Изобретение относится к способу изготовления обжатого узла и к устройствам для его осуществления.
Рабочий процесс обжима широко используется, например, при изготовлении электрических изоляторов и грозозащитных разрядников.
При таких технологиях известно использование такого процесса, как «отцентрированный обжим» для изготовления электрических изоляторов.
При одной форме реализации этого способа, известной из уровня техники в данной области, электрически изолирующий стекловолоконный стержень проталкивается в центр пустотелой цилиндрической металлической концевой соединительной детали, имеющей открытое отверстие. Отверстие образует зазор по диаметру его сечения, который незначительно превышает по своей величине диаметр поперечного сечения стекловолоконного стержня.
Металлическая стенка концевой соединительной детали затем обжимается или подвергается прессованию под действием гидравлического давления, действующего на стержень при использовании металлической закаленной плашки. Концевая соединительная деталь в результате прочно скрепляется со стержнем изолятора. Крепление деталей между собой может противостоять большим усилиям, таким как растяжение и воздействия силы веса надземных электролиний энергоснабжения в промежутках между смежными конструкциями в распределительной электросети.
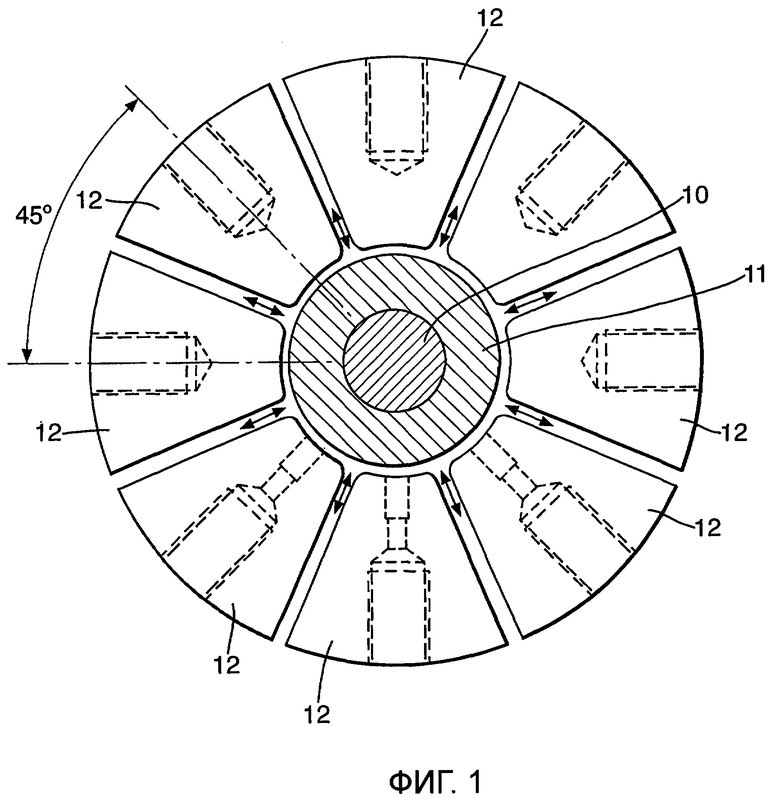
На чертеже, изображенном на фиг.1, показан стекловолоконный стержень 10, цилиндрическая металлическая концевая соединительная деталь 11 и обжимающие плашки 12, соединенные в соответствии с вышеуказанным способом центрированного обжима, при котором плашки 12 являются подвижными в радиальных направлениях, обозначенных стрелками, для создания деформирования концевой соединительной детали 11.
Однако существуют технические требования, которые следует удовлетворять в случае обжатия конечных соединительных деталей, например, на изолирующих стержнях с нецентральным расположением.
Такие технические потребности существуют при изготовлении грозозащитных разрядников.
Грозозащитные разрядники используются для защиты оборудования, подключенного к распределительным электросетям, от повреждения в связи с возникновением ситуаций наличия чрезмерно высокого электрического напряжения, вызванных разрядами молний, коммутационными перенапряжениями, неправильными подключениями и другими ненормальными техническими условиями или аварийными режимами.
Активным элементом в грозозащитном разряднике является варистор, относящийся также к нелинейному сопротивлению по той причине, что нелинейное сопротивление указывает на наличие нелинейной взаимозависимости между силой электрического тока и его напряжением. Если прикладывается напряжение, значение которого меньше, чем определенная его величина
(величина переключательного или фиксированного напряжения), варистор, по существу, является изолятором и через него протекают только электрические токи утечек. Если прикладываемое напряжение тока больше по своей величине, чем значение напряжения переключения, сопротивление варистора падает, позволяя протекание через него электрического тока с увеличенной силой. То есть варистор обладает весьма высоким сопротивлением по своему значению при напряжении, величина которого меньше напряжения переключения и, по существу, является электрически проводящим выше величины этого напряжения. Взаимозависимость между напряжением и силой тока в варисторе определяется уравнением:
где величина I - сила электрического тока, протекающего через варистор, V - напряжение тока на варисторе; С - постоянная величина, которая изменяется в зависимости от размеров, состава материала и способа изготовления варистора, а величина α является константой, которая является мерой нелинейности варистора. Желательно иметь большое значение величины α, которая означает большую степень нелинейности.
Грозозащитный разрядник обычно включается в систему снабжения электрической энергией по схеме параллельного соединения, при этом одна клемма устройства присоединяется к фазовому проводу системы снабжения электрической энергией, а другая клемма заземляется или является нейтральной. При нормальных величинах напряжения в системе грозозащитный разрядник оказывает сопротивление электрическому потоку (за исключением тока утечки). Если возникает условие наличия избыточного напряжения, превосходящего по своему значению величину переключательного напряжения, тогда грозозащитный разрядник становится электропроводящим и шунтирует избыточную энергию до того условия, при котором имеется фиксирование или ограничение напряжения в системе до его величины, которая является допустимой для защищаемого оборудования без выхода его из строя.
Механическая прочность и целостность грозозащитного разрядника может достигаться с помощью сборки сердечника разрядника в виде одиночного варисторного элемента или из набора варисторных элементов, удерживаемых между двумя конечными клеммами с множеством удлиненных несущих элементов, расположенных между ними по периферии. Концы несущих элементов вставлены в выемки, выполненные в конечных клеммах. Обжим конечных клемм деформирует выемки в достаточной степени для того, чтобы надежно удерживать несущие элементы внутри них (как это раскрыто в описании изобретения по патенту США №5680289).
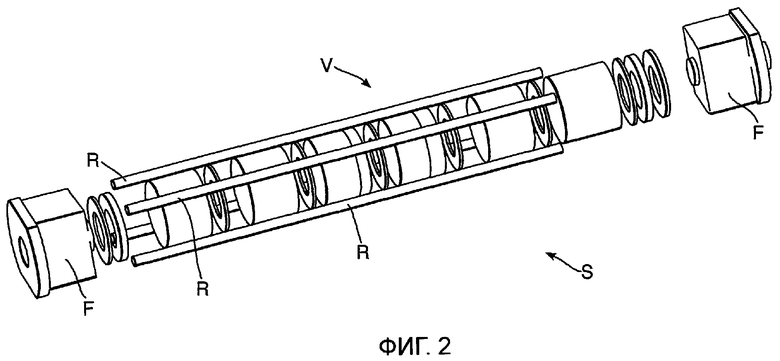
На чертеже, изображенном фиг.2, в аксонометрической проекции изображены детали грозозащитного разрядника S одного типа.
На чертеже, показанном на фиг.2, изображены детали грозозащитного разрядника S, когда они собраны друг с другом для образования четырех удлиненных полимерных, армированных стеклом стержней R, которые вставлены у каждого конечного участка в соответствующие отверстия, смежные углам соответствующих, по существу, квадратных конечных соединительных деталей F.
Конечные соединительные детали F обжаты на стержнях R.
В пространстве между конечными соединительными деталями F находится ряд цилиндрических элементов, образующих варистор V вышеупомянутого типа. Процесс сборки грозозащитного разрядника таков, что стержни находятся под действием механического напряжения во время обжима, который осуществляется в то время, когда конечные соединительные детали F находятся под действием сжатия для совместного прижатия друг к другу деталей варистора V.
Это достигается тем, что в конструкцию разрядника F включается одна или большее количество пружин, действующих между соединительными деталями F. Пружины (которые типично являются тарельчатыми) стремятся удлинять все устройство. Стержни R оказывают сопротивление такому удлинению.
Поскольку в дополнение к этому элементы варистора V содержатся в клетке, ограниченной стержнями R, поверхность разрядника S в целом обладает хорошей конструкционной целостностью.
Однако, как описано здесь ниже, избыточный обжим во время осуществления рабочих операций процесса изготовления разрушает стекловолокно/матрицу несущих нагрузку элементов и намного уменьшает механические рабочие характеристики изготавливаемого изделия.
На чертеже, изображенном на фиг.3, показан результат реализации способа, защищенного патентом США №5680289, на цилиндрической конечной соединительной детали 16 во время изготовления грозозащитного разрядника, по конструкции аналогичного тому, который показан на чертеже, изображенном на фиг.2. На чертеже, показанном на фиг.3, изображено расположение по окружности стекловолоконных стержней 10, которые вставлены в ряд отверстий 13, образованных на торцевом конечном участке цилиндрической соединительной детали 16, которая поддерживает набор варисторных элементов 17.
