Уровень техники
Изобретение относится к способу обработки поверхности изделия, которое размещают предпочтительно на конвейерной ленте для перемещения вперед, и обработки проволоками одного или нескольких вращающихся проволочных валиков, а также к проволочному валику для осуществления этого способа и к применению этого способа.
Такая обработка поверхности выполняется различным образом и с помощью различных инструментов.
При обработке изделия резанием используют абразивные или скребковые инструменты для очистки поверхности путем удаления как покрытия, так и части материала изделия.
Однако при этом в большей или меньшей степени удаляется полезный материал и, кроме того, существует риск, что удаление будет разным в зависимости от формы и типа материала.
Известна щеточная очистка поверхности, лишенная этих недостатков, с использованием валика с пластмассовыми или металлическими проволоками. Эти проволоки играют роль щетины, но они могут удалять только твердые покрытия, такие как оксидные слои и т.п., в ограниченной мере.
В DE 102004029294, US 3958294 и GB 1537440 описаны проволочные валики, каждый из которых содержит стойки, на которых может вращаться петля, выполненная на куске проволоки, таким образом, что при вращении она под действием центробежных сил находится в контакте с поверхностью изделия.
Общим для этих известных инструментов является то, что свободная часть проволоки, которая обрабатывает изделие, расположена так, что при вращении во время обработки она поворачивается назад при ударе о изделие. Это означает, что изделие подвергается неодинаковой ударной нагрузке, зависящей от поворотов проволоки назад, которые имеют место, и от упругости проволоки.
Цель изобретения
Целью изобретения является улучшение обработки поверхности. Согласно изобретению эта цель достигается в способе, в котором каждый проволочный валик вращают вокруг оси, отходящей в радиальном направлении от вращающегося вала, который вращается, при этом вращающийся вал и проволочные валики одновременно перемещают поперек конвейерной ленты, так что изделие обрабатывается со всех сторон посредством одинаковой ударной нагрузки от проволок на проволочных валиках.
Таким удивительно простым путем способ обеспечивает практически одинаковую силу удара, которым можно удалять как неравномерно распределенные покрытия, такие как мягкие оболочки, так и твердые гладкие покрытия, такие как оксидные слои, слои краски, заусенцы и т.д.
Помимо удаления покрытий способ не оказывает на изделие каких-либо иных воздействий, т.е. изделие подвергается чистке без повреждений. Так, "инокс" можно очистить от заусенцев без повреждения защитного слоя, а с оцинкованных изделий можно убрать заусенцы без удаления или повреждения цинкового слоя.
Как указано выше, достигается совершенно равномерная обработка, что особенно важно в случае, если способ применяется для удаления заусенцев, поскольку изделие подвергается равномерной обработке в результате того, что проволочные валики выполняют комбинированное движение, включающее вращательное движение, поворотное движение и поперечное движение.
При использовании пружинной проволоки согласно п.2 формулы изобретения эффект будет больше благодаря инерции, обеспечивающей требуемые ударные нагрузки, когда проволока ударяет по изделию.
Когда, как указано в п.3 формулы изобретения, проволока искривлена вокруг центра, она сгибается вперед в направлении вращения и достигается подходящий угол удара и, соответственно, максимальная сила удара, а когда проволока изогнута в форме петли, она может быть установлена на стойке валика и благодаря трению между отдельными витками проволоки обеспечивается ее демпфирование. После установки задняя часть проволоки создает дополнительную инерцию, что увеличивает ударную нагрузку и хорошо фиксирует положение рабочей части проволоки благодаря центробежной силе, действующей на проволоку и на ее консольную часть, которая будет прижиматься к соседней стойке.
Таким образом, консольная часть проволоки препятствует ее смещению назад при повороте и тем самым усиливает ударную нагрузку.
Согласно п.4 формулы изобретения способ может применяться для удаления покрытий на поверхности, при этом достигается эффективная и очень щадящая обработка.
Согласно п.5 формулы изобретения способ может применяться для улучшения адгезии, при этом по всей обработанной поверхности адгезионные свойства будут одинаковы.
Согласно п.6 формулы изобретения целесообразно применять способ для ударного упрочнения и деформационного упрочнения металлических изделий, в результате чего увеличивается их срок службы.
