Изобретение относится к области буровой техники и может быть использовано в винтовых забойных двигателях для бурения нефтяных и газовых скважин и винтовых гидромоторах.
Известен статор винтовой героторной гидромашины (патент РФ №2283442), содержащий полый корпус, установленную в нем статорную гильзу, выполненную в виде трубчатой оболочки с наружными и внутренними винтовыми зубьями, образующую с корпусом изолированную от внешней среды кольцевую полость. Кольцевая полость заполнена твердым и (или) упругопластичным материалом.
Недостатком известного статора является недостаточная прочность сцепления эластомерной обкладки с внутренней поверхностью статорной гильзы в условиях высоких контактных напряжений в зацеплении рабочих органов (ротора и статора), неравномерного распределения действующих нагрузок, приводящих к нагреву материала обкладки и увеличению натяга.
Невысокая прочность сцепления объясняется недостаточной площадью крепления эластомерной обкладки в статорной гильзе, выполненной из сплошного (монолитного) материала, что при повышении контактных нагрузок приводит к лавинообразному отслоению эластомера обкладки и отказу двигателя.
Наиболее близким к предлагаемому техническому решению является статор винтовой героторной гидромашины (патент РФ №2283416), который выбран за прототип, содержащий полый корпус, установленную в нем статорную гильзу с внутренними винтовыми многозаходными зубьями, выполненную в виде ряда ступеней, закрепленную в статорной гильзе эластомерную обкладку, имеющую внутренние винтовые многозаходные зубья.
Недостатком прототипа является отслоение эластомерной обкладки вследствие действующих циклических нагрузок, которые приводят к нагреву материала обкладки, увеличению натяга в рабочей паре и разрушению эластомера, что снижает надежность и ресурс работы статора.
Технической задачей предлагаемого изобретения является повышение надежности и ресурса статора винтовой героторной гидромашины за счет увеличения прочности сцепления эластомерной обкладки, обусловленной созданием развитой внутренней поверхности статорной гильзы.
Технический результат достигается тем, что в статоре винтовой героторной гидромашины, включающем полый корпус, установленную в нем статорную гильзу с внутренними винтовыми многозаходными зубьями, а также прикрепленную к ней эластомерную обкладку с внутренними винтовыми многозаходными зубьями, согласно изобретению статорная гильза выполнена из набора установленных в ряд кольцевых и двух торцевых пластин и размещена в корпусе с образованием кольцевой полости, заполненной металлом или эластомером, причем торцевые пластины имеют диаметр, равный внутреннему диаметру корпуса, при этом кольцевые и торцевые пластины выполнены с внутренними отверстиями, имеющими форму профиля статора, и установлены с угловым смещением друг относительно друга на равные углы так, что внутренние кромки кольцевых и торцевых пластин образуют внутреннюю винтовую многозаходную поверхность, кроме того, кольцевые пластины жестко скреплены между собой, а торцевые пластины - с кольцевыми пластинами и с корпусом, например, сваркой, и на внешних кромках торцевых пластин выполнены не менее, чем три выемки.
Кроме того, согласно изобретению внутренние поверхности кольцевых пластин имеют уклоны с одной или двух сторон.
Кроме того, согласно изобретению толщина кольцевых и торцевых пластин составляет 0,02-0,08 от внешнего диаметра кольцевых пластин статорной гильзы.
Кроме того, согласно изобретению, по меньшей мере, одна из кольцевых пластин статорной гильзы имеет диаметр, равный диаметру торцевых пластин и снабжена не менее, чем тремя выемками.
Кроме того, согласно изобретению кольцевые пластины статорной гильзы содержат на внешней кромке не менее трех канавок под сварные швы.
Кроме того, согласно изобретению кольцевые и торцевые пластины статорной гильзы имеют латунное покрытие.
