Родственные заявки
Настоящая Заявка связана с Заявкой (США) серийный номер _______ [адвокатская выписка 3156-046], зарегистрированной параллельно с данной и озаглавленной "MODEL PREDICTIVE CONTROL OF AIR POLLUTION CONTROL PROCESSES"; Заявкой (США) серийный номер _______ [адвокатская выписка 3156-046E], зарегистрированной параллельно с данной и озаглавленной "COST BASED CONTROL OF AIR POLLUTION CONTROL"; Заявкой (США) серийный номер _______ [адвокатская выписка 3156-046H], зарегистрированной параллельно с данной и озаглавленной "CONTROL OF ROLLING OR MOVING AVERAGE VALUES OF AIR POLLUTION CONTROL EMISSIONS TO A DESIRED VALUE"; Заявкой (США) серийный номер _______ [адвокатская выписка 3156-0461], зарегистрированной параллельно с данной и озаглавленной "CASCADED CONTROL OF AN AVERAGE VALUE OF A PROCESS PARAMETER TO A DESIRED VALUE"; Заявкой (США) серийный номер _______ [адвокатская выписка 3156-046J], зарегистрированной параллельно с данной и озаглавленной "MAXIMIZING PROFIT AND MINIMIZING LOSSES IN CONTROLLING AIR POLLUTION"; Заявкой (США) серийный номер _______ [адвокатская выписка 3156-046K], зарегистрированной параллельно с данной и озаглавленной "MAXIMIZING REGULATORY CREDITS IN CONTROLLING AIR POLLUTION".NG AIR POLLUTION".
Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к управлению технологическими процессами. Более конкретно настоящее изобретение относится к методикам усовершенствованного управления технологическими процессами, например, используемым для регулирования загрязнения воздушной среды. Примеры таких технологических процессов включают в себя, но не только, мокрую и сухую очистку дымового газа от сернистых соединений (WFGD/DFGD), устранение оксидов азота посредством избирательного каталитического восстановления (SCR) и удаление макрочастиц посредством электростатического осаждения (ESP).
Уровень техники
Мокрая очистка дымового газа от сернистых соединений
Как указано в качестве основания для описания, существует несколько технологических процессов для регулирования загрязнения воздушной среды. Рассмотрим процесс WFGD. Процесс WFGD является наиболее часто используемым технологическим процессом для удаления SO2 из дымового газа в энергетической промышленности. Фиг. 1 - это блок-схема, иллюстрирующая общее представление подсистемы мокрой очистки дымового газа от сернистых соединений (WFGD) для удаления SO2 из грязного дымового газа, который создается ископаемым топливом, к примеру, системами производства электроэнергии на угле, и генерирования сортовых побочных продуктов, например, имеющих свойства, которые позволяют им утилизироваться с минимизированными затратами на утилизацию, или свойства, делающие их применимыми в коммерческих целях.
В США в настоящее время предпочтительным побочным продуктом WFGD является сортовой гипс, имеющий относительно высокое качество (очистка 95+%), пригодный для использования в древесной плите, которая в свою очередь используется в строительстве домов и офисов. Сортовой гипс высокого качества (~92%) также в настоящее время является предпочтительным побочным продуктом WFGD в ЕС и Азии, но в большинстве случаев производится для использования в цементе и в удобрениях. Тем не менее, если будет сокращение на рынке объемов высококачественного гипса, качество сортового гипса, используемого в качестве побочного продукта WFGD, может быть снижено для соответствия менее жестким техническим условиям по качеству, требуемым для утилизации при минимальных затратах. В этом отношении стоимость утилизации может быть минимизирована, если, например, качество гипса подходит либо для бытовой мусорной свалки, либо для зон обратной засыпки, из которых собран уголь, используемый для генерирования электроэнергии.
Как показано на фиг. 1, загрязненный дымовой газ 112 с высоким содержанием SO2 выпускается из парового котла или экономайзера (не показан) системы 110 производства электроэнергии на угле в систему регулирования загрязнения воздушной среды (APC) 120. В общем, загрязненный дымовой газ 112, попадающий в APC 120, не только имеет высокое содержание SO2, но также содержит другие так называемые загрязнители, такие как NOx и твердые частицы. Перед обработкой посредством WFGD-подсистемы загрязненный дымовой газ 112, попадающий в APC 120, сначала направляется в другие APC-подсистемы 122 для удаления NOx и твердых частиц из загрязненного дымового газа 112. Например, загрязненный дымовой газ может обрабатываться посредством подсистемы избирательного каталитического восстановления (SCR) (не показана) для удаления NOx и посредством подсистемы электростатического осаждения (EPS) (не показана) или фильтра (не показан) для удаления твердых частиц.
Дымовой газ 114 с высоким содержанием SO2, выпускаемый из других APC-подсистем 122, направляется в WFGD-подсистему 130. Дымовой газ 114 с высоким содержанием SO2 обрабатывается посредством абсорбционной колонны 132. Специалисты в данной области техники должны понимать, что SO2 в дымовом газе 114 имеет высокую концентрацию кислот. Следовательно, абсорбционная колонна 132 работает таким образом, что обеспечивать контакт дымового газа 114 с высоким содержанием SO2 с суспензией 148, имеющей более высокий уровень pH, чем дымовой газ 114.
Следует принимать во внимание, что большинство традиционных WFGD-подсистем включают в себя блок обработки WFGD типа, показанного на фиг. 1. Это оптимально по многим причинам. Например, как широко известно в данной области техники, блоки обработки WFGD, имеющие распылительные абсорбционные колонны, имеют конкретные желательные характеристики технологического процесса WFGD. Тем не менее, блоки обработки WFGD, имеющие другие конфигурации оборудования абсорбции и окисления, при необходимости могут использоваться вместо показанного на фиг. 1, и при этом предоставлять аналогичную функциональность очистки дымового газа от сернистых соединений, и обеспечивать аналогичные преимущества из дополнительных усовершенствований управления технологическими процессами, представленных в данной заявке. Для простоты и краткости в данном описании рассматривается стандартная распылительная колонна, показанная на фиг. 1, но следует отметить, что представленные принципы могут применяться к другим конфигурациям WFGD.
В ходе обработки в противоточной абсорбционной колонне 132 SO2 в дымовом газе 114 вступает в реакцию с суспензией 148 с высоким содержанием карбоната кальция (известняком и водой) для образования сульфита кальция, который, по сути, является солью, тем самым SO2 удаляется из дымового газа 114. Очищенный от SO2 дымовой газ 116 выпускается из абсорбционной колонны 132 в вытяжную трубу 117 либо в оборудование обработки пара (не показано). Получившаяся преобразованная суспензия 144 направляется в кристаллизатор 134, где соль кристаллизуется. Кристаллизатор 134 и абсорбер 132 типично размещаются в одной колонне без физического разделения между ними, и, хотя они выполняют различные функции (поглощение в газообразной фазе и кристаллизацию в жидкой фазе), эти функции осуществляются в одной технологической камере. Оттуда гипсовая суспензия 146, которая включает в себя кристаллизованную соль, направляется из кристаллизатора 134 в блок 136 обезвоживания. Дополнительно, рециркулирующая суспензия 148, которая может включать в себя (а может и нет) такую же концентрацию кристаллизованных солей, что и гипсовая суспензия 146, направляется из кристаллизатора 134 через насосы 133 и обратно в абсорбционную колонну 132 для продолжения цикла абсорбции.
Нагнетатель 150 нагнетает атмосферный воздух 152 для создания окислительного воздуха 154 для кристаллизатора 134. Окислительный воздух 154 смешивается с суспензией в кристаллизаторе 134 для окисления сульфита кальция до сульфата кальция. Каждая молекула сульфата кальция связывается с двумя молекулами воды для образования соединения, которое, в общем, упоминают как гипс 160. Как показано, гипс 160 удаляется из блока 130 обработки WFGD и продается, к примеру, изготовителям качественных строительных древесных плит.
Восстановленная вода 167 из блока 136 обезвоживания направляется в смеситель/насос 140, где она объединяется со свободной от примесей известковой мукой 174 из дробилки 170 для создания известкой суспензии. Поскольку часть технологической воды теряется в гипсе 160 и потоке 169 отходов, дополнительная свежая вода 162 из источника 164 свежей воды добавляется для сохранения плотности известковой суспензии. Дополнительно, отходы, такие как шлак, удаляются из блока 130 обработки WFGD посредством потока 169 отходов. Отходы могут направляться, например, в шлакоотстойник или утилизироваться другим способом.
Итак, SO2 в дымовом газе 114 с высоким содержанием SO2 абсорбируется посредством суспензии 148 в области контакта с суспензией в абсорбционной колонне 132 и затем кристаллизуется и окисляется в кристаллизаторе 134, и обезвоживается в блоке 136 обезвоживания для образования требуемого технологического побочного продукта, которым в данном примере является сортовой гипс 160. Дымовой газ 114 с высоким содержанием SO2 проходит через абсорбционную колонну 132 в течение нескольких секунд. Полная кристаллизация соли в преобразованной суспензии 144 посредством кристаллизатора 134 может потребовать от 8 до 20 и более часов. Следовательно, кристаллизатор 134 имеет большую емкость, которая служит в качестве резервуара кристаллизуемой суспензии. Рециркулирующая суспензия 148 закачивается обратно в верхнюю часть абсорбера для восстановления дополнительного SO2.
Как показано, суспензия 148 подается в верхнюю часть абсорбционной колонны 132. Колонна 132 типично содержит несколько уровней распылительных насадок для подачи суспензии 148 в колонну 132. Абсорбер 132 функционирует в противоточной конфигурации: струя суспензии течет вниз по абсорберу и входит в контакт с текущим вверх дымовым газом 114 с высоким содержанием SO2, который подан в нижнюю часть абсорбционной колонны.
Свободный от примесей известняк 172 из источника 176 известняка сначала измельчается в дробилке 170 (типично в грануляторе) и затем смешивается с восстановленной водой 167 и свежей добавочной водой 162 в смесителе 140 для образования известняковой суспензии 141. Проток известковой муки 174 и воды 162 через клапан 163 в смеситель/резервуар 140 контролируется таким образом, чтобы поддерживать достаточные запасы свободной от примесей известковой суспензии 141 в смесителе/резервуаре 140. Проток свободной от примесей известковой суспензии 141 в кристаллизатор 134 регулируется таким образом, чтобы поддерживать надлежащий pH для суспензии 148, который в свою очередь регулирует объем SO2, удаляемого из дымового газа 114. Обработка WFGD типично позволяет добиться удаления 92-97% SO2 из дымового газа, хотя специалисты в данной области техники должны принимать во внимание, что за счет использования определенных методик и добавления органических кислот в суспензию удаление SO2 можно увеличить до величины, превышающей 97%.
Как описано выше, традиционные подсистемы WFGD возвращают в оборот суспензию. Хотя часть отработавшей воды и других отходов типично генерируется в производстве гипса, вода регенерируется до некоторой степени и используется для пополнения свободной от примесей известковой суспензии, тем самим минимизируя отходы и затраты, которые связаны с обработкой технологической воды.
Следует принимать во внимание, что, поскольку известняк в большинстве случаев легко доступен в больших объемах, он, как правило, используется в качестве реагента в очистке каменноугольного газа от сернистых соединений. Тем не менее, другие реагенты, такие как негашеная известь или натриевое соединение, альтернативно могут использоваться вместо известняка. Эти другие реагенты типично более дорогие и в настоящее время не могут конкурировать по затратам с известняковым реагентом. Тем не менее, с помощью очень небольшой модификации смесителя 140 и вышерасположенного источника реагентов существующая WFGD известняком может выполняться с помощью негашеной извести или натриевого соединения. Фактически, большинство систем WFGD включают в себя резервную подсистему извести, с тем чтобы WFGD могла осуществляться в случае проблем с поставками известняка или длительного технического обслуживания дробилки 170.
Фиг. 2 дополнительно показывает подробности подсистемы WFGD, показанной на фиг. 1. Как показано, блок 136 обезвоживания может включать в себя первичный блок 136A обезвоживания и вторичный блок 136B обезвоживания. Первичный блок 136A обезвоживания предпочтительно включает в себя гидроциклоны для разделения гипса и воды. Вторичный блок 136B обезвоживания предпочтительно включает в себя ленточную сушилку для осушения гипса. Как описано выше, дымовой газ 114 поступает в абсорбер 132 типично сбоку и течет вверх через брызги известняковой суспензии, которая распыляется в верхней части абсорбционной колонны. До выхода из абсорбера дымовой газ подается через брызгоуловитель (ME) (не показан), который находится в верхней части абсорбера 132; брызгоуловитель удаляет захваченную жидкость и твердые вещества из струи дымового газа. Чтобы в брызгоуловитель не попадали твердые вещества, применяется мокрая очистка 200 брызгоуловителя. Следует понимать, что очистка 200 ME поддерживает чистоту ME в абсорбционной колонне 132 с помощью воды из источника 164 свежей воды. Вода 200 для очистки ME - это самая чистая вода, подаваемая в WFGD-подсистему 130.
Как упоминалось выше, брызги известняковой суспензии абсорбируют значительный процент SO2 (к примеру, 92-97%) из дымового газа, который протекает через абсорбционную колонну 132. После абсорбции SO2 струя суспензии течет вниз в кристаллизатор 134. В практической реализации абсорбционная колонна 132 и кристаллизатор 134 зачастую помещаются в единой структуре, при этом абсорбционная колонна находится сразу над кристаллизатором. В этих реализациях струя суспензии просто стекает вниз единой структуры для кристаллизации.
Известковая суспензия вступает в реакцию с SO2 для генерирования гипса (дегидрата сульфата кальция) в кристаллизаторе 134. Как упоминалось выше, искусственный сжатый окислительный воздух 154 используется для содействия окислению, которое осуществляется в следующей реакции:
SO2+CaCO3+1/2O2+2H2O->CaSO4·2H2O+CO2 (1)
Окислительный воздух 154 подается в кристаллизатор 134 посредством нагнетателя 150. Окислительный воздух предоставляет дополнительный кислород, необходимый для преобразования сульфита кальция в сульфат кальция.
Абсорбционная колонна 132 используется для обеспечения тесного контакта дымового газа и жидкой суспензии, необходимого для достижения высокой эффективности удаления согласно требованиям по защите окружающей среды. Противоточные открытые распылительные абсорбционные колонны предоставляют особенно желательные характеристики для обработки WFGD известнякового гипса: они по сути являются надежными, имеют меньший потенциал закупоривания, чем другие основанные на колоннах компоненты блоков обработки WFGD, вызывают низкий перепад давлений и являются экономичными с точки зрения как капитальных, так и операционных расходов.
