Изобретение относится к обработке металлов давлением, в частности к термомеханической обработке двухфазных титановых сплавов.
Известно, что структура и ее однородность оказывают решающее влияние на уровень и стабильность механических свойств толстых листов и плит. Поэтому при разработке технологического процесса изготовления плит критичным является подбор условий формирования структуры при горячем деформировании титановых сплавов.
Известен способ изготовления плит из α- и (α+β)-титановых сплавов, заключающийся в совмещении горячей и теплой прокатки с одного нагрева сляба путем захолаживания и последующей деформации по режиму теплой прокатки (Бюллетень ВИЛСа "Технология легких сплавов". №12, 1975, с.50-51).
Однако прокатка с захолаживанием имеет существенные недостатки, т.к. отсутствует возможность проведения контроля температуры металла при захолаживании и возникает температурный градиент по толщине плиты вследствие низкой теплопроводности.
Известна типовая схема технологии производства горячекатанных плит, включающая нагрев сляба, горячую прокатку, резку на мерную длину, отжиг и отделочные операции (Титановые сплавы. Полуфабрикаты из титановых сплавов. Ответств. редакторы: Н.Ф.Аношкин, М.З.Ерманок, М., ОНТИ ВИЛС, 1996, с.207-210).
Недостатком типовой схемы изготовления горячекатаных плит является нестабильность и анизотропия механических свойств, а также неоднородность структуры металла.
Прототипом выбран способ изготовления горячекатаных плит из титановых сплавов, включающий два нагрева с охлаждением металла до комнатной температуры, последующий нагрев полосы при температуре (α+β)-области и прокатку металла до требуемых размеров с обжатием не менее 40% (Бюллетень ВИЛСа "Технология легких сплавов". №12, 1975, с.52, 53).
Такая технология позволила улучшить микроструктуру плит и повысить уровень таких показателей механических свойств, как относительное удлинение и сужение. Основным недостатком прототипа является то, что изготовление горячекатаных плит из титановых сплавов по данному способу не позволяет получить однородную структуру металла и соответственно не обеспечивает получения необходимого уровня механических свойств.
Задачей, на решение которой направлено изобретение, является разработка способа изготовления плит из двухфазных титановых сплавов, позволяющего обеспечить повышенный уровень механических свойств и однородность макро- и микроструктуры.
Техническим результатом, достигаемым при осуществлении изобретения, является повышение уровня механических свойств и улучшение показателей качества макро- и микроструктуры.
Указанный технический результат достигается тем, что в способе изготовления плит из двухфазных титановых сплавов, включающем горячее деформирование слитка в сляб, горячие прокатки и последующую термическую обработку плит, получение сляба осуществляют ковкой слитков в три этапа, на первом из которых ковку проводят со степенью деформации 40÷60% после нагрева до температуры на 220÷280°С выше температуры полиморфного превращения (Тпп), на втором - со степенью деформации 30÷50% после нагрева на 80÷220°С выше Тпп, на третьем - со степенью деформации 30÷40% после нагрева до температуры на 20÷60°С ниже Тпп, первую горячую прокатку проводят со степенью деформации 30÷90% после нагрева сляба до температуры на 80÷120°С выше Тпп и охлаждением до комнатной температуры, а вторую горячую прокатку выполняют в две стадии, на первой из которых раскат нагревают до температуры 20÷50°С ниже Тпп и прокатывают со степенью деформации 23÷35% с последующим охлаждением до комнатной температуры, а на второй - осуществляют окончательное деформирование со степенью деформации 23÷35% после нагрева раската до температуры на 30÷50°С ниже Тпп, причем охлаждение полученной плиты до комнатной температуры после окончательного деформирования осуществляют на рольганге в режиме покачивания.
Сущность предлагаемого изобретения заключается в следующем.
Свободная ковка слитка при температуре β-области со степенью 40÷60% после нагрева до температуры на 220÷280°С выше температуры полиморфного превращения (Тпп) разрушает литую структуру и измельчает первичное β-зерно.
Далее производят свободную ковку заготовки со степенью 30-50% после нагрева до температуры на 80÷220°С выше Тпп. Температура нагрева заготовки и степень деформации определены исходя из условий получения регламентированной структуры в конечных плитах.
На первой и второй операциях ковки происходит заваривание различно ориентированных раковин и уплотнение металла на стыках дендритов, механическое усреднение состава сплава, а также устранение зональной и дендритной ликвации в слитке.
