Изобретение относится к обработке металлов давлением, в частности к термомеханической обработке двухфазных титановых сплавов, и предназначено для изготовления плоского проката, применяемого в авиационной промышленности, а также машиностроении.
Титановые сплавы являются одними из наиболее востребованных материалов в различных областях машиностроения, особенно в авиастроении, где требуется обеспечить высокие удельные характеристики и высокую надежность. Для использования детали при эксплуатации летательных аппаратов одним из важнейших показателей качества металла является наличие условия «безопасной повреждаемости» конструкции. Принцип «безопасной повреждаемости» предполагает создание конструкции, которая при появлении повреждений должна выдержать допустимую нагрузку в период между осмотрами. Данный принцип проектирования допускает разрушение в процессе эксплуатации некоторого числа конструктивных элементов без полного разрушения конструкции. Эти требования, особенно в гражданском авиастроении, определяют допустимые значения скорости роста трещин в конструкции и ее остаточной прочности, что наряду с регламентируемыми регулярными осмотрами конструкции в эксплуатации обеспечивает требуемую надежность. Скорость роста трещины усталости (далее - СРТУ) титановых материалов, необходимая составляющая в комплексе свойств авиационных материалов, зависит от множества факторов, причем весьма важным фактором, оказывающим влияющим на уровень значений СРТУ, является структура и фазовый состав материала.
При этом существенное увеличение ресурса гражданской авиационной техники требует, соответственно, новых свойств материалов и руководствуется новыми критериями. В одном ряду с уровнем свойств выходят требования по экономичности производства, снижению его энергоемкости, сокращению применения дефицитных материалов и т.п. Однако разработка новых титановых сплавов для соответствия новым требованиям - достаточно дорогостоящий и длительный процесс, требующий значительных материальных ресурсов и временных затрат. Поэтому, несмотря на то, что возможности традиционных титановых сплавов применительно к авиакосмическим изделиям во многом изучены, эти сплавы все еще обладают определенным потенциалом. Вследствие этого целесообразно идти по пути совершенствования технологии изготовления материалов и их термической обработки, а также находить оптимальные сочетания типов и параметров структуры для дальнейшего повышения эксплуатационных свойств.
Известен способ изготовления плит из α- и (α+β)- титановых сплавов, заключающийся в совмещении горячей и теплой прокатки с одного нагрева сляба, путем захолаживания и последующей деформации по режиму теплой прокатки (Бюллетень ВИЛСа "Технология легких сплавов" №12, 1975, с. 50-52).
Микроструктура плит, изготовленных по данному способу, улучшается благодаря высокой степени деформации при низких температурах (α+β)-области и более полной последующей рекристаллизации металла, протекающей в процессе нагрева плит под термообработку. Однако прокатка с захолаживанием имеет существенные недостатки: отсутствует возможность контроля температуры металла при захолаживании, кроме того возникает температурный градиент по толщине плиты вследствие низкой теплопроводности титановых сплавов, что приводит к неоднородности структуры по сечению плиты.
Известен способ изготовления плит из титановых сплавов, заключающийся в прокатке плит в 2 стадии, на первой из которых сляб нагревают до температуры на 30…40°С ниже температуры полиморфного превращения (далее - ТИП) и прокатывают с обжатиями 3…6% до суммарной степени деформации 20…30%, на второй стадии прокатку доводят до суммарной степени деформации 15…90%, нагревая раскат на 60…130°С выше ТИП, а окончательную прокатку осуществляют в (α+β)- области за 2…4 приема с суммарной степенью деформации в одном направлении не более 75% при температуре раската перед каждой прокаткой на 30…200°С ниже ТИП (Патент РФ №2169791 С2 14.10.1999) - прототип.
Недостатком такого способа изготовления является неоднородность микроструктуры плит по причине недостаточного ее измельчения, что приводит к неравномерности механических свойств и высокой их анизотропии.