Как показано на фиг. 2, источник 164 воды типично включает в себя водяной бак 164A для хранения достаточного количества свежей воды. Кроме того, типично имеется один или более насосов 164B для нагнетания ME-очистки 200 в абсорбционную колонну 132 и один или более насосов 164C для подачи под давлением потока 162 свежей воды в смеситель 140. Смеситель 140 включает в себя смесительный бак 140A и один или более насосов 140B подачи суспензии для перемещения свободной от примесей известковой суспензии 141 в кристаллизатор 134. Один или более дополнительных очень крупных насосов 133 подачи суспензии (см. фиг. 1) требуются для подъема суспензии 148 из кристаллизатора 134 в несколько уровней распыления верхней части абсорбционной колонны 132.
Как описано дополнительно ниже, типично известковая суспензия 148 попадает в абсорбционную колонну 132 посредством распылительных насадок (не показаны), находящихся на различных уровнях абсорбционной колонны 132. При полной нагрузке большинство WFGD-подсистем работают с, по меньшей мере, одним запасным насосом 133 подачи суспензии. При пониженной нагрузке часто можно достигать требуемой эффективности удаления SO2 с помощью меньшего числа насосов 133 подачи суспензии. Существует существенный материальный стимул в уменьшении нагрузки насосов 133 подачи суспензии. Эти насосы являются одними из наиболее крупных насосов в мире и приводятся в действие электричеством, которое в противном случае можно было продавать непосредственно в электроэнергетической системе (паразитная силовая нагрузка).
Гипс 160 отделяется от жидкостей в гипсовой суспензии 146 в первичном блоке 136A обезвоживания типично с помощью гидроциклона. Слив гидроциклона и одного или более других компонентов первичного блока 136A обезвоживания содержит небольшой объем твердых веществ. Как показано на фиг. 2, это сливная суспензия 146A возвращается в кристаллизатор 134. Восстановленная вода 167 отправляется обратно в смеситель 140, чтобы сделать свежую известняковую суспензию. Другие отходы 168, как правило, направляются из первого блока 136A обезвоживания в шлакоотстойник 210. Сгущенная суспензия 202 направляется во вторичный блок 136B обезвоживания, который часто имеет форму ленточного фильтра, где она обезвоживается для получения побочного продукта 160 из гипса. Помимо этого, восстановленная вода 167 из вторичного блока 136B обезвоживания возвращается в смеситель/насос 140. Как показано на фиг. 1, пробы 161 гипса берутся вручную или другим образом и анализируются, типично каждые несколько часов, для определения чистоты гипса 160. Стандартных прямых оперативных измерений чистоты гипса не существует.
Как показано на фиг. 1, пропорционально-интегрально-дифференциальный (PID) контроллер 180 традиционно используется вместе с упреждающим (FF) контроллером 190 для управления работой WFDG-подсистемы. Ранее PID-контроллеры выполняли функции пневматического аналогового управления. Сегодня PID-контроллеры выполняют функции прямого цифрового управления с помощью математических формулировок. Назначение FF 190/PID-контроллера 180 заключается в управлении pH суспензии на основе установленной связи. Например, может быть установлена связь между регулировкой клапана 199, показанного на фиг. 1, и измеренным значением pH суспензии 148, текущей из кристаллизатора 134 в абсорбционную колонну 132. Если так, клапан 199 управляется таким образом, чтобы pH суспензии 148 соответствовал требуемому значению 186, часто упоминаемому как уставка (SP).
FF 190/ PID-контроллер 180 регулирует поток известняковой суспензии 141 через клапан 199 на основе уставки pH для увеличения или уменьшения значения pH суспензии 148, измеренного pH-датчиком 182. Следует понимать, что это достигается посредством передачи FF/PID-контроллером соответствующих управляющих сигналов 181 и 191, что приводит к команде регулировки клапана, показанной как SP 196 регулирования потока, в контроллер потока, который предпочтительно является частью клапана 199. В ответ на SP 196 регулирования потока контроллер потока в свою очередь управляет регулировкой клапана 199, чтобы изменить поток известняковой суспензии 141 из микшера/насоса 140 в кристаллизатор 134.
Настоящий пример показывает контроль pH с помощью комбинации FF-контроллера 190 и PID-контроллера 180. Некоторые установки не включают в себя FF-контроллер 190.
В настоящем примере PID-контроллер 180 генерирует сигнал 181 управления PID посредством обработки измеренного значения 183 pH суспензии, принятого от pH-датчика 182, в соответствии с алгоритмом регулирования потока суспензии, представляющим установленную связь между измеренным значением 183 pH суспензии 148, протекающей из кристаллизатора 134 в абсорбционную колонну 132. Алгоритм типично хранится в PID-контроллере 180, хотя это не обязательно. Сигнал 181 управления может представлять, например, уставку клапана (VSP) для клапана 199 или уставку измеренного значения (MVSP) для потока измельченной известковой суспензии 141, выходящей из клапана 199.
В данной области техники широко известно, что алгоритм, используемый PID-контроллером 180, имеет пропорциональный элемент, интегральный элемент и дифференцирующий элемент. PID-контроллер 180 сначала вычисляет разность между требуемым SP и измеренным значением для определения ошибки. Далее PID-контроллер применяет ошибку к пропорциональному элементу алгоритма, которым является корректируемая константа для PID-контроллера или для каждого из PID-контроллеров, если несколько PID-контроллеров используется в WFGD-подсистеме. PID-контроллер типично умножает фактор настройки или технологическое усиление посредством ошибки для получения пропорциональной функции для регулирования клапана 199.
Тем не менее, если PID-контроллер 180 не имеет корректного значения фактора настройки или технологического усиления или если условия технологического процесса изменяются, пропорциональная функция будет неточной. Из-за этой неточности VSP или MVSP, сгенерированный PID-контроллером 180, фактически имеет смещение от значения, соответствующего требуемому SP. Следовательно, PID-контроллер 180 применяет накопленную ошибку во времени с помощью интегрального элемента. Интегральный элемент является фактором времени. При этом PID-контроллер 180 умножает фактор настройки или технологическое усиление на накопленную ошибку для устранения смещения.
Обратимся к дифференцирующему элементу. Дифференцирующий элемент является коэффициентом ускорения, ассоциативно связанным с продолжающимся изменением. На практике дифференцирующий элемент редко применяется в PID-контроллерах, используемых для управления WFGD-процессами. Это обусловлено тем, что применение дифференцирующего элемента не имеет конкретной выгоды для этого типа варианта применения управления. Таким образом, большинство контроллеров, используемых в WFGD-подсистемах, - это фактически PI-контроллеры. Тем не менее, специалисты в данной области техники должны признавать, что при необходимости PID-контроллер 180 легко может быть сконфигурирован необходимой логикой для применения дифференцирующего элемента традиционным способом.
Таким образом, предусмотрено три константы настройки, которые могут применяться традиционными PID-контроллерами для управления значениями технологических параметров, такими как pH рециркулирующей суспензии 148, поступающей в абсорбционную колонну 132, до уставки, например, потока свежей известняковой суспензии 141 в кристаллизатор 134. Вне зависимости от используемой уставки она всегда устанавливается в отношении значения технологического параметра, а не в отношении требуемого результата, например, значения SO2, остающегося в дымовом газе 116, выпускаемом из абсорбционной колонны 132. Иначе говоря, уставка идентифицируется в отношении технологического процесса и необходимо, чтобы управляемое значение технологического процесса измерялось напрямую, чтобы PID-контроллер мог контролировать его. Хотя точная форма алгоритма может изменяться от одного производителя оборудования к другому, базовый алгоритм PID-контроля использовался в обрабатывающей промышленности более 75 лет.
Обратимся снова к фиг. 1 и 2, на которых показано, что на основе принимаемой команды от PID-контроллера 180 и FF-контроллера 190 контроллер потока генерирует сигнал, который инструктирует открывание или закрывание клапана 199, тем самым повышая или понижая поток измельченной известковой суспензии 141. Контроллер потока продолжает управление регулированием клапана до тех пор, пока клапан 199 не откроется или закроется для соответствия VSP измеренного значения объема известняковой суспензии 141, текущей из клапана 199, значению MVSP.
В вышеописанном традиционном примерном WFGD-контроле pH суспензии 148 управляется на основе требуемой уставки 186 pH. Для выполнения управления PID 180 принимает значение технологического процесса, т.е. измеренное значение pH 183 суспензии 148, от датчика 182. PID-контроллер 180 обрабатывает значение технологического процесса для генерирования команд 181 клапану 199 для регулирования потока свежей известняковой суспензии 141, которая имеет более высокий pH, чем суспензия 144 кристаллизатора, из смесителя/резервуара 140, и тем самым регулируя pH суспензии 148. Если команды 181 приводят к дополнительному открытию клапана 199, больше известняковой суспензии 141 протекает из смесителя 140 и в кристаллизатор 134, приводя к повышению pH суспензии 148. С другой стороны, если команды 181 приводят к закрытию клапана 199, меньше известняковой суспензии 141 протекает из смесителя 140 и, следовательно, в кристаллизатор 134, что приводит к понижению pH суспензии 148.
Дополнительно, WFGD-подсистема может содержать упреждающий контур, который реализуется с помощью упреждающего блока 190 для обеспечения стабильной работы. Как показано на фиг. 1, значение концентрации SO2 189 в дымовом газе 114, поступающем в абсорбционную колонну 132, измеряется датчиком 188 и вводится в упреждающий блок 190. Многие WFGD-системы, которые включают в себя элемент FF-управления, могут объединять концентрацию 189 входящего дымового газа SO2 с показателем нагрузки генератора из системы 110 производства электроэнергии для определения количества входящего SO2 вместо просто концентрации и последующего использования количества входящего SO2 в качестве входа в FF 190. Упреждающий блок 190 выступает в качестве пропорционального элемента с задержкой по времени.
В описываемой примерной реализации упреждающий блок 190 принимает последовательность измерений 189 SO2 от датчика 188. Упреждающий блок 190 сравнивает текущее принимаемое значение концентрации со значением концентрации, принятым непосредственно перед текущим принимаемым значением. Если упреждающий блок 190 определяет, что изменение в измеренных концентрациях SO2 произошло, например, от 1000-1200 частей на миллион, он конфигурируется логикой сглаживания ступенчатой функции, тем самым не допуская скачка в работе.
Упреждающий контур значительно повышает стабильность обычной работы, поскольку отношение между значением pH суспензии 148 и объемом известняковой суспензии 141, поступающей в кристаллизатор 134, в высшей степени нелинейно, а PID-контроллер 180 по сути является линейным контроллером. Таким образом, без упреждающего контура PID 180 очень трудно обеспечивать точное управление широким диапазоном pH с помощью одинаковых констант настройки.
Посредством управления pH суспензии 148 PID-контроллер 180 осуществляет удаление SO2 из дымового газа 114 с высоким содержанием SO2 и контроль качества побочного продукта 160 из гипса, произведенного посредством WFGD-подсистемы. Увеличение pH суспензии посредством повышения потока свежей известняковой суспензии 141 увеличивает объем SO2, удаленного из дымового газа 114 с высоким содержанием SO2. С другой стороны, повышение потока известняковой суспензии 141 и, таким образом, увеличение pH суспензии 148 замедляет окисление SO2 после абсорбции и, таким образом, преобразование сульфита кальция в сульфат, что в свою очередь приводит к ухудшению качества производимого гипса 160.
Таким образом, имеются конфликтующие управляющие цели удаления SO2 из дымового газа 114 с высоким содержанием SO2 и поддержания требуемого качества побочного продукта 160 из гипса. Т.е. может быть конфликт между удовлетворением SO2 требованиям по выбросам и требованиям к качеству гипса.
Фиг. 3 проясняет дополнительные аспекты WFGD-подсистемы, описанной со ссылкой на фиг. 1 и 2. Как показано, дымовой газ 114 с высоким содержанием SO2 поступает в нижнюю часть абсорбционной колонны 132 через отверстие 310, и дымовой газ 116 без SO2 выходит из верхней части абсорбционной колонны 132 через отверстие 312. В этой примерной традиционной реализации показана противоточная абсорбционная колонна с несколькими уровнями струй суспензии. Как показано, очистка 200 ME поступает в абсорбционную колонну 132 и распределяется посредством промывочных пульверизаторов (не показаны).
Кроме того, показано несколько насадок 306A, 306B и 306C, каждая из которых имеет распылитель 308A, 308B или 308C суспензии, который распыляет суспензию в дымовой газ для абсорбции SO2. Суспензия 148 закачивается из кристаллизатора 134, показанного на фиг. 1, посредством нескольких насосов 133A, 133B и 133C, каждый из которых закачивает суспензию до собственного одного из уровней насадок 306A, 306B или 306C для суспензии. Следует понимать, что, хотя показано три различных уровня насадок для суспензии и пульверизаторов, число насадок и пульверизаторов должно варьироваться в зависимости от конкретной реализации.
Соотношение скорости потока жидкой суспензии 148, поступающей в абсорбер 132, к скорости потока дымового газа 116, выходящего из абсорбера 132, как правило, характеризуется как L/G. L/G - это один из ключевых структурных параметров в WFGD-подсистемах.
Скорость потока дымового газа 116 (насыщенного паром), обозначенная G, является функцией от входящего дымового газа 112 из системы 110 производства электроэнергии вверх по блоку обработки 130 WFGD. Таким образом, G не управляется (и не может управляться), но должно адресоваться в обработке WFGD. Таким образом, для оказания влияния на L/G L должно корректироваться. Регулирование числа работающих насосов для суспензии и "линейка" этих насосов для суспензии управляет скоростью потока жидкой суспензии 148 в абсорбционную колонну 132 WFGD, обозначенной как L. Например, если запущено только два насоса, работа насосов для верхних двух уровней распыления в сравнении с насосами до верхних и нижних уровней распыления создает различные L.
Можно регулировать L посредством управления работой насосов 133A, 133B и 133C для суспензии. Отдельные насосы могут включаться и выключаться для корректировки скорости потока жидкой суспензии 148 в абсорбционную колонну 132 и эффективной высоты, при которой жидкая суспензия 148 подается в абсорбционную колонну. Чем выше суспензия подается в колонну, тем больше времени контакта с дымовым газом она имеет, что приводит к удалению большего объема SO2, но это дополнительное удаление SO2 осуществляется за счет повышения потребления электроэнергии для закачивания суспензии до более высокого уровня распыления. Следует принимать во внимание, что чем больше число насосов, тем больше модульность такого управления.
Насосы 133A-133C, которые являются очень крупными элементами вращательного оборудования, могут запускаться и останавливаться автоматически или вручную. Чаще всего в США эти насосы управляются вручную посредством оператора подсистемы. В Европе более распространено автоматизировать запуск и остановку вращательного оборудования, такого как насосы 133A-133C.