Описание чертежей
Ниже изобретение описано более подробно со ссылками на чертежи, на которых:
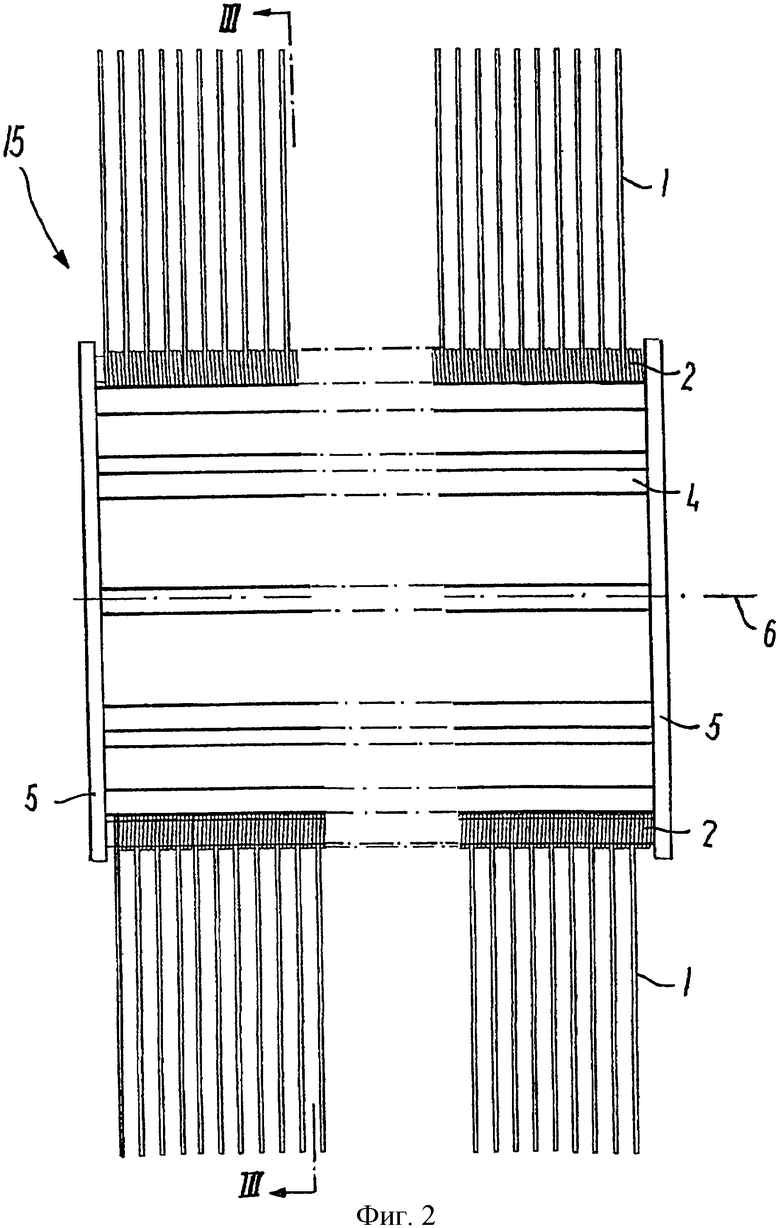
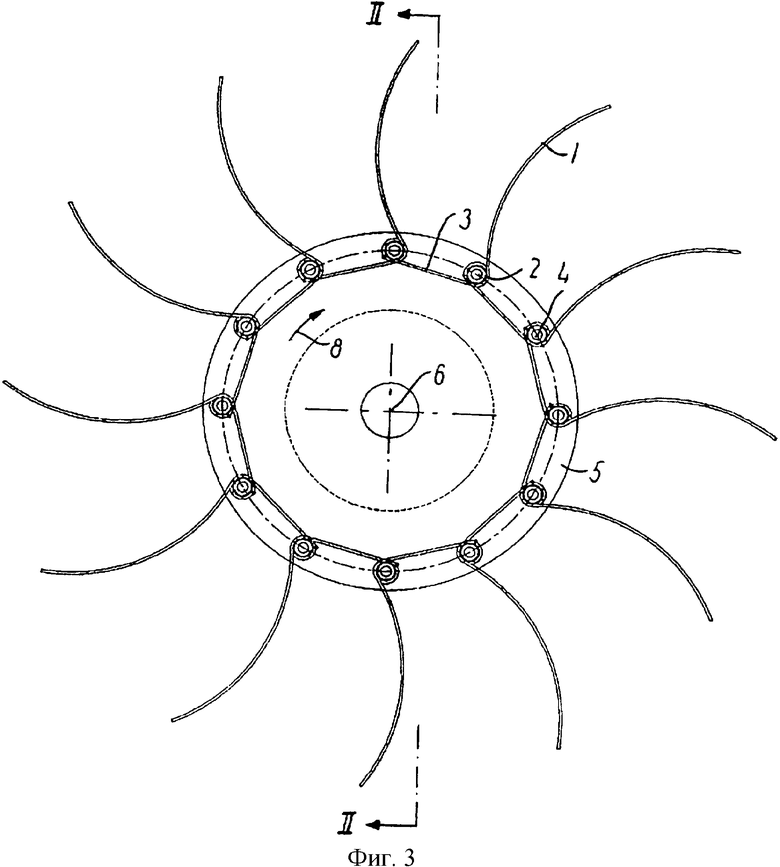
фиг.1 изображает вид сверху на устройство для осуществления способа; фиг.2 - продольный разрез проволочного валика по линии II-II на фиг.3; фиг.3 - поперечный разрез проволочного ролика по линии III-III на фиг.2; фиг.4 - единичная проволока и ее движение при работе.