В предлагаемом изобретении по сравнению с прототипом, где статорная гильза выполнена из сплошного (монолитного) материала, установка в ряд кольцевых пластин образует более развитую внутреннюю поверхность статорной гильзы с большей площадью контакта с эластомерной обкладкой.
В предлагаемом изобретении угловое (окружное) смещение кольцевых пластин на равные углы друг относительно друга приводит к формированию рельефной поверхности за счет образования перепадов между внутренними кромками пластин и увеличивает площадь контакта и прочность сцепления статорной гильзы и эластомерной обкладки.
Кроме того, в предлагаемом изобретении наличие внутренних отверстий в форме профиля статора у кольцевых и торцевых пластин, установленных в ряд параллельно друг другу с окружным смещением на равные углы, формирует требуемую внутреннюю многозаходную поверхность статорной гильзы и обеспечивает заданные диаметральные размеры винтового канала.
Установка статорной гильзы в корпус с образованием кольцевой полости, заполненной металлом или эластомером, увеличивает жесткость статора. Выполнение торцевых пластин с диаметром, равным внутреннему диаметру корпуса, позволяет упростить процесс установки статорной гильзы в корпус статора по сравнению с прототипом, где при установке статорной гильзы в корпус требуется ее центрирование, сохраняя при этом диаметральные размеры и прямолинейность винтового канала.
В предлагаемом изобретении жесткое скрепление кольцевых пластин между собой и торцевых пластин к кольцевым пластинам и к корпусу сваркой позволяет сохранить диаметральные размеры и прямолинейность винтового канала.
Кроме того, в предлагаемом изобретении наличие на внутренних поверхностях кольцевых пластин одного или двух скосов (уклонов) способствует значительному - в 3-10 раз - увеличению площади крепления эластомерной обкладки с внутренней поверхностью гильзы.
В предлагаемом изобретении оптимальная толщина пластин составляет 0,02-0,08 от внешнего диаметра кольцевых пластин статорной гильзы. При увеличении толщины кольцевых и торцевых пластин свыше 0,08 от внешнего диаметра кольцевых пластин статорной гильзы приводит к нарушению геометрии многозаходной винтовой поверхности статорной гильзы и образованию ступеней, которые будут препятствовать получению равномерной эластомерной обкладки. Уменьшение толщины кольцевых и торцевых пластин ниже 0,02 от внешнего диаметра кольцевых пластин статорной гильзы снижает жесткость конструкции, может привести к искривлению пластин.
Установка в статорной гильзе, по меньшей мере, одной кольцевой пластины, имеющей диаметр, равный диаметру торцевых пластин, увеличивает жесткость конструкции и позволяет устанавливать статорную гильзу в корпус без дополнительного центрирования.
В предлагаемом изобретении выполнение на внешней кромке (крае) кольцевых пластин не менее трех канавок под сварные швы повышает прочность скрепления пластин. При уменьшении количества сварных швов может нарушиться неподвижность крепления пластин, что приводит к искривлению статорной гильзы и изменению ее диаметральных размеров.
Латунирование кольцевых и торцевых пластин повышает прочность сцепления эластомерной обкладки с внутренней поверхностью статорной гильзы. Нанесение промежуточных пленок на стальную поверхность повышает прочность сцепления резины с поверхностью. В ходе проведения испытаний выявлено, что наиболее надежными и технологичными являются покрытия из латуни. Наилучшие результаты, как на отрыв, так и на сдвиг показало крепление резины к гладкому покрытию из латуни.
В предлагаемом изобретении установка в ряд параллельно друг другу кольцевых и торцевых пластин, наличие у них внутренних отверстий в форме профиля статора, угловое смещение кольцевых и торцевых пластин друг относительно друга на равные углы, жесткое скрепление их между собой обеспечивает увеличение прочности сцепления эластомерной обкладки за счет увеличения площади поверхности статорной гильзы по сравнению с известным статором.