Если скорость потока дымового газа 114, поступающего в блок 130 обработки WFGD, изменяется вследствие изменения в работе системы 110 производства электроэнергии, оператор WFGD-подсистемы регулирует работу одного или более насосов 133A-133C. Например, если скорость потока дымового газа упала до 50% от расчетной нагрузки, оператор или специальная логика в системе управления может отключить один или более насосов, которые закачивают суспензию в насадки уровня распыления при одном или более уровней распыления.
Хотя не показано на фиг. 3, следует принимать во внимание, что дополнительные уровни распыления с ассоциативно связанными насосами и насадками для суспензии зачастую предоставляются при использовании в ходе обслуживания другого насоса или других насадок для суспензии или распылителей суспензии, ассоциативно связанных с первичными уровнями распыления. Добавление этого дополнительного уровня распыления увеличивает капитальные затраты абсорбционной колонны и, следовательно, подсистемы. Следовательно, некоторые владельцы WFGD принимают решение удалить дополнительный уровень распыления и избежать этих дополнительных капитальных затрат и вместо этого добавляют органические кислоты в суспензию для повышения ее способности абсорбции и, как следствие, удаления SO2 из дымового газа в ходе периодов обслуживания. Тем не менее, эти добавки являются дорогими и, следовательно, их использование приводит к повышению операционных затрат, что со временем может компенсировать экономию капитальных затрат.
Как указано в уравнении 1 выше, для абсорбции SO2 должна произойти химическая реакция между SO2 в дымовом газе и известняком в суспензии. Результатом химической реакции в абсорбере является формирование сульфита кальция. В кристаллизаторе 134 сульфит кальция окисляется для образования сульфата кальция (гипса). В ходе этой химической реакции потребляется кислород. Для предоставления достаточного количества кислорода и увеличения скорости реакции дополнительный O2 добавляется посредством обдувки сжатого воздуха 154 в жидкую суспензию в кристаллизаторе 134.
Более конкретно, как показано на фиг. 1, атмосферный воздух 152 сжимается для образования сжатого воздуха 154 и подается в кристаллизатор 134 посредством нагнетателя, к примеру вентилятора 150, для окисления сульфита кальция в рециркулирующей суспензии 148, которая возвращается из кристаллизатора 134 в абсорбер 132, и гипсовой суспензии 146, отправленной в систему 136 обезвоживания для дополнительной обработки. Для упрощения регулирования потока окислительного воздуха 154 нагнетатель 150 может иметь механизм регулирования нагрузки или скорости.
Предпочтительно, суспензия в кристаллизаторе 134 имеет избыток кислорода. Тем не менее, существует верхний предел объема кислорода, который может поглощаться или удерживаться суспензией. Если уровень кислорода O2 в суспензии становится слишком низким, химическое окисление CaSO3 в CaSO4 в суспензии прекращается. Когда это происходит, это, в общем, упоминается как засорение известняком. После засорения известняком известняк перестает растворяться в растворе суспензии, и удаление SO2 может быть значительно сокращено. Наличие микромалого количества некоторых минералов также может значительно замедлить окисление сульфита кальция и растворение известняка для создания засорения известняком.
Поскольку объем O2, который растворяется в суспензии, является неизмеряемым параметром, в суспензии может не хватать O2 в традиционных WFGD-подсистемах, если надлежащие упредительные меры не предприняты. Это особенно актуально в летние месяцы, когда более высокая температура окружающего воздуха снижает плотность окружающего воздуха 152 и уменьшает объем окислительного воздуха 154, который может быть подан в кристаллизатор 134 нагнетателем 150 при максимальной скорости или нагрузке. Дополнительно, если объем SO2, удаленного из дымового газа, существенно возрастает, соответствующий объем дополнительного O2 требуется для окисления SO2. Таким образом, в суспензии фактически может не хватать O2 вследствие увеличения потока SO2 в блоке обработки WFGD.
Необходимо впустить сжатый воздух 154 в количестве, достаточном в рамках проектных ограничений для окисления абсорбированного SO2. Если есть возможность регулирования скорости или нагрузки нагнетателя 150, и отключение нагнетателя 150 при меньшей нагрузке SO2 или в течение периодов более низких температур окружающего воздуха возможно, поскольку это экономит электроэнергию. Когда нагнетатель 150 достигает максимальной нагрузки или весь кислород O2 нерегулируемого нагнетателя 150 используется, невозможно окислять пошаговое увеличение SO2. При пиковой нагрузке или без регулирования скорости посредством нагнетателя 150, которое точно отслеживает удаление SO2, можно создать недостаток O2 в кристаллизаторе 134.
Тем не менее, поскольку невозможно измерять O2 в суспензии, уровень O2 в суспензии не используется в качестве ограничения при работе традиционных WFGD-подсистем. Таким образом, не существует способа точного мониторинга того, когда в суспензии в кристаллизаторе 134 становится недостаточно O2. Следовательно, операторы в лучшем случае полагают, что в суспензии не хватает O2, если есть заметное ухудшение качества побочного продукта 160 из гипса, и используют свою оптимальную оценку для контроля скорости нагнетателя 150 или снижения эффективности абсорбции SO2 для балансировки O2, подаваемого в суспензию с помощью абсорбированного SO2, который должен быть окислен. Следовательно, в традиционных WFGD-подсистемах балансировка O2, подаваемого в суспензию, с SO2, который требуется абсорбировать из дымового газа, основана в лучшем случае на оценке оператора.
Итак, традиционное управление крупными WFGD-подсистемами для коммунальных вариантов применения обычно выполняется в рамках распределенной системы управления (DCS) и, в общем, состоит из логики управления "включение-выключение", а также контуров управления с обратной связью FF/PID. Управляемые параметры ограничены уровнем pH в суспензии, отношением L/G и потоком подаваемого окислительного воздуха.
pH должен поддерживаться в рамках определенного диапазона для обеспечения высокой растворимости SO2 (т.е. эффективности удаления SO2), высококачественного (чистого) гипса и недопущения повышения масштаба. Рабочий диапазон pH - это функция от оборудования и рабочих условий. pH контролируется посредством регулирования потока известняковой суспензии 141 в кристаллизатор 134. Регулирование потока известняковой суспензии основано на измеренном pH суспензии, обнаруженном датчиком. В типичной реализации PID-контроллер и, необязательно, FF-контроллер, включенный в DCS, каскадно включаются в контроллер потока известняковой суспензии. Стандартный PID-алгоритм по умолчанию используется в варианте применения управления pH.
Отношение жидкости к газу (L/G) - это отношение жидкой суспензии 148, текущей в абсорбционную колонну 132, к потоку 114 дымового газа. Для данного набора параметров подсистемы минимальное отношение L/G требуется для достижения требуемой абсорбции SO2 на основе растворяемости SO2 в жидкой суспензии 148. Отношение L/G изменяется либо при изменении потока дымового газа 114, либо при изменении потока жидкой суспензии 148, что типично происходит, когда насосы 133 для суспензии включаются или отключаются.
Окисление сульфита кальция для образования сульфата кальция, т.е. гипса, улучшается посредством принудительного окисления с помощью дополнительного кислорода в реакционном баке кристаллизатора 134. Дополнительный кислород подается посредством нагнетания воздуха в раствор суспензии в кристаллизаторе 134. При недостаточном окислении засорение сульфитом известняка может возникать, что приводит к недостаточному качеству гипса, и потенциально меньшей эффективности удаления, и высокой химической потребности в кислороде (COD) отработавшей воды.
Традиционная схема управления WFGD-процессом состоит из стандартных блоков управления с независимыми, а не интегрированными целями. В настоящее время оператор совместно с инженерными специалистами должен постараться обеспечить оптимальное управление технологическим процессом. Для обеспечения этого управления оператор должен принимать во внимание различные цели и ограничения.
Минимизация операционных расходов WFGD. Электростанции работают исключительно для того, чтобы приносить прибыль своим владельцам. Таким образом, выгодно эксплуатировать WFGD-подсистему с минимальными соответствующими затратами, при этом в соответствии с технологическими, законодательными ограничениями и ограничениями по качеству побочных продуктов, а также бизнес-средой.
Максимизация удаления SO2. Законодательство в области чистого воздуха устанавливает требования по удалению SO2. WFGD-подсистемы должны эксплуатироваться для удаления SO2 наиболее эффективным способом в соответствии с технологическими, законодательными ограничениями и ограничениями по качеству побочных продуктов, а также бизнес-средой.
Соответствие техническим условиям качества гипса. Реализация гипса как побочного продукта снижает операционные затраты на WFGD и в значительной степени зависит от чистоты побочных продуктов согласно надлежащим техническим условиям. WFGD-подсистемы должны эксплуатироваться для создания побочного продукта из гипса соответствующего качества в соответствии с технологическими, законодательными ограничениями и ограничениями по качеству побочных продуктов, а также бизнес-средой.
Недопущение забивания известняком. Колебания нагрузки и изменения в содержании топливной серы могут вызывать отклонения SO2 в дымовом газе 114. Без надлежащих компенсационных регулировок это может приводить к высоким концентрациям сульфита в суспензии, что в свою очередь приводит к засорению известняком, меньшей эффективности удаления SO2 из абсорбционной колонны 132, плохому качеству гипса и высокой химической потребности в кислороде (COD) отработавшей воды. WFGD-подсистемы должны функционировать, чтобы не допускать засорения известняком, в соответствии с технологическими ограничениями.
В типичной рабочей последовательности оператор WFGD-подсистемы задает уставки WFGD-процесса для балансировки конкурирующих целей и ограничений на основе традиционных рабочих процедур и знания WFGD-процесса. Уставки, как правило, включают в себя pH и рабочее состояние насосов 133 для суспензии и нагнетателя 150 окислительного воздуха.
Существуют сложные взаимодействия и динамика в WFGD-процессе; как результат, оператор выбирает умеренные рабочие параметры, с тем чтобы WFGD-подсистема могла соответствовать или превышать значительные ограничения по удалению SO2 и качеству гипса. Делая эти умеренные настройки, оператор зачастую (если не всегда) жертвует минимизацией операционных издержек.
Например, фиг. 4 иллюстрирует эффективность удаления SO2 и чистоту гипса как функцию от pH. По мере увеличения pH эффективность удаления SO2 возрастает, однако качество гипса падает. Поскольку оператор заинтересован в повышении как эффективности удаления SO2, так и качества гипса, оператор должен определять уставку pH, которая является компромиссом между этими конкурирующими целями.
Помимо этого, в большинстве случаев оператор должен обеспечить гарантированный уровень чистоты гипса, например, чистоту 95%. Вследствие сложности отношений, показанных на фиг 4, отсутствия стандартных прямых оперативных измерений чистоты гипса, длинной временной динамики кристаллизации гипса и произвольных вариаций в работе оператор зачастую выбирает ввод уставки pH, которая гарантирует, что уровень чистоты гипса выше заданного ограничения при любых условиях. Тем не менее, гарантируя чистоту гипса, оператор часто жертвует эффективностью удаления SO2. Например, на основе графика на фиг. 4 оператор может выбрать pH в 5,4, чтобы гарантировать резерв 1% выше ограничения на чистоту гипса в 95%. Тем не менее, при выборе этой уставки pH оператор жертвует 3% эффективности удаления SO2.
Оператор сталкивается с аналогичными компромиссами, когда нагрузка SO2, т.е. поток дымового газа 114, падает от полного до среднего. В некоторой точке в ходе этого перехода может быть выгодным отключить один или несколько насосов 133 для суспензии в целях экономии электроэнергии, поскольку непрерывная работа насоса может обеспечить только немного более высокую эффективность удаления SO2. Тем не менее, поскольку отношение между затратами на электроэнергию и эффективностью удаления SO2 не очень хорошо понимается большинством операторов, операторы типично используют умеренный подход. С помощью этого подхода операторы не могут регулировать линейку насосов 133 для суспензии, даже хотя более выгодным должно быть отключение одного или более насосов 133 для суспензии.
Также широко известно, что многие законодательные разрешения по выбросам предоставляют немедленные ограничения по выбросам и определенную форму скользящего среднего ограничений по выбросам. Скользящее среднее ограничений по выбросам - это среднее значений мгновенных выбросов в течение определенного движущегося (или скользящего) периода времени. Период времени может составлять от 1 часа до 1 года. Некоторые типичные периоды времени - это 1 час, 3 часа, 8 часов, 24 часа, 1 месяц и 1 год. Чтобы обеспечить возможность динамических отклонений в технологическом процессе, ограничения на мгновенные выбросы типично выше, чем скользящее среднее ограничение. Тем не менее, непрерывная работа при ограничении на мгновенные выбросы приводит к нарушению скользящего среднего ограничения.
Традиционно, PID 180 управляет выбросами для мгновенного ограничения, что относительно просто. Для этого рабочее ограничение технологического процесса, т.е. мгновенное значение, задается в рамках фактического законодательного ограничения по выбросам, тем самым обеспечивая запас надежности.
С другой стороны, контроль выбросов для скользящего среднего ограничения более сложный. Период времени для скользящего среднего постоянно движется вперед. Следовательно, в любое данное время активно несколько периодов времени, охватывая один период времени от данного времени назад за период времени, и другой период времени, идущий от данного времени вперед за период времени.
Традиционно оператор пытается контролировать выбросы до скользящего среднего ограничения посредством либо просто сохранения достаточного предела между рабочей константой, заданной в PID 180 для мгновенного ограничения, и фактическим законодательным ограничением на выбросы, либо с помощью оценки оператора для задания рабочей константы с учетом скользящего среднего ограничения. В любом случае нет явного управления скользящими средними выбросами и поэтому нет способа обеспечения соответствия со скользящим средним ограничением или предотвращения дорогого избыточного соответствия.
Система избирательного каталитического восстановления
Вкратце обратившись к еще одному примерному технологическому процессу для регулирования загрязнения воздушной среды, системе избирательного каталитического восстановления (SCR) для удаления NOx, можно идентифицировать аналогичные рабочие задачи. Общее представление процесса SCR показано на фиг. 20.
Следующее общее представление процесса взято из "Control of Nitrogen Oxide Emissions: Selective Catalytic Reduction (SCR)", Topical Report Number 9, Clean Coal Technology, U.S Dept. of Energy, 1997 г.
Общее представление технологического процесса
NOx, который состоит главным образом из NO с меньшим количеством NO2, преобразуется в азот посредством реакции с NH3 с катализатором при наличии кислорода. Небольшая часть SO2, созданного в паровом котле посредством окисления серы в угле, окисляется в триоксид серы (SO3) с катализатором SCR. Помимо этого, побочные реакции могут генерировать нежелательные побочные продукты: сульфат аммония (NH4)2SO4 и бисульфат аммония NH4HSO4. Существуют сложные отношения, управляющие образованием этих побочных продуктов, но они могут быть минимизированы посредством надлежащего управления условиями технологического процесса.
