатных клетей. Полоса 40 на виде сверху перемещается снизу вверх, и на виде сбоку вглубь плоскости бумаги по направлению от зрителя.
В этом изображении индукторы 54 в каждом случае включают индукционную рамку над и под полосой 40, чтобы два индуктора 54 образовывали пару индукторов. Индукторы 54 в каждом случае состоят из С-образной скобы индуктора, которая открыта на обслуживаемую сторону BS прокатной клети, и с приводной стороны AS, по меньшей мере частично, закрыта устройствами 45, 46 питания индукторов.
В показанном примере исполнения пара индукторов с двумя в совокупности индукторами 54 размещена друг около друга по направлению перемещения полосы. При этом речь идет об индукторах для индукционного нагрева в поперечном магнитном поле. По потребности также могут быть размещены многочисленные пары индукторов рядом друг с другом (не показано).
Обе пары индукторов в каждом случае, в зависимости от ширины полосы 40, могут быть передвинуты перпендикулярно направлению перемещения полосы относительно друг друга таким образом, чтобы в сумме достигалось симметричное термическое воздействие на полосу 40. Устройства 45, 46 питания индукторов сдвигаются вместе с соединенными с ними в каждом случае индукторами 54 перпендикулярно направлению перемещения полосы, как показано нанесенными на устройства 45, 46 питания индукторов и индукторы 54 стрелками.
Индукторы 54 с соответствующими в каждом случае устройствами 45, 46 питания индукторов могут быть так сдвинуты на приводной стороне AS в положение ожидания, что они полностью выведены из зоны транспортирования полосы. Из этого положения ожидания они могут быть затем перемещены в показанное в Фигуре эксплуатационное положение над полосой 40.
Компактными по направлению перемещения полосы выполнены не только индукторы 54. Также сокращена площадь, занимаемая устройствами 45, 46 питания индукторов по направлению перемещения полосы, так как оба устройства 45, 46 питания индукторов в показанном примере исполнения размещены друг над другом. При этом задний индуктор 54 соединен с верхним устройством 45 питания индуктора, и передний индуктор 54 соединен с нижним устройством 46 питания индуктора. При этом индукторы 54 смещены относительно середины каждого из устройств 45, 46 питания индукторов на расстояние «а», чтобы при примерно одинаковой «площади основания» устройства достигалось смежное расположение индукторов 54.
Этим путем также сокращается занимаемая площадь рядом с полосой 40 в области не показанных в Фигуре редукторов валков и/или двигателей валков. Несущие конструкции и, соответственно, элементы соединения отдельных пар индукторов 54 с устройствами 45, 46 питания индукторов на Фигуре не показаны.
Список условных обозначений
10 Прокатная клеть
12 Станина
14 Рабочий валок
16 Опорный валок
100 Середина прокатной клети
102 Передний край прокатной клети
104 Задний край прокатной клети
20 Петледержатель
22 Ролик петледержателя
24 Рычаг
26 Опора
28 Регулирующий цилиндр
29 Линейный цилиндр
30 Входная боковая направляющая
32 Регулирующее устройство
40 Полоса
45 Устройство питания индуктора
46 Устройство питания индуктора
50 Индукционный нагреватель
52 Воздуходувное устройство, воздушное сопло, компрессор
54 Индуктор
60 Прижимное устройство
62 Прижимной ролик
64 Рычаг
66 Опора
68 Регулирующий цилиндр
AS Приводная сторона
BS Обслуживаемая сторона
а Расстояние.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНОЙ СТАЛИ И ТОНКОЙ ПОЛОСЫ | 2011 |
|
RU2552802C2 |
| ПРОКАТНЫЙ СТАН СТЕККЕЛЯ | 2013 |
|
RU2578335C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ, ИМЕЮЩИЙ АЛЬТЕРНАТИВНУЮ ПОДАЧУ СТАЛЬНОЙ ПОЛОСЫ ПО ДВУМ РАЗНЫМ ПУТЯМ | 2020 |
|
RU2792915C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2393034C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2013 |
|
RU2600772C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПУТЕМ БЕССЛИТКОВОЙ ПРОКАТКИ | 2006 |
|
RU2375129C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОДУКТОВ ПЛОСКОГО МЕТАЛЛОПРОКАТА | 2020 |
|
RU2735643C1 |
Настоящее изобретение относится к области металлургии, в частности к прокатному стану для горячей прокатки полосы. Прокатный стан содержит по меньшей мере одну прокатную клеть для прокатки металлической полосы, по меньшей мере одно смежное с прокатной клетью обрабатывающее устройство и по меньшей мере один размещенный между прокатной клетью и смежным обрабатывающим устройством петледержатель с роликом для регулирования натяжения полосы и/или для выравнивания колебаний массового потока полосы. Ролик петледержателя размещен внутри прокатной клети. Прокатный стан содержит боковую направляющую для направления металлической полосы в последующую прокатную клеть. Прокатный стан содержит регулирующее устройство для боковой направляющей, размещенное внутри прокатной клети, и индукционный нагреватель для нагрева металлической полосы, выполненный компактным по направлению перемещения полосы. Использование изобретения обеспечивает увеличение производительности прокатки. 27 з.п. ф-лы, 4 ил.