Реализация отличительных признаков предлагаемого статора винтовой героторной гидромашины в сочетании и в совокупности с известными признаками создает возможность ликвидировать недостатки, присущие известному статору винтовой героторной гидромашины, и обеспечить достижение положительного технического результата:
- увеличение площади поверхности статорной гильзы и повышение прочности сцепления эластомерной обкладки;
- упрощение обработки поверхности статорной гильзы перед нанесением эластомерной обкладки;
- предотвращение преждевременного и лавинообразного разрушения эластомерной обкладки;
- повышение жесткости статора, сохранение прямолинейности винтового канала и диаметральных размеров;
- упрощение сборки статора;
- сохранение статора в работоспособном состоянии на длительный период.
Таким образом, создание развитой внутренней поверхности статорной гильзы приводит к увеличению прочности сцепления, повышению жесткости конструкции, что обеспечивает повышение надежности и ресурса статора винтовой забойной гидромашины, то есть позволяет решить поставленную в изобретении техническую задачу.
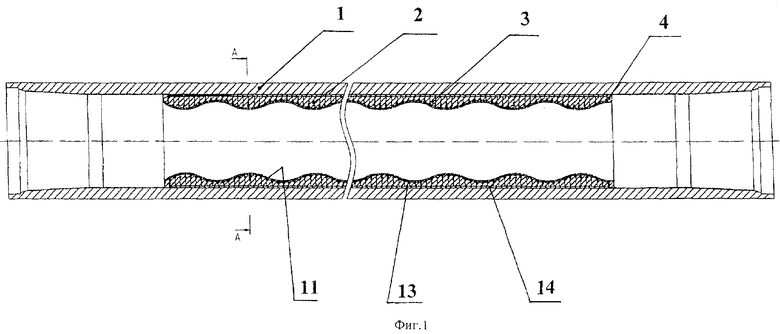
На фиг.1 представлен продольный разрез статора винтовой героторной гидромашины.
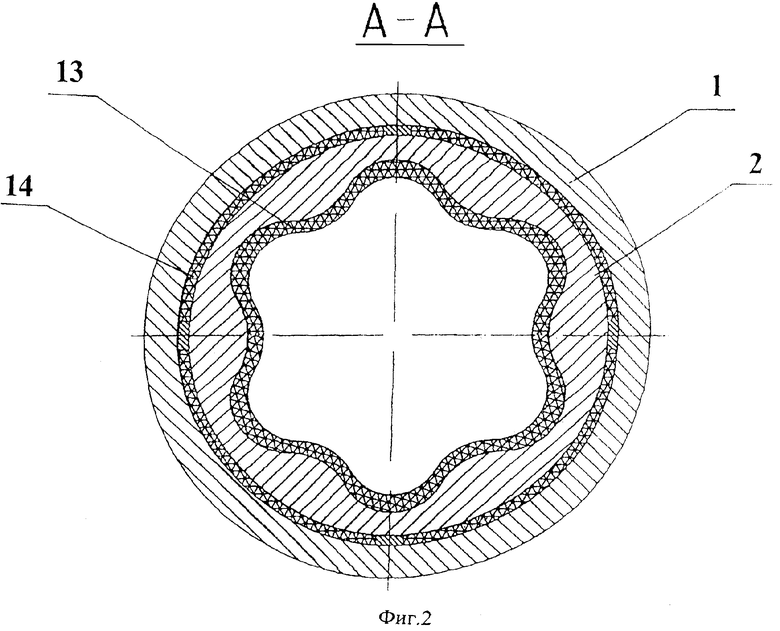
На фиг.2 изображено поперечное сечение статора.
На фиг.3 показана часть продольного разреза статора в увеличении.
На фиг.4 показана кольцевая пластина статорной гильзы.