В соответствии со способом, описанным в патенте США №5680289, участки 18 наружной стороны конечной соединительной детали 16 деформируются плашками 12, по конструкции подобными тем, которые изображены на чертеже, показанном на фиг.1, для того чтобы обжимать конечную соединительную деталь 16 на вставленных конечных участках других выступающих стержней 10 у каждого отверстия 13.
Степень деформирования у каждого участка 18, по существу, является одинаковой вдоль его длины.
Зазоры между смежными плашками, используемыми для образования деформированных участков 18, в результате приводят к гребням 19, отделяющим участки 18 один от другого.
Следовательно, пример, иллюстрированный чертежом, показанным на фиг.3, относится к обжиму со смещением от центра по сравнению с центрированным обжимом, иллюстрированным на чертеже, изображенном на фиг.1. Когда пытались использовать известные установки для смещенного от центра обжима, он осуществлялся со значительно увеличенными затруднениями, чем в том случае, когда использовались установки с «отцентрированной» конфигурацией, изображенной на чертеже, показанном на фиг.1, для достижения давления однородного зажима или обжима, действующего по периферии вокруг изолирующих стержней 10, вставленных в отверстия.
Эта проблема проявляется в (нежелательных) пиках контактного давления, действующего на элемент, несущий нагрузку. Они могут вызывать вышеупомянутое разрушение стекловолокон/матрицы материала элементов, несущих нагрузку.
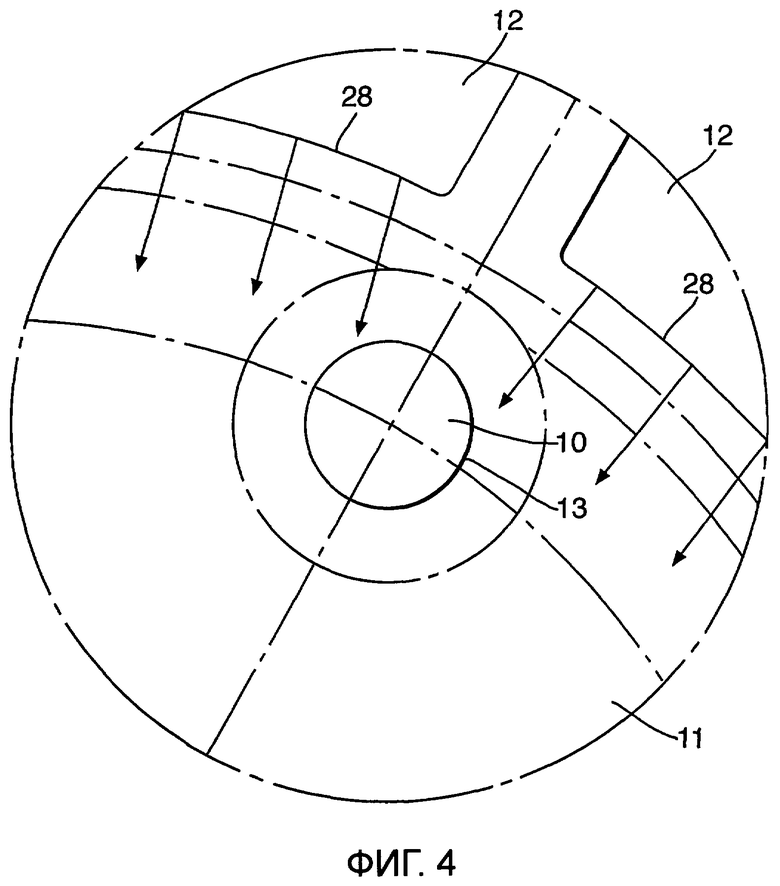
Проблема проиллюстрирована схематически на чертеже, изображенном на фиг.4, на котором показаны в увеличенном масштабе две обычных плашки 12, действующих для того, чтобы осуществлять смещенный от центра обжим стержня 10, вставленного в отверстие 13 конечной соединительной детали 11, во время изготовления подузла, иллюстрированного чертежом на фиг.3.
Как видно на чертеже, изображенном на фиг.4, каждая закаленная плашка 12 имеет контактную поверхность 28. Она вызывает деформирование металла конечной соединительной детали при продвижении плашек в сторону соединительной детали.
Поскольку, как показано, каждая контактная поверхность 28, по существу, имеет ту же самую форму, что и участок периферии конечной соединительной детали 11, с которым она взаимодействует, деформирование конечной соединительной детали, по существу, является постоянным вдоль всех длин по периферии, контактирующей с контактными поверхностями. Это, в свою очередь, приводит к несбалансированному контактному давлению на стержень 10 (как это показано стрелками на чертеже, изображенном на фиг.4), чем вызываются вышеуказанные проблемы.
В изобретении по опубликованной Международной заявке WO-A-01/15292 эту проблему пытаются решить при изготовлении грозозащитного разрядника посредством обжима соответствующих крепежных цилиндров с формой усеченного конуса на конечных участках элементов 10, несущих силовую нагрузку. Эти рабочие операции обжима могут осуществляться посредством применения способа отцентрированного обжима, для примера иллюстрированного чертежом, изображенным на фиг.1. При сборке грозозащитного разрядника крепежные цилиндры вставляются в суженные отверстия на конечных участках соединительных деталей таким образом, что напряжение в элементах, несущих нагрузку, вводит крепежные цилиндры в отверстия.
Этот способ размещения деталей грозозащитного разрядника, однако, приводит к механической целостности только до тех пор, пока имеется напряжение. При сжатии грозозащитный разрядник может размонтироваться.
Более того, при потребности в отдельном обжиме у каждого конечного участка каждого элемента, несущего нагрузку, крепежный цилиндр добавляет сложность и дополнительные материальные затраты на рабочую операцию изготовления.
Другие способы изготовления грозозащитных разрядников, известные из уровня техники в ее данной области, включающие использование нажимных винтов для нагружения элементов, несущих нагрузку, и образование петель на конечных участках элементов, несущих нагрузку, являются неприемлемо усложненными. Таким образом, существует потребность в способах и устройствах, которые улучшали бы механические рабочие характеристики изготавливаемых изделий, таких как грозозащитные разрядники без наличия компромисса в рамках материальных затрат или сложности.
Согласно первому аспекту реализации изобретения разработан способ обжима элемента, несущего нагрузку, и первой соединительной детали совместно друг с другом, при котором элемент, несущий нагрузку, располагают со смещением от центра поперечного сечения первой соединительной детали, при этом способ содержит рабочие операции вставления элемента, несущего нагрузку, в отверстие, ограниченное стенкой в указанной соединительной детали, и продвижение одного или большего количества рабочих приспособлений для деформирования соединительной детали по периметру, благодаря чему деформируется стенка отверстия при захватном взаимодействии с элементом, несущим нагрузку, а степень получающегося в результате деформирования соединительной детали по периметру на предопределенной ее длине является изменяющейся в зависимости от удаления вдоль указанной длины от силового элемента, несущего нагрузку.
Этот способ является применимым при различных видах обжима со смещением от центра, включающих, но не ограничивающих рабочие операции изготовления грозозащитных разрядников.
Для устранения неоднозначности термин "элемент, несущий нагрузку" использован здесь для того, чтобы обозначить элементы и такие, как стержни R, показанные на чертеже, изображенном на фиг.2, и принадлежащие грозозащитному разряднику, для которого требуется обжим с целью удержания стержней в конечных соединительных деталях.
Когда грозозащитный разрядник собран (т.е. сблокирован так, что конечные соединительные детали сжимают варисторные элементы), такие стержни находятся под напряжением.
Однако заявленное изобретение не ограничивается элементами, которые находятся под действием растяжения или сжатия, оно охватывает своим объемом, например, элементы, на которые воздействует напряжение, которое не вызвано внешними усилиями. В противоположность этому термин "элемент, несущий нагрузку" использован просто для удобства в виду того, что у большинства грозозащитных разрядников удлиненные стержни будут находиться в состоянии своего напряжения наибольшую часть времени.
Также для устранения сомнения в отношении термина «длина», здесь используемого в отношении стенки отверстия, использование этого термина означает длину на наружной периферии указанной соединительной детали, на которой осуществляется контактирование посредством указанного рабочего инструмента для деформирования во время реализации способа, определенного в пределах настоящего изобретения. Таким образом, в случае наличия цилиндрической соединительной детали длина измеряется по периферийной окружности.
Однако изменение степени потребности в деформировании не зависит только от расстояния вокруг периметра (внешней периферии) соединительной детали, которая контактирует с рабочим приспособлением для деформирования. Наоборот, на этот эффект могут влиять другие переменные характеристики, такие как форма или профиль соединительной детали, например, в районе, контактирующем с рабочим приспособлением для деформирования.
