2. Способ по п.I, отличающийся тем, что радиальное обжатие вьтолняют на Длине стекло-, пластикового стержня, большей его диаметра в 6-6,25 раз.
1
Изобретение относится к электронике, в частности, к технологии сборки высоковольтных полимерных изоляторов.
Цель изобретения - уменьшение трудоемкости сборки и повьш1ение ее качества за счет стабилизации прочностных свойств и герметичности.
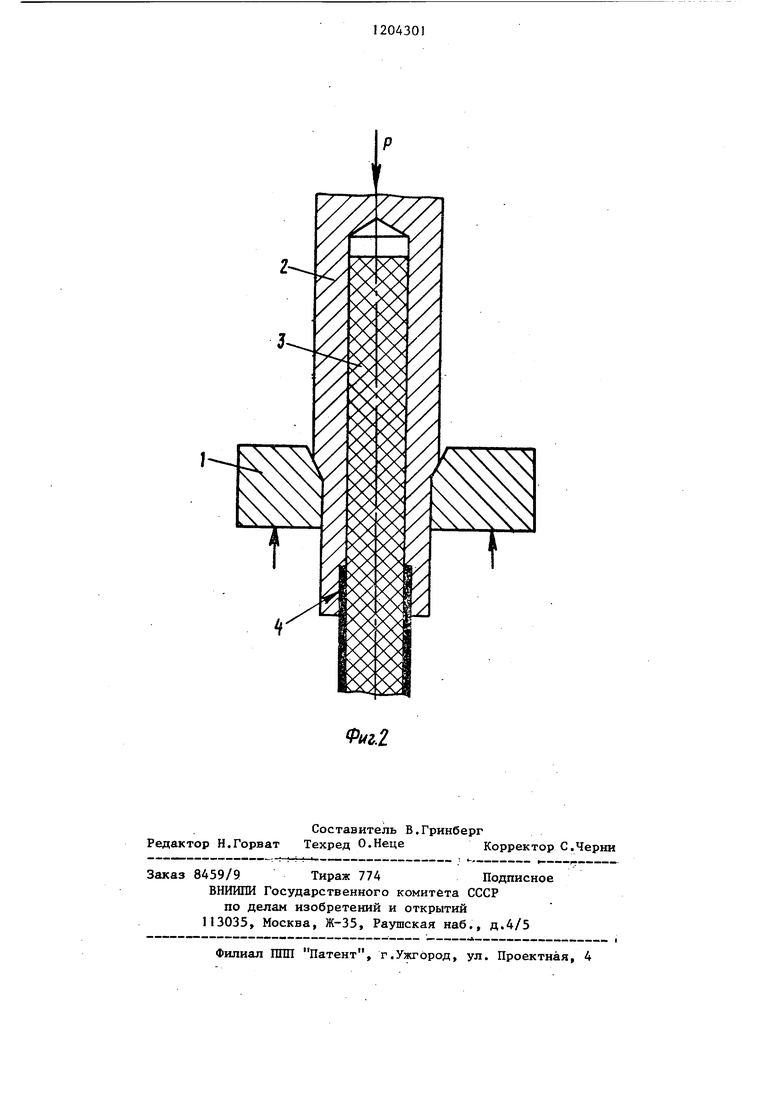
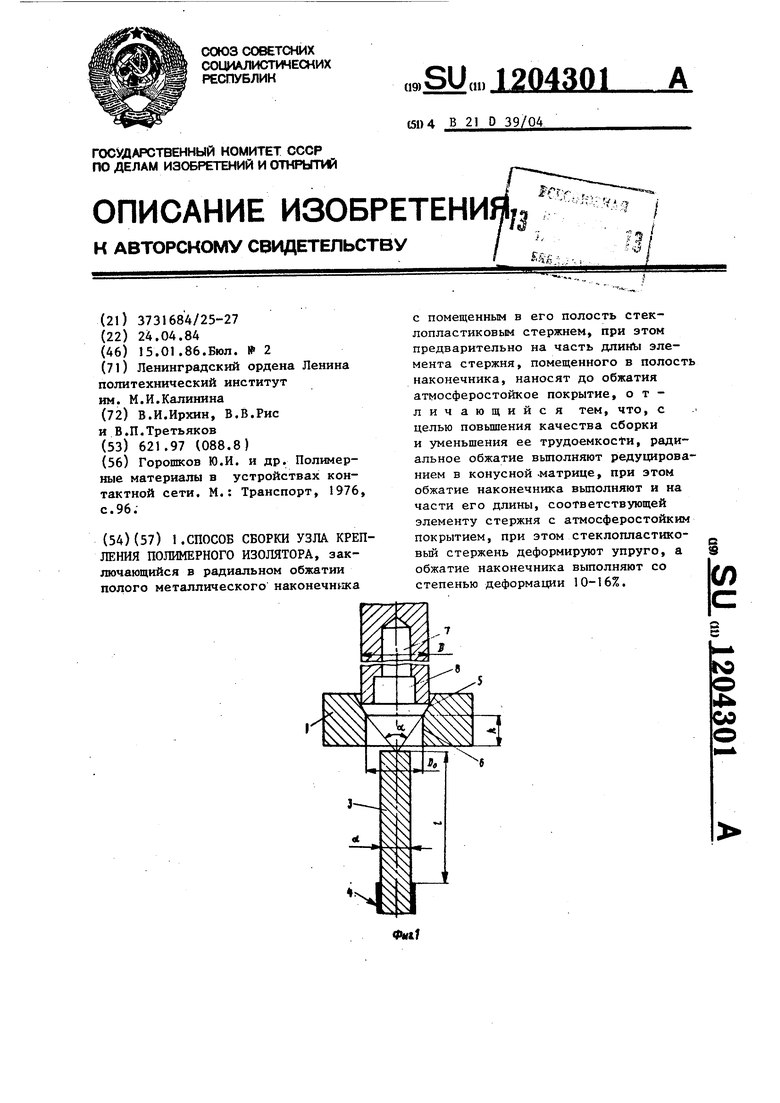
На фиг.1 показан инструмент и элементы узла, положение, перед сборкой; на фиг.2 - то же, в процессе сборки;
,В матрицу 1 вводят металлический наконечник 2. На стеклопластико- вый стержень 3 нанесено атмосферо- стойкое покрытие 4. Матрица 1 имеет конусную 5 с углом et и калибрующую 6 диаметром JJ и высотой h части. В наконечнике 2 диаметром D выполнено глухое цилиндрическое отверстие 7 с полостью 8. Наконечник 2 устанавливают в конусную часть 5 матрицы 1. Конец стеклоплас тикового стержня 3 диаметром cL и длиной Е через калибрующую часть 6 матрицы 1 вставляют по скользящей посадке в отверстие 7 наконечника 2 таким образом, чтобы часть покрытия 4 входила в полость 8. Затем осуществляют процесс редуцирования наконечника 2 со вставленным в него стеклопластиковым стержнем 3 и ат- мосферостойким покрытием 4.
Вначале выполняют обжим атмосфер стойкого покрытия 4, что создает надежную герметизацию узла крепления . Затем происходит обжим стек 3.Способ по ПП.1 и 2, отличающийся тем, что сначала выполняют обжатие наконечника начасти его длины, соответствующей элементу стержня сатмосферостойким покрытием.
лопластикового стержня 3. Весь процесс изготовления узла крепления осуществляют за один ход пресса.