Проскок аммиака
Непрореагировавший NH3 в идущем вниз дымовом газе реактора SCR упоминается как проскок NH3. Важно поддерживать проскок NH3 ниже 5 промилле, предпочтительно 2-3 промилле, чтобы минимизировать образование (NH4)2SO4 и NH4HSO4, что может привести к закупорке и коррозии оборудования для послевулканизационной обработки. Это представляет большую проблему в случае угля с высоким содержанием серы, вызывая более высокие уровни SO3 в результате как более высоких начальных уровней SO3 вследствие содержания топливной серы, так и окисления SO2 в реакторе SCR.
Рабочая температура
Стоимость катализатора составляет 15-20% капитальных расходов на SCR-блок; следовательно, важно работать при максимально высокой температуре для максимизации пространственной скорости и, следовательно, минимизации объема катализатора. В то же время, необходимо минимизировать скорость окисления SO2 до SO3, что более чувствительно к температуре, чем реакция SCR. Оптимальная рабочая температура для процесса SCR, использующего катализаторы на основе оксидов титана и ванадия, составляет порядка 650-750°F. Большинство установок используют обходной канал экономайзера для предоставления дымового газа в реакторы при требуемой температуре в ходе периодов, когда температура дымового газа низкая, например, в ходе работы при низкой нагрузке.
Катализаторы
Катализаторы SCR изготовляются из керамического материала, который является смесью носителя (оксид титана) и активных компонентов (оксидов ванадия и, в некоторых случаях, вольфрама). Две основные формы катализатора SCR, используемые сегодня, - это пористая структура и пластина. Форма пористой структуры - это обычно прессованная керамика с катализатором, либо встроенным в структуру (гомогенным), либо нанесенным на подложку. В геометрии пластина подложки, как правило, покрыта катализатором. При обработке дымового газа, содержащего золу, реакторы типично являются вертикальными, с нисходящим потоком дымового газа. Катализатор типично помещается последовательно от двух до четырех трактов, или слоев. Для более оптимального использования катализатора часто используют три или четыре слоя с запасом для дополнительного слоя, который обычно не устанавливается.
По мере снижения активности катализатора устанавливается дополнительный катализатор в доступные позиции реактора. По мере продолжения дезактивации катализатор заменяется на основе циклического сдвига, по одному слою за раз, начиная с верха. Эта стратегия приводит к максимальному использованию катализатора. Катализатор подвергается периодической обдувке для удаления нагара с помощью пара в качестве очищающего средства.
Химия
Химия процесса SCR задается следующим образом:
4NO+4NH3+O2->4N2+6H2O; 2NO2+4NH3+O2->3N2+6H2O
Побочные реакции задаются следующим образом:
SO2+1/2O2->SO3; 2NH3+SO3+H2O->(NH4)2SO4; NH3+SO3+H2O->NH4HSO4
Описание процесса
Как показано на фиг. 20, грязный дымовой газ 112 выходит из системы 110 производства электроэнергии. Этот дымовой газ может обрабатываться другими подсистемами 122 для регулирования загрязнения воздушной среды (APC) перед попаданием в подсистему 2170 избирательного каталитического восстановления (SCR). Дымовой газ также может обрабатываться другими APC-подсистемами (не показаны) после выхода из SCR и до попадания в вытяжную трубу 117. NOx во входящем дымовом газе измеряется с помощью одного или более анализаторов 2003. Дымовой газ с NOx 2008 проходит через распылительную сетку 2050 для подачи аммиака (NH3). Аммиак 2061 смешивается с разжижающим воздухом 2081 посредством смесителя 2070 аммиака и разжижающего воздуха. Смесь 2071 дозированно подается в дымовой газ посредством распылительной сетки 2050. Нагнетатель 2080 разжижающего воздуха подает атмосферный воздух 152 в смеситель 2070, и подсистема 2060 хранения и подачи аммиака подает аммиак в смеситель 2070. Дымовой газ с высоким содержанием NOx, аммиак и разжижающий воздух 2055 входят в SCR-реактор 2002 и охватывают SCR-катализатор. SCR-катализатор способствует восстановлению NOx с аммиаком до азота и воды. Свободный от NOx дымовой газ 2008 выходит из SCR-реактора 2002 и уходит со станции потенциально посредством других APC-подсистем (не показаны) и вытяжной трубы 117.
Существуют дополнительные NOx-анализаторы 2004 в потоке 2008 свободного от NOx дымового газа, выходящем из SCR-реактора 2002 или вытяжной трубы 117. Измеренное выходное значение 2111 NOx объединяется с измеренным входным значением 2112 NOx для вычисления эффективности 2110 удаления NOx. Эффективность удаления NOx задается как процент входного NOx, удаленного из дымового газа.
Вычисленная эффективность 2022 удаления NOx входит в систему автоматического регулирования, которая повторно устанавливает уставку 2021A скорости потока аммиака в смеситель 2070 аммиака и разжиженного воздуха и, в итоге, в распылительную сетку 2050 для подачи аммиака.
Управление SCR-процессом
Традиционная система управления SCR основана на системе каскадного управления, показанной на фиг. 20. Внутренний контур 2010 PID-контроллера используется для управления потоком 2014 аммиака в смеситель 2070. Внешний контур 2020 PID-контролера используется для управления выбросами NOx. Оператор отвечает за ввод уставки 2031 эффективности удаления выбросов NOx во внешний контур 2020. Как показано на фиг. 21, селектор 2030 может использоваться для установления верхнего ограничения 2032 для уставки 2031, введенной оператором. Помимо этого, упреждающий сигнал 2221 для нагрузки (не показан на фиг. 21) часто используется для того, чтобы контроллер мог точно обрабатывать изменение нагрузки. Для этих реализаций датчик 2009 нагрузки генерирует измеренную нагрузку 2809 системы 110 производства электроэнергии. Эта измеренная нагрузка 2809 отправляется в контроллер 2220, который генерирует сигнал 2221. Сигнал 2221 объединяется с уставкой 2021A потока аммиака для образования скорректированной уставки 2021B потока аммиака, которая отправляется в PID-контроллер 2010. PID 2010 объединяет уставку 2021B с измеренным потоком 2012 аммиака для образования VP 2011 потока аммиака, который управляет объемом аммиака, подаваемым в смеситель 2070.
Преимущества этого контроллера заключаются в следующем:
1. Стандартный контроллер. Имеет простую форму стандартного контроллера, который используется для активации требований, заданных SCR-изготовителем или производителем катализатора.
2. DCS-контроллер. Структура относительно простая, он может быть реализован в DCS блоках и является наименее дорогим вариантом управления, который активирует рабочие требования к оборудованию и катализатору.
Рабочие задачи SCR
Ряд рабочих параметров влияет на работу SCR:
- входная нагрузка NOx,
- локальное молярное отношение NOx/аммиак,
- температура дымового газа, и
- качество, доступность и активность катализатора.
Рабочие задачи, ассоциативно связанные со схемой управления по фиг. 20, включают в себя следующее:
1. Измерение проскока аммиака. Поддержание проскока аммиака ниже заданного ограничения имеет огромное значение для работы SCR. Тем не менее, зачастую нет вычисления или оперативного измерения проскока аммиака. Даже если измерение проскока аммиака доступно, оно зачастую не включено непосредственно в контур управления. Таким образом, один из важнейших параметров для работы SCR не измеряется.
Рабочая цель SCR заключается в достижении требуемого уровня удаления NOx с минимальным проскоком аммиака. Проскок аммиака задается как величина непрореагировавшего аммиака в потоке свободного от NOx дымового газа. Хотя экономическая стоимость, связанная с фактическим количеством аммиака в проскоке аммиака, небольшая, существуют существенные негативные эффекты проскока аммиака:
- Аммиак может реагировать с SO3 в дымовом газе для формирования соли, которая отлагается на теплопередающих поверхностях воздухоподогревателя. Эта соль не только снижает теплопередачу в воздухоподогревателе, но также привлекает золу, которая дополнительно снижает теплопередачу. В определенной точке теплопередача воздухоподогревателя снижается до точки, где подогреватель должен сниматься для обслуживания (очистки и мойки). По меньшей мере, мойка воздухоподогревателя создает событие снижения номинальных значений параметров блока.
- Аммиак также абсорбируется в катализаторе (катализатор может рассматриваться как губка для аммиака). Резкие снижения нагрузки дымового газа и NOx могут приводить к ненормально высокому краткосрочному проскоку аммиака. Это просто переходное состояние за пределами области применения типичной системы управления. Хотя и переходный по природе, этот сдвинутый аммиак по-прежнему объединяется с SO3 и солью, отлагающейся на воздухоподогревателе, даже несмотря на то, что краткосрочный динамический переход может в значительной степени скомпоновать слой соли на воздухоподогревателе (и способствовать привлечению летучей золы).
- Аммиак также задается как вещество, загрязняющее воздух. Хотя проскок аммиака очень небольшой, аммиак имеет очень сильный запах, так что даже относительно небольшие объемы могут создавать проблему неприятного запаха для местных жителей.
- Аммиак абсорбируется на летучей золе. Если концентрация аммиака в летучей золе становится слишком высокой, могут возникать значительные расходы, ассоциативно связанные с утилизацией летучей золы.
2. Уставка эффективности удаления NOx. Без измерений проскока аммиака уставка 2031 эффективности удаления зачастую консервативно задается оператором или инженерами для поддержания проскока аммиака ниже ограничения по проскоку. За счет консервативного выбора уставки для NOx оператор или инженер снижает общую эффективность удаления SCR. Консервативная уставка для эффективности удаления NOx может гарантировать, что ограничение по проскоку аммиака не нарушается, но она также приводит к эффективности, меньшей, чем была бы возможна в случае, если система работала рядом с ограничением по проскоку аммиака.
3. Температурное влияние на SCR. В стандартной системе управления не делалось попыток управления температурой входного газа SCR. Обычно определенный способ обеспечения температуры газа в рамках допустимых пределов реализован, как правило, не допускающий подачу аммиака, если температура ниже минимального предела. Фактических попыток управления или оптимизации температуры в большинстве случаев не предпринимается. Более того, изменения в уставке NOx не осуществляются ни на основе температуры, ни на основе температурного профиля.
4. Профиль скорости и NOx. Работа парового котла и системы труб способствует неравномерному распределению NOx по фронту SCR. Для минимального проскока аммиака отношение NOx/аммиак должно контролироваться, и без равномерного смешивания этот контроль должен быть локальным, чтобы не допустить точек высокого проскока аммиака. К сожалению, профиль распределения NOx - это функция не только от системы труб, но также и от работы парового котла. Поэтому изменения в работе парового котла влияют на распределение NOx. Стандартные контроллеры не учитывают тот факт, что вход NOx и профили скоростей в SCR редко являются равномерными или статическими. Это приводит к излишней подаче реагента в некоторых частях поперечного сечения труб для обеспечения надлежащего реагента в других зонах. Результатом является больший проскок аммиака для данной эффективности удаления NOx. Помимо этого, оператор или инженер часто реагирует на неравномерное распределение понижением уставки NOx.
Следует понимать, что анализаторы 2003 и 2004 входа и выхода NOx могут являться одним или анализатором, или некоторой формой аналитической матрицы. Помимо средней концентрации NOx множество аналитических значений должны предоставлять информацию о распределении и профиле NOx. Для использования преимущества дополнительной информации о распределении может потребоваться множество контроллеров 2010 потока аммиака с определенной интеллектуальностью, чтобы динамически распределять общий поток аммиака по различным областям распылительной сетки, с тем чтобы поток аммиака более точно соответствовал локальной концентрации NOx.
5. Динамическое управление. Стандартный контроллер также не может обеспечить эффективное динамическое управление. Т.е. когда условия входа в SCR изменяются, тем самым требуя модуляции скорости подачи аммиака, маловероятно, что управление с обратной связью эффективностью снижения NOx сможет предотвратить значительные отклонения данного технологического параметра. Быстрые изменения нагрузки и временные задержки технологического процесса - это динамические события, которые могут вызывать существенные отклонения технологического процесса.
6. Ослабление катализатора. Катализатор со временем ослабевает, снижая эффективность удаления SCR и повышая проскок аммиака. Система управления должна учитывать это ухудшение для максимизации скорости удаления NOx.
7. Скользящие средние выбросы. Многие законодательные разрешения по выбросам предоставляют мгновенные ограничения и некоторую форму скользящих средних ограничений по выбросам. Для обеспечения возможности динамических отклонений технологического процесса мгновенное ограничение по выбросам выше скользящего среднего ограничения; непрерывная работа при мгновенном ограничении по выбросам приведет к нарушению скользящего среднего ограничения. Скользящее среднее ограничений по выбросам - это среднее значений мгновенных выбросов в течение определенного движущегося (или скользящего) периода времени. Период времени может составлять от 1 часа до 1 года. Некоторые типичные периоды времени - это 1 час, 3 часа, 24 часа, 1 месяц и 1 год. Автоматическое регулирование скользящего среднего не рассматривается в стандартном контроллере. Большинство разрешений по выбросам NOx привязаны к региональным 8-часовым скользящим средним ограничениям на концентрацию NOx в атмосферном воздухе.
Операторы типично задают требуемую уставку 2031 эффективности удаления NOx для SCR и делают незначительные корректировки на основе информации нечастых выборок из летучей золы. Прилагаются небольшие усиления к усовершенствованию динамического управления SCR в ходе смены нагрузки или к оптимизации работы SCR. Выбор оптимальной и, при возможности, скользящей средней эффективности удаления NOx также является трудной и меняющейся проблемой вследствие деловых, законодательных (экономических) и технологических задач, которые аналогичны задачам, ассоциативно связанным с работой WFGD.
Другие APC-процессы иллюстрируют проблемы, ассоциативно связанные с:
- управлением и оптимизацией динамической работы процесса,
- управлением качества побочных и сопутствующих продуктов,
- управлением скользящих средних выбросов, и
- оптимизацией ресурсов APC.
Эти проблемы в других процессах аналогичны представленным выше при описании WFGD и SCR.
Сущность изобретения
В соответствии с изобретением контроллер управляет работой системы регулирования загрязнения воздушной среды (APC), выполняющей процесс контроля за выбросами загрязняющих веществ. Процесс имеет несколько технологических параметров (MPP). Один или более MPP являются управляемым технологическим параметром (CTPP), а один из MPP - это объем загрязняющего вещества (AOP), выпускаемого системой.
Устройство ввода сконфигурировано для идентификации целевой функции оптимизации, с тем чтобы минимизировать выпускаемое AOP или минимизировать затраты на работу системы. Устройством ввода может быть, например, устройство пользовательского ввода, такое как клавиатура или мышь, или какое-либо другое устройство ввода, такое как сетевой сервер, подключенный к порту посредством сети передачи данных.