Рабочая операция, приводящая к изменению степени деформирования в зависимости от длины удаления от элемента, несущего нагрузку, преимущественно, приводит к более равномерному контактному давлению, действующему вокруг элемента, несущего нагрузку, чем при способах, известных из существующего уровня техники в данной ее области. Таким образом, способ, разработанный согласно изобретению, увеличивает осредненное давление, прикладываемое посредством обжима без превышения порога степени обжима, при котором типично происходит разрушение элемента, несущего нагрузку. Получаемое в результате увеличение порога степени обжима, используемого в способе, разработанном согласно изобретению, позволяет осуществлять значительно более сильный обжим при использовании технического приема обжима со смещением от центра, чем тот, который осуществлялся прежде.
Обычно указанное одно или каждое из рабочих приспособлений имеет контактную поверхность для контактирования с указанной соединительной деталью, причем контактная поверхность является профилированной и/или сопряженной относительно указанной соединительной детали таким образом, чтобы создавать указанное изменяющееся деформирование.
Предпочтительно указанное одно или каждое из рабочих приспособлений имеет контактную поверхность для контактирования с элементом, несущим нагрузку, причем контактная поверхность включает в себя, по крайней мере, один выступ, который выдвигается относительно остальной ее части, благодаря чему осуществляют указанное изменение в степени получаемого в результате деформирования.
При другом предпочтительном аспекте реализации способа в соответствии с изобретением контактная поверхность включает в себя, по крайней мере, два выступа, при этом указанные выступы отделены друг от друга, по крайней мере, одной выемкой.
При дополнительном варианте реализации способа в соответствии с изобретением стенка отверстия вообще является гладкой на участке, который может контактировать с контактной поверхностью.
При альтернативе стенка отверстия включает в себя один или большее количество выступов на участке, который может контактировать с контактной поверхностью.
Каждое из вышеупомянутых устройств, преимущественно, помогает обеспечивать осуществление вышеупомянутого изменения в степени деформирования. В частности, когда (как это бывает при обычном случае) первая соединительная деталь изготовлена из металла, такие признаки способа позволяют достигать состояние текучести металла, которая помогает в достижении насколько возможно однородного захватного усилия.
Предпочтительно, способ, разработанный в соответствии с изобретением, включает в себя рабочие операции:
вставления множества элементов, несущих нагрузку, в соответствующее множество отверстий, имеющихся в первой соединительной детали, образующих соответствующее множество стенок;
выдвижение одного или большего количества рабочих приспособлений для деформирования, предназначенных для того, чтобы деформировать указанный периметр таким образом, что стенки с захватыванием взаимодействуют с соответствующими элементами, несущими нагрузку, при этом степень получающейся в результате деформации указанного периметра на соответствующих предопределенных длинах соединительной детали, вызванной соответствующими рабочими приспособлениями для деформирования, изменяется в зависимости от удаления вдоль указанной длины от элемента, несущего нагрузку, до того, к которому приспособление является наиближайшим.
Рабочие операции вставления множества элементов, несущих нагрузку, и обжима каждого из них в соответствии с принципом изменения степени деформирования при удалении от элемента, несущего нагрузку, позволяют использовать способ, разработанный в соответствии с изобретением, для изготовления удобного грозозащитного разрядника. Как здесь отмечено, однако, при наиболее широкой форме реализации изобретения оно не ограничивается использованием способа изготовления такого устройства.
Для удобства в соответствии со способом, разработанным согласно изобретению, одно или каждое рабочее приспособление для деформирования является прижимной плашкой или включает в себя ее. Однако другие формы выполнения рабочего приспособления для деформирования возможны в объеме формулы настоящего изобретения
Предпочтительно, после вставления в указанное отверстие один или каждый указанный элемент, несущий нагрузку, частично выступает из указанной первой соединительной детали.
Этот аспект способа преимущественно удобен при изготовлении грозозащитных разрядников.
Предпочтительно, вдоль одной или каждой предопределенной длины степень деформирования, вызванного каждым рабочим приспособлением для деформировании, увеличивается пропорционально удалению от, в зависимости от обстоятельств, указанного элемента, несущего нагрузку, или от указанного элемента, несущего нагрузку, до которого приспособление является ближайшим.
Это точное расположение изменения в степени деформирования было установлено особенно пригодным при стремлении выравнивания пиков контактного давления, когда как элемент, несущий нагрузку, так и отверстие, в которое он вставлен, имеют круглое поперечное сечение. Однако другие формы изменения деформирования возможны в объеме формулы настоящего изобретения.
Способ дополнительно включает в себя избирательное уточнение вызываемого удаления деформации, вызванной каждым указанным рабочим приспособлением для деформирования, от любой торцевой поверхности первой соединительной детали, в которую вставлен указанный элемент, несущий нагрузку.
Существует уверенность в том, что рабочая операция обеспечения ограничения области деформации на участке, удаленном от поверхности, в которую вставлены элементы, несущие нагрузку, преимущественно дополнительно увеличивает порог степени обжима, при котором происходит разрушение материала элемента, несущего нагрузку.
При предпочтительном варианте реализации способа в соответствии с изобретением, включающего в себя выдвижение множества рабочих приспособлений для деформирования, эти приспособления выдвигают одновременно.
При альтернативном варианте реализации этого способа рабочие приспособления выдвигают последовательно.
Независимо от точного порядка, при котором выдвигают рабочие приспособления для деформирования, способ избирательно включает в себя дополнительную рабочую операцию передвижения одного или большего количества указанных рабочих инструментов для деформирования вообще продольно относительно указанного элемента, несущего нагрузку, вызывая в то же время деформирование указанной стенки.
Установлено, что эта рабочая операции позволяет контролировать степень напряжения, вводимого в элементы, несущие нагрузку. Это является полезным при изготовлении грозозащитного разрядника.
При использовании для изготовления грозозащитного разрядника способ, реализуемый в соответствии с изобретением, преимущественно включает в себя рабочую операцию обжима дополнительной соединительной детали на одном или каждом элементе на его конечном участке, удаленном от первой соединительной детали.
Предпочтительным является крепление такой дополнительной соединительной детали при возможности осуществления рабочих операций способа, реализуемого в соответствии с изобретением. Однако эта потребность не обязательно должна быть такой. Более того, дополнительная соединительная деталь может иметь или конструкцию, одинаковую по отношению к конструкции первой соединительной детали, или, если желательно, она может иметь другую конструкцию.
Согласно второму аспекту реализации изобретения разработан узел, содержащий элемент, несущий нагрузку, и первую соединительную деталь, которые подвергаются вместе обжиму таким образом, что элемент, несущий нагрузку, расположен со смещением от центра поперечного сечения первой соединительной детали, элемент, несущий нагрузку, вставлен в отверстие, ограниченное стенкой, периметр соединительной детали деформирован для того, чтобы вызывать захватное взаимодействие указанной стенки с элементом, несущим нагрузку, а степень такого деформирования на предопределенной ее длине изменяется в зависимости от удаления по периметру от силового элемента, несущего нагрузку.
Такой узел может быть изготовлен согласно способу, реализованному в соответствии с изобретением. Узлу присущи преимущества, описанные здесь в связи с реализацией способа.
Предпочтительно, узел содержит множество элементов, несущих нагрузку, и первую соединительную деталь, которые подвергаются вместе обжиму таким образом, что один или большее количество элементов, несущих нагрузку, расположен со смещением от центра поперечного сечения первой соединительной детали, каждый элемент, несущий нагрузку, вставлен в отверстие, ограниченное стенкой, в указанной соединительной детали, периметр соединительной детали деформирован при захватном взаимодействии каждой указанной стенки с элементом, несущим нагрузку и вставленным в отверстие, ограниченное стенкой, а степень такого деформирования на предопределенной ее длине изменяется в зависимости от удаления по периметру от силового элемента, несущего нагрузку.
Еще более предпочтительно, чтобы один или каждый элемент, несущий нагрузку, являлся бы удлиненным и выступающим от указанной первой соединительной детали.
Предпочтительно, вдоль одной или каждой предопределенной длины периметра степень деформирования, вызванного каждым рабочим приспособлением для деформировании, увеличивается пропорционально удалению от, в зависимости от обстоятельств, указанного элемента, несущего нагрузку, или от указанного элемента, несущего нагрузку, до которого приспособление является ближайшим.
Преимущественно, один или каждый элемент, несущий нагрузку, является удлиненным и включает в себя дополнительную соединительную деталь, обжимом прижатую к нему у его конечного участка, удаленного от первой соединительной детали.
Вышеизложенные признаки узла, выполненного согласно изобретении, приводят к увеличению аналогичных преимуществ по отношению к тем, которые описаны в связи с реализацией соответствующих рабочих операций способа, здесь определенных.
Предпочтительно, чтобы поперечное сечение соединительной детали имело правильную форму. Однако способ, разработанный согласно изобретению, является применимым к широкому диапазону изменения поперечных сечений соединительной детали. Следовательно, узел, выполненный в соответствии с изобретением, может быть соразмерно разнообразным.
В частности, предпочтительными являются варианты воплощения узла, при которых поперечное сечение соединительной детали выбирается из перечня, включающего в себя окружность, прямоугольник или правильный многоугольник.
При альтернативе, конечно, поперечное сечение соединительной детали может быть неправильным по форме.
Здесь используемый термин «поперечное сечение» относится к тому поперечному сечению соединительной детали, которое находится вблизи районов деформирования. В пределах объема формулы изобретения узел может включать в себя одну или большее количество соединительных деталей с непостоянным поперечным сечением, включающих, например фланцы, и другие особенности, типичные для районов, удаленных от районов деформирования.