1. Прокатный стан для изготовления металлической полосы (40), в частности, стан для горячей прокатки, содержащий по меньшей мере одну прокатную клеть (10) для прокатки металлической полосы (40), по меньшей мере одно смежное с прокатной клетью обрабатывающее устройство, и по меньшей мере один размещенный между прокатной клетью (10) и смежным обрабатывающим устройством петледержатель (20) с роликом (22) петледержателя для регулирования натяжения полосы и/или для выравнивания колебаний массового потока, отличающийся тем, что ролик (22) петледержателя размещен внутри прокатной клети.
2. Прокатный стан по п.1, отличающийся тем, что ролик (22) петледержателя размещен между серединой (100) прокатной клети и одним крайним участком прокатной клети, в частности, задним крайним участком (104) прокатной клети.
3. Прокатный стан по п.1 или 2, отличающийся тем, что ролик (22) петледержателя шарнирно соединен с прокатной клетью посредством рычага (24), который регулируется с помощью исполнительного механизма (28).
4. Прокатный стан по п.3, отличающийся тем, что рычаг (24) расположен внутри прокатной клети (10).
5. Прокатный стан по п.3, отличающийся тем, что рычаг (24) расположен снаружи прокатной клети (10).
6. Прокатный стан по п.1, отличающийся тем, что ролик (22) петледержателя выполнен с возможностью перемещения посредством линейной направляющей.
7. Прокатный стан по п.1, отличающийся тем, что ролик (22) петледержателя размещен перед опорой (26) петледержателя (20) относительно направления перемещения полосы.
8. Прокатный стан по п.1, отличающийся тем, что он содержит второй петледержатель, при этом ролик второго петледержателя размещен снаружи прокатной клети, причем предпочтительно с возможностью использования либо первого, либо второго петледержателя.
9. Прокатный стан по п.1, отличающийся тем, что петледержатель (20) размещен с возможностью работы ролика (22) петледержателя как внутри прокатной клети, так и снаружи упомянутой прокатной клети, предпочтительно с возможностью отклонения из положения, расположенного внутри клети, в положение, расположенное снаружи клети.
10. Прокатный стан по п.1, отличающийся тем, что смежное с прокатной клетью (10) обрабатывающее устройство представляет собой следующую прокатную клеть (10), моталку, правильную машину и/или печную моталку.
11. Прокатный стан по п.1, отличающийся тем, что он содержит прижимное устройство (60) с прижимным роликом (62), причем прижимной ролик (62) размещен после ролика (22) петледержателя по направлению подачи полосы.
12. Прокатный стан по п.11, отличающийся тем, что прижимной ролик (62) размещен внутри прокатной клети (10) или позади прокатной клети (10) по направлению перемещения полосы.
13. Прокатный стан по п.1, отличающийся тем, что он снабжен входной боковой направляющей (30) с регулирующим устройством (32), размещенным внутри одной из прокатных клетей (10).
14. Прокатный стан по п.13, отличающийся тем, что регулирующее устройство (32) размещено между одним крайним участком прокатной клети, в частности, передним крайним участком (102) прокатной клети, и ее серединой (100).
15. Прокатный стан по п.1, отличающийся тем, что между двумя смежными прокатными клетями (10) размещены дополнительные средства для обработки полосы, в частности, индукционный нагреватель (50), прижимной ролик (62), устройство для охлаждения полосы, устройство для удаления окалины, правильная машина, разделительное устройство или ножницы.