Ковка заготовки в сляб в (α+β)-области после нагрева на 20÷40°С ниже температуры полиморфного превращения, т.н. «полугорячий наклеп», разрушает большеугловые границы зерен. Величина деформации 30÷40% определена необходимостью получения металлом достаточной энергии, способствующей процессу рекристаллизационной обработки при последующем нагреве сляба до температур β-области.
После ковочных операций сляб механически обрабатывают с целью удаления поверхностных ковочных дефектов и газонасыщенного слоя.
Далее механически обработанный сляб прокатывают с степенью деформации 30÷90% после нагрева до температуры на 80÷120°С выше температуры полиморфного превращения и охлаждают до комнатной температуры. При нагреве сляба под прокатку до температуры на 80÷120°С выше температуры полиморфного превращения происходит рекристаллизация β-фазы с измельчением зерна и формирование макроструктуры. Нагрев сляба до температур ниже указанного температурного диапазона вызывает появление полосчатой структуры и снижение пластических характеристик сплава. Нагрев до температур выше указанного диапазона вызывает собирательную рекристаллизацию сплава и приводит к образованию крупных зерен, а также инициирует появление трещин в результате образования большого газонасыщенного слоя на поверхности раската. Степень деформации 30÷90% обусловлена обеспечением необходимого объема деформации плит в (α+β)-области при последующих прокатках. После прокатки с целью фиксации рекристаллизованной β-фазы проводят охлаждение раската до комнатной температуры.
В процессе деформации раската в (α+β)-области происходит формирование микроструктуры. Следующую прокатку ведут со степенью деформации 23÷35% после нагрева раската до температуры на 20÷50°С ниже температуры полиморфного превращения с последующим охлаждением раската до комнатной температуры. Нагрев раската выше (Тпп-20)°С приводит к огрублению структуры с возможным перегревом металла и, как следствие, несоответствию показателей механических свойств и структуры готовой продукции. Нагрев раската ниже (Тпп-50)°С вызывает захолаживание металла и приводит к появлению поверхностных трещин раската из-за снижения пластичности металла. Прокатка в (α+β)-области со степенью деформации менее 23% снижает эффективность процесса в связи с малым объемом деформации, увеличивая количество нагревов и деформирующих операций. Прокатка в (α+β)-области со степенью деформации более 35% увеличивает длительность процесса, тем самым вызывает значительные усилия из-за захолаживания прокатываемого металла. После прокатки в (α+β)-области с целью получения однородной микроструктуры проводят охлаждение полученного раската до комнатной температуры.
Окончательное деформирование плит осуществляют прокаткой со степенью деформации 23÷35% после нагрева раската до температуры на 30÷50°С ниже температуры полиморфного превращения. Температура нагрева раската (Тпп - 30÷50)°С определена исходя из условий получения требуемых значений механических свойств, микроструктуры и качества поверхности. После прокатки с целью исключения подзакалки металла в местах контакта с роликами полученную плиту охлаждают в режиме покачивания. В режиме покачивания ролики поворачивают на угол 90÷480° в одну сторону, а затем после остановки в обратную сторону на ту же величину. Охлаждение в режиме покачивания способствует обеспечению стабильности механических свойств по всему объему плиты.
Промышленную применимость предлагаемого способа подтверждает следующий пример конкретного выполнения изобретения.
Пример. Предлагаемый способ был опробован при изготовлении плит размерами 50×1000×2000 мм из двухфазного титанового сплава Вт 23. Температура полиморфного превращения сплава (Тпп) - 890°С. Изготовление сляба производили из слитка диаметром 740 мм массой 3200 кг. Слиток нагревали до температуры 1150°С (на 260°С выше Тпп) и производили ковку со степенью деформации 55%. Затем заготовку нагревали до температуры 1100°С (на 210°С выше Тпп) и производили ковку со степенью деформации 50%. После чего заготовку нагревали до температуры 860°С (на 30°С ниже Тпп) и деформировали со степенью деформации 36%. Полученный сляб был механически обработан на размеры 280×1080×1730 мм. Механически обработанный сляб нагревали до температуры 990°С (на 100°С выше Тпп), проводили прокатку на стане кварто-2000 с суммарной степенью деформации 50% с последующим охлаждением до температуры цеха. Далее раскат нагревали до температуры 860°С (на 30°С ниже Тпп), прокатывали со степенью деформации 30% и охлаждали до температуры цеха. Затем раскат нагревали до температуры 850°С (на 40°С ниже Тпп) и проводили окончательную прокатку со степенью деформации 28%, после чего осуществляли охлаждение полученных плит на рольганге в режиме покачивания.