Известен способ изготовления плит из двухфазных титановых сплавов, включающий нагрев сляба до температуры прокатки, предварительную прокатку, нагрев раската до температуры прокатки, окончательную прокатку и отжиг, отличающийся тем, что предварительную прокатку осуществляют в β-области при нагреве заготовки до температуры на 60-120°С выше температуры полиморфного превращения с суммарной степенью деформации 30-90%, а окончательную прокатку осуществляют в две стадии в (α+β)-области с суммарной степенью деформации 60-75% при температуре раската на 30-50°С ниже температуры полиморфного превращения, после чего проводят два отжига, первый из которых в β-области при температуре на 20-40°С выше температуры полиморфного превращения в течение 0,5-1 ч и окончательный отжиг при температуре 710-750°С (Патент РФ №2324762, МПК C22F1/18, публ. 20.05.2008).
Плиты, изготовленные по известному способу, имеют пластинчатую β-зеренную структуру, что позволяет получать материал с высоким уровнем вязкости разрушения K1C, при этом прочностные и пластические свойства плит при растяжении имеют пониженные значения.
Известен способ изготовления тонких плит из штампованных или кованых слябов методом горячей прокатки. Исходную заготовку подвергают предварительной горячей прокатке в (α+β)-области. Прокатанную заготовку нагревают до температуры на 50…150°С выше температуры полиморфного превращения, выдерживают в течение 15…50 минут и охлаждают со скоростью по меньшей мере 50°С/мин. Затем заготовку нагревают до температуры на 60…180°С ниже температуры полиморфного превращения и прокатывают. Прокатку ведут в продольном или продольном и поперечном направлениях относительно направления прокатки исходной заготовки. Суммарная степень деформации при прокатке составляет по меньшей мере 75%. Полученную плиту подвергают термообработке путем отжига при температуре 700…850°С с выдержкой в течение 30…90 минут. (Патент РФ №2335571, МПК C22F 1/18, В21В 3/00, публ. 10.10.2008 - прототип).
Прототип обеспечивает на полученных плитах наличие мелкозернистой однородной структуры с глобулярной α-фазой, что дает возможность получения высокого уровня прочностных и пластических свойств, однако такая структура не обеспечивает достаточных значений скорости развития трещины.
Задачей, на решение которой направлено данное изобретение, является разработка способа изготовления плит из двухфазных титановых сплавов, обладающих комплексом высоких механических свойств при их минимальной анизотропии.
Техническим результатом, достигаемым при осуществлении изобретения, является получение оптимальной микроструктуры плит, обеспечивающей низкую скорость развития трещины усталости с сохранением высокого и стабильного уровня прочностных и пластических свойств.
Указанный технический результат достигается тем, что в способе изготовления плит из двухфазных титановых сплавов, включающем горячее деформирование слитка с получением сляба, предварительную стадию прокатки сляба за несколько этапов с получением подката, причем заключительный этап стадии осуществляют при температурах (α+β)-области, окончательную стадию прокатки с получением плит, термическую обработку плит и отделочные операции, согласно изобретению после предварительной стадии прокатки осуществляют промежуточную закалку подката в воде после нагрева до температуры выше температуры полиморфного превращения (ТПП) на 10…60°С и выдержки при температуре нагрева в течение 15…100 минут, окончательную стадию прокатки в (α+β)-области проводят в два этапа, на первом из которых прокатку проводят с суммарной степенью деформации 30…60% после нагрева подката до температуры ниже ТПП на 40…120°С, а на втором проводят продольно-поперечную прокатку с суммарной степенью относительной деформации 30…75% после нагрева до температуры ниже ТПП на 20…80°С, причем термическую обработку плит осуществляют по двухступенчатому режиму: на первой ступени проводят нагрев до температуры ниже ТПП на 20…60°С с выдержкой не более 250 минут с последующим охлаждением на воздухе, а вторую ступень проводят посредством крип-правки при 700…850°С и промежуточного охлаждения с печью до 180…200°С и далее на воздухе.
