Изобретение относится к производству эластомерных изделий методом литья под давлением, в частности резиновых обкладок статоров винтовых героторных гидромашин (винтовых забойных двигателей для бурения нефтяных и газовых скважин и винтовых насосов для перекачивания жидкостей).
Известна литьевая пресс-форма, содержащая сердечник с винтовыми зубьями, заливочную головку с центральным каналом, соединенным с литьевыми каналами, выходящими на формообразующий торец между зубьями сердечника, скрепленную с сердечником резьбовым соединением и штифтом, и две втулки, одна из которых установлена на заливочной головке, другая - на противоположной от заливочной головки стороне сердечника, а также установленный на втулках концентрично сердечнику корпус, образующий с пресс-формой формовочную полость (SU 1220251 А, 23.04.1984).
Недостатком известной конструкции является неполное использование возможности повышения энергетических характеристик, ресурса и надежности винтовых героторных гидравлических машин из-за отсутствия возможности изготовления методом литья под давлением образцов эластомерного материала обкладки, например резины, за один цикл заливки и вулканизации резиновой смеси для подтверждения свойств материала в конструкции, например упругопрочностных свойств при растяжении, твердости по ШОР А, усталостной выносливости при знакопеременном изгибе с вращением, теплообразования, остаточной деформации и усталостной выносливости при многократном сжатии, температурного предела хрупкости, стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред, твердости в международных единицах, истиранию при скольжении.
Известна пресс-форма для изготовления резинометаллических изделий, содержащая сердечник 1 с винтовыми зубьями, входной 10 и литьевые 11 каналы, выполненные на одной из сторон сердечника, две центрирующие втулки 3, 4, установленные по краям сердечника, перекрывающую втулку 5, установленную на сердечнике 1 со стороны входного 10 и литьевых 11 каналов, а также включающая полый корпус изготавливаемого статора, (остов статора), установленный на центрирующих втулках 3 и 4 концентрично сердечнику 1, образующий с втулками 3, 4, 5 и сердечником 1 формовочную полость, а также содержащая контрольный щуп 9, которым проверяют полноту заливки пресс-формы по выдвижению щупа из втулки 4 (Коротаев Ю.А. и др. Многозаходные винтовые забойные двигатели для бурения и капитального ремонта скважин. М.: ОАО "ВНИИОЭНГ", 2002, с.35, рис.11).
В известной конструкции впускные литники 12 расположены между зубьями сердечника 1 и образованы путем перекрытия литьевых каналов 11 с помощью перекрывающей втулки 5, установленной на сердечнике 1, при этом втулка 5 перекрывает литьевые каналы 11 в пределах от 0,3 до 0,5 их проходной площади.
Профиль зубьев сердечника описывается уравнениями, учитывающими координаты профиля сердечника пресс-формы, координаты и угол номинального теоретического профиля изделия, радиус окружности впадин изделия, а также соотношения коэффициентов, учитывающих величину усадки резины по диаметру впадин изделия, разницу высот зубьев сердечника пресс-формы и изделия (SU 1193923 А, 30.08.1984).
Недостатком известной конструкции является неполное использование возможности повышения энергетических характеристик, ресурса и надежности винтовых героторных гидравлических машин из-за отсутствия возможности изготовления методом литья под давлением образцов эластомерного материала обкладки, например резины, за один цикл заливки и вулканизации резиновой смеси для подтверждения свойств материала в конструкции, например, упругопрочностных свойств при растяжении, твердости по ШОР А, усталостной выносливости при знакопеременном изгибе с вращением, теплообразования, остаточной деформации и усталостной выносливости при многократном сжатии, температурного предела хрупкости, стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред, твердости в международных единицах, истиранию при скольжении.