16. Прокатный стан по п.1, отличающийся тем, что на одной или двух смежных прокатных клетях (10) расположены петледержатель (20) и входная боковая направляющая (30), причем ролик (22) петледержателя и регулирующее устройство (32) входной боковой направляющей (30) размещены внутри прокатной клети (10).
17. Прокатный стан по п.16, отличающийся тем, что ролик (22) петледержателя размещен между задним крайним участком (104) прокатной клети и серединой (100) прокатной клети, а регулирующее устройство (32) размещено между передним крайним участком(102) прокатной клети и ее серединой (100).
18. Прокатный стан по п.1, отличающийся тем, что он дополнительно содержит по меньшей мере одно смежное с прокатной клетью (10) обрабатывающее устройство и по меньшей мере одну размещенную между прокатной клетью (10) и по меньшей мере одним обрабатывающим устройством входную боковую направляющую (30) для направления металлической полосы в последующую прокатную клеть, причем регулирующее устройство (32) входной боковой направляющей (30) размещено внутри прокатной клети (10).
19. Прокатный стан по п.18, отличающийся тем, что регулирующее устройство (32) входной боковой направляющей (30) размещено между одним крайним участком прокатной клети, в частности, передним крайним участком (102) прокатной клети, и ее серединой (100).
20. Прокатный стан по п.18 или 19, отличающийся тем, что по меньшей мере одно смежное с прокатной клетью (10) обрабатывающее устройство представляет собой следующую прокатную клеть (10), моталку, правильную машину, ножницы, устройство для охлаждения полосы или устройство для удаления окалины, индукционный нагреватель и/или печную моталку.
21. Прокатный стан по п.1, отличающийся тем, что он дополнительно содержит по меньшей мере одно смежное с прокатной клетью (10) обрабатывающее устройство и по меньшей мере один размещенный между прокатной клетью (10) и смежным обрабатывающим устройством индукционный нагреватель (50) для нагрева металлической полосы (40), причем индукционный нагреватель (50) выполнен компактным по направлению перемещения полосы.
22. Прокатный стан по п.21, отличающийся тем, что индукционный нагреватель (50) имеет протяженность по направлению перемещения полосы менее 1500 мм, предпочтительно между 600 мм и 1100 мм.
23. Прокатный стан по п.21 или 22, отличающийся тем, что устройство (45, 46) питания индуктора индукционного нагревателя (50) размещено на одной стороне, предпочтительно приводной стороне (AS)прокатной клети.
24. Прокатный стан по п.21, отличающийся тем, что в направлении перемещения полосы размещены по меньшей мере два индуктора (54) индукционного нагревателя (50), смежные относительно друг друга, и предусмотрены два соединенных с этими индукторами (54) устройства (45, 46) питания индукторов, причем оба устройства питания индукторов предпочтительно размещены друг над другом.
25. Прокатный стан по п.21, отличающийся тем, что индуктор (54) и соответствующее ему устройство (45, 46) питания индуктора смещены относительно друг друга по направлению перемещения полосы на расстояние (а).
26. Прокатный стан по п.21, отличающийся тем, что по направлению перемещения полосы размещен по меньшей мере один индукторный конструкционный узел (сдвижной индуктор), который содержит подключенные друг к другу и регулируемые по ширине полосы индукционные рамки.
27. Прокатный стан по п.1, отличающийся тем, что между прокатной клетью и смежным обрабатывающим устройством размещен индукционный нагреватель с удельной мощностью свыше 1200 МВт/м2, предпочтительно 3000 МВт/м2, по измерению в металлической полосе.
28. Прокатный стан по п.1, отличающийся тем, что по меньшей мере одно смежное с прокатной клетью (10)обрабатывающее устройство представляет собой следующую прокатную клеть (10).
| Пневматический кольцевой счетчик | 1977 |
|
SU721813A1 |
| US 3614881 A, 26.10.1971 | |||
| WO 2007073841 A1, 05.07.2007 | |||
| РОЛИК ПЕТЛЕДЕРЖАТЕЛЯ | 2008 |
|
RU2373008C1 |
| ПЕТЛЕДЕРЖАТЕЛЬ НЕПРЕРЫВНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСЫ | 0 |
|
SU400392A1 |