При одном предпочтительном варианте реализации изобретения, по крайней мере, одно из отверстий является несквозным углублением или включает в себя такое углубление, или является прорезью, открытой сбоку, или является прорезью, закрытой сбоку.
Такое устройство имеет преимущества, поскольку элементы, несущие нагрузку, которые типично являются удлиненными цилиндрическими стержнями, могут вставляться в соединительную деталь с любой из двух сторон.
Однако при других воплощениях изобретения, по крайней мере, одно указанное отверстие проходит насквозь через первую соединительную деталь.
Точный выбор типа отверстия будет определяться в зависимости от конструкции изделия, часть которого образована узлом, и соображениями относительно технических условий изготовления. Сочетание различных типов отверстия возможно у одиночной соединительной детали, образующей часть узла, изготавливаемого в соответствии с изобретением.
Независимо от выбранного типа отверстие или каждое отверстие, предпочтительно, включает в себя горловину, которая обычно свободна от углов с острыми кромками.
Другими словами, горловина отверстия преимущественно включает в себя «заглушенный» участок, который наглухо перекрывается торцевым участком соединительной детали. Этим устраняются концентрации напряжений и повышается надежность обжима.
Предпочтительно, элемент, несущий нагрузку, или каждый такой элемент выполнен из волокон или включает волокна, погруженные в матрицу таким образом, чтобы образовать стержень. Он является типичным узлом, несущим нагрузку, используемым при изготовлении грозозащитного разрядника.
Удобно, если волокна являются выполненными из боросиликатного стекла, или из коррозионно-стойкого стекла, или включают стекло таких типов.
Также удобно, если материалом матрицы будет являться или он будет включать в себя только виниловый эфир, или полистирол, или эпоксид или их сочетания.
Изобретением дополнительно предусматривается создание грозозащитного разрядника, который включает в себя узел в том виде, как он здесь определен или изготовлен в соответствии с определенным здесь способом.
Согласно третьему аспекту реализации изобретения предусмотрено создание устройства для реализации способа в том виде, как он здесь определен, либо для изготовления узла или грозозащитного разрядника в том виде, как они здесь описаны, при этом устройство содержит держатель для крепления соединительной детали и одно или несколько рабочих приспособлений для деформирования, которые могут выдвигаться в сторону соединительной детали, закрепленной в держателе и выполненной с образованным одним или большим количеством отверстий, каждое из которых ограничено стенкой и в каждое из которых вставлен элемент, несущий нагрузку, рабочее приспособление для деформирования или каждое рабочее приспособление для деформирования имеет возможность деформирования периметра соединительной детали для деформирования каждой указанной стенки при наличии захватного взаимодействия с каждым элементом, несущим нагрузку таким образом, что степень деформирования периметра по предопределенной длине его изменяется в зависимости от удаления вокруг указанного периметра от элемента, несущего нагрузку, или от элемента, ближайшего к указанному элементу, несущему нагрузку.
Предпочтительно, устройство включает в себя зажим для сжатия элементов, несущих нагрузку, и соединительной детали вместе друг с другом перед деформированием периметра соединительной детали.
Также предпочтительно, чтобы рабочее приспособление для деформирования или каждое такое приспособление включало бы контактную поверхность для контактирования с указанной соединительной деталью, при этом контактная поверхность спрофилирована и/или сопряжена относительно указанной соединительной детали таким образом, чтобы создавать указанное изменяющееся деформирование.
Удобно, если рабочее приспособление для деформирования или каждое такое приспособление включает в себя одну или большее количество контактных поверхностей. Предпочтительным является наличие двух или большего количества контактных поверхностей, каждая из которых является противолежащей соответствующему углу соединительной детали, закрепленной в держателе.
Устройство, выполненное в соответствии с изобретением, преимущественно позволяет реализовать автоматизированное или полуавтоматизированное изготовление, например, грозозащитных разрядников согласно принципам, раскрываемым в этом описании изобретения.
Признак наличия двух или большего количества контактных поверхностей, противолежащих различным соответствующим углам относительно соединительной детали, закрепленной в держателе, преимущественно позволяет предусмотреть прогрессивно возрастающую степень деформирования соединительной детали при увеличивающемся удалении вдоль периметра соединительной детали (окружности в случае наличия цилиндрической соединительной детали) от связанного элемента, несущего нагрузку.
Предпочтительным является наличие множества рабочих приспособлений для деформирования, которые могут одновременно выдвигаться в сторону соединительной детали, закрепленной в держателе.
Однако при альтернативном исполнении устройства множество рабочих приспособлений для деформирования выполнены с возможностью последовательного выдвижения в сторону соединительной детали, закрепленной в держателе.
Устройство, выполненное в соответствии с изобретением, может избирательно включать в себя регулятор для контролирования выдвижения одного или большего количества указанных рабочих приспособлений.
При конкретно предпочтительных вариантах воплощения устройства в соответствии с изобретением регулятор является программируемым, благодаря чему обеспечивается выбор между одновременным и последовательными выдвижениями рабочих приспособлений (которые типично, но не обязательно являются прижимными плашками).