Описание примера осуществления изобретения
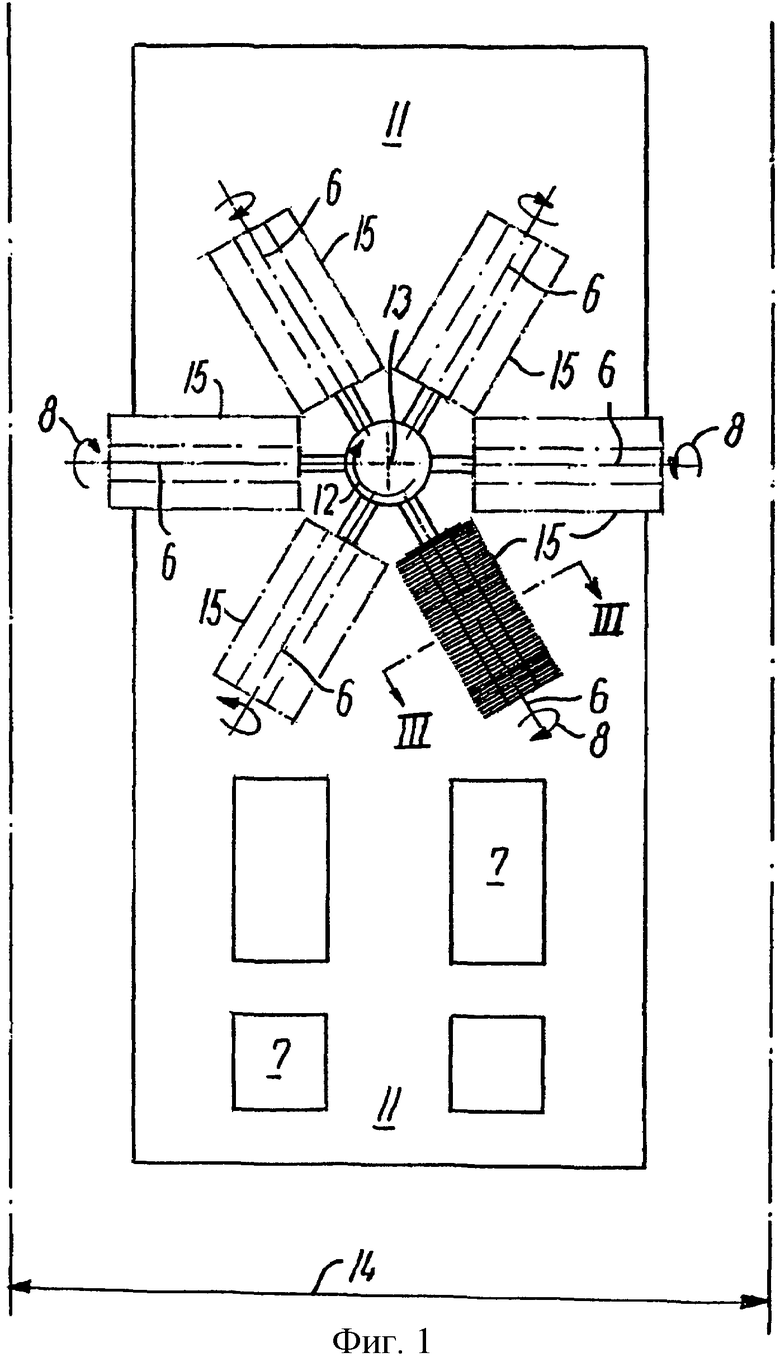
Способ согласно изобретению описан ниже со ссылками на фиг.1, где поясняется принцип обработки поверхности изделий 7, которые могут быть металлическими или пластмассовыми и подлежат поверхностной очистке, галтованию, упрочнению поверхности или другой обработке с помощью ударной нагрузки, создаваемой проволокой.