Сущность предлагаемого способа заключается в следующем.
Для изготовления плит используют слиток, выплавленный методом вакуумно-дугового переплава. Механически обработанный слиток подвергают деформированию посредством горячей ковки либо штамповки с получением сляба. Горячее деформирование слитка способствует разрушению литой структуры, усреднению химического состава сплава, уплотнения заготовки и устранению дефектов плавления. Для полного удаления поверхностных дефектов полученного сляба целесообразно проводить его механическую обработку со всех сторон на глубину не менее 5 мм. Далее осуществляют предварительную стадию прокатки за несколько этапов с получением промежуточной катаной заготовки - подката, при этом на предварительной стадии этапы могут осуществлять при температурах нагрева в β- или (α+β)-области. Причем на заключительном этапе данной стадии заготовку прокатывают при температурах (α+β)-области с целью приложения к металлу первичного или вторичного, так называемого, «полугорячего наклепа», где металлу сообщается необходимое количество энергии, являющейся движущей силой процесса рекристаллизации при последующем нагреве до температуры P-области для промежуточной закалки. Далее осуществляют промежуточную закалку подката посредством его нагрева до температуры выше ТПП на 10…60°С, выдержки при температуре нагрева в течение 15…100 минут и последующего охлаждения в воде, что позволяет получить мартенситную структуру по всему сечению заготовки. Дальнейшая стадия окончательной прокатки состоит из двух этапов. На первом этапе, при нагреве под горячую прокатку до температуры на 40…120°С ниже ТПП и прокатке с суммарной степенью деформации 30…60% производится наклеп структуры, чтобы при последующих нагревах под деформацию в (α+β)- области и деформации в продольно-поперечном направлении прошла динамическая рекристаллизация с образованием однородной структуры.
На втором этапе проводят продольно-поперечную прокатку с суммарной степенью относительной деформации 30…75% после нагрева до температуры ниже ТПП на 20…80°С, что способствует формированию однородной и мелкозернистой структуры.
Изменение направления прокатки позволяет получить механические свойства плит с минимальной анизотропией в продольном и поперечном направлениях. Прокатка с суммарной степенью деформации менее 30% не обеспечивает равномерность механических свойств в разных направлениях, а прокатка с суммарной степенью деформации в одном направлении более 75% увеличивает анизотропию механических свойств, что в свою очередь приводит к снижению показателей механических свойств в одном из направлений.
Далее осуществляют двухступенчатую термическую обработку плит. Первую ступень проводят при температуре нагрева ниже ТПП на 20…60°С с выдержкой не более 250 минут с последующим охлаждением на воздухе, что способствует формированию в структуре глобулярной-пластинчатой α-фазы. Температура второй ступени обеспечивает распад метастабильной β-фазы с выделением вторичной мелкодисперсной α-фазы, которая способствует дисперсионному упрочнению сплава. Для получения низких значений неплоскостности и снятия внутренних напряжений осуществляют крип-правку, введение промежуточной ступени охлаждения с печью при температуре до 180…200°С позволяет трансформировать возвратную деформацию в деформацию ползучести, что гарантирует сохранение формы термически обработанного изделия.
Промышленную применимость изобретения подтверждает пример конкретного выполнения.
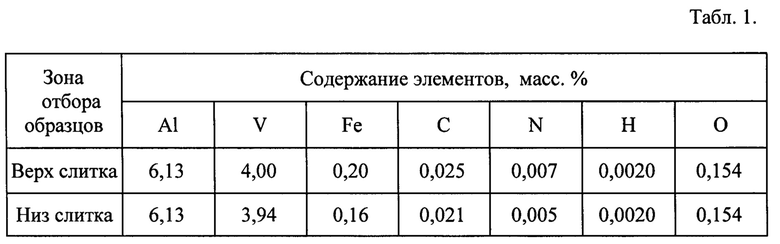
Предлагаемый способ был опробован в условиях листопрокатного цеха при изготовлении опытных партий плит из двухфазного титанового сплава 6A14V размерами 10,0×1000×2000 мм. Для изготовления плит был выплавлен слиток диаметром 740 мм и массой 5000 кг. Химический состав слитка приведен в табл. 1. Температура полиморфного превращения сплава, определенная металлографическим методом, составила 990°С.