Устройство, выполненное в соответствии с изобретением, может также избирательно включать в себя более одного регулятора и/или регулятор, который позволяет некоторым, но не всем рабочим приспособлениям выдвигаться одновременно.
Теперь далее излагается описание предпочтительных вариантов воплощения изобретения с помощью неограничивающего примера и со ссылками на сопроводительные чертежи, на которых
фиг.1 - схематический вид сверху, с частичным разрезом, устройства, известного из существующего уровня техники в данной области и предназначенного для выполнения обжима без смещения от центра;
фиг.2 - аксонометрическая проекция грозозащитного разрядника, разобранного на детали и, по существу, представленного известным его устройством;
фиг.3 - аксонометрическая проекция соединительной детали, образующей часть грозозащитного разрядника, изготовленного в соответствии со способом, известным из существующего уровня техники в данной области техники;
фиг.4 показывает профиль усилий обжима, приводящих в результате применения технического приема обжима со смещением от центра, известного из существующего уровня техники в данной области техники;
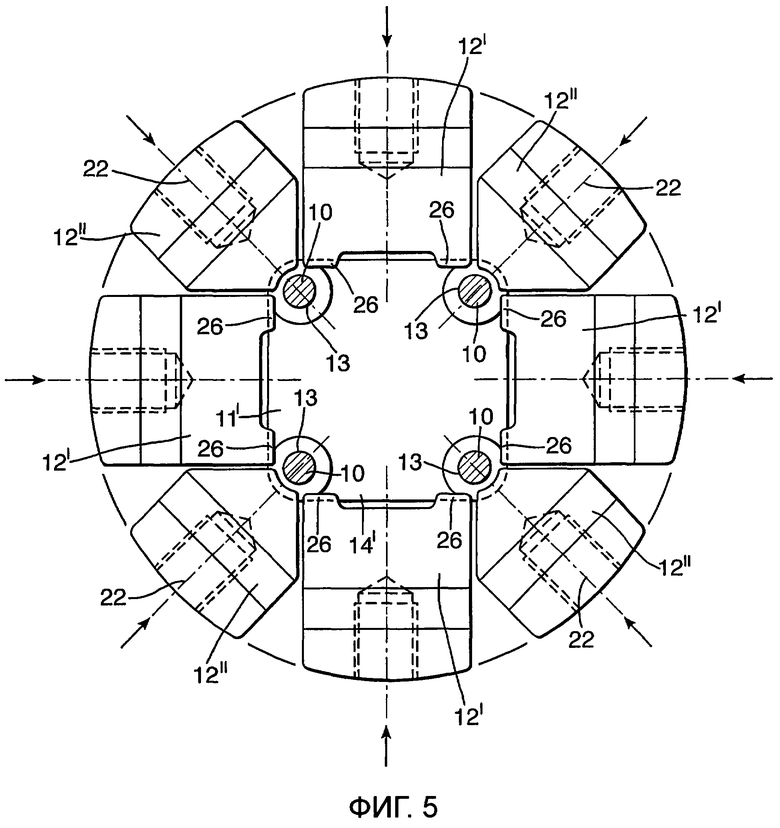
фиг.5 - схематический вид сверху с частичным разрезом устройства, предназначенного для выполнения обжима со смещением от центра на квадратной соединительной детали в соответствии с изобретением;
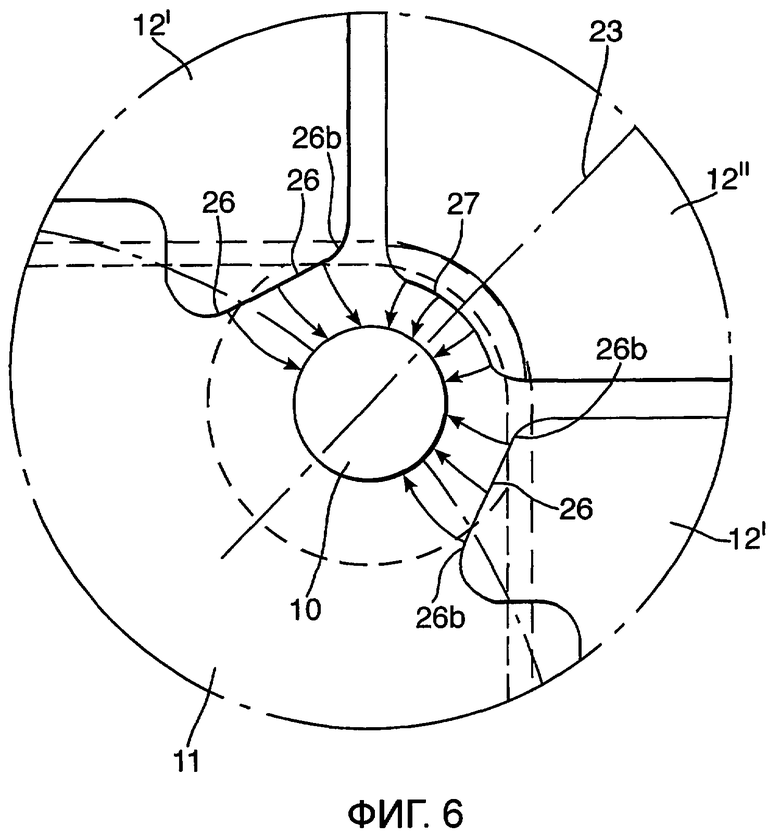
фиг.6 - увеличенный по масштабу участок устройства, показанного на чертеже, изображенном на фиг.5, показывающий в увеличенном виде профили контактных поверхностей трех прижимных плашек;
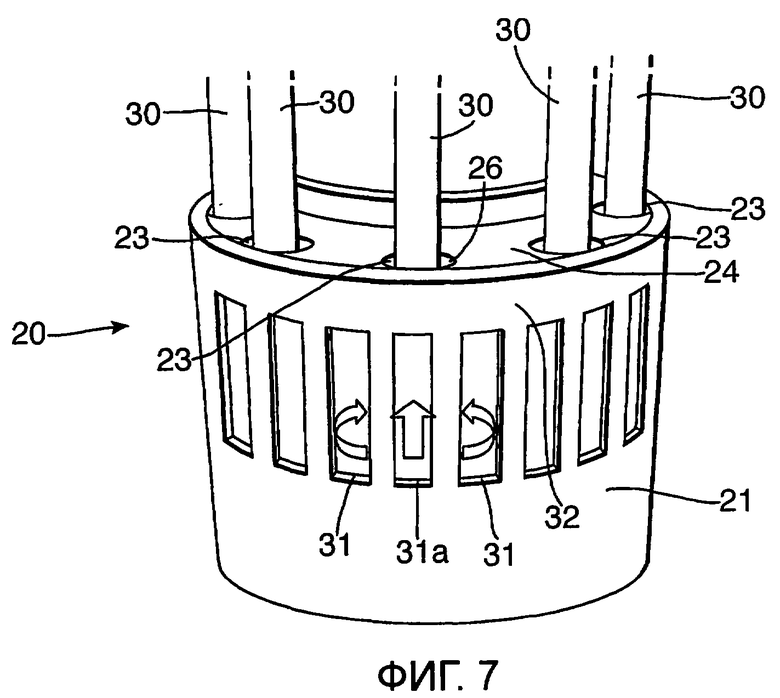
фиг.7 - аксонометрическая проекция одного узла, выполненного в соответствии с изобретением;
фиг.8 - аксонометрическая проекция дополнительного узла, выполненного в соответствии с изобретением;
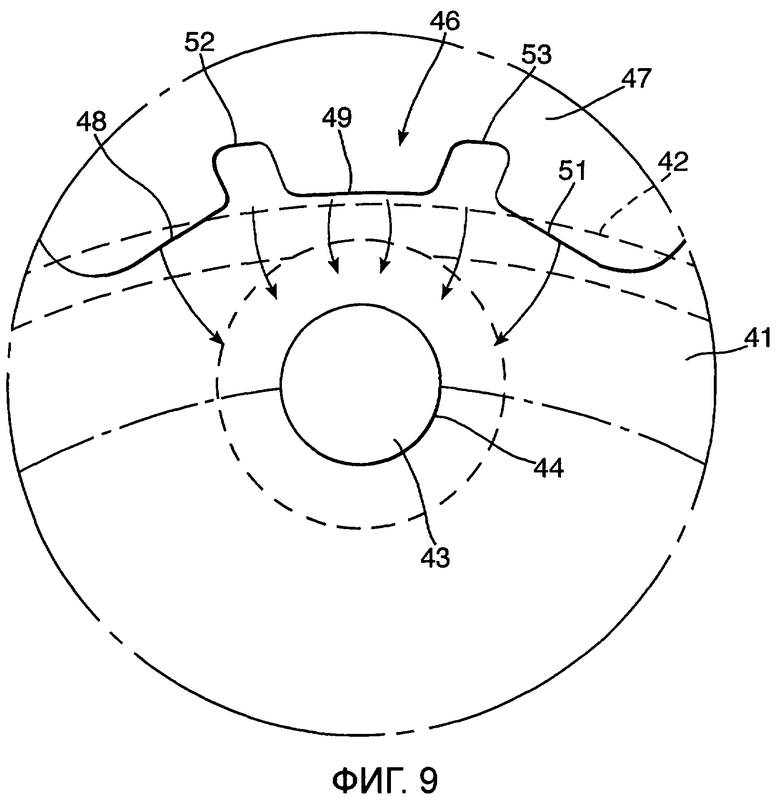
фиг.9, 10 и 11 - дополнительные виды, которые аналогичны тому, который показан на чертеже фиг.6 и которые показывают различные соединительные детали и профили контактных усилий.
На чертеже, показанном на фиг.5, изображено устройство, выполненное в соответствии с изобретением и предназначенное для выполнения обжима со смещением от центра. На чертеже, изображенном на фиг.5, показана соединительная деталь 11' с квадратным поперечным сечением, окруженная кольцеобразно расположенными рабочими приспособлениями для деформирования в виде побочно деформирующих плашек 12' и по углам деформирующих плашек 12'', которые являются подвижными для того, чтобы обжимать цилиндрические элементы, несущие нагрузку и выполненные в виде изолирующих стержней 10 грозозащитного разрядника. Стержни 10 показаны вставленными в цилиндрические отверстия 13, образованные около углов одной торцевой поверхности 14' конечной соединительной части 11'.
Плашки 12', 12'' являются такими, что при выдвижении (например, с помощью давления, приложенного с помощью гидравлического силового цилиндра) либо последовательно, либо, более предпочтительно, одновременно в сторону соединительной детали в направлениях, обозначенных стрелками на чертеже, показанном на фиг.5, они вызывают неравномерную деформацию материала соединительной детали 11', которая образует стенки отверстия 13.
В частности, размер деформации стенок отверстий изменяется на определенной длине наружного периметра конечной соединительной детали 11 при измерении от диагонально расположенной средней точки соответствующего отверстия/стержневого сочетания 10, 13. Диагонально расположенные средние точки обозначены штрихпунктирными линиями 22 на чертеже, изображенном на фиг.5.
При иллюстрированном воплощении изобретения размер деформации увеличивается устойчиво на коротком удалении вдоль периметра до любой стороны от каждой штрихпунктирной линии 22. Это обеспечивает наличием значительно более равномерного контактного давления на материал стенок каждого отверстия с каждым соответствующим стержнем 10 по сравнению с тем, которое используется в технических приемах обжима, известных из существующего уровня техники в данной области. Следовательно, пики усилий обжима, действующих на стержни 10, являются уменьшенными по своей величине и менее выражены. В свою очередь, это означает, что возможно воздействие больших по своему значению осредненных обжимных усилий без превышения порогов обжима, существующих у стержней 10.
В примере, иллюстрированном чертежом, показанным на фиг.5, достигнуто постепенное возрастание дальности распространения деформирования по периферийному расстоянию с любой стороны от штрихпунктирной линии 22 посредством использования особых профилей контактных поверхностей плашек 12', 12''.
Эти профили видимы в утрированно увеличенной форме на чертеже, изображенном на фиг.6. На нем показаны контактные поверхности трех плашек 12', 12'' и 12', действующих на стенку одного из отверстий 13.
Как будет очевидно из рассмотрения чертежей, показанных на фиг.5 и 6, каждая из плашек 12' включает в себя соответствующую контактную поверхность 26 на каждом поперечном конечном участке, благодаря чему каждая плашка 12' при выдвижении одновременно действует на два из отверстий 13. Каждая плашка 12'', с другой стороны, действует только на одно из отверстий 13.
Каждая из плашек 12'' имеет контактную поверхность 27, которая плавно искривлена так, как это показано на чертеже, изображенном на фиг.5. Контактные поверхности 26 плашек 12', с другой стороны, включают в себя соответствующие выступы и участки с выемками 26а и 26b.
Участки 26а, 26b при иллюстрируемом варианте воплощения изобретения показаны взаимосвязанными с помощью плоской секции контактной поверхности 26, хотя при других вариантах воплощения изобретения взаимосвязывающая секция контактной поверхности 26 может прерываться, например, с помощью выпуклостей и/или выемок.