Наиболее близкой к заявляемому изобретению является пресс-форма для изготовления эластомерной обкладки статора винтовой героторной гидромашины, содержащая сердечник с винтовыми зубьями, входной и литьевые каналы, выполненные на одной из сторон сердечника, две центрирующие втулки, установленные по краям сердечника, перекрывающую втулку, установленную на сердечнике со стороны входного и литьевых каналов, и полый корпус изготавливаемого статора, установленный на центрирующих втулках концентрично сердечнику, образующий с втулками и сердечником формовочную полость, перекрывающая втулка и/или центрирующая втулка, расположенная в месте выхода литьевых каналов, концентрично установлены на винтовых зубьях сердечника и образуют с ними литьевые винтовые фильеры, соединенные с литьевыми каналами и формовочной полостью (RU 2290308 С2, 20.08.2006).
Винтовые зубья сердечника, расположенные со стороны входного и литьевых каналов, концентрично срезаны на определенную высоту, перекрывающая втулка концентрично установлена на частично срезанных винтовых зубьях, контактирующие торцы перекрывающей и центрирующей втулок расположены в месте выхода литьевых каналов, при этом центрирующая втулка частично перекрывает литьевые каналы, а число литьевых каналов равно, по меньшей мере, числу литьевых винтовых фильер.
Центрирующая втулка содержит внутреннюю расточку для установки на частично срезанных винтовых зубьях, торец внутренней расточки расположен в месте выхода литьевых каналов, а контактирующий с перекрывающей втулкой торец центрирующей втулки образует край резиновой обкладки статора.
Перекрывающая втулка содержит внутреннюю расточку для установки на частично срезанных винтовых зубьях, торец внутренней расточки расположен в месте выхода литьевых каналов, а контактирующие торцы центрирующей и перекрывающей втулок расположены на центрирующей части сердечника.
Центрирующая и перекрывающая втулки выполнены за одно целое в виде формовочной втулки, которая содержит внутреннюю расточку для установки на частично срезанных винтовых зубьях, торец внутренней расточки расположен в месте выхода литьевых каналов, а торец формовочной втулки образует торцовую часть формовочной полости.
В формовочной втулке, а также в перекрывающей и/или центрирующей втулках, установленных на сердечнике со стороны входного и литьевых каналов, выполнено, по меньшей мере, по одному сквозному отверстию или каналу для выхода воздуха из формовочной полости.
Недостатком известной конструкции является неполное использование возможности повышения энергетических характеристик, ресурса и надежности винтовых героторных гидравлических машин из-за отсутствия возможности изготовления методом литья под давлением образцов эластомерного материала обкладки, например резины, за один цикл заливки и вулканизации резиновой смеси для подтверждения свойств материала в конструкции, например, упругопрочностных свойств при растяжении, твердости по ШОР А, усталостной выносливости при знакопеременном изгибе с вращением, теплообразования, остаточной деформации и усталостной выносливости при многократном сжатии, температурного предела хрупкости, стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред, твердости в международных единицах, истиранию при скольжении.
Диапазон используемых в России винтовых забойных двигателей составляет, например, от двигателя Д-55 до двигателя Д-240, а диапазон момента силы на выходном валу в режиме максимальной мощности составляет от 0,2…0,34 до 10…14 кН·м. Максимальный перепад давления (межвитковый, на зубьях статора) в режиме максимальной мощности, например, на зубьях двигателя ДР-95 составляет 9…14 МПа (Журнал "Строительство нефтяных и газовых скважин на суше и на море". - М.: ОАО "ВНИИОЭНГ", №9, 2003, с.8).
Основными дефектами, уменьшающими ресурс забойных двигателей, являются отслоения резины от металла, "набухание" и местные вырывы резины, повышение твердости резины по мере выработки ресурса, низкая усталостная выносливость и разрушения резиновой обкладки статора, что не обеспечивает экономического преимущества при бурении нефтяных и газовых скважин.