Усилие Р при редуцировании при- кладьшают к недеформированной час- ти наконечника 2. Этим создают такую схему напряженно-деформированного состояния, которая обеспечивает необходимую для получения высокой механической прочности узла крепления , величину радиальных сжимающих напряжений. При редуцировании происходит пластическая деформация наконечника 2| стеклопластиковьй стержень 3
при этом деформируется упруго.
Надежную герметизацию и высокие стабильные прочностные свойства обеспечивают за счет создания равномерных по периметру стержня радиальных сжимающих напряжений при следующих оптимальных параметрах для конкретного примера выполнения; относительная длина запрессовываемой части стержня f/d 6 - 6,25; угол
конусности матрицы оС 40-45 , относительная высота калибрующего пояска матрицы h/cf 1,2-1,3, степень деформации наконечника
30
F-FO
В -Ь
0,1-0,16, где
F и fo - площадь поперечного сечения наконечника до и после деформации соответственно.
Экономический эффект при внедрении изобретения обеспечивается за счет повьш ения качества сборки и уменьшения ее трудоемкости.
4z.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел крепления полимерного изолятора | 1984 |
|
SU1292044A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2002 |
|
RU2220808C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИГЛ ДЛЯ АКУЦУНКТУРЫ | 1992 |
|
RU2090178C1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2410594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ОСКОЛОЧНОГО СНАРЯДА С ВЕДУЩИМ ПОЯСКОМ | 2009 |
|
RU2406589C1 |
| Способ получения полых изделий из трубчатых заготовок | 1989 |
|
SU1754289A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2612052C1 |
| Узел соединения стеклопластикового стержня и наконечника | 2016 |
|
RU2629498C1 |