Контроллер включает в себя управляющий процессор, который может принимать форму или составлять часть персональной электронной вычислительной машины (ПЭВМ) или другого вычислительного устройства. Управляющий процессор иногда может упоминаться как контроллер процесса с изменяющимися параметрами. Управляющий процессор сконфигурирован логикой, к примеру, программирования или другим типом программируемой логики для определения уставки одного из CTPP на основе текущих значений MPP, т.е. базы одного или более текущих значений MPP, и идентифицированной целевой функции оптимизации. Затем контроллер управляет одним из CTPP на основе определенной уставки для этого CTPP.
Согласно аспекту изобретения контроллер включает в себя модель процесса на основе нейронной сети или модель процесса на основе не нейронной сети, представляющей отношение между каждым из CTPP и выпускаемым AOP, и управляющий процессор определяет уставку также на основе одной модели. Используемая модель может включать в себя модель на основе основных принципов, гибридную модель и регрессионную модель.
Типично, процесс имеет заданное значение AOP (AOPV), представляющее целевую функцию или предел фактического значения выпускаемого AOP. Следует понимать, что фактическое значение может измеряться или вычисляться. AOPV может быть, например, регулирующим ограничение фактического значения выпускаемого AOP, такое как предел мгновенного или среднего значения выпускаемого AOP, либо другой тип целевой функции или предела. При заданном AOPV идентифицированная целевая функция оптимизации может заключаться в поддержании выпускаемого AOP на уровне ниже AOPV. Если целевая функция оптимизации заключается в поддержании выпускаемого AOP на уровне конкретного объема или в рамках указанного диапазона ниже AOPV, управляющий процессор определяет уставку также на основе AOPV. Т.е. текущие значения MPP, идентифицированные целевые функции оптимизации и AOPV учитываются при определении каждой уставки.
Также следует принимать во внимание, что производительность некоторых APC-процессов приводит к изготовлению побочного продукта, к примеру, гипса. Если так, идентифицированная целевая функция оптимизации может заключаться в стабилизации, максимизации или минимизации качества производимого побочного продукта. Если побочный продукт производится, одним из MPP может быть качество производимого побочного продукта (QPBP), и процесс может иметь заданное значение QPBP (QPBPV), представляющее предел фактического качества QPBP, к примеру, минимальное количественное значение, и идентифицированная целевая функция оптимизации может заключаться в поддержании QPBP на уровне, равном, выше или ниже QPBPV. Тем не менее, вне зависимости от того, заключается ли идентифицированная целевая функция оптимизации в поддержании QPBP на определенном уровне относительно QPBPV, преимущественно управляющий процессор определяет уставку также на основе QPBPV. Т.е. текущие значения MPP, в том числе QPBP, идентифицированные целевые функции оптимизации и QPBPV учитываются при определении каждой уставки.
Например, системой может быть система мокрой очистки дымового газа от сернистых соединений (WFGD), которая принимает мокрый дымовой газ с высоким содержанием SO2, применяет известняковую суспензию для удаления SO2 из принимаемого дымового газа с высоким содержанием SO2 и управления, тем самым, выбросами SO2 и выпускает обессеренный дымовой газ. Если так, AOP является объем SO2 в выпускаемом обессеренном дымовом газе, и MPP типично включают в себя первый параметр, соответствующий pH применяемой известняковой суспензии, и второй параметр, соответствующий распределению известняка, один или оба из которых также могут быть CTPP. Специалисты в данной области техники должны понимать, что pH известняковой суспензии может быть представлен посредством измеренного или вычисленного значения pH или значения, соответствующего объему применяемой суспензии. Распределение часто представляется тем, что, в общем, характеризуется как линейка насосов, и обычно относится к уровню абсорбера, до которого закачивается суспензия.
Уставка может быть определена для одного или более из этих параметров на основе (i) текущего значения этого параметра, (ii) объема SO2 в выпускаемом обессеренном дымовом газе и (iii) идентифицированной целевой функции оптимизации, к примеру, минимизации объема SO2 в выпускаемом дымовом газе. Управляющий процессор затем управляет одним параметром на основе определенной уставки для этого параметра, чтобы оптимизировать работу WFGD-системы для идентифицированной целевой функции оптимизации. Следует понимать, что вышеупомянутая определенная уставка может быть одной из множества определенных уставок, к примеру, могут быть определены уставки для первого и второго параметров, при этом управление одним или более параметров осуществляется на основе определенных уставок, чтобы оптимизировать работу WFGD-системы для идентифицированной целевой функции оптимизации.
Типично WFGD-система также применяет окислительный воздух для кристаллизации SO2, удаленного из принимаемого мокрого дымового газа с высоким содержанием SO2, и, тем самым, производства гипса как побочного продукта удаления SO2 из принимаемого мокрого дымового газа с высоким содержанием SO2. Таким образом, MPP типично также включают в себя третий параметр, соответствующий объему применяемого окислительного воздуха, который также может быть еще одним CTPP. Если так, уставка также или альтернативно может определяться для этих параметров на основе (i) его текущего значения, (ii) объема SO2 в выпускаемом обессеренном дымовом газе, и (iii) идентифицированной целевой функции оптимизации, к примеру, повышение качества побочного продукта из гипса до определенного уровня или в рамках конкретного диапазона. Управляющий процессор затем может управлять этим третьим параметром на основе определенной уставки, чтобы оптимизировать работу WFGD-системы для идентифицированной целевой функции оптимизации.
С другой стороны, системой может быть система избирательного каталитического восстановления (SCR), которая принимает дымовой газ с высоким содержанием NOx, применяет аммиак и разжижающий воздух для удаления NOx из принимаемого дымового газа с высоким содержанием NOx, тем самым управляя выбросами NOx, и выпускает дымовой газ с меньшим содержанием NOx. В этом случае AOP - это объем NOx в выпускаемом дымовом газе, и MPP включают в себя параметр, соответствующий объему применяемого аммиака. Этот параметр типично является CTPP. Следовательно, управляющий процессор может определять уставку для этого параметра на основе (i) его текущего значения, (ii) объема NOx в выпускаемом дымовом газе и (ii) идентифицированной целевой функции оптимизации и управлять параметром на основе определенной уставки, чтобы оптимизировать работу SCR-системы для идентифицированной целевой функции оптимизации. Следует принимать во внимание, что MPP SCR-процесса также типично включают в себя объем аммиака в выпускаемом дымовом газе, и, следовательно, управляющий процессор может при необходимости определять уставку параметра, соответствующего объему применяемого аммиака, также на основе текущего значения объема аммиака в выпускаемом дымовом газе.
Краткое описание чертежей
Фиг. 1 - это блок-схема, иллюстрирующая общее представление традиционной подсистемы мокрой очистки дымового газа от сернистых соединений (WFGD).
Фиг. 2 подробно иллюстрирует конкретные аспекты WFGD-подсистемы, показанной на фиг. 1.
Фиг. 3 подробно иллюстрирует другие аспекты WFGD-подсистемы, показанной на фиг. 1.
Фиг. 4 - это график эффективности удаления SO2 в сравнении с чистотой гипса как функции от pH.
Фиг. 5A иллюстрирует набор ограничений WFGD с производительностью WFGD-процесса в рамках комфортной зоны.
Фиг. 5B иллюстрирует набор ограничений WFGD по фиг. 5A с оптимизированной производительностью WFGD-процесса в соответствии с настоящим изобретением.
Фиг. 6 иллюстрирует функциональную блок-схему примерной архитектуры управления MPC в соответствии с настоящим изобретением.
Фиг. 7 иллюстрирует компоненты примерного MPC-контроллера и блока оценки, подходящего для использования в архитектуре фиг. 6.
Фиг. 8 подробнее иллюстрирует блок обработки и диск хранения данных MPC-контроллера, показанного на фиг. 7, в соответствии с настоящим изобретением.
Фиг. 9 иллюстрирует функциональную блок-схему блока оценки, включенного в MPC-контроллер, подробно проиллюстрированный на фиг. 8.
Фиг. 10 иллюстрирует многоуровневую архитектуру MPCC в соответствии с настоящим изобретением.
Фиг 11A иллюстрирует интерфейсный экран, представляемый посредством многоуровневого MPC-контроллера пользователю, в соответствии с настоящим изобретением.
Фиг. 11B иллюстрирует другой интерфейсный экран, представляемый посредством многоуровневого MPC-контроллера для анализа, модификации или добавления плановых простоев, в соответствии с настоящим изобретением.
Фиг. 12 иллюстрирует расширенное представление многоуровневой MPCC-архитектуры по фиг. 10 в соответствии с настоящим изобретением.
Фиг. 13 иллюстрирует функциональную блок-схему взаимодействия MPCC, содержащего блок оценки, с DCS для WFGD-процесса в соответствии с настоящим изобретением.
Фиг. 14A иллюстрирует DCS-экран для мониторинга управления MPCC в соответствии с настоящим изобретением.
Фиг. 14B иллюстрирует другой DCS-экран для ввода лабораторных или других значений в соответствии с настоящим изобретением.
Фиг. 15A иллюстрирует WFGD-подсистему со всеми операциями подсистемы, управляемой MPCC, в соответствии с настоящим изобретением.
Фиг. 15B иллюстрирует MPCC, который управляет WFGD-подсистемой, показанной на фиг. 15A, в соответствии с настоящим изобретением.
Фиг. 16 подробнее иллюстрирует конкретные аспекты WFGD-подсистемы, показанной на фиг. 15A, в соответствии с настоящим изобретением, которые соответствуют показанным на фиг. 2.
Фиг. 17 подробнее иллюстрирует другие аспекты WFGD-подсистемы, показанной на фиг. 15A, в соответствии с настоящим изобретением, которые соответствуют показанным на фиг. 3.
Фиг. 18 подробнее иллюстрирует еще одни другие аспекты WFGD-подсистемы, показанной на фиг. 15A, в соответствии с настоящим изобретением.
Фиг. 19 подробнее иллюстрирует аспекты MPCC, показанного на фиг. 15B, в соответствии с настоящим изобретением.
Фиг. 20 - это блок-схема, иллюстрирующая общее представление типичного блока избирательного каталитического восстановления (SCR).
Фиг. 21 иллюстрирует традиционную схему управления технологическими процессами для подсистемы SCR.
Фиг. 22 подробнее иллюстрирует блок обработки и диск хранения данных MPC-контроллера в соответствии с настоящим изобретением.
Фиг. 23A иллюстрирует SCR-подсистему со всеми операциями подсистемы, управляемой MPCC, в соответствии с настоящим изобретением.
Фиг. 23B подробнее иллюстрирует аспекты MPCC, показанного на фиг. 23A, в соответствии с настоящим изобретением.
Подробное описание предпочтительных вариантов осуществления изобретения
Как продемонстрировано, рациональная и эффективная работа WFGD и аналогичных подсистем более сложная, чем когда-либо ранее. Более того, вероятно, что эта сложность продолжит возрастать в предстоящие годы с дополнительной конкуренцией и ужесточением законодательства в области загрязнения окружающей среды. Традиционные стратегии и методики управления технологическими процессами не могут справляться с этими сложностями и, следовательно, не могут оптимально управлять этими операциями.
В бизнес-среде, которая динамически изменяется в течение технического ресурса подсистемы, желательно максимизировать коммерческую стоимость операций подсистемы в любое данное время. Эта оптимизация ресурсов может быть основана на факторах, которые даже не рассматриваются в традиционной стратегии управления технологическими процессами. Например, в бизнес-среде, в которой существует рынок торговли регулирующими кредитами, эффективная работа подсистемы может определять, что дополнительные регулирующие кредиты могут создаваться и продаваться для максимизации стоимости подсистемы, несмотря на дополнительные операционные затраты, которые могут быть понесены при генерировании этих кредитов.
Таким образом, вместо простой стратегии максимизации абсорбции SO2, минимизации операционных затрат и соответствия техническим условиям качества побочных продуктов более сложная стратегия может быть использована для оптимизации операций подсистемы вне зависимости от того, максимизирована ли абсорбция SO2, минимизированы ли операционные расходы или удовлетворяются ли технические условия по качеству побочных продуктов. Более того, могут быть предусмотрены не только средства существенного улучшения управления подсистемой, например, улучшенное управление подсистемой может быть полностью автоматизировано. Таким образом, операции могут быть автоматизированы и оптимизированы не только для рабочих параметров и ограничений, но также бизнес-среды. Подсистема может автоматически управляться для работы очень близко или даже точно на уровне законодательного разрешения, когда рыночная стоимость регулирующих кредитов меньше дополнительных операционных затрат для подсистемы, чтобы создавать эти кредиты. Тем не менее, подсистема также может автоматически управляться для регулирования этих операций, так чтобы работать ниже уровня законодательного разрешения, и тем самым генерировать законодательные разрешения, когда рыночная стоимость сгенерированных регулирующих кредитов превышает дополнительные операционные затраты для подсистемы, чтобы создавать эти кредиты. Фактически, автоматическое управление позволяет управлять подсистемой, чтобы удалять максимально возможный объем SO2 до предельного значения в долларах, т.е. когда значение кредита на выбросы равно стоимости обработки на создание кредита.
Если обобщить, оптимизированная работа WFGD и аналогичных подсистем требует учета не только сложных технологических и законодательных факторов, но также сложных бизнес-факторов и динамических изменений в этих различных типах факторов. Оптимизация может потребовать учета бизнес-факторов, которые являются локальными, к примеру, один или несколько блоков обработки WFGD переведены в автономный режим, или региональных, к примеру, блок обработки WFGD другой объектной сущности, работающий в рамках региона, переведен в автономный режим, или даже глобальных. Существенно и динамически изменяющиеся рыночные цены, например, долгосрочных и краткосрочных регулирующих кредитов SO2 также может потребоваться учитывать при оптимизации работы.
Таким образом, контроль предпочтительно должен позволять регулировать работу так, чтобы минимизировать удаление SO2 либо согласно законодательному разрешению, либо максимальному удалению SO2. Возможность выполнения этих корректировок позволит владельцу подсистемы использовать преимущество динамического изменения значения регулирующего кредита и генерировать кредиты с одной подсистемой для смены работы "вне разрешений" на другой из своих подсистем или использовать преимущество потребности владельца другой подсистемы для приобретения регулирующих кредитов, чтобы сменить работу "вне разрешений" этой подсистемы. Более того, контроль также предпочтительно должен позволять повторно корректировать операции, как только генерирование дополнительных регулирующих кредитов более не является выгодным. Иными словами, система управления должна непрерывно оптимизировать работу ресурсов APC согласно ограничениям по оборудованию, технологическому процессу, законодательным и деловым ограничениям.
Поскольку нет стимула превышать требуемую чистоту побочного продукта из гипса, управление предпочтительно должно упрощать операционную оптимизацию, чтобы сопоставлять качество побочного продукта из гипса с техническими условиями качества гипса или другим ограничением по сбыту. Оптимизированное управление должно упрощать недопущение засорения известняком за счет прогнозирования и управления действиями по корректировке уровня O2 относительно требуемого уровня абсорбции SO2 и требований к производству гипса.