Техническим результатом изобретения является повышение энергетических характеристик, ресурса и надежности винтовых героторных гидромашин за счет обеспечения возможности изготовления методом литья под давлением образцов эластомерного материала обкладки, например резины, за один цикл заливки и вулканизации резиновой смеси для подтверждения свойств материала в конструкции, например упругопрочностных свойств при растяжении (ГОСТ 270-75), твердости по ШОР А (ГОСТ 263-75), усталостной выносливости при знакопеременном изгибе с вращением (ГОСТ 10952-75), теплообразования, остаточной деформации и усталостной выносливости при многократном сжатии (ГОСТ 20418-75), температурного предела хрупкости (ГОСТ 7912-74), стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред (ГОСТ 9.030-74), твердости в международных единицах (от 30 до 100 IRHD, ГОСТ 20403-75), истиранию при скольжении (ГОСТ 426-77).
Сущность технического решения заключается в том, что в пресс-форме для изготовления эластомерной обкладки статора винтовой героторной гидромашины, содержащей сердечник с винтовыми многозаходными зубьями, входной и литьевые каналы, выполненные на одной из сторон сердечника, две центрирующие втулки, установленные по краям сердечника, перекрывающую втулку, установленную на сердечнике со стороны входного и литьевых каналов, а также включающей трубчатый корпус изготавливаемого статора, установленный при помощи центрирующих втулок концентрично сердечнику, образующий с втулками и сердечником формовочную полость, при этом одна из центрирующих втулок содержит, по меньшей мере, одно сквозное отверстие для выхода воздуха из формовочной полости, согласно изобретению она содержит модуль пресс-формы для изготовления образцов эластомерного материала, образующий дополнительную формовочную полость, сообщенную с отверстиями для выхода воздуха из формовочной полости, выполненными в одной из центрирующих втулок, и содержит собственные отверстия или каналы для выхода воздуха из дополнительной формовочной полости.
Модуль пресс-формы выполнен в виде скрепленных между собой дисков, один из которых содержит кольцевой бурт, образующий с дисками дополнительную формовочную полость, а также скреплен с поперечной стенкой центрирующей втулки со стороны, противоположной входному и литьевым каналам.
Модуль пресс-формы сообщен с отверстием для выхода воздуха из формовочной полости в одном из центрирующих сердечник элементов, закрепленных в трубчатом корпусе изготавливаемого статора, при расположении литьевых каналов на противоположных краях сердечника.
Выполнение пресс-формы таким образом, что она содержит модуль пресс-формы для изготовления образцов эластомерного материала, образующий дополнительную формовочную полость, сообщенную с отверстиями для выхода воздуха из формовочной полости, выполненными в одной из центрирующих втулок, и содержит собственные отверстия или каналы для выхода воздуха из дополнительной формовочной полости, повышает энергетические характеристики, ресурс и надежность героторных винтовых гидравлических машин за счет обеспечения возможности изготовления образцов эластомерного материала обкладки, например резины, за один цикл формообразования (заливки) и вулканизации резиновой смеси для подтверждения свойств материала в конструкции, например упругопрочностных свойств при растяжении (ГОСТ 270-75), твердости по ШОР А (ГОСТ 263-75), усталостной выносливости при знакопеременном изгибе с вращением (ГОСТ 10952-75), теплообразования, остаточной деформации и усталостной выносливости при многократном сжатии (ГОСТ 20418-75), температурного предела хрупкости (ГОСТ 7912-74), стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред (ГОСТ 9.030-74), твердости в международных единицах (от 30 до 100 IRHD, ГОСТ 20403-75), истиранию при скольжении (ГОСТ 426-77).