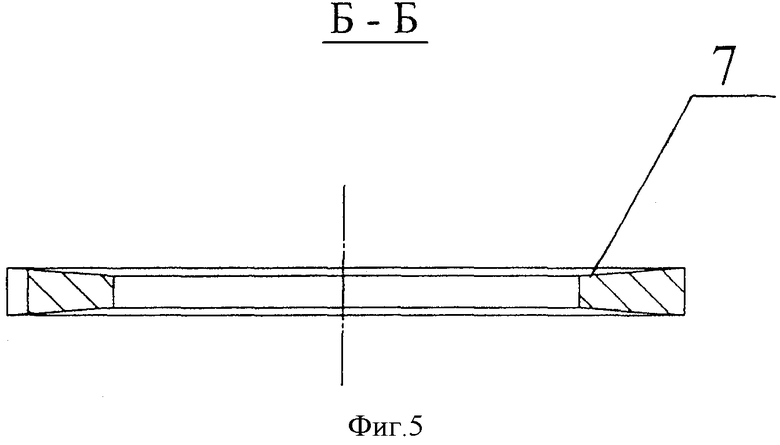
На фиг.5 изображен разрез Б-Б на фиг.4.
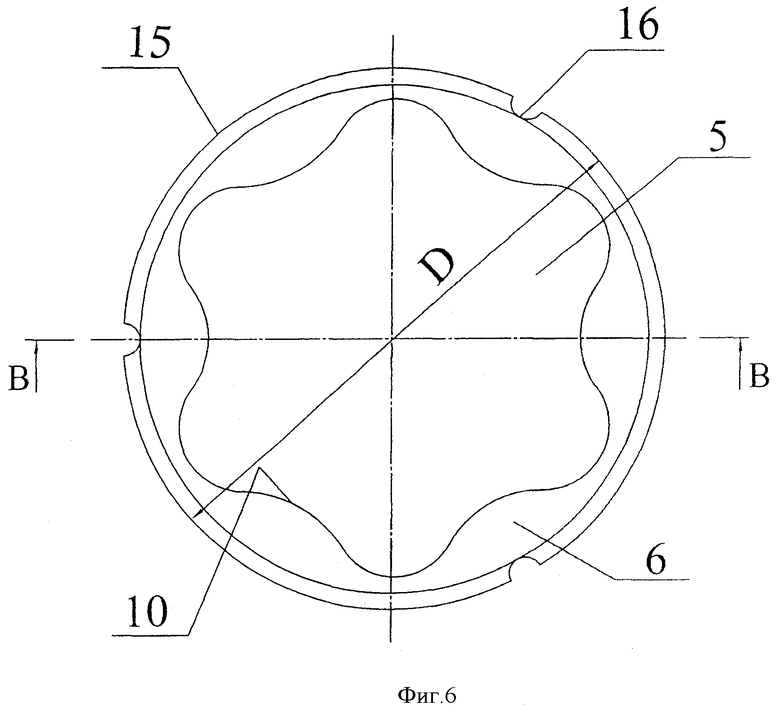
На фиг.6 показана торцевая пластина статорной гильзы.
На фиг.7 изображен разрез В-В на фиг.6.