Полученные плиты подвергали адъюстажной обработке, а также последующим испытаниям механических свойств и контролю структуры. Результаты испытаний механических свойств приведены в табл.1.
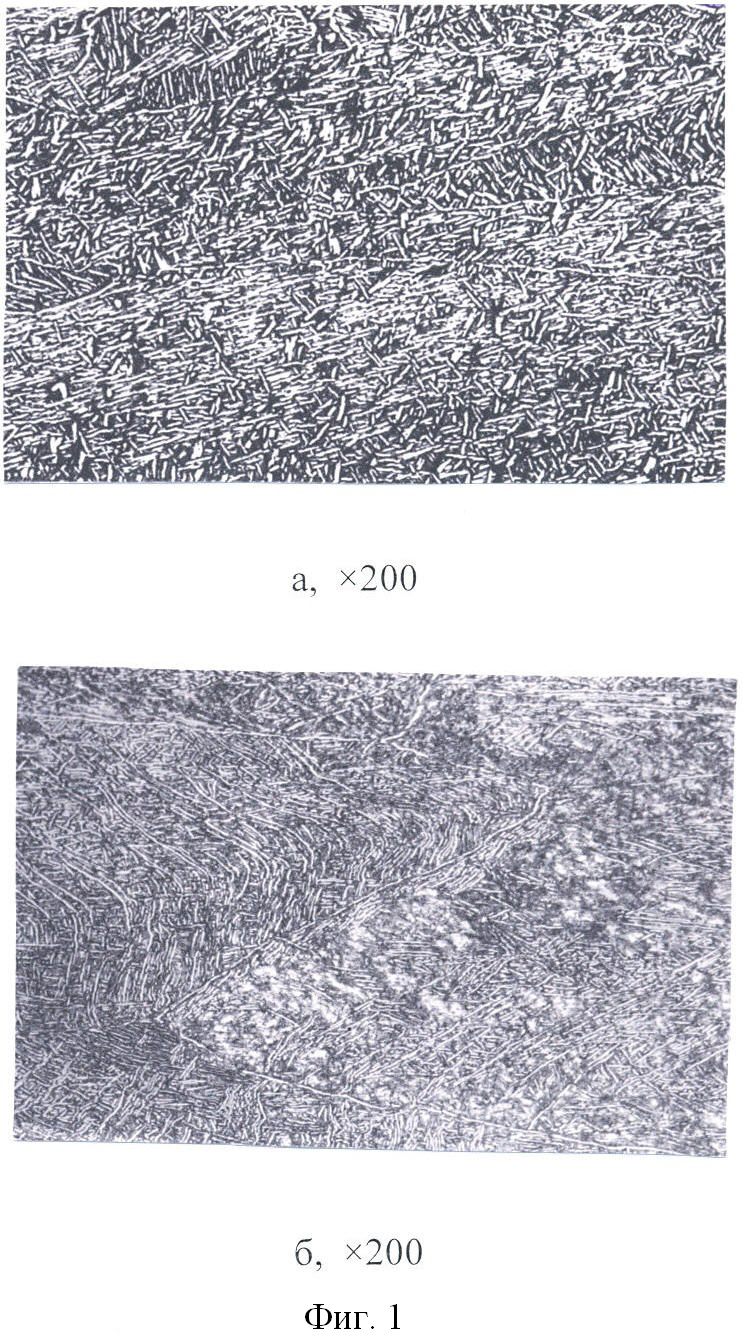
Микроструктура плит в направлении вдоль прокатки приведена на фиг.1, где:
а - микроструктура плит, изготовленных по предлагаемому способу;
б - микроструктура плит, изготовленных по известному способу.