Выполнение модуля пресс-формы в виде скрепленных между собой дисков, один из которых содержит кольцевой бурт, образующий с дисками дополнительную формовочную полость, а также скреплен с поперечной стенкой центрирующей втулки со стороны, противоположной входному и литьевым каналам, упрощает конструкцию, повышает достоверность свойств материала в конструкции за счет формообразования в модуле пресс-формы эластомера (упруговязкой жидкости), идентичного по циклу заливки с материалом обкладки, повышает равномерность поля температур пресс-формы при вулканизации резиновой смеси, а также обеспечивает заливку и вулканизацию резиновой обкладки в статоре с припуском по торцам для обеспечения вырезки образцов и подтверждения физико-механических свойств резиновой обкладки в статоре, например, прочности и связи с металлом при отрыве (ГОСТ 209-75).
Выполнение модуля пресс-формы сообщенным с отверстием для выхода воздуха из формовочной полости в одном из центрирующих сердечник элементов, закрепленных в трубчатом корпусе изготавливаемого статора, обеспечивает возможность изготовления методом литья под давлением образцов эластомерного материала обкладки, например резины, за один цикл заливки резиновой смеси с двух сторон, при расположении литьевых каналов на противоположных краях сердечника и вулканизации резиновой смеси для подтверждения свойств материала в конструкции, например упругопрочностных свойств при растяжении (ГОСТ 270-75), твердости по ШОР А (ГОСТ 263-75), усталостной выносливости при знакопеременном изгибе с вращением (ГОСТ 10952-75), теплообразования, остаточной деформации и усталостной выносливости при многократном сжатии (ГОСТ 20418-75), температурного предела хрупкости (ГОСТ 7912-74), стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред (ГОСТ 9.030-74), твердости в международных единицах (от 30 до 100 IRHD, ГОСТ 20403-75), истиранию при скольжении (ГОСТ 426-77).
Ниже представлен лучший вариант пресс-формы для изготовления эластомерной обкладки статора для винтового героторного гидравлического двигателя ДРУ-195РС.
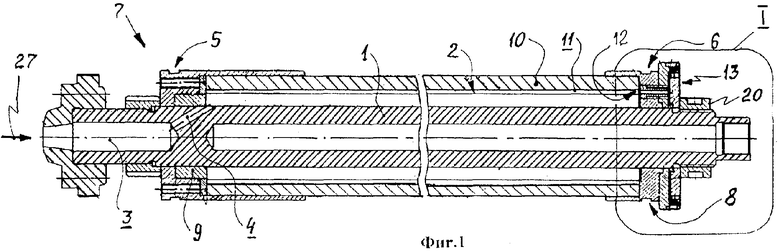
На фиг.1 изображен общий вид пресс-формы в продольном разрезе.
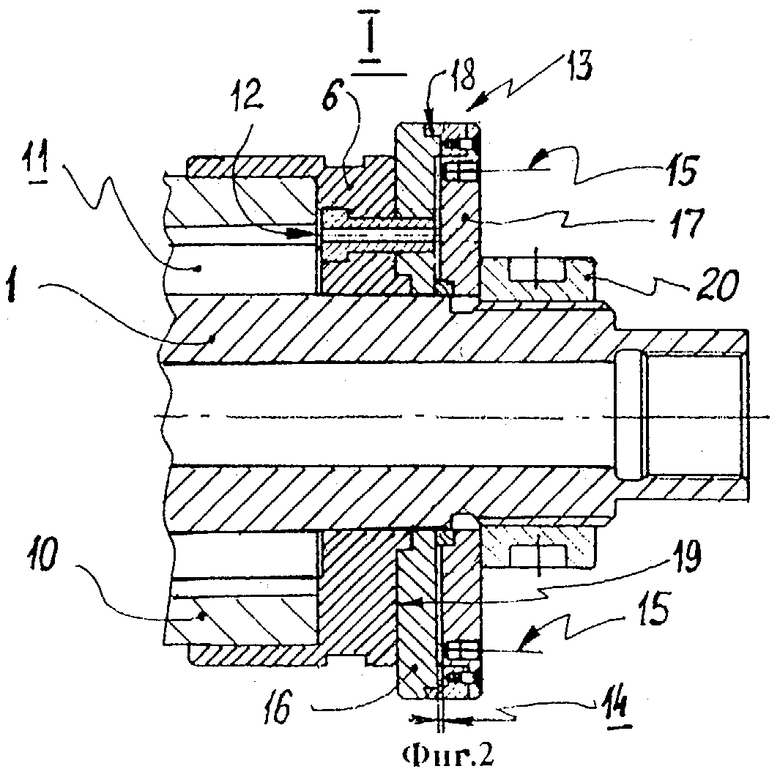
На фиг.2 изображен элемент I на фиг.1 модуля пресс-формы, скрепленного с поперечной стенкой центрирующей втулки со стороны, противоположной входному и литьевым каналам.