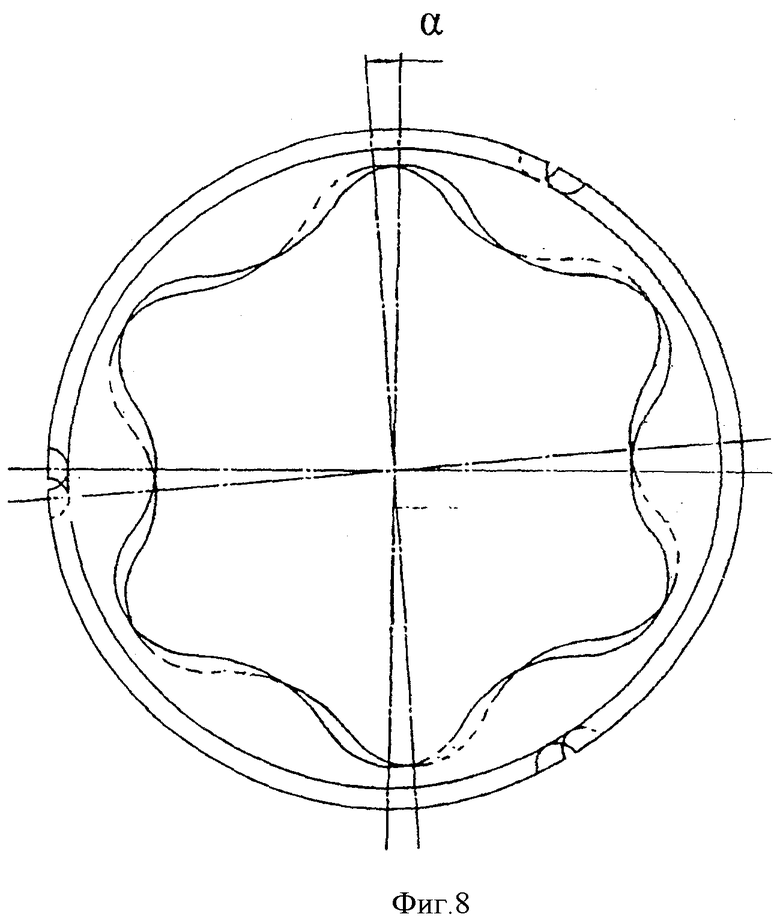
На фиг.8 представлено окружное (угловое) смещение пластин друг относительно друга.
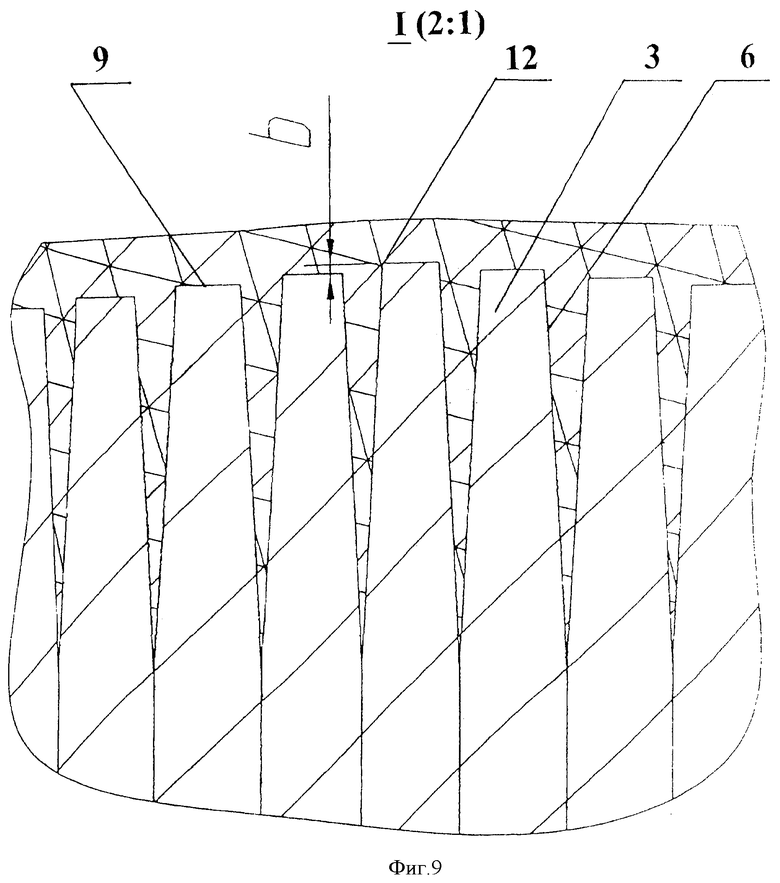
На фиг.9 представлен перепад между вершинами краев пластин статорной гильзы.