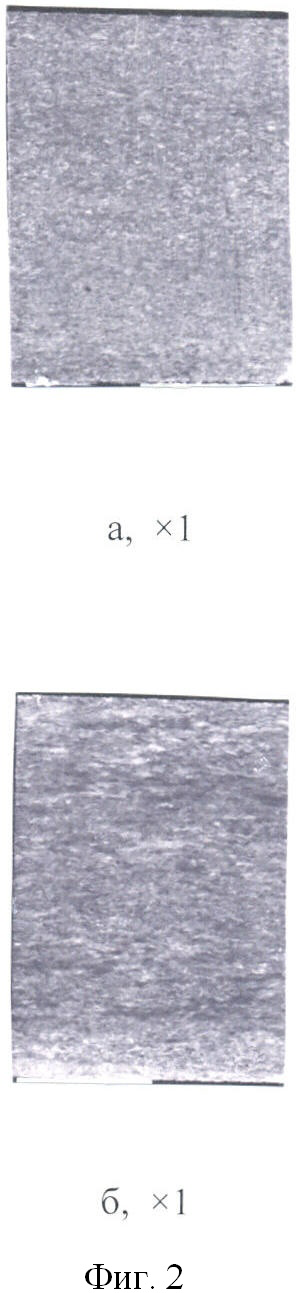
Макроструктура плит в направлении поперек прокатки приведена на фиг.2, где:
а - макроструктура плит, изготовленных по предлагаемому способу;
б - макроструктура плит, изготовленных по известному способу.
Полученные плиты характеризуются однородной мелкозернистой макроструктурой, повышенным уровнем и стабильностью механических свойств, а также высокой точностью геометрических размеров и отсутствием поверхностных дефектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ВЫСОКОЛЕГИРОВАННОГО ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2569611C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2492275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2773689C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2665864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ ИЗ ЭТИХ ЛИСТОВ | 2013 |
|
RU2555267C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ8 | 2018 |
|
RU2691471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2324762C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ | 2011 |
|
RU2487962C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2335571C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБО ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si | 2015 |
|
RU2583567C1 |
Изобретение относится к обработке металлов давлением, в частности к термомеханической обработке двухфазных титановых сплавов. Способ изготовления плит из двухфазных титановых сплавов включает горячее деформирование слитка в сляб, горячие прокатки и последующую термическую обработку плит. Горячее деформирование осуществляют ковкой слитка в три этапа. На первом этапе ковку проводят со степенью деформации 40÷60% после нагрева до температуры на 220÷280°С выше температуры полиморфного превращения Тпп, на втором - со степенью деформации 30÷50% после нагрева на 80÷220°С выше Тпп, на третьем - со степенью деформации 30÷40% после нагрева до температуры на 20÷60°С ниже Тпп. Первую горячую прокатку проводят с степенью деформации 30÷90% после нагрева сляба до температуры на 80÷120°С выше Тпп и охлаждением до комнатной температуры. Вторую горячую прокатку выполняют в две стадии. На первой стадии раскат нагревают до температуры 20÷50°С ниже Тпп и прокатывают со степенью деформации 23÷35% с последующим охлаждением до комнатной температуры, на второй - осуществляют окончательное деформирование со степенью деформации 23÷35% после нагрева раската до температуры на 30÷50°С ниже Тпп. Охлаждение полученной плиты осуществляют после окончательного деформирования до комнатной температуры в режиме покачивания на рольганге. Повышается уровень механических свойств плит и улучшаются показатели качества макро- и микроструктуры. 2 ил., 1 табл.
Способ изготовления плит из двухфазных титановых сплавов, включающий горячее деформирование слитка в сляб, горячие прокатки и последующую термическую обработку плит, отличающийся тем, что горячее деформирование осуществляют ковкой слитка в три этапа, на первом из которых ковку проводят со степенью деформации 40÷60% после нагрева до температуры на 220÷280°С выше температуры полиморфного превращения Тпп, на втором - со степенью деформации 30÷50% после нагрева на 80÷220°С выше Тпп, на третьем - со степенью деформации 30÷40% после нагрева до температуры на 20÷60°С ниже Тпп, при этом первую горячую прокатку проводят со степенью деформации 30÷90% после нагрева сляба до температуры на 80÷120°С выше Тпп и с охлаждением полученного раската до комнатной температуры, а вторую горячую прокатку выполняют в две стадии, на первой из которых раскат нагревают до температуры 20÷50°С ниже Тпп и прокатывают со степенью деформации 23÷35% с последующим охлаждением до комнатной температуры, на второй осуществляют окончательное деформирование со степенью деформации 23÷35% после нагрева раската до температуры на 30÷50°С ниже Тпп, а охлаждение полученной плиты осуществляют до комнатной температуры после окончательного деформирования в режиме покачивания на рольганге.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2324762C2 |
| RU 2006129834 A, 27.02.2008 | |||
| Способ получения концентрированного фруктового сока | 1977 |
|
SU774531A1 |
| JP 63045356 А, 26.02.1988 | |||
| JP 59035663 А, 27.02.1984. | |||