Сляб деформировали посредством ковки после нагрева до температур β-области, далее осуществляли механическую обработку основных и боковых граней для удаления поверхностных ковочных дефектов и газонасыщенного слоя. Предварительную стадию прокатки механически обработанного сляба осуществляли за несколько этапов, при этом на заключительном этапе прокатку осуществляли в (α+β) -области. Далее полученный подкат нагревали в электрической печи в β-области, выдерживали при этой температуре в течение заданного времени и охлаждали в воде закалочной ванны.
После проведения промежуточных адъюстажных операций на подкате, осуществляли первый этап окончательной стадии прокатки на стане кварто 2000 в продольном направлении с суммарной степенью деформации 40…60%. Последующий этап прокатки проводили в поперечном направлении на конечную толщину. Термическую обработку полученных плит (отжиг) осуществляли в установленном интервале температур. Для придания плитам необходимой неплоскостности и снятия внутренних напряжений провели крип-правку при заданной температуре.
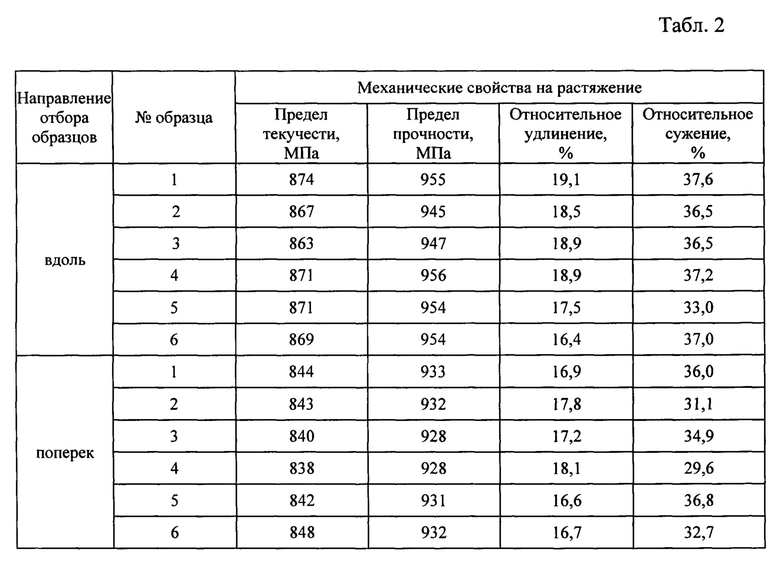
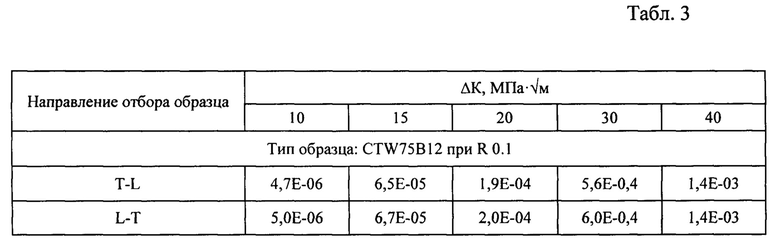
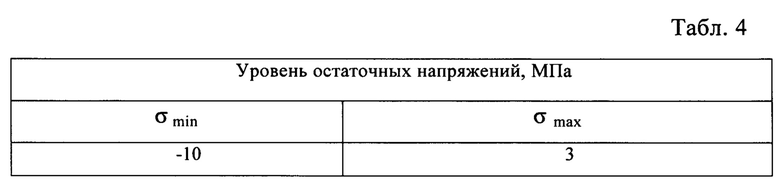
Полученные плиты подвергали отделочным операциям, а также испытаниям механических свойств и контролю структуры. Дополнительно на плитах измеряли величину остаточных напряжений Результаты испытаний механических свойств на растяжение приведены в табл. 2, результаты испытаний скорости роста усталостной трещины приведены в табл. 3, значения остаточных напряжений представлены в табл. 4.