Статор винтового забойного двигателя содержит полый корпус 1, установленную в нем статорную гильзу 2. Статорная гильза 2 выполнена из набора установленных в ряд параллельно друг другу и скрепленных между собой кольцевых пластин 3 и торцевых пластин 4 с внешними диаметрами d и D соответственно и толщиной h. При этом, по меньшей мере, одна кольцевая пластина 3 имеет диаметр d=D. Кольцевые пластины 3 и торцевые пластины 4 снабжены внутренними отверстиями 5, повторяющими форму профиля статора, при этом внутренние поверхности 6 пластин 3 имеют уклоны (скосы) 7 с одной или двух сторон. На внешней кромке (крае) 8 каждой кольцевой пластины 3 выполнены канавки 9 под сварные швы, с помощью которых пластины 3 скрепляются между собой. В собранной статорной гильзе 2 благодаря тому, что кольцевые пластины 3 и торцевые пластины 4 установлены с угловым смещением друг относительно друга на равные углы α, внутренние кромки (края) 10 пластин 3 и 4 образуют внутренние многозаходные винтовые зубья (внутреннюю винтовую многозаходную поверхность) 11. При этом между вершинами 12 внутренних кромок 10 пластин 3 и 4 образуется перепад b. На внутренней винтовой поверхности 11 статорной гильзы 2 закреплена эластомерная обкладка 13. Статорная гильза 2 установлена в полом корпусе 1 с образованием кольцевой полости 14. Для заполнения полости 14 металлом или эластомером на внешних кромках 15 торцевых пластин 4 выполнены выемки 16.
Статор винтовой героторной гидромашины работает следующим образом.
Статорную гильзу 2 собирают из кольцевых пластин 3 на сердечнике, имеющем внешнюю винтовую многозаходную поверхность, соответствующую внутренней поверхности 11 статорной гильзы 2. При сборке статорной гильзы 2 кольцевые пластины 3 и торцевые пластины 4, продвигаясь по внешней винтовой поверхности сердечника, автоматически устанавливаются с угловым смещением друг относительно друга на равные углы α, повторяя профиль оправки. При этом образуется перепад b между вершинами внутренних кромок 10 пластин 3 и 4. Установленные таким образом пластины 3 и 4 формируют своими внутренними кромками 10 многозаходную винтовую поверхность 11 статорной гильзы 2.
Собранные на сердечнике кольцевые пластины 3 и торцевые пластины 4 стягивают в пакет, например, с помощью гайки. При этом в собранном состоянии кольцевые пластины 3, имеющие на внешней кромке 8 не менее трех канавок 9, образуют соответственно не менее трех продольных винтовых каналов. Кольцевые пластины 3, например, проваривают продольными сварными швами вдоль всей наружной поверхности гильзы 2 по образованным винтовым каналам, а торцевые пластины 4, например, приваривают к кольцевым пластинам 3 кольцевым сварным швом. После чего статорную гильзу 2 снимают с сердечника.
Статорную гильзу 2 с привулканизированной к ее внутренней поверхности эластомерной обкладкой 13 устанавливают в полый корпус 1. За счет того, что торцевые пластины 4 статорной гильзы 2 имеют диаметр D, равный внутреннему диаметру корпуса 1, гильза 2 устанавливается соосно корпусу 1 без дополнительной операции центрирования. Наличие, по меньшей мере, одной кольцевой пластины 3, имеющей диаметр d=D, увеличивает жесткость конструкции и, тем самым, повышает точность размещения статорной гильзы 2 в корпусе 1. После установки статорной гильзы 2 в полый корпус 1 торцевые пластины 4, например, приваривают кольцевыми сварными швами к корпусу 1.
Эластомер обкладки 13 заполняет неровности внутренней поверхности 10 статорной гильзы 2, образованные за счет установки пластин 3 в ряд с угловым смещением, а также за счет наличия скосов 7 внутренних поверхностей 6 пластин 3, которые образуют дополнительные впадины, увеличивающие площадь контакта эластомера в 3-4 раза.