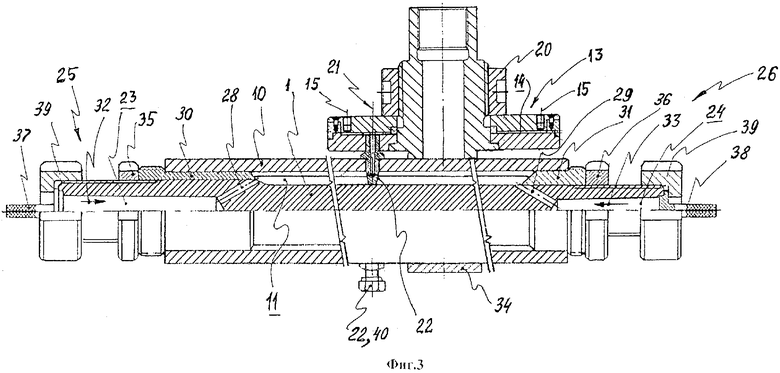
На фиг.3 изображен вариант модуля пресс-формы, закрепленного на трубчатом корпусе изготавливаемого статора при расположении литьевых каналов на противоположных краях сердечника.
Пресс-форма для изготовления эластомерной обкладки статора винтовой героторной гидромашины содержит сердечник (пуансон) 1 с винтовыми многозаходными зубьями 2, входной канал 3 и литьевые каналы 4 (выход литьевых каналов 4 расположен во впадинах между винтовыми зубьями 2), выполненные на одной из сторон сердечника 1, две центрирующие втулки 5 и 6 (центрирующие корпус статора по краю наружного диаметра), установленные по краям, соответственно 7 и 8 сердечника 1, перекрывающую втулку 9, установленную на сердечнике 1 со стороны входного канала 3 и литьевых каналов 4, а также включает трубчатый корпус изготавливаемого статора 10, установленный при помощи центрирующих втулок 5 и 6 концентрично сердечнику 1, образующий с втулками 5, 6, 9 и винтовыми зубьями 2 сердечника 1 формовочную полость 11, при этом одна из центрирующих втулок 6 содержит, по меньшей мере, одно сквозное отверстие 12 для выхода воздуха (и литников эластомера) из формовочной полости 11, показано на фиг.1.
Пресс-форма содержит модуль 13 пресс-формы для изготовления образцов эластомерного материала, образующий дополнительную формовочную полость 14, сообщенную с отверстиями 12 для выхода воздуха из формовочной полости 11, выполненными в одной из центрирующих втулок 6, и содержит собственные отверстия 15 (или каналы) для выхода воздуха из дополнительной формовочной полости 14, показано на фиг.1, 2.
Модуль 13 пресс-формы выполнен в виде скрепленных между собой дисков 16, 17, один из которых - диск 16 содержит кольцевой бурт 18, образующий с дисками дополнительную формовочную полость 14, а также скреплен с поперечной стенкой 19 центрирующей втулки 6 со стороны 8, противоположной входному каналу 3 и литьевым каналам 4, при помощи гайки 20, показано на фиг.2.