В любой случае эффект от наличия относительно выступающих и относительно углубленных участков 26а, 26b каждой контактной поверхности заключается в том, чтобы заставить указанные выше изменения в дальности распространения деформирования распространяться на дистанции вдоль периферии конечной соединительной детали 11 в любую сторону от каждой штрихпунктирной линии 22. Это в результате приведет к тому, что каждый выступающий участок 26а будет вызывать увеличенное деформирование металла конечной соединительной детали 11, приходящееся на приращение перемещения выдвижения плашек 12', по сравнению с тем деформированием, которое вызвано углубленными участками 26b.
Получающиеся в результате изменения деформирования приводят к увеличению обжимных усилий, равномерно действующих на большей части окружности каждого стержня 10, как это показано стрелками на чертеже, изображенном на фиг.6.
Подузлы 20, 20' плашек, изготовленные в соответствии с изобретением, показаны на чертежах, изображенных на фиг.7 и 8. Наличие подузла, иллюстрированного чертежом, показанным на фиг.8, является результатом действия устройства, иллюстрированного на чертежах фиг.5 и 6.
На каждом из чертежей, изображенных на фиг.7 и 8, каждый из множества элементов 30, 30', несущих нагрузку, вставлен в одно из набора соответствующих отверстий 23, 23', образованных около периферии конечного торцевого участка 24, 24' первой конечной соединительной детали 21, 21'.
Стенки отверстий 23, 23' при иллюстрированных вариантах воплощения изобретения подвергаются деформированию при захватном взаимодействии со связанным элементом, несущим нагрузку (т.е. со стержнем 30, 30' грозозащитного разрядника), вставленным в отверстия.
Это в результате приводит к деформирования в районах 31, 31'. Дальность распространения деформирования в каждом из указанных районов 31, 31' меняется на предопределенной длине наружного участка соединительной детали, простирающегося с каждой стороны вблизи связанного элемента 30, 30', несущего нагрузку.
Более конкретно, степень или дальность распространения деформирования увеличивается с возрастанием удаления от района вблизи элемента 30, 30', несущего нагрузку.
Как показано соответственно числовыми позициями 31а и 31a', при предпочтительных вариантах воплощения изобретения центральная плашка (такая как плашка 12'', показанная на чертежах, изображенных на фиг.5 и 6) вызывает центральное деформирование участка, который находится на каждой стороне, расположенной сбоку от деформированных соответствующих участков 31, 31', предпочтительно формируемых деформированием плашками, такими как плашки 12', показанные на чертежах, изображенных на фиг.5 и 6.
При воплощениях изобретения центральный участок 31, 31a' в каждом случае, по существу, имеет равномерное деформирование. Участки 31, 31', с другой стороны, как отмечается, имеют изменения в деформировании, которые характерны для изобретения.
Поскольку при воплощениях изобретения, иллюстрированных чертежами, показанными на фиг.7 и 8, элементы 30, 30', несущие нагрузку, смещены от центров соответствующих конечных торцевых участков 24, 24', узлы, изображенные на чертежах, показанных на фиг.7 и 8, представляют собой результат процесса обжима со смещением от центра в соответствии с описанным здесь способом.
В узлах, изображенных на чертежах, показанных на фиг.7 и 8, каждый элемент, несущий нагрузку, является удлиненным и простирается надлежащим образом от торцевого участка 24, 24'. По этой причине при показанных воплощениях изобретения каждый узел включает в себя один конечный участок соответствующего грозозащитного разрядника, противоположный конечный участок которого по выбору проектировщика может быть либо подобным тем, которые показаны, либо иметь другую конструкцию. Точные подробности конструкции остальной части грозозащитных разрядников, показанных на чертежах, изображенных на фиг.7 и 8, должны легко представляться специалисту в соответствующей области техники.
Каждый из соответствующих районов 31, 31' деформирования оканчивается при коротком удалении от торцевых конечных участков 24, 24' соединительных деталей 21, 21'. В результате этого в наличии имеются недеформированные пояски 32, 32'. Как уже отмечалось, наличие таких поясков может полезно увеличивать порог обжима, при котором может происходить повреждение элементов, несущих нагрузку, когда последние (как в предпочтительных показанных вариантах воплощения изобретения) изготавливаются из материала со стекловолоконной матрицей.
Поперечное сечение каждой соединительной детали 21, 21', показанное на чертежах, изображенных на фиг.7 и 8, имеет постоянную форму, что само собой разумеется. Однако наличие неравномерно спрофилированных поперечных сечений торцевых конечных участков конечных соединительных деталей возможно в равной степени в объеме формулы изобретения.
Отверстия 23, 23' при предпочтительных вариантах воплощения изобретения являются несквозными. Как уже отмечалось, однако, возможно наличие других форм отверстия в пределах объема защиты настоящего изобретения, что включает, но без ограничения, наличие сквозного отверстия, открытых сбоку прорезей и/или закрытых сбоку прорезей.
Каждый из чертежей, показанных на фиг.7 и 8, дополнительно имеет закругленный радиусу или «смешанный» участок 26, 26' у горловины каждого отверстия 23, 23'. Цель такого «смешанного» канала отверстия у конечного торцевого участка соединительной детали заключается в уменьшении концентраций напряжений, которые могут возникать во время рабочего процесса выполнения операций обжима.
Точный проект выполнения отверстий будет легко определяем для тех, кто является специалистами в данной области техники.
Способ изготовления грозозащитного разрядника, включающий использование узлов, показанных на чертежах, изображенных на фиг.7 и 8, в соответствии с изобретением включает в себя рабочую операцию вставки (надлежащим образом) каждого из стержней 30, 30', несущих нагрузку, в соответствующие отверстия 23, 23' двух конечных соединительных деталей грозозащитного разрядника. Это выполнено таким образом, что набор варисторных элементов (таких как элементы V, показанные на чертеже, изображенном на фиг.2) отделяется между конечными соединительными деталями внутри клетки, ограниченной стержнями 30, 30'.
Набор варисторных элементов включает в себя одну или большее количество тарельчатых пружин, которые стремятся противодействовать продольному сжатию узла грозозащитного разрядника. Таким образом, следующий этап выполнения рабочего процесса изготовления включает в себя сжатие деталей грозозащитного разрядника таким образом, чтобы сжимать тарельчатые пружины.
В дальнейшем способ включает в себя рабочую операцию выдвижения множества рабочих приспособлений для деформирования относительно каждого из отверстий таким образом, чтобы деформировать стенку отверстия при захватном взаимодействии со вставленным элементом 30, 30', несущим нагрузку, согласно техническим приемам, описанным здесь выше.
Поскольку во время такого деформирования грозозащитный разрядник находится под действием продольного сжатия при освобождении от усилия сжатия после выполнения рабочей операции плашек, тарельчатые пружины приводят в состояние растяжения стержни 30 или 30', таким образом создавая надежную жесткую структуру.
Способ, реализуемый в соответствии с изобретением, включает в себя размещение рабочих приспособлений для деформирования таким образом, что деформируемые участки 31, 31' не простираются так, чтобы быть смежными с торцевыми участками 24, 24' конечных соединительных деталей 21, 21', от которых выступают элементы 30, 30', несущие нагрузку.
В зависимости от точного выбора адаптированного способа рабочие приспособления для деформирования могут по выбору выдвигаться одновременно или последовательно (или при сочетаниях последовательного и одновременного передвижения по отношению к группам рабочих приспособлений для деформирования или плашкам, образующих их часть). Точная последовательность выдвижения рабочих приспособлений для деформирования может определяться в зависимости от точного проекта соединительной детали, элемента, несущего нагрузку, и от точного конечного использования узла 20, 20' для осуществления обжима.
Осуществление продольного передвижения одного или большего количества рабочих приспособлений для деформирования (т.е. передвижения, параллельного относительно элемента 30, 30', несущего нагрузку) может, как уже здесь отмечалось, предусматривать контроль над размером растяжения в каждом узле 30, 30', несущем нагрузку, внутри каждого связанного отверстия 23, 23'. Такая рабочая операция также предусматривает наличие контроля над контактным давлением.
Устройства для выполнения способа в соответствии с изобретением или для изготовления узлов, таких как те, которые изображены на чертежах, показанных на фиг.7 и 8, могут принимать разнообразные формы. По существу, такие устройства включают в себя зажимной механизм для крепления соединительной детали, такой как соединительные детали 21, 21', и, по желанию, набор деталей, образующих, например, грозозащитный разрядник, а также одно или большее количество рабочих приспособлений для деформирования, которые могут выдвигаться по направлению к указанной соединительной детали 21, 21', закрепленной в держателе и имеющей вставленные в соответствующие отверстия ее соответствующие элементы 30, 30', несущие нагрузку. Рабочее приспособление для деформирования или каждое рабочее приспособление для деформирования способно деформировать стенку указанного или каждого указанного отверстия 23, 23' таким образом, что дальность распространения деформации стенки вдоль ее предопределенной длины изменяется в зависимости от удаления вдоль указанной длины от смежного элемента 30, 30', несущего нагрузку, таким способом, как здесь описано.
Устройство может включать в себя один или большее количество регуляторов для контролирования выдвижения рабочих приспособлений для деформирования. Такие регуляторы могут, по выбору проектировщика устройства, предусматривать одновременное выдвижение, последовательное выдвижение или сочетание одновременного и последовательного выдвижения.