Образованную кольцевую полость 14 между корпусом 1 и статорной гильзой 2 через выемки 16 в торцевых пластинах 4 (а также, по меньшей мере, в одной промежуточной кольцевой пластине 3, имеющей d=D) заполняют легкоплавким металлом. Легкоплавкий металл, обладая более высокой теплопроводностью по сравнению с эластомерным заполнителем, улучшает отвод тепла от эластомерной обкладки, а, кроме того, повышает жесткость статора, поэтому применение металла в качестве заполнителя за счет снижения деформаций и уменьшения разогрева обкладки увеличивает крутящий момент, КПД, ресурс, что является важным при горизонтально-наклонном бурении.
Установленный внутри статора ротор (не показан) выполнен с винтовыми зубьями, число которых на единицу меньше числа зубьев статора. Профили зубьев рабочей пары выполнены взаимоогибаемыми. При подаче под давлением рабочей жидкости в винтовые камеры между зубьями ротора и эластомерной обкладки статорной гильзы ротор приводится во вращение и совершает планетарное движение, обкатываясь по зубьям эластомерной обкладки статорной гильзы. Рабочая жидкость имеет высокую плотность до 1500 кг/м3 и содержит до 1% песка. При наличии в рабочей паре необходимого натяга контактное давление составляет 4-6 МПа, скорость скольжения 0,5-4,0 м/с, частота нагружения до 30 Гц и гидростатическое давление до 60 МПа. Поэтому к эластомерной обкладке, воспринимающей циклически изменяющиеся нагрузки, контактные и сдвиговые напряжения, реактивный момент и радиальные силы, предъявляются повышенные требования по прочности крепления к статорной гильзе.
Пример конкретного выполнения
В винтовом забойном двигателе с наружным диаметром 240 мм шаг винтовой линии статора составляет 645 мм. Кольцевые пластины 3 выполнены из стальных листов толщиной h=5 мм, например, методом штамповки. При толщине кольцевой пластины h=5 мм на сердечнике собираются 129 штук кольцевых пластин на один шаг статора. В зависимости от диаметра двигателя толщина h кольцевых пластин варьируется от 2 мм до 8 мм.
Скосы (уклоны) 7 на внутренних поверхностях кольцевых пластин могут быть выполнены, например, проточкой на станке или чеканочным штампом. Уменьшение толщины h кольцевых пластин 3 к внутреннему краю 9 может быть как постепенным, так и ступенчатым.
Увеличение толщины h кольцевых пластин 3 более 0,08 от их внешнего диаметра и, соответственно, увеличение параметров их смещения друг относительно другу снижает точность изготовления многозаходной винтовой поверхности статорной гильзы, приводит к нарушению ее геометрии и образованию ступеней, которые будут препятствовать получению равномерной эластомерной обкладки. Уменьшение толщины h пластин 3 ниже 0,02 от их внешнего диаметра снижает жесткость конструкции, приводит к искривлению пластин, нарушающему геометрию статора.
Для двигателя с наружным диаметром 240 мм угол поворота α кольцевых пластин друг относительно друга составляет: α=360°/129=2,79°. При этом перепад b между вершинами пластин равен b=h·tgα=5·tg2,790697=0,24 мм.
Увеличенная по сравнению с прототипом в 3-10 раза площадь контакта эластомерной обкладки с поверхностью гильзы повышает прочность сцепления эластомера, сопротивление отрыву и снижает сдвиговые деформации, позволяет избежать лавинообразного разрушения эластомерной обкладки или ограничиться локальным отслоением.