Изделия 7 расположены предпочтительно на ленте 11 конвейера, которая может быть магнитной или вакуумной.
Изделия 7 перемещаются внутрь под проволочными валиками 15, число которых в данном примере равно шести. Каждый валик 15 установлен на оси 6, которая приводится во вращение предпочтительно так, что соседние валики 15 вращаются в противоположных направлениях, как показано стрелками 8.
Радиально расположенные валики 15 установлены на вращающейся головке, которая вращается вокруг вертикального вала 13, как показано стрелкой 12.
Вращающаяся головка с валиками перемещается поперек ленты 11 с изделиями, как показано стрелками 14 в нижней части фиг.1.
Таким образом, обработка изделий 7 осуществляется за счет сочетания трех перемещений, а именно, вращательного движения отдельных проволочных валиков 15, вращения 12 осей 6 с проволочными валиками 15 и возвратно-поступательного движения 14 оборудования над конвейерной лентой 11.
Это обеспечивает одинаковую и равномерную обработку сторон изделий как кромок, так и поверхностей, независимо от того, расположены они на одном или на разных уровнях.
Далее описан проволочный валик согласно изобретению.
Как показано на фиг.2 и 3, проволочный валик 15 состоит из фланцев 5, между которыми установлены параллельные стойки 4, расположенные на равных расстояниях друг от друга по окружности фланцев 5.
Стойки 4 вставлены в проволочные элементы, одинаково изогнутые для образования проволоки 1, которая обрабатывает изделие, как будет описано ниже.
Конфигурация проволочного элемента показана на фиг.3, где видно, что проволока изогнута с образованием петли 2, через которую может пройти стойка 4 таким образом, что проволочный элемент может вращаться вокруг этой стойки.
Как видно на фиг.3, свободный конец проволоки искривлен так, что он направлен вперед в направлении вращения 8.
Противоположный конец 3 проволоки, находящийся за петлей 2, зацепляется за соседнюю стойку 4, как показано на фиг.3. Благодаря этому обеспечивается правильное положение проволочного элемента 1 - 3 при вращении валика вокруг центральной оси 6.
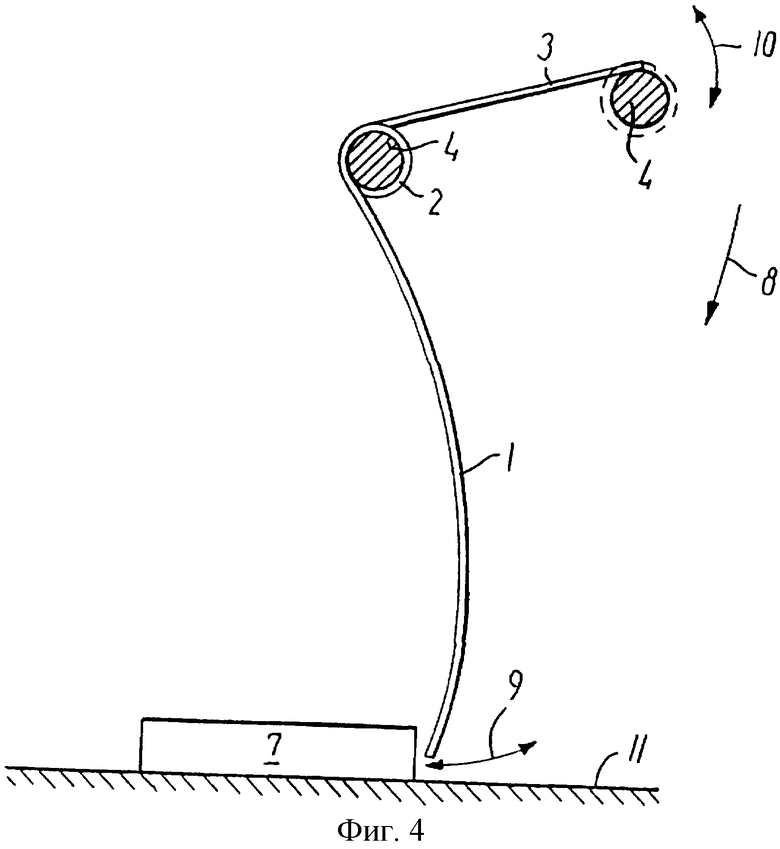
Проволочный элемент в положении перед ударом проволоки по изделию 7 показан на фиг.4.