Модуль 13 пресс-формы сообщен с отверстием 21 для выхода воздуха из формовочной полости 14 в одном из трех центрирующих сердечник 1 элементов 22, закрепленных в трубчатом корпусе 10 изготавливаемого статора, при расположении входных каналов 23, 24 на противоположных краях, соответственно 25 и 26 сердечника 1, показано на фиг.3.
Кроме того, на фиг.1 показано: поз.27 - направление подачи эластомера из литьевой машины.
Кроме того, на фиг.3 показано: литьевые каналы 28, 29, выполненные на каждой из сторон, соответственно 25 и 26 сердечника 1; две центрирующие втулки 30 и 31, установленные по краям, соответственно 25 и 26 сердечника 1; трубчатый корпус изготавливаемого статора 10, установленный при помощи центрирующих втулок 30 и 31 концентрично сердечнику 1, образующий с втулками 30, 31 и винтовыми зубьями 2 сердечника 1 формовочную полость 11; поз.32, 33 - направление подачи эластомера из литьевой машины; поз.34 - хомут для крепления модуля пресс-формы 13 с корпусом статора 10; поз.35, 36 - гайки для крепления центрирующих втулок 30 и 31; поз.37, 38 - заглушки для вулканизации; поз.39 - гайки для крепления заглушек поз.37, 38; поз.40 заглушка для вулканизации на центрирующем сердечник 1 элементе 22.
Пресс-форма для изготовления эластомерной обкладки статора используется следующим образом. Центрирующую втулку 5, выполненную в виде гильзы с поперечной стенкой, расположенной на ее торце, и центрирующими отверстиями в поперечной стенке для установки гильзы по торцовому краю наружной поверхности корпуса статора 10 на сердечнике 1 закрепляют резьбовой гайкой со стороны края 7 сердечника 1. Центрирующую втулку 6, выполненную в виде гильзы с поперечной стенкой, расположенной на ее торце, и центрирующим отверстием в поперечной стенке для установки гильзы по торцовому краю наружной поверхности корпуса статора 10 закрепляют резьбовой гайкой со стороны края 8 сердечника 1.
Модуль 13 пресс-формы, выполненный в виде скрепленных между собой дисков 16, 17, один из которых - диск 16 содержит кольцевой бурт 18, образующий с дисками дополнительную формовочную полость 14, а также скрепленный с поперечной стенкой 19 центрирующей втулки 6 со стороны 8, противоположной входному каналу 3 и литьевым каналам 4, закрепляют при помощи гайки 20.
Пресс-форму устанавливают в литьевую машину. При заливке резиновой обкладки статора в литьевых камерах литьевой машины выдерживается определенное давление и температура, применяется резина ИРП-1226-5, параметры резиновой смеси в литьевой машине контролируются компьютером. Разогретая резиновая смесь (упруговязкая жидкость) поступает через входной канал 3, далее потоки резины в литьевых каналах 4 дросселируются перекрывающей втулкой 9. После выхода из литьевых каналов 4 резиновая смесь формируется во впадинах между винтовыми многозаходными зубьями 2 сердечника 1. Фронтовая часть потоков резиновой смеси ограничивается в радиальном направлении перекрывающей втулкой 9 и заполняется винтовыми потоками, направляемыми поверхностью винтовых многозаходных зубьев 2 сердечника 1 в формовочной полости 11, образованной внутренним диаметром трубчатого корпуса изготавливаемого статора 10, установленного на центрирующей втулке 5, выполненной в виде гильзы с поперечной стенкой, расположенной на ее торце, и центрирующим отверстием в поперечной стенке для установки гильзы концентрично сердечнику 1, а также на центрирующей втулке 6, выполненной в виде гильзы с поперечной стенкой, расположенной на ее торце, и центрирующим отверстием в поперечной стенке для установки гильзы концентрично сердечнику 1, с равномерной эпюрой скоростей и давлений по всей длине сердечника 1 до входа в дополнительную формовочную полость 14, сообщенную с отверстиями 12 для выхода воздуха из формовочной полости 11, выполненными в центрирующей втулке 6. Далее разогретая резиновая смесь дросселируется отверстиями 12 для выхода воздуха из формовочной полости 11, заполняет дополнительную формовочную полость 14 модуля 13 пресс-формы, затем потоки резины дросселируются собственными отверстиями 15 для выхода воздуха из дополнительной формовочной полости 14. При движении потоков резиновой смеси происходит полное заполнение формующей полости 11, по существу, до упора в поперечную стенку центрирующей втулки 6, расположенной со стороны 8, противоположной входному каналу 3 и литьевым каналам 4, при этом воздух из формовочной полости 11 выдавливается в приподнятой части пресс-формы через отверстия 12 для выхода воздуха из формовочной полости 11, выполненные в поперечной стенке 19 центрирующей втулки 6, а при заполнении резиновой смеси дополнительной формовочной полости 14 модуля 13 пресс-формы воздух выдавливается потоками резины через собственные отверстия 15 для выхода воздуха из дополнительной формовочной полости 14.