Как описано выше, управление выбросами до скользящего среднего является сложной проблемой. Это, по меньшей мере, частично обусловлено тем, что временное окно для скользящего среднего всегда перемещается вперед, и в любое данное время активно несколько временных окон. Типично, активные окна идут от данного времени к моментам времени в прошлом, а другие активные окна идут от данного времени к моментам времени в будущем.
Управление скользящими средними выбросами требует интеграции всех выбросов в течение временного окна скользящего среднего. Таким образом, для оптимизации выбросов в отношении скользящей средней цели необходимо, чтобы выбиралась цель мгновенных выбросов, которая учитывает фактические прошлые выбросы и прогнозируемые будущие выбросы или оперативные планы для всех активных временных окон.
Например, оптимизация четырехчасового скользящего среднего требует анализа нескольких временных окон, первое из которых начинается за 3 часа 59 минут ранее и заканчивается в текущее время, и последнее из которых начинается в текущее время и заканчивается через 4 часа в будущем. Следует принимать во внимание, что при одноминутном "разрешении" каждого временного окна оптимизация этого относительно короткого скользящего среднего должна влечь за собой выбор мгновенной цели, которая удовлетворяет ограничениям 479 временных окон.
Определение цели скользящих средних выбросов для одного интегрированного временного окна влечет за собой вычисление сначала суммы предыдущих выбросов в интегрированном временном окне и затем прогнозирование частоты будущих выбросов для оставшейся части этого одного интегрированного временного окна, что приведет к средним выбросам в течение этого одного интегрированного временного окна, равным или меньшим скользящего среднего предела. Будущие выбросы начинаются с текущей точки во времени. Тем не менее, чтобы быть точным, будущие выбросы также должны включать в себя прогноз выбросов от операций в ходе оставшейся части одного интегрированного временного окна.
Следует понимать, что чем дольше временное окно, тем труднее прогнозировать будущие выбросы. Например, выбросы от операций за следующие несколько часов могут прогнозироваться достаточно точно, но выбросы от операций за следующие 11 месяцев труднее прогнозировать, поскольку необходимо учитывать такие факторы, как сезонные колебания и запланированные простои.
Дополнительно, может быть необходимо добавить запас надежности для незапланированных простоев или ограничений по емкости, налагаемых на подсистему.
Следовательно, для оптимизации WFGD-процесса, к примеру, для минимизации операционных затрат и максимизации удаления SO2 при сохранении процесса в рамках рабочих ограничений должны быть автоматически определены оптимальные уставки для WFGD-процесса.
В вариантах осуществления изобретения, подробно описанных ниже, подход основанного на модели прогнозного управления с изменяющимися параметрами (MPC) используется для обеспечения оптимального управления WFGD-процессом. В общем, технология MPC предоставляет динамическое управление процессами с несколькими входами и несколькими выходами. Специалисты в данной области техники должны принимать во внимание, что технология MPC первоначально разработана во второй половине 70-х гг. Технические инновации в данной области техники продолжаются и сегодня. MPC содержит ряд методик или способов управления на основе модели. Эти способы позволяют специалистам по системам управления работать со сложными интерактивными динамическими процессами более эффективно, чем это было бы возможно в традиционных PID-системах управления с обратной связью. Методики MPC позволяют управлять линейными и нелинейными процессами.
Все MPC-системы неявно используют динамические модели для прогнозирования характера процесса в будущем. Затем вычисляется конкретное управление действием для минимизации целевой функции. Наконец, реализуется убывающий горизонт, посредством чего при каждом приращении времени горизонт помещается на одно приращение в направлении будущего. Кроме того, при каждом приращении осуществляется применение первого управляющего сигнала, соответствующего управляющему действию последовательности, вычисленной на этом этапе. Доступен ряд коммерческих программ для специалистов по системам управления, например, Generalized Predictive Control (GPC), Dynamic Matrix Control (DMC) и Pegasus Power PerfecterTM. Comancho и Bordons предоставляют отличный обзор по теме MPC в "Model Predictive Control", Springer-Verlag London, Ltd. 1999, тогда как "System Identification, Theory for the User", Prentice-Hall, Inc., 2 редакция, 1999, автора Lennart Ljund - это классическая работа по динамическому моделированию технологических процессов, в которых требуется фактическая реализация MPC.
Методология MPC чаще всего используется в режиме администрирования для выполнения операций, обычно выполняемых оператором, вместо замены базового основного автоматического регулирования, реализованного в DCS. Методология MPC позволяет автоматически балансировать конкурирующие цели и технологические ограничения с помощью математических методик для предоставления оптимальных уставок для технологического процесса.
MPC типично включает в себя такие признаки, как:
Динамические модели. Динамическая модель для прогнозирования, к примеру, нелинейная динамическая модель. Эта модель легко создается с помощью параметрического и пошагового тестирования предприятия. Высокое качество динамической модели является ключом к отличной оптимизации и производительности управления.
Динамическая идентификация. Динамика процесса или то, как процесс изменяется во времени, идентифицируется с помощью корпоративных пошаговых тестов. На основе этих пошаговых тестов используется алгоритм оптимизации для идентификации динамики предприятия.
Оптимизация установившегося режима. Оптимизатор установившегося режима используется для нахождения оптимальной рабочей точки для процесса.
Динамическое управление. Динамический контроллер используется для вычисления оптимальных контрольных перемещений вокруг решения установившегося режима. Контрольные перемещения вычисляются с помощью оптимизатора. Оптимизатор используется для минимизации задаваемой пользователем функции затрат, которая подвергается набору ограничений. Функция затрат вычисляется с помощью динамической модели процесса. На основе модели, функции затрат и ограничений могут вычисляться оптимальные контрольные перемещения для процесса.
Динамическая обратная связь. MPC-контроллер использует динамическую обратную связь для обновления моделей. С помощью обратной связи эффекты возмущений, несоответствия моделей и шума датчиков могут быть значительно снижены.
Расширенные признаки настройки. MPC-контроллер предоставляет полный набор возможностей настройки. Для обрабатываемых параметров пользователь может задать требуемое значение и коэффициент; штрафной фактор за перемещение; верхний и нижний пределы; частоту ограничений на изменения; и верхнее и нижнее жесткие ограничения. Пользователь также может использовать вывод оптимизатора установившегося режима для задания требуемого значения обрабатываемого параметра. Для контролируемых параметров пользователь может задать требуемое значение и коэффициент; весовые коэффициенты ошибок; пределы; приоритетные жесткие ограничения и ограничения на траекторию.
Среда моделирования. Автономная среда моделирования предусмотрена для начального тестирования и настройки контроллера. Среда моделирования дает возможность анализа несовпадения моделей и подавления помех.
Оперативная система. Алгоритм управления MPC предпочтительно реализуется в стандартном программном сервере, который может быть запущен на стандартной коммерческой операционной системе. Сервер обменивается данными с DCS посредством стандартного интерфейса. Инженеры и операторы могут преимущественно просматривать выходные прогнозы алгоритма MPC с помощью графического пользовательского интерфейса (GUI).
Надежная обработка ошибок. Пользователь задает то, как алгоритм MPC должен реагировать на ошибки при вводе и выводе. Контроллер может отключаться при возникновении ошибок в критических параметрах, либо последнее корректное значение может быть использовано для некритических параметров. Благодаря надлежащей обработке ошибок время безотказной работы контроллера может быть максимизировано.
Виртуальные оперативные анализаторы. В случае когда прямые измерения технологических параметров недоступны, среда предоставляет инфраструктуру для реализации программных виртуальных анализаторов (VOA). С помощью этого средства MPC модель требуемого технологического параметра может быть разработана с помощью статистических данных с предприятия, к примеру (при необходимости) лабораторных данных. Затем в модель можно предоставить технологические параметры реального времени и спрогнозировать в реальном времени неизмеряемые технологические параметры. Этот прогноз в дальнейшем может использоваться в прогнозном контроллере моделей.
Оптимизация WFGD-процесса
Как подробнее описано ниже, в соответствии с настоящим изобретением эффективность удаления SO2 может быть повышена. Т.е. частота удаления SO2 из блока может быть максимизирована и оптимизирована при обеспечении соответствия требуемым или желательным ограничениям, таким как ограничение на чистоту гипса, предел по мгновенным выбросам и предел по скользящим выбросам. Более того, операционные затраты также или альтернативно могут быть минимизированы или оптимизированы. Например, насосы для суспензии могут автоматически отключаться, когда нагрузка дымового газа на WFGD снижается. Дополнительно, поток окислительного воздуха и удаление SO2 также или альтернативно может динамически корректироваться для недопущения условий засорения известняком. С помощью описанного в данном документе MPC-контроллера WFGD-процессом можно управлять ближе к ограничениям и добиваться повышенной производительности в сравнении с традиционными управляемыми WFGD-процессами.
Фиг. 5A и 5B иллюстрируют набор 500 и 550 ограничений WFGD. Как показано, посредством идентификации технологических ограничений и ограничений 505-520 по оборудованию и с помощью основанных на процессе отношений установившегося режима между несколькими независимыми параметрами (MV) и идентифицированными ограничениями, т.е. зависимыми и управляемыми параметрами, можно сопоставлять ограничения в общем пространстве относительно MV. Это пространство фактически является n-мерным пространством, где n равно числу степеней свободы обрабатываемых MV в задаче. Тем не менее, для целей иллюстрации допустим, что имеются две степени свободы, т.е. две MV, тогда можно представить системные ограничения и отношения с помощью двумерного (X-Y) графика.
Преимущественно, ограничения на технологию и оборудование связаны с ненулевым пространством решений, которые показаны как области допустимой работы 525. Любое решение в этом пространстве удовлетворяет ограничениям на WFGD-подсистему.
Все WFGD-подсистемы демонстрируют некоторую степень вариативности. Обратимся к фиг. 5A, на которой показано, что типичная традиционная оперативная стратегия заключается в удобном размещении обычной вариативности WFGD-подсистемы в рамках комфортной зоны 530 пространства 525 допустимых решений, что, как правило, обеспечивает надежную работу. Поддержание операций в комфортной зоне 530 отдаляет их от зон недопустимой или нежелательной работы, т.е. от зон вне допустимой области 525. Типично оповещения распределенной системы управления (DCS) задаются при или около пределов измеряемых ограничений для оповещения операторов о приближающейся проблеме.
Хотя правда то, что любая точка в рамках допустимого пространства 525 удовлетворяет системным ограничениям 505-520, различные точки в рамках допустимого пространства 525 имеют разные операционные затраты, эффективность абсорбции SO2 или возможность производства побочных продуктов из гипса. Для максимизации прибыли эффективность абсорбции SO2 или производства и качества побочного продукта из гипса или для минимизации затрат необходимо определить экономически оптимальную точку для работы в рамках допустимого пространства 525.
В соответствии с настоящим изобретением технологические параметры и стоимость или выгоды сохранения или изменения значений этих параметров могут быть использованы, например, для создания целевой функции, которая представляет прибыль, которая в некоторых случаях может рассматриваться как отрицательные издержки. Как показано на фиг. 5B, с помощью методик решений посредством линейного, квадратичного или нелинейного программирования, как дополнительно описано ниже, можно идентифицировать точку 555 оптимального допустимого решения, например, точку решения наименьших затрат или максимальной прибыли в рамках зоны допустимой работы 525. Поскольку ограничения или затраты могут измениться в любое время, выгодно многократно идентифицировать точку 555 оптимального допустимого решения в реальном времени, к примеру, при каждом выполнении MPC-контроллера.
Таким образом, настоящее изобретение упрощает автоматическое изменение целей технологической операции с традиционной рабочей точки в комфортной зоне 530 до оптимальной рабочей точки 555 и с оптимальной рабочей точки 555 до другой оптимальной рабочей точки, когда возникает изменение ограничений затрат. После определения оптимальной точки вычисляются изменения, необходимые в значениях MV для сдвига процесса к оптимальной рабочей точке. Новые значения MV становятся целевыми значениями. Целевые значения - это значения установившегося режима, и они не учитывают динамику процесса. Тем не менее, для надежного перемещения процесса динамика процесса также должна контролироваться и управляться, что приводит нас к следующей задаче.
Для перемещения процесса со старой рабочей точки к новой оптимальной рабочей точке применяются прогнозные модели процессов, обратная связь и частое выполнение. С помощью методик MPC прогнозируется динамический путь или траектория управляемых параметров (CV). С помощью этого прогноза и управления обрабатываемыми корректировками MV не только в текущее время, но также и в будущем, к примеру ближайшем будущем, можно управлять динамическим путем CV. Новые целевые значения CV могут быть вычислены. После этого динамическая ошибка в требуемом временном горизонте также может быть вычислена как разность между прогнозируемым путем CV и новыми целевыми значениями CV. Помимо этого, с помощью теории оптимизации может быть вычислен оптимальный путь, который минимизирует ошибку. Следует понимать, что на практике инженеру предпочтительно разрешается взвешивать ошибки, с тем чтобы некоторые CV контролировались более тщательно, чем другие. Прогнозные модели процессов обеспечивают управление путем или траекторией от одной рабочей точки к следующей, поэтому можно избежать динамических проблем при перемещении к новой оптимальной рабочей точке.
Таким образом, настоящее изобретение позволяет осуществлять операции практически в любой точке в рамках зоны допустимой работы 525, что может быть необходимо для оптимизации процесса получения практически любого требуемого результата. Т.е. процесс может оптимизироваться в зависимости от того, что является целью: получение минимальных возможных выбросов, наивысшее качество или количество побочного продукта, наименьшие оперативные затраты или какой-либо другой результат.
Для более близкого приближения к рабочей точке 555 MPC предпочтительно снижает изменчивость процесса, с тем чтобы небольшие отклонения не вызывали нарушений отклонений. Например, за счет использования прогнозных моделей процессов, обратной связи и частого выполнения MPC может существенно снизить изменчивость контролируемого технологического процесса.
Установившийся режим и динамические модели
Как описано в предшествующих разделах, установившийся режим и динамические модели используются для MPC-контроллера. В этом разделе данные модели дополнительно описываются.
Модели установившегося режима. Установившийся режим процесса для определенного набора входных параметров - это режим, который описывается посредством набора ассоциативно связанных значений технологического процесса, которых процесс может достичь, если все входные параметры сохранялись константами в течение долгого периода времени, так чтобы предыдущие значения входных параметров более не влияли на режим. В WFGD вследствие большой емкости и относительно медленной реакции в кристаллизаторе блока обработки время до установившегося режима типично составляет порядка 48 часов. Модель установившегося режима используется для прогнозирования значений технологических параметров, ассоциативно связанных с установившимся режимом для набора входных технологических параметров.