Валик вращается в направлении стрелки 8 одновременно с его вращением 12 и перемещением по изделию и/или с перемещением изделия 7 под валиком, например на вакуумной ленте 11.
Когда конец проволоки 1 наталкивается на изделие 7, он ударяет по нему с определенной силой, так как проволока 1 будет зафиксирована в показанном на чертеже положении благодаря зацеплению ее задней части за соседнюю стойку 4.
Желательно использовать пружинную проволоку, обладающую износостойкостью и подходящей упругостью, но можно использовать проволоку из другого материала, например пластмассовую проволоку и т.п.
Диаметр проволоки может быть, например, около 2 мм, длина ее свободного конца - около 100 мм и заднего конца 3 - около 60 мм. Размеры могут быть другими при сохранении тех же соотношений между ними.
При необходимости проволока может в небольших пределах поворачиваться вокруг стойки 4, как показано стрелкой 10, при отскоке, как это показано стрелкой 9.
Сразу после этого центробежная сила возвращает пружинный элемент обратно в исходное положение, как показано на фиг.4, благодаря чему при следующем ударе по изделию 7 проволока будет иметь то же положение.
Упор, который создается соседней стойкой 4, обеспечивает одинаковое положение всех проволок, показанное на фиг.3 и 4, во время вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2008 |
|
RU2386720C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ОТВЕРСТИЙ | 2005 |
|
RU2291761C1 |
| СПОСОБ ПЛАВНО-ПРЕРЫВИСТОГО ИГЛОФРЕЗЕРОВАНИЯ | 2003 |
|
RU2236932C1 |
Изобретение относится к машиностроению и может быть использовано при обработке поверхностей изделий вращающимися проволочными валиками на конвейерных лентах. Способ обработки поверхности изделия включает размещение изделия на конвейерной ленте для перемещения его вперед и использование для обработки одного или нескольких вращающихся проволочных валиков. Каждый проволочный валик установлен на оси, которую приводят во вращение и которая расположена радиально от вращающегося вала. При этом одновременно перемещают вращающийся вал и проволочные валики поперек конвейерной ленты с обеспечением обработки изделия со всех сторон путем создания одинаковой ударной нагрузки от проволок на проволочных валиках. Способ может применяться для очистки поверхности изделия от покрытий, оксидных слоев, слоев краски и заусенцев, а также для деформационного упрочнения. Обеспечивается одинаковая и равномерная обработка сторон изделий. 3 н. и 3 з.п. ф-лы, 4 ил.
1. Способ обработки поверхности изделия, включающий размещение изделия на конвейерной ленте для перемещения его вперед и использование для обработки одного или нескольких вращающихся проволочных валиков, отличающийся тем, что каждый проволочный валик (15) установлен на оси (6), которую приводят во вращение и которая расположена от вращающегося вала (13) радиально, при этом одновременно перемещают вращающийся вал (13) и проволочные валики (15) поперек конвейерной ленты (11) с обеспечением обработки изделия (7) со всех сторон путем создания одинаковой ударной нагрузки от проволок (1) на проволочных валиках (15).
2. Проволочный валик для осуществления способа по п.1, характеризующийся тем, что отдельные проволоки (1) выполнены из пружинной проволоки.
3. Проволочный валик по п.2, отличающийся тем, что он имеет фланцы (5) со стойками (4), свободный конец каждой проволоки (1) изогнут с образованием петли (2), надетой на стойку (4) фланца (5), а противоположный конец (3) проволоки (1) зацеплен с соседней стойкой (4) из условия его фиксации в таком положении при вращении (8) валика (15) во время обработки изделия (7).
4. Применение способа по п.1 для очистки поверхности изделия от покрытий, оксидных слоев, слоев краски и заусенцев.
5. Применение способа по п.1 для создания адгезионной шероховатости, в частности, для последующей обработки.
6. Применение способа по п.1 для деформационного упрочнения.
| GB 1537440 А, 23.09.1981 | |||
| Устройство для финишной обработки поверхностей | 1984 |
|
SU1491324A3 |
| ПОЛУАВТОМАТ ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 0 |
|
SU204178A1 |
| Устройство для обработки поверхности | 1985 |
|
SU1493248A1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2252133C1 |