За счет создания равномерного (в поперечном сечении) давления при заливке и вулканизации резиновой смеси уменьшается неравномерность плотности резины по длине статора, повышается достоверность свойств материала в конструкции за счет формообразования в модуле пресс-формы эластомера (упруговязкой жидкости), идентичного по циклу заливки материалу обкладки, повышается равномерность поля температур пресс-формы при вулканизации резиновой смеси, а также обеспечивается заливка и вулканизация резиновой обкладки в статоре с припуском по торцам для обеспечения вырезки образцов и подтверждения физико-механических свойств резиновой обкладки в статоре, например прочности и связи с металлом при отрыве (ГОСТ 209-75). Время заливки составляет 15÷25 мин.
Пресс-форму снимают с пресса, затем проводят вулканизацию, например, в специальной ванне с жидким полимерным теплоносителем. После вулканизации сердечник 1 охлаждается хладагентом (водой). После этого производят разборку пресс-формы и извлечение (в специальной оснастке) сердечника с винтовыми многозаходными зубьями 1 из корпуса статора 10 (остова статора) с отформованной с винтовыми многозаходными зубьями резиновой обкладкой.
Модуль 13 пресс-формы, выполненный в виде скрепленных между собой дисков 16, 17, один из которых - диск 16 содержит кольцевой бурт 18, образующий с дисками дополнительную формовочную полость 14, а также скреплен с поперечной стенкой 19 центрирующей втулки 6 со стороны 8, противоположной входному каналу 3 и литьевым каналам 4 гайкой 20, разбирают и извлекают образец эластомерного материала для проведения испытаний и подтверждения свойств материала в конструкции, например упругопрочностных свойств при растяжении (ГОСТ 270-75), твердости по ШОР А (ГОСТ 263-75), усталостной выносливости при знакопеременном изгибе с вращением (ГОСТ 10952-75), теплообразования, остаточной деформации и усталостной выносливости при многократном сжатии (ГОСТ 20418-75), температурного предела хрупкости (ГОСТ 7912-74), стойкости в ненапряженном состоянии к воздействию жидких агрессивных сред (ГОСТ 9.030-74), твердости в международных единицах (от 30 до ТОО IRHD, ГОСТ 20403-75), истиранию при скольжении (ГОСТ 426-77).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2348525C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2018 |
|
RU2685652C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2291777C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2290308C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2284912C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРОВ ВИНТОВЫХ ЗАБОЙНЫХ ДВИГАТЕЛЕЙ | 2002 |
|
RU2209911C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2007 |
|
RU2362880C1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ РЕЗИНОМЕТАЛЛИЧЕСКИХ СТАТОРОВ ВИНТОВЫХ ГЕРОТОРНЫХ ГИДРОМАШИН | 2003 |
|
RU2224651C1 |
| СПОСОБ ГИДРОСТРУЙНОГО УДАЛЕНИЯ ЭЛАСТОМЕРНЫХ ОБКЛАДОК В СТАТОРАХ ВИНТОВЫХ ГЕРОТОРНЫХ ГИДРОМАШИН | 2007 |
|
RU2352409C2 |
| ГИДРАВЛИЧЕСКИЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ | 2017 |
|
RU2669438C1 |