Модель основных принципов установившегося режима. Один подход к разработке модели установившегося режима заключается в использовании набора уравнений, которые получаются на основе инженерных знаний о технологическом процессе. Эти уравнения могут представлять известные фундаментальные отношения между входными и выходными технологическими параметрами. Известные физические, химические, электрические и технические уравнения могут использоваться для получения этого набора уравнений. Поскольку эти модели основаны на известных принципах, они упоминаются как модели основных принципов.
Большинство процессов первоначально разрабатываются с помощью методик и моделей основных принципов. Эти модели, как правило, достаточно точны для обеспечения надежной работы в комфортной зоне, как описано выше со ссылкой на фиг. 5A. Тем не менее, предоставление высокоточных моделей основных принципов зачастую трудоемко и дорого. Помимо этого, неизвестные влияния часто имеют значительный эффект на точность моделей основных принципов. Следовательно, зачастую применяются альтернативные подходы к созданию высокоточных моделей установившегося режима.
Эмпирические модели. Эмпирические модели основаны на фактических данных, собранных из технологического процесса. Эмпирическая модель строится с помощью методики регрессии данных для определения отношения между входными и выходными параметрами модели. Зачастую данные собираются с помощью серии производственных тестов, где отдельные входные параметры смещаются, чтобы зафиксировать их влияние на выходные параметры. Эти производственные тесты могут длиться дни и недели для сбора достаточного объема данных для эмпирических моделей.
Линейные эмпирические модели. Линейные эмпирические модели создаются посредством аппроксимации линии или плоскости в более высоких измерениях к набору входных и выходных данных. Алгоритмы для аппроксимации этих моделей общедоступны, например Excel предлагает алгоритм регрессии для аппроксимации линии к набору эмпирических данных.
Модели на основе нейронной сети. Модели на основе нейронной сети - это еще одна форма эмпирических моделей. Нейронные сети предоставляют более сложные кривые, чем линия, для аппроксимации к набору эмпирических данных. Архитектура и алгоритм обучения для модели на основе нейронной сети позаимствованы из биологии. Нейронная сеть состоит из узлов, которые моделируют базовую функциональность нейрона. Узлы соединены посредством весовых коэффициентов, которые моделируют базовые взаимодействия между нейронами в мозге. Весовые коэффициенты задаются с помощью алгоритма обучения, который имитирует обучение в мозге. С помощью моделей на основе нейронных сетей можно разработать гораздо более полную и сложную модель, чем с помощью линейных эмпирических моделей. Технологические отношения между входными параметрами (X) и выходными параметрами (Y) могут представляться с помощью моделей на основе нейронной сети. Последующие ссылки на нейронные сети или модели на основе нейронной сети должны интерпретироваться как модели процессов на основе нейронной сети.
Гибридные модели. Гибридные модели включают в себя комбинацию элементов от основных принципов или известных отношений и эмпирических отношений. Например, форма отношения между X и Y может быть известна (элемент основных принципов). Отношение или уравнения включают в себя ряд констант. Некоторые из этих констант определяются с помощью знания основных принципов. Другие константы могут быть очень трудны или дороги в определении из основных принципов. Тем не менее, относительно просто и недорого использовать фактические технологические данные для X и Y и знание основных принципов для составления задачи регрессии, чтобы определить значения неизвестных констант. Эти неизвестные константы представляют эмпирический и регрессированный элемент в гибридной модели. Регрессия гораздо меньше, чем эмпирическая модель, и гибридная модель имеет гораздо меньшую эмпирическую природу, поскольку форма модели и некоторые константы фиксируются на основе основных принципов, которые руководят физическими отношениями.
Динамические модели. Динамические модели представляют влияние изменений входных параметров на выходные параметры во времени. Тогда как модели установившегося режима используются для прогнозирования только установившегося режима процесса, динамические модели используются для прогнозирования пути, который осуществляется от одного установившегося режима к другому. Динамические модели также могут разрабатываться с помощью знания основных принципов, эмпирических данных или сочетания вышеуказанного. Тем не менее, в большинстве случаев модели разрабатываются с помощью эмпирических данных, собранных из серии шаговых тестов важных параметров, которые влияют на состояние процесса.
Модель Pegasus Power Perfecter. Большинство MPC-контроллеров позволяют использовать линейные эмпирические модели, т.е. модель состоит из линейной эмпирической модели установившегося режима и линейной эмпирической динамической модели. Pegasus Power Perfecter™ позволяет объединять линейные, нелинейные, эмпирические модели и модели основных принципов для создания конечной модели, которая используется в контроллере и предпочтительно используется для реализации MPC. Один алгоритм для объединения различных типов модели, чтобы создать конечную модель для Pegasus Power Perfecter, описан в патенте (США) номер 5933345.
Архитектура WFGD-подсистемы
Фиг. 6 иллюстрирует функциональную блок-схему архитектуры WFGD-подсистемы с прогнозным контролем модели. Контроллер 610 содержит логику, необходимую для вычисления уставок реального времени для обрабатываемых MV 615, таких как pH и окислительный воздух, в WFGD-процессе 620. Контроллер 610 базирует эти вычисления на наблюдаемых технологических параметрах (OPV) 625, таких как режим MV, параметры возмущения (DV) и контролируемые параметры (CV). Помимо этого, набор опорных значений (RV) 640, которые типично имеют один или более ассоциативно связанных параметров настройки, также используются при вычислении уставок обрабатываемых MV 615.
Блок 630 оценки, которым предпочтительно является виртуальный оперативный анализатор (VOA), содержит логику, необходимую для генерирования оцененных технологических параметров (EPV) 635. EPV - это типично технологические параметры, которые не могут быть точно измерены. Блок 630 оценки реализует логику генерирования оценки в реальном времени рабочего состояния EPV WFGD-процесса на основе текущих и предыдущих значений OPV. Следует понимать, что OPV могут включать в себя измерения DCS-процесса или лабораторные измерения. Например, как описано выше, чистота гипса может определяться на основе лабораторных измерений. Блок 630 оценки преимущественно может предоставлять оповещения для различных типов проблем в WFGD-процессе.
Логика контроллера 610 и блока 630 оценки может быть реализована в программном обеспечении или каким-либо иным способом. Следует понимать, что при необходимости контроллер и блок оценки могут быть легко реализованы в рамках одного вычислительного процесса, как должны хорошо понимать специалисты в данной области техники.
Контроллер для прогнозного контроля модели (MPCC)
Контроллер 610 на фиг. 6 предпочтительно реализуется с помощью прогнозного контроллера моделей (MPCC). MPCC представляет динамическое управление в реальном времени с несколькими входами и несколькими выходами для WFGD-процесса. MPCC вычисляет уставки для набора MV на основе значений наблюдаемых и оцененных PV 625 и 635. WFGD MPCC может использовать любое, или сочетание любых, или всех этих значений, измеренных посредством:
- Проб pH
- Датчиков плотности суспензии
- Температурных датчиков
- Датчиков потенциала снижения окисления (ORP)
- Датчиков уровня абсорбера
- Датчиков входа и выхода SO2 в вытяжной трубе
- Датчиков скорости входящего дымового газа
- Лабораторного анализа химического состава абсорбера (Cl, Mg, Fl)
- Лабораторного анализа чистоты гипса
- Лабораторного анализа измельчения и чистоты известняка
WFGD MPCC также может использовать любую, или сочетание любых, или всех вычисленных уставок для управления следующим:
- Блок подачи известняка
- Пульверизаторы известняка
- Поток известняковой суспензии
- Блоки подачи и клапаны химически действующих присадок и реагентов
- Клапаны, заслонки или нагнетатели контроля потока окислительного воздуха
- Клапан или уставка pH
- Циркуляционные насосы
- Клапаны и насосы добавления и удаления подпиточной воды
- Химический состав абсорбера (Cl, Mg, Fl)
Следовательно, WFGD MPCC может управлять любым, или сочетанием любых, или всех из следующих CV:
- Эффективность удаления SO2
- Чистота гипса, pH
- Плотность суспензии
- Уровень абсорбера
- Измельчение и чистота известняка
- Операционные расходы
Подход MPC предоставляет гибкость в отношении оптимального вычисления всех аспектов WFGD-процесса в одном универсальном контроллере. Основной сложностью в функционировании WFGD является максимизация операционной прибыли и минимизация операционных затрат за счет уравновешивания следующих конкурирующих целей:
- Сохранение надлежащей скорости удаления SO2 в отношении требуемого предельного ограничения, к примеру, предела разрешения или пределов, которые максимизируют кредиты удаления SO2 при необходимости.
- Сохранение надлежащего значения чистоты гипса в отношении требуемого предельного ограничения, к примеру, предела технических условий чистоты гипса.
- Сохранение надлежащего уровня операционных затрат в отношении требуемого предела, к примеру, минимальных затрат на потребление электроэнергии.
Фиг. 7 иллюстрирует примерный MPCC 700, который включает в себя контроллер и блок оценки, аналогичные описанным со ссылкой на фиг. 6. Ниже подробно поясняется, что MPCC 700 позволяет уравновешивать вышеупомянутые конкурирующие цели. В предпочтительной реализации MPCC 700 включает логику Pegasus Power Perfecter™ MPC и модели на основе нейронных сетей, однако другая логика и не основанные на нейронных сетях модели могут быть использованы при необходимости, как описано выше и как должны понимать специалисты в данной области техники.
Как показано на фиг. 7, MPCC 700 включает в себя блок 705 обработки с несколькими портами 715 ввода-вывода и дисковое устройство 710 хранения. Дисковое устройство 710 хранения может быть одним или более устройствами соответствующего типа и может использовать электронную, магнитную и оптическую формы носителей хранения данных. Также следует понимать, что, хотя показано относительно небольшое число портов ввода-вывода, блок обработки может включать в себя столько портов ввода-вывода, сколько требуется для конкретной реализации. Кроме того, следует понимать, что технологические данные из DCS и уставок, отправляемые обратно в DCS, могут компоноваться вместе и передаваться как одно сообщение с помощью стандартных протоколов связи между вычислительными машинами. Хотя базовая функциональность обмена данными очень важна для работы MPCC, подробности реализации известны специалистам в данной области техники и не относятся к задаче управления, рассматриваемой в данном документе. Блок 705 обработки обменивается данными с дисковым устройством 710 хранения для хранения и извлечения данных посредством линии 712 передачи данных.
MPCC 700 также включает в себя одно или более устройств ввода для приема ввода данных пользователем, к примеру, ввода данных оператором. Как показано на фиг. 7, клавиатура 720 и мышь 725 упрощают ручной ввод команд или данных в блок 705 обработки посредством линий 722 и 727 передачи данных и портов 715 ввода-вывода. MPCC 700 также включает в себя дисплей 730 для представления информации пользователю. Блок 705 обработки передает информацию, которая должна представляться пользователю на дисплее 730, посредством линии 733 передачи данных. Помимо упрощения передачи пользовательских входных данных порты 715 ввода-вывода также упрощают передачу непользовательских входных данных в блок 705 обработки посредством линий 732 и 734 передачи данных и передачу инструкций, к примеру, сгенерированных управляющих инструкций, от блока 715 обработки посредством линий 734 и 736 передачи данных.
Блок обработки, логика и динамические модели
Как показано на фиг. 8, блок 705 обработки включает в себя процессор 810, запоминающее устройство 820 и интерфейс 830 для упрощения приема и передачи сигналов 805 ввода-вывода посредством линий 732-736 передачи данных по фиг. 7. Запоминающее устройство 820 типично имеет тип оперативного запоминающего устройства (ОЗУ). Интерфейс 830 упрощает взаимодействия между процессором 810 и пользователем посредством клавиатуры 720 и мыши 725, а также между процессором 810 и другими устройствами, как подробнее описывается ниже.
Как также показано на фиг. 8, дисковое устройство 710 хранения хранит логику 840 оценки, логику 850 прогнозирования, логику 860 управляющего генератора, динамическую модель 870 управления и динамическую модель 880 оценки. Сохраненная логика выполняется в соответствии с хранимыми моделями для управления WFGD-подсистемой, с тем чтобы оптимизировать операции, что подробнее описывается далее. Дисковое устройство 710 хранения также включает в себя хранилище 885 данных для хранения принимаемых или расчетных данных и базу данных 890 для хранения статистики по выбросам SO2.
Матрица управления, содержащая входные и выходные параметры, которые используются MPCC 700 для уравновешивания трех вышеуказанных целей, показана в таблице 1 ниже.
Матрица управления
В описанной в данном документе примерной реализации MPCC 700 используется для контроля CV, состоящих из скорости удаления SO2, чистоты гипса и операционных затрат. Уставки для MV, состоящие из уровня pH, нагрузки на нагнетатель окислительного воздуха и нагрузки на циркуляционные насосы, обрабатываются для контроля CV. MPCC 700 также учитывает ряд DV.
MPCC 700 должен уравновешивать три конкурирующие цели, ассоциативно связанные с CV, при этом соблюдая набор ограничений. Конкурирующие цели формулируются в целевой функции, которая минимизируется с помощью методики нелинейной программной оптимизации, описанной в логике MPCC. Посредством ввода коэффициентов взвешивания для каждой из этих целей с помощью клавиатуры 720 либо мыши 725 оператор WFGD-подсистемы или другой пользователь может задавать относительную важность каждой из целей в зависимости от конкретных обстоятельств.
Например, при определенных обстоятельствах скорости удаления SO2 может присваиваться больший весовой коэффициент, чем чистоте гипса и операционным затратам, а операционным затратам может присваиваться больший весовой коэффициент, чем чистоте гипса. При других обстоятельствах операционным затратам может присваиваться больший весовой коэффициент, чем чистоте гипса и скорости удаления SO2, а чистоте гипса может присваиваться больший весовой коэффициент, чем скорости удаления SO2. При других обстоятельствах чистоте гипса может присваиваться больший весовой коэффициент, чем скорости удаления SO2 и операционным затратам. Можно задавать любое число этих комбинаций взвешивания.
MPCC 700 контролирует работу WFGD-подсистемы на основе заданных весовых коэффициентов, так чтобы подсистема работала в оптимальной точке, к примеру, оптимальной точке 555, показанной на фиг. 5B, при этом соблюдая применимый набор ограничений, к примеру, ограничений 505-520, показанных на фиг. 5B.
Ограничения для этого конкретного примера указаны в таблице 2 ниже. Эти ограничения являются типичными для типа, ассоциативно связанного с вышеописанными CV и MV.
Ограничения на контролируемые и обрабатываемые параметры
Динамическая модель управления
Как указано выше, MPCC 700 требует динамической модели 870 управления со структурой ввода-вывода, показанной в матрице управления по таблице 1. Для разработки такой динамической модели сначала разрабатывается модель основных принципов и эмпирическая модель на основе производственных тестов WFGD-процесса. Модель основных принципов и эмпирические модели могут разрабатываться с помощью вышеописанных методик.