Таким образом, предлагаемое изобретение позволяет за счет повышения жесткости конструкции, прочности сцепления эластомерной обкладки обеспечить высокие энергетические характеристики, надежность и ресурс двигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2285823C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2283416C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2348525C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2362880C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2367568C2 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2300617C2 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2361997C1 |
| СПОСОБ ГИДРОСТРУЙНОГО УДАЛЕНИЯ ЭЛАСТОМЕРНЫХ ОБКЛАДОК В СТАТОРАХ ВИНТОВЫХ ГЕРОТОРНЫХ ГИДРОМАШИН | 2007 |
|
RU2352409C2 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2285822C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРАВЛИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2327025C1 |



Изобретение относится к области буровой техники и может быть использовано в винтовых забойных двигателях для бурения нефтяных и газовых скважин и винтовых гидромоторах. Статор винтовой героторной гидромашины включает полый корпус, установленную в нем статорную гильзу с внутренними винтовыми многозаходными зубьями, а также прикрепленную к ней эластомерную обкладку с внутренними винтовыми многозаходными зубьями. Гильза выполнена из набора установленных в ряд кольцевых и двух торцевых пластин и размещена в корпусе с образованием кольцевой полости, заполненной металлом или эластомером. Торцевые пластины имеют диаметр, равный внутреннему диаметру корпуса. Все пластины выполнены с внутренними отверстиями, имеющими форму профиля статора, установлены с угловым смещением друг относительно друга на равные углы и своими внутренними кромками образуют внутреннюю винтовую многозаходную поверхность. Кольцевые пластины жестко скреплены между собой. Торцевые пластины жестко скреплены с кольцевыми пластинами и с корпусом, например, сваркой. На внешних кромках торцевых пластин выполнены не менее, чем три выемки. Повышается надежность и ресурс статора винтовой героторной гидромашины за счет увеличения прочности сцепления эластомерной обкладки, обусловленной созданием развитой внутренней поверхности статорной гильзы. 5 з.п. ф-лы, 9 ил.
1. Статор винтовой героторной гидромашины, включающий полый корпус, установленную в нем статорную гильзу с внутренними винтовыми многозаходными зубьями, а также прикрепленную к ней эластомерную обкладку с внутренними винтовыми многозаходными зубьями, отличающийся тем, что статорная гильза выполнена из набора установленных в ряд кольцевых и двух торцевых пластин и размещена в корпусе с образованием кольцевой полости, заполненной металлом или эластомером, причем торцевые пластины имеют диаметр, равный внутреннему диаметру корпуса, при этом кольцевые и торцевые пластины выполнены с внутренними отверстиями, имеющими форму профиля статора, и установлены с угловым смещением относительно друг друга на равные углы так, что внутренние кромки кольцевых и торцевых пластин образуют внутреннюю винтовую многозаходную поверхность, кроме того, кольцевые пластины жестко скреплены между собой, а торцевые пластины скреплены с кольцевыми пластинами и с корпусом, например, сваркой, и на внешних кромках торцевых пластин выполнены не менее чем три выемки.
2. Статор по п.1, отличающийся тем, что внутренние поверхности кольцевых пластин имеют скосы с одной или двух сторон.
3. Статор по п.1, отличающийся тем, что толщина кольцевых и торцевых пластин составляет 0,02-0,08 от наружного диаметра кольцевой пластины.
4. Статор по п.1, отличающийся тем, что, по меньшей мере, одна из кольцевых пластин статорной гильзы имеет диаметр, равный диаметру торцевых пластин, и снабжена не менее чем тремя выемками.
5. Статор по п.1, отличающийся тем, что кольцевые пластины статорной гильзы содержат на внешней кромке не менее трех канавок под сварные швы.
6. Статор по п.1, отличающийся тем, что кольцевые и торцевые пластины имеют латунное покрытие.
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2283416C1 |
| US 4211521 А, 08.07.1980 | |||
| US 5171138 А, 15.12.1992 | |||
| US 3975121 А, 17.08.1976 | |||
| DE 3231157 А, 23.02.1984 | |||
| DE 3007881 А, 10.09.1981 | |||
| Фотоэлектрический преобразователь угла поворота вала в код | 1984 |
|
SU1238237A1 |