Изобретение относится к производству эластомерных изделий методом литья под давлением, в частности резиновых обкладок статоров винтовых героторных гидромашин. Техническим результатом изобретения является повышение энергетических характеристик, ресурса и надежности винтовых героторных гидромашин за счет обеспечения возможности изготовления методом литья под давлением образцов эластомерного материала обкладки, например резины, за один цикл заливки и вулканизации резиновой смеси. Технический результат достигается в пресс-форме для изготовления эластомерной обкладки статора винтовой героторной гидромашины, содержащей сердечник с винтовыми многозаходными зубьями, входной и литьевые каналы. Каналы выполнены на одной из сторон сердечника. Две центрирующие втулки, установлены по краям сердечника. Перекрывающая втулка, установлена на сердечнике со стороны входного и литьевых каналов. Пресс-форма также включает трубчатый корпус изготавливаемого статора, установленный при помощи центрирующих втулок концентрично сердечнику. Корпус образует с втулками и сердечником формовочную полость. При этом одна из центрирующих втулок содержит, по меньшей мере, одно сквозное отверстие для выхода воздуха из формовочной полости. Пресс-форма также содержит модуль пресс-формы для изготовления образцов эластомерного материала, образующий дополнительную формовочную полость, сообщенную с отверстиями для выхода воздуха из формовочной полости. Отверстия выполнены в одной из центрирующих втулок. Также она содержит собственные отверстия или каналы для выхода воздуха из дополнительной формовочной полости. 2 з.п. ф-лы, 3 ил.
1. Пресс-форма для изготовления эластомерной обкладки статора винтовой героторной гидромашины, содержащая сердечник с винтовыми многозаходными зубьями, входной и литьевые каналы, выполненные на одной из сторон сердечника, две центрирующие втулки, установленные по краям сердечника, перекрывающую втулку, установленную на сердечнике со стороны входного и литьевых каналов, а также включающая трубчатый корпус изготавливаемого статора, установленный при помощи центрирующих втулок концентрично сердечнику, образующий с втулками и сердечником формовочную полость, при этом одна из центрирующих втулок содержит, по меньшей мере, одно сквозное отверстие для выхода воздуха из формовочной полости, отличающаяся тем, что она содержит модуль пресс-формы для изготовления образцов эластомерного материала, образующий дополнительную формовочную полость, сообщенную с отверстиями для выхода воздуха из формовочной полости, выполненными в одной из центрирующих втулок, и содержит собственные отверстия или каналы для выхода воздуха из дополнительной формовочной полости.
2. Пресс-форма по п.1, отличающаяся тем, что модуль пресс-формы выполнен в виде скрепленных между собой дисков, один из которых содержит кольцевой бурт, образующий с дисками дополнительную формовочную полость, а также скреплен с поперечной стенкой центрирующей втулки со стороны, противоположной входному и литьевым каналам.
3. Пресс-форма по п.1, отличающаяся тем, что модуль пресс-формы сообщен с отверстием для выхода воздуха из формовочной полости в одном из центрирующих сердечник элементов, закрепленных в трубчатом корпусе изготавливаемого статора, при расположении литьевых каналов на противоположных краях сердечника.
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2290308C2 |
| RU 42472 U1, 10.12.2004 | |||
| Устройство для решения нелинейных задач теории поля | 1985 |
|
SU1357982A1 |
| Высоковольтный силовой конденсатор | 1985 |
|
SU1309099A1 |
| Приспособление для торможения повозок | 1924 |
|
SU2760A1 |
| DE 4421566 С1, 24.08.1995. | |||