В случае обсуждаемой примерной WFGD-подсистемы модель установившегося режима (основных принципов или эмпирическая) WFGD-процесса для скорости удаления SO2 и чистоты гипса предпочтительно разрабатывается. С помощью подхода основных принципов модель установившегося режима разрабатывается на основе известных фундаментальных отношений между входными и выходными параметрами WFGD-процесса. С помощью подхода нейронных сетей модель скорости удаления SO2 и чистоты гипса в установившемся режиме разрабатывается посредством сбора эмпирических данных из фактического процесса в различных рабочих состояниях. Модель на основе нейронных сетей, которая позволяет фиксировать нелинейность процесса, обучается с помощью этих эмпирических данных. Следует снова отметить, что, хотя модель на основе нейронных сетей может быть предпочтительной в определенных реализациях, использование этой модели не является обязательным. Напротив, при необходимости может быть использована модель на основе не нейронных сетей и даже может быть предпочтительной в определенных реализациях.
Помимо этого, модель установившегося режима для операционных затрат разрабатывается из первых принципов. Просто факторы затрат используются для разработки модели совокупных затрат. В описываемой примерной реализации стоимость различного сырья, такого как известняк, и стоимость электроэнергии умножается на соответствующий показатель использования для разработки модели совокупных затрат. Модель доходов определяется кредитной ценой удаления SO2, умноженной на тоннаж удаления SO2, и ценой гипса, умноженной на тоннаж гипса. Операционная прибыль (или убыток) может определяться посредством вычитания затрат из дохода. В зависимости от привода насоса (фиксированная скорость в сравнении с переменной) оптимизация линейки насосов может влечь за собой двоичные решения "ВЫКЛ-ВКЛ"; это может потребовать вторичного этапа оптимизации для полной оценки различных вариантов линейки насосов.
Даже несмотря на то, что могут быть разработаны точные модели установившегося режима, и они могут подходить для решения на основе установившегося режима, эти модели не содержат динамику процесса и, следовательно, не подходят для применения в MPCC 700. Поэтому шаговые тесты выполняются в WFGD-подсистеме для сбора фактических динамических данных по процессу. Затем данные реакции на шаговые тесты используются для построения эмпирической динамической модели 870 управления для WFGD-подсистемы, которая сохраняется посредством процессора 810 в дисковом устройстве 710 хранения, как показано на фиг. 8.
Динамическая модель оценки и виртуальный оперативный анализатор
Фиг. 6 иллюстрирует то, как блок оценки, например, встроенный в MPCC 700, используется в расширенном управлении всего WFGD-процесса. В MPCC 700 блок оценки предпочтительно имеет форму виртуального оперативного анализатора (VOA). Фиг. 9 подробнее иллюстрирует блок оценки, включенный в MPCC 700.
Как показано на фиг. 9, наблюдаемые MV и DV вводятся в эмпирическую динамическую модель 880 оценки для WFGD-подсистемы, которая используется при выполнении логики 840 оценки в процессоре 810. В этом отношении процессор 810 исполняет логику 840 оценки в соответствии с динамической моделью 880 оценки. В этом случае логика 840 оценки вычисляет текущие значения CV, к примеру, эффективность удаления SO2, чистоту гипса и операционные затраты.
Таблица 3 показывает структуру динамической модели 880 оценки. Следует отметить, что матрица управления и динамическая модель 880 оценки, используемые в MPCC 700, имеют одинаковую структуру.
Модель процесса в блоке оценки
Выход исполнения логики 840 оценки - это значения открытого контура для удаления SO2 и чистоты гипса. Динамическая модель 880 оценки для VOA разрабатывается с помощью того же подхода, описанного выше, для разработки динамической модели 870 управления. Следует отметить, что, хотя динамическая модель 880 оценки и динамическая модель 870 управления по сути одинаковы, эти модели используются для различных целей. Динамическая модель 880 оценки применяется процессором 810 при исполнении логики 840 оценки для генерирования точного прогноза текущих значений технологических параметров (PV), к примеру, оцениваемых CV 940. Динамическая модель 870 управления применяется процессором 810 при исполнении логики 850 прогнозирования для оптимального вычисления обрабатываемых уставок 615 MV, показанных на фиг. 6.
Как показано на фиг. 9, контур 930 обратной связи предусмотрен из блока 920 оценки, который представляет оцениваемые CV, генерируемые процессором 810, как результат исполнения логики 840 оценки. Таким образом, оптимальная оценка CV отправляется обратно в динамическую модель 880 оценки посредством контура 930 обратной связи. Оптимальная оценка CV из предыдущей итерации блока оценки используется в качестве начальной точки для смещения динамической модели 880 оценки для текущей итерации.
Блок 910 проверки достоверности проверяет достоверность значений наблюдаемых CV 950, например, из измерений датчиков и лабораторного анализа посредством процессора 810 с помощью результатов исполнения логики 840 оценки в соответствии с динамической моделью 880 оценки и наблюдаемых MV и DV 960. Проверка достоверности, представляемая блоком 910, также используется для идентификации потенциальных условий засорения известняком. Например, если наблюдаемые MV - это значение pH, измеренное одним из датчиков pH, проверка 910 достоверности измеренного pH на основе значения pH, оцененного в соответствии с динамической моделью 880 оценки, может указывать, что датчик pH выдает некорректные данные. Если наблюдаемое удаление SO2, чистота гипса или pH идентифицируется как ошибочное, процессор 810 не использует значение оценки 920. Вместо этого используется подстановочное значение, предпочтительно, вывод, получаемый из оценки на основе динамической модели оценки. Помимо этого, оповещение может отправляться в DCS.
Для вычисления оценки 920 процессор 810 объединяет результат исполнения логики 840 оценки на основе динамической модели 880 оценки с наблюдаемыми и проверенными CV. Подход фильтра Калмана предпочтительно используется для объединения результата оценки с наблюдаемыми проверенными данными. В этом случае проверенная скорость удаления SO2, вычисленная из датчиков входящего и выходящего SO2, объединяется со сгенерированным значением скорости удаления для создания оцененного значения реального удаления SO2. Благодаря точности датчиков SO2 логика 840 оценки предпочтительно налагает существенный сдвиг в направлении фильтрованной версии наблюдаемых данных по сгенерированному значению.
Чистота гипса измеряется только не более чем каждые несколько часов. Процессор 810 также объединяет новые наблюдения чистоты гипса со сгенерированным оцененным значением чистоты гипса. В течение периодов между изменениями выборок гипса процессор 810 в соответствии с динамической моделью 880 оценки запускает обновленные оценки с разомкнутым контуром чистоты гипса на основе изменений в наблюдаемых MV и DV 960. Таким образом, процессор 810 также реализует оценку чистоты гипса в реальном времени.
Наконец, процессор 810 исполняет логику 840 оценки в соответствии с динамической моделью 880 оценки для вычисления операционных затрат WFGD. Поскольку не существует прямых оперативных измерений затрат, процессор 810 обязательно реализует оценку в реальном времени операционных затрат.
Управление выбросами
Как описано выше, операционные разрешения, выдаваемые в США, как правило, задают пределы для мгновенных выбросов и скользящих средних выбросов. Существуют два класса проблем скользящих средних выбросов, которые преимущественно разрешаются посредством MPCC 700 при управлении WFGD-подсистемой. Первый класс проблем возникает, когда временно окно скользящего среднего меньше или равно временному горизонту логики 850 прогнозирования, исполняемому процессором 810 MPCC 700. Второй класс проблем возникает, когда временное окно скользящего среднего больше временного горизонта логики 850 прогнозирования.
Архитектура одноуровневого MPCC
Первый класс проблем, проблемы короткого временного окна, разрешается посредством применения обычных структурных компонентов MPCC 700 для интеграции скользящего среднего выброса в качестве CV при управлении, реализуемом посредством MPCC 700. Более конкретно логика 850 прогнозирования и логика 860 генератора управления обрабатывают состояние установившегося режима как технологическое ограничение, которое должно поддерживаться в рамках или ниже разрешенного предела, а не как экономическое ограничение, и также активируют путь динамического управления, который поддерживает текущие и будущие значения скользящего среднего в применимом временном окне в рамках или ниже разрешенного предела. Таким образом, в MPCC 700 предусмотрена конфигурация настройки для скользящих средних выбросов.
Вопросы, связанные с параметрами возмущения
Более того, DV для таких факторов, как запланированные рабочие события, к примеру, изменения нагрузки, которые влияют на выбросы в рамках применимого горизонта, учитываются в логике 850 прогнозирования и, следовательно, в MPCC 700 для управления WFGD-процессом. На практике фактические DV, которые хранятся как часть данных 885 в дисковом устройстве 710 хранения, варьируются на основе типа WFGD-подсистемы и конкретной философии работы, используемой в подсистеме, к примеру, базовая нагрузка в сравнении с колебанием. DV могут корректироваться время от времени оператором посредством входных параметров, вводимых с помощью клавиатуры 720, или мыши 725, или посредством самой логики 860 генератора управления, или посредством внешней системы планирования (не показана) посредством интерфейса 830.
Тем не менее, DV типично не имеют форму, которая может легко корректироваться операторами или другими пользователями. Следовательно, интерфейсное средство оперативного планирования предпочтительно предусмотрено как часть логики 850 прогнозирования для помощи оператору или другому пользователю в задании и поддержании DV.
Фиг. 11A и 11B иллюстрируют интерфейс, представляемый на дисплее 730, для ввода запланированных простоев. Как показано на фиг. 11A, представляется экран 1100, который отображает планируемый фактор эксплуатации системы производства электроэнергии и планируемый фактор эксплуатации WFGD-подсистемы оператору или другому пользователю. Кроме того, отображаются кнопки, позволяющие пользователю вводить один или более новых запланированных простоев и отображать ранее введенные запланированные простои для просмотра или изменения.
Если кнопка, позволяющая пользователю вводить запланированный простой, выбирается с помощью мыши 725, пользователю отображается экран 1110, показанный на фиг. 11B. Затем пользователь может вводить с помощью клавиатуры 720 различные сведения, касающиеся нового запланированного простоя, как показано. Посредством щелчка на предусмотренной кнопке добавления простоя новый запланированный простой добавляется как DV и учитывается логикой 850 прогнозирования. Логика, реализующая этот интерфейс, задает соответствующие DV так, чтобы будущий оперативный план передавался в блок 705 обработки MPCC.
Вне зависимости от фактических DV функция DV будет одинаковой, что должно добавить влияние запланированных рабочих событий в логику 850 прогнозирования, которая затем может исполняться MPCC-процессором 810 для прогнозирования будущих динамических состояний и состояний установившегося режима скользящих средних выбросов CV. Таким образом, MPCC 700 исполняет логику 850 прогнозирования для вычисления прогнозируемых скользящих средних выбросов. Прогнозируемые скользящие средние выбросы в свою очередь используются в качестве входных данных в логику 860 генератора управления, которая затем исполняется MPCC-процессором 810 для учета запланированных рабочих событий в плане управления. Таким образом, в MPCC 700 предусмотрена конфигурация настройки скользящих средних выбросов относительно запланированных рабочих событий и, следовательно, возможность управления работой WFGD в рамках разрешенного предела скользящих средних выбросов, несмотря на запланированные рабочие события.
Архитектура двухуровневого MPCC
Второй класс проблем, проблема длинного временного окна, преимущественно разрешается с помощью подхода двухуровневого MPCC. В этом подходе MPCC 700 включает в себя несколько, предпочтительно два, каскадно-расположенных процессора контроллера.
Обратимся к фиг. 10, на которой показано, что блок обработки (ЦП) 705A контроллера первого уровня работает для разрешения краткосрочной проблемы или проблемы короткого временного окна способом, описанным выше со ссылкой на одноуровневую архитектуру. Как показано на фиг. 10, ЦП 705A включает в себя процессор 810A. Процессор 810A исполняет логику 850A прогнозирования, хранящуюся в дисковом устройстве 710A хранения, для предоставления динамического управления скользящими средними выбросами в рамках временного окна, равного короткому периоду применимого временного горизонта. CV, представляющий короткий период или применимую цель скользящих выбросов в горизонте управления, содержится как часть данных 885A в дисковом устройстве 710A хранения ЦП 705A.
ЦП 705A также включает в себя запоминающее устройство 820A и интерфейс 830A, аналогичные запоминающему устройству 820 и интерфейсу 830, описанным выше со ссылкой на фиг. 8. Интерфейс 830A принимает поднабор сигналов ввода-вывода MPCC 700, т.е. сигналы 805A ввода-вывода. Дисковое устройство 710A хранения также хранит логику 840A оценки и динамическую модель 880A оценки, логику 860A генератора управления и динамическую модель 870A управления, и базу 890A данных статистики по выбросам SO2, все из которых описаны выше со ссылкой на фиг. 8. ЦП 705A также включает в себя таймер 1010, типично тактовый сигнал процессора. Далее подробнее описывается функция таймера 1010.
ЦП 705B второго уровня работает для разрешения долгосрочной проблемы или проблемы длинного временного окна. Как показано на фиг. 10, ЦП 705B включает в себя процессор 810B. Процессор 810B исполняет логику 850B прогнозирования, чтобы также обеспечить динамическое управление скользящими средними выбросами. Тем не менее, логика 850B прогнозирования исполняется для управления динамическими скользящими средними выбросами относительного полного будущего временного окна ограничения по скользящим средним выбросам, а также для определения оптимального краткосрочного или применимого временного горизонта, цели скользящих средних выбросов, т.е. максимального предела для ЦП 705A первого уровня. Следовательно, ЦП 705B выступает в качестве долгосрочного оптимизатора скользящих средних выбросов и прогнозирует скользящие средние выбросы за применимый временной горизонт для управления скользящими средними выбросами за полное будущее временное окно.
CV, представляющий ограничение на скользящие средние выбросы в долгосрочном временном горизонте, хранится как часть данных 885B в дисковом устройстве 710B хранения. ЦП 705B также включает в себя запоминающее устройство 820B и интерфейс 830B, аналогичные вышеописанному запоминающему устройству 820 и интерфейсу 830. Интерфейс 830B принимает поднабор сигналов ввода-вывода MPCC 700, т.е. сигналы 805B ввода-вывода.
Хотя двухуровневая архитектура на фиг. 10 включает в себя несколько ЦП, следует принимать во внимание, что многоуровневая логика прогнозирования при необходимости может быть реализована другими способами. Например, на фиг. 10 первый уровень MPCC 700 представляется посредством ЦП 705A, а второй уровень MPCC 700 представляется посредством ЦП 705B. Тем не менее, один ЦП, например ЦП 705 по фиг. 8, может использоваться