На чертежах, изображенных на фиг.9, 10 и 11, показаны некоторые изменения на контактной поверхности плашки и в профилировках поперечного сечения конечной соединительной детали, которые возможны в объеме формулы изобретения. Устройства, показанные на чертежах, изображенных на фиг.9-11, иллюстрируют различные способы достижения или усиления текучести материала конечных соединительных деталей, здесь показанных, таким образом, чтобы получать преимущества от реализации изобретения.
На чертеже, показанном на фиг.9, конечная соединительная деталь 41 имеет плавную (дугообразную) наружную периферию 42 вблизи вставленного стрежня 43 и отверстия 44.
Контактная поверхность 46 плашки 47 включает в себя три выступа 48, 49 и 51, которые удалены друг от друга выемками 52 и 53. Выемки 52 и 53 при показанном варианте воплощения изобретения проходят параллельно стрежню 43.
Как показано стрелками на чертеже, изображенном на фиг.9, выдвижение этой плашки 47 этой конструкции в сторону соединительной детали в результате приводит к вообще равномерному давлению обжима, действующему вокруг основной части периферии стрежня 43.
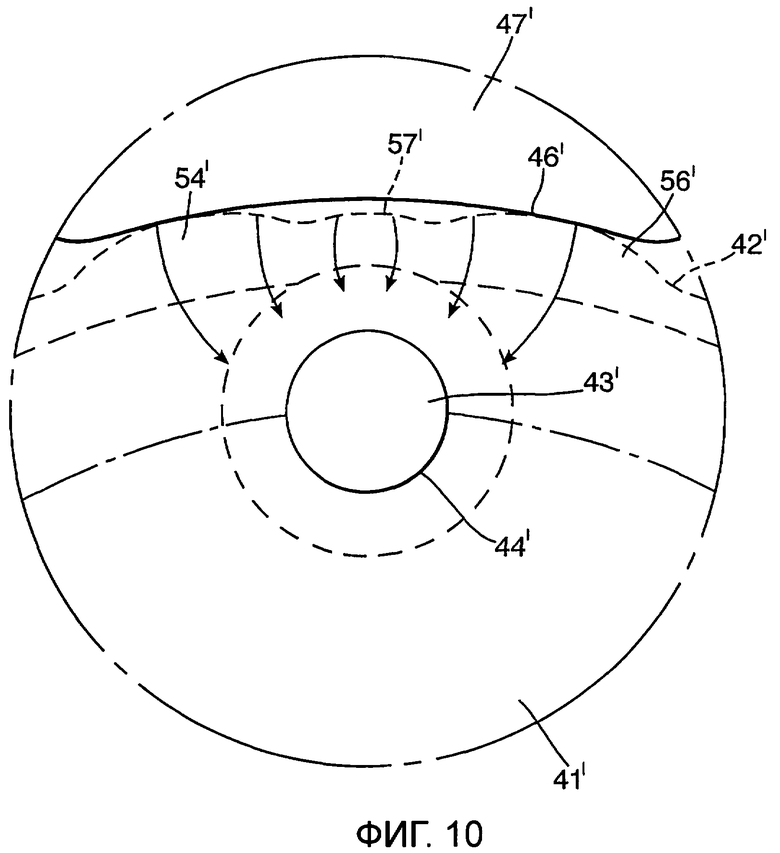
На чертеже, показанном на фиг.10, конструкция отличается от той, которая изображена на чертеже, показанном на фиг.9, тем, что контактная поверхность 46' плашки 47' спрофилирована по плавной дуге и свободна от наличия явно выраженных выступов и выемок.
В противоположность этому периферия 42' конечной соединительной детали 41' спрофилирована с выступами 54', 56', которые удалены друг от друга, как показано, углублением 57'.
Выступы 54', 56' обеспечивают запасами металла в конечной соединительной детали 41' таким образом, что при выдвижении плашки 47' металл из запасов течет для того, чтобы вызывать картину действия контактных усилий, обозначенных стрелками на чертеже, показанном на фиг.10.
В результате наличия запасов металла, представленных выступами 54', 56', наружная часть конечной соединительной детали 41', показанной на чертеже, изображенном на фиг.10 (и той, которая обозначена как соединительная деталь 41'', описанная ниже), может иметь сравнительно плавный внешний вид после выполнения рабочей операции деформирования (обжима). Однако такой внешний вид не может сам по себе подразумевать, что соединительная деталь 41' не подвержена воздействию деформирования в соответствии с изобретением.
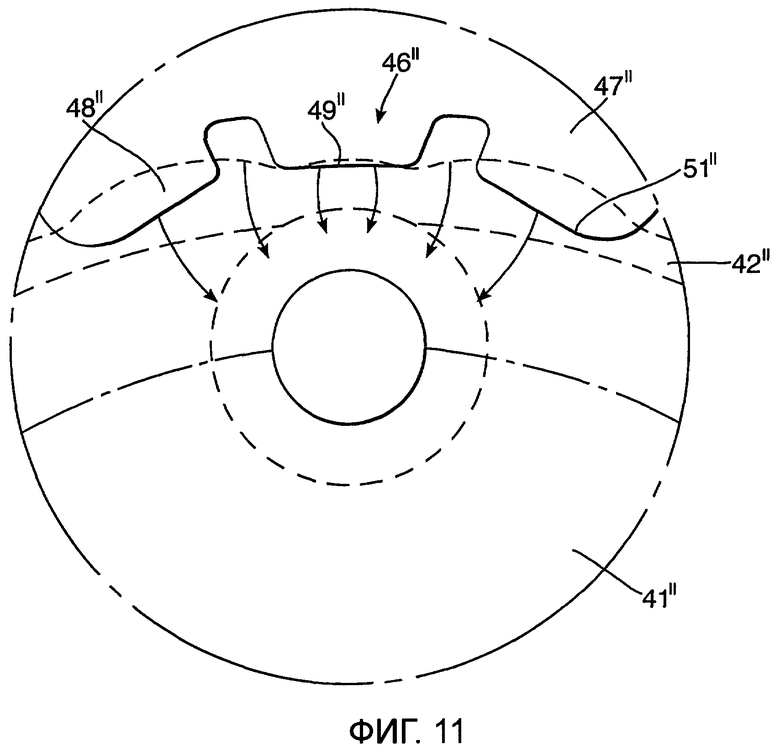
На чертеже, изображенном на фиг.11, показана гибридная конструкция, при которой как наружная периферия 42'' конечной соединительной детали 41'', так и контактная поверхность 46'' плашки 47'' имеют соответствующие выступы. Таким образом, контактная поверхность 46'' включает в себя выступы 48'', 49'' и 51'', отделенные выемками 52'' и 53'', и наружная периферия 42'' включает выступы 54'' и 56'' и промежуточное углубление 57''. Эта конструкция в результате также приводит к наличию картины распределения усилий для высокоэффективного обжима, обозначенных стрелками, изображенными на чертеже, показанном на фиг.11.

Изобретение относится к области машиностроения и может быть использовано при изготовлении обжатого узла. Узел, несущий нагрузку, вставляют в отверстие соединительной детали. Продвигают один или более рабочих приспособлений для деформирования относительного соединительной детали таким образом, чтобы деформировать по меньшей мере одну стенку отверстия при захватном взаимодействии с узлом, несущим нагрузку. По меньшей мере один элемент, несущий нагрузку, и первая соединительная деталь обжаты вместе так, что по меньшей мере один элемент, несущий нагрузку, расположен со смещением от центра поперечного сечения первой соединительной детали. Элемент, несущий нагрузку, вставлен в отверстие, ограниченное стенкой, а соединительная деталь по периметру деформирована для захватного взаимодействия указанной стенки с элементом, несущим нагрузку, со степенью деформации на предопределенной ее длине, изменяющейся в зависимости от удаления по периметру от элемента, несущего нагрузку. Грозозащитный разрядник включает обжатый узел. Для их изготовления предназначено устройство, содержащее держатель для крепления соединительной детали и по меньшей мере одно рабочее приспособление для деформирования, которые имеют возможность выдвижения в сторону соединительной детали, закрепленной в держателе и имеющей выполненные в ней одно или большее количество отверстий, образованных стенкой. В каждое из отверстий вставлен элемент, несущий нагрузку. При этом одно или каждое рабочее приспособление для деформирования выполнено с возможностью деформирования соединительной детали по периметру и каждой указанной стенки при захватном взаимодействии с указанным элементом, несущим нагрузку, со степенью деформации вдоль предопределенной длины, изменяющейся в зависимости от удаления по периметру от элемента, несущего нагрузку, или от элемента, ближайшего к указанному элементу, несущему нагрузку. Повышается надежность узла и эффективность обжатия. 4 н. и 35 з.п. ф-лы, 11 ил.
1. Способ изготовления обжатого узла, содержащего по меньшей мере один элемент, несущий нагрузку, и первую соединительную деталь, включающий
расположение по меньшей мере одного элемента, несущего нагрузку, со смещением от центра поперечного сечения первой соединительной детали,
его установку в отверстие соединительной детали, образующее стенку,
выдвижение по меньшей мере одного рабочего приспособления для деформирования соединительной детали по периметру и
деформирование стенки отверстия при захватном взаимодействии с по меньшей мере одним элементом, несущим нагрузку, с обеспечением изменения степени деформации в результате деформирования соединительной детали по периметру на предопределенной ее длине в зависимости от удаления вдоль указанной длины от по меньшей мере одного элемента, несущего нагрузку.