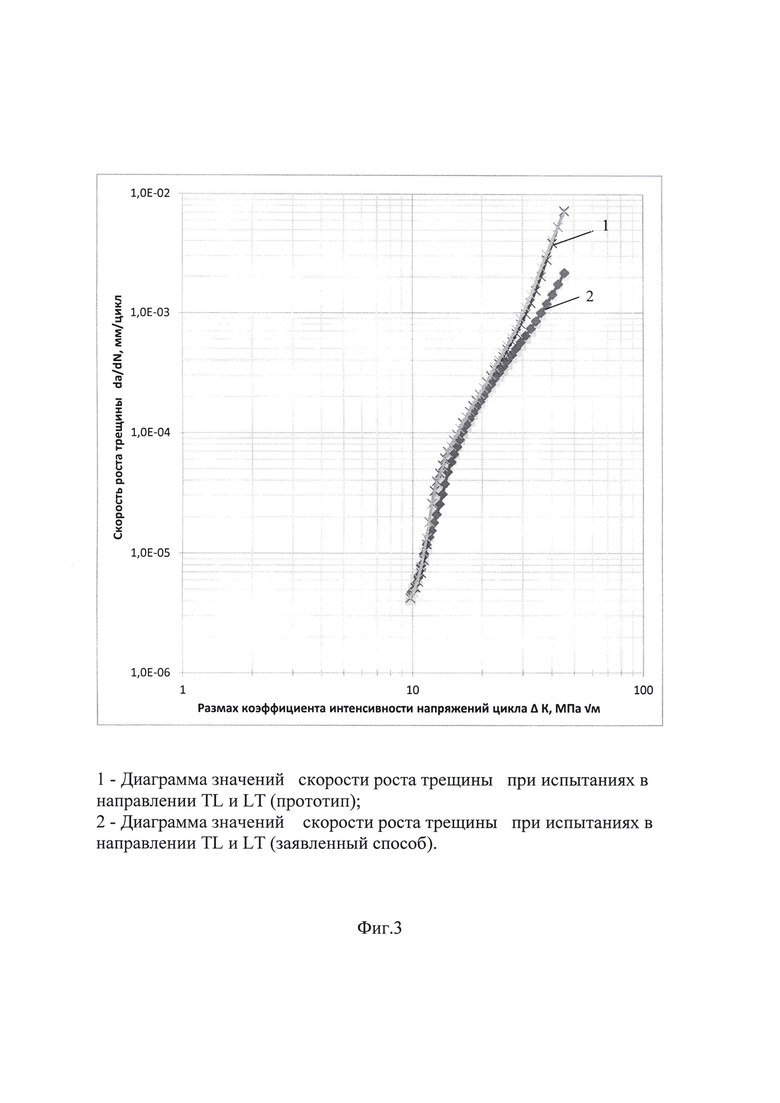
Фотографии микроструктуры плит в продольном направлении приведены на фиг. 1 (при 100-кратном увеличении) и фиг. 2 (при 500-кратном увеличении). В микроструктуре плит содержание первичной α - фазы составляет 15…30%. На фиг. 3 приведен график зависимости скорости роста трещины от размаха коэффициента интенсивности напряжения цикла.