2. Способ по п.1, включающий использование одного или каждого из указанных рабочих приспособлений для контактирования с указанной соединительной деталью, имеющих контактную поверхность, выполненную профилированной и/или сопряженной относительно указанной соединительной детали для изменения степени деформации.
3. Способ по п.2, включающий использование одного или каждого из указанных рабочих приспособлений для контактирования с указанной соединительной деталью, в котором одна или каждая упомянутая контактная поверхность для контактирования с указанной соединительной деталью имеет по меньшей мере один выступ, выступающий относительно остальной ее части для изменения степени деформации.
4. Способ по п.3, включающий использование одного или каждого из указанных рабочих приспособлений для контактирования с упомянутой соединительной деталью, в котором одна или каждая упомянутая контактная поверхность для контактирования с указанной соединительной деталью имеет по меньшей мере два выступа, отделенные друг от друга по меньшей мере одной выемкой.
5. Способ по п.3 или 4, включающий использование соединительной детали, стенка отверстия которого является гладкой на участке возможного контактирования с упомянутой контактной поверхностью.
6. Способ по п.3 или 4, включающий использование соединительной детали, стенка отверстия которого имеет один или большее количество выступов на участке возможного контактирования с упомянутой контактной поверхностью.
7. Способ по п.1, включающий операции
вставления множества элементов, несущих нагрузку, в соответствующее множество отверстий, имеющихся в первой соединительной детали, образующих соответствующее множество стенок, и
выдвижения одного или большего количества рабочих приспособлений для деформирования, предназначенных для деформирования указанного периметра путем взаимодействия с захватыванием стенок с соответствующими элементами, несущими нагрузку, при этом степень деформации указанного периметра на соответствующих предопределенных длинах соединительной детали, вызванной соответствующими рабочими приспособлениями для деформирования, изменяют в зависимости от удаления вдоль указанной длины от элемента, несущего нагрузку, до того, к которому приспособление является наиближайшим.
8. Способ по п.1, включающий использование в качестве одного или каждого рабочего приспособления для деформирования прижимной плашки или приспособления для деформирования, включающего ее.
9. Способ по п.1, включающий установку в указанное отверстие одного указанного элемента, несущего нагрузку, с частичным выступанием из указанной первой соединительной детали.
10. Способ по п.1, включающий увеличение степени деформации вдоль одной или каждой предопределенной длины, вызванной каждым рабочим приспособлением для деформировании, пропорционально удалению от указанного элемента, несущего нагрузку, или от указанного элемента, несущего нагрузку, до которого приспособление является ближайшим.
11. Способ по п.1, включающий принудительное ограничение деформации, вызванной каждым указанным рабочим приспособлением для деформирования, на участке, удаленном от торцевой поверхности первой соединительной детали, в которую вставлен указанный элемент, несущий нагрузку.
12. Способ по п.1, включающий одновременное выдвижение множества рабочих приспособлений для деформирования.
13. Способ по п.1, включающий последовательное выдвижение множества рабочих приспособлений для деформирования.
14. Способ по п.1, включающий дополнительную рабочую операцию передвижения одного или большего количества указанных рабочих инструментов для продольного деформирования относительно указанного элемента, несущего нагрузку, и деформирования указанной стенки.
15. Способ по п.1, включающий использование одного или каждого элемента, несущего нагрузку, выполненного удлиненным, а также использование дополнительной соединительной детали с одним или каждым элементом, несущим нагрузку, у его конечного участка, удаленного от первой соединительной детали, и ее обжим.
16. Обжатый узел, содержащий по меньшей мере один элемент, несущий нагрузку, и первую соединительную деталь, которые вместе обжаты так, что по меньшей мере один элемент, несущий нагрузку, расположен со смещением от центра поперечного сечения первой соединительной детали, элемент, несущий нагрузку, вставлен в отверстие, ограниченное стенкой, соединительная деталь по периметру деформирована для захватного взаимодействия указанной стенки с элементом, несущим нагрузку, со степенью деформации на предопределенной ее длине, изменяющейся в зависимости от удаления по периметру от элемента, несущего нагрузку.
17. Узел по п.16, в котором по меньшей мере один элемент, несущий нагрузку, выполнен удлиненным и выступает из указанной первой соединительной детали.
18. Узел по п.16, который выполнен с увеличением степени деформации вдоль одной или большего количества предопределенных длин периметра, вызванной каждым рабочим приспособлением для деформирования, пропорционально удалению от указанного элемента, несущего нагрузку, или от указанного элемента, несущего нагрузку, до которого приспособление является ближайшим.
19. Узел по п.16, в котором деформированный по периметру участок соединительной детали удален от торцевого участка первой соединительной детали, в которую вставлен указанный элемент, несущий нагрузку.
20. Узел по любому из пп.16-19 снабжен дополнительной соединительной деталью, обжатой вместе с элементом у его конечного участка, удаленного от первой соединительной детали, причем один или каждый элемент, несущий нагрузку, является удлиненным.
21. Узел по п.16, в котором поперечное сечение соединительной детали выполнено правильной формы.
22. Узел по п.16, в котором поперечное сечение соединительной детали выполнено в виде окружности, прямоугольника или правильного многоугольника.
23. Узел по п.16, в котором поперечное сечение соединительной детали выполнено неправильной формы.
24. Узел по п.16 или 18, в котором отверстие выполнено несквозным углублением или включает его в себя.
25. Узел по п.16 или 18, в котором отверстие выполнено в виде прорези, открытой или закрытой сбоку.
26. Узел по п.16 или 18, в котором по меньшей мере одно отверстие выполнено сквозным в первой соединительной детали.
27. Узел по п.16 или 18, в котором по меньшей мере одно отверстие имеет горловину без углов с острыми кромками.
28. Узел по п.16, в котором один или каждый элемент, несущий нагрузку, выполнен в виде волокон в матрице или включает волокна, находящиеся в матрице.
29. Узел по п.28, в котором волокна выбраны из их группы, включающей боросиликатное стекло или коррозионно-стойкое стекло.
30. Узел по п.28 или 29, в котором материал матрицы выбран от группы, включающей виниловые эфиры, полистиролы или эпоксид.
31. Грозозащитный разрядник, включающий обжатый узел, выполненный по любому из пп.16-30.
32. Устройство для изготовления обжатого узла или для изготовления узла по любому из пп.16-30, или грозозащитного разрядника по п.31 способом по любому из пп.1-15, содержащее держатель для крепления соединительной детали и по меньшей мере одно рабочее приспособление для деформирования, которые имеют возможность выдвижения в сторону соединительной детали, закрепленной в держателе и имеющей выполненные в ней одно или большее количество отверстий, образованных стенкой, в каждое из которых вставлен элемент, несущий нагрузку, одно или каждое рабочее приспособление для деформирования выполнено с возможностью деформирования соединительной детали по периметру и каждой указанной стенки при захватном взаимодействии с указанным элементом, несущим нагрузку, со степенью деформации вдоль предопределенной длины, изменяющейся в зависимости от удаления по периметру от элемента, несущего нагрузку, или от элемента, ближайшего к указанному элементу, несущему нагрузку.
33. Устройство по п.32, которое снабжено зажимом для совместного сжатия элементов, несущих нагрузку, и соединительной детали перед деформированием периметра соединительной детали.
34. Устройство по п.32 или 33, в котором одно или каждое из рабочих приспособлений для деформирования имеет контактную поверхность для контактирования с указанной соединительной деталью, при этом контактная поверхность выполнена профилированной и/или сопряженной по отношению к указанной соединительной детали для создания указанного изменяющегося деформирования.
35. Устройство по п.32, в котором одно или каждое из рабочих приспособлений для деформирования выполнено в виде прижимной плашки или содержит ее.
36. Устройство по п.34, в котором каждая указанная контактная поверхность расположена противоположно соответствующему углу относительно соединительной детали, закрепленной в держателе.
37. Устройство по п.32, в котором множество рабочих приспособлений для деформирования имеют возможность одновременного выдвижения в сторону соединительной детали, закрепленной в держателе.
38. Устройство по п.32, в котором множество рабочих приспособлений для деформирования имеют возможность последовательного выдвижения в сторону соединительной детали, закрепленной в держателе.
39. Устройство по п.32, которое снабжено регулятором для контролирования выдвижения одного или большего количества рабочих приспособлений для деформирования.
| US 5680289 А, 21.10.1997 | |||
| СПОСОБ РЕКУПЕРАЦИИ АНИЛИНА | 2006 |
|
RU2327683C2 |
| Способ изготовления литых образцов для контроля механических свойств стального литья и форма для его осуществления | 1961 |
|
SU143576A1 |
| Способ сборки узла крепления полимерного изолятора | 1984 |
|
SU1204301A1 |
| ИМПУЛЬСНЫЙ ИСКРОВОЙ ГРОЗОВОЙ РАЗРЯДНИК ДЛЯ ЭЛЕКТРОПЕРЕДАЧИ | 1996 |
|
RU2100885C1 |