Наряду с низкой скоростью роста трещины при высоких напряжениях на этапе интенсивного разрушения, полученные плиты характеризовались высокими механическими свойствами с минимальной анизотропией, однородной микроструктурой по всему сечению плиты, а также низкими значениями остаточных внутренних напряжений.
Таким образом, предлагаемый способ изготовления плит из высокопрочных титановых сплавов позволяет получать плиты высокого качества, которые удовлетворяют требованиям российских и зарубежных стандартов, что позволяет использовать их для аэрокосмической промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ ИЗ ЭТИХ ЛИСТОВ | 2013 |
|
RU2555267C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2324762C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2378410C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБО ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si | 2015 |
|
RU2583567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2665864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2492275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2785129C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ | 2011 |
|
RU2487962C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ | 2013 |
|
RU2522252C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ8 | 2018 |
|
RU2691471C1 |
Изобретение относится к металлургии, а именно к обработке металлов давлением, в частности к термомеханической обработке двухфазных титановых сплавов, и предназначено для изготовления плоского проката, применяемого в авиационной промышленности, а также машиностроении. Способ изготовления плит из двухфазных титановых сплавов включает горячее деформирование слитка с получением сляба, предварительную стадию прокатки сляба за несколько этапов с получением подката, причем заключительный этап стадии осуществляют при температурах (α+β)-области, окончательную стадию прокатки с получением плит, термическую обработку плит и отделочные операции. После предварительной стадии прокатки осуществляют промежуточную закалку подката в воде после нагрева до выше температуры полиморфного превращения (ТПП) на 10…60°С и выдержки при температуре нагрева в течение 15…100 мин, окончательную стадию прокатки в (α+β)-области проводят в два этапа, на первом из которых прокатку проводят с суммарной степенью деформации 30…60% после нагрева подката до температуры ниже ТПП на 40…120°С, а на втором проводят продольно-поперечную прокатку с суммарной степенью относительной деформации 30…75% после нагрева до температуры ниже ТПП на 20…80°С. Термическую обработку плит осуществляют по двухступенчатому режиму: на первой ступени проводят нагрев до температуры ниже ТПП на 20…60°С с выдержкой не более 250 мин с последующим охлаждением на воздухе, а вторую ступень проводят посредством крип-правки при 700…850°С и промежуточного охлаждения с печью до 180…200°С и далее на воздухе. Получают оптимальную микроструктуру плит, обеспечивающую низкую скорость развития усталостной трещины с сохранением высокого и стабильного уровня прочностных и пластических свойств. 3 ил., 4 табл.
Способ изготовления плит из двухфазных титановых сплавов, включающий горячее деформирование слитка с получением сляба, предварительную стадию прокатки сляба за несколько этапов с получением подката, причем заключительный этап стадии осуществляют при температурах (α+β)-области, окончательную стадию прокатки с получением плит, термическую обработку плит и отделочные операции, отличающий тем, что после предварительной стадии прокатки осуществляют промежуточную закалку подката в воде после нагрева до выше температуры полиморфного превращения (ТПП) на 10…60°С и выдержки при температуре нагрева в течение 15…100 мин, окончательную стадию прокатки в (α+β)-области проводят в два этапа, на первом из которых прокатку проводят с суммарной степенью деформации 30…60% после нагрева подката до температуры ниже ТПП на 40…120°С, а на втором проводят продольно-поперечную прокатку с суммарной степенью относительной деформации 30…75% после нагрева до температуры ниже ТПП на 20…80°С, термическую обработку плит осуществляют по двухступенчатому режиму: на первой ступени проводят нагрев до температуры ниже ТПП на 20…60°С с выдержкой не более 250 мин с последующим охлаждением на воздухе, а вторую ступень проводят посредством крип-правки при 700…850°С и промежуточного охлаждения с печью до 180…200°С и далее на воздухе.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2335571C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2492275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2665864C1 |
| КОТЕЛ ЦИСТЕРНЫ | 2022 |
|
RU2803355C1 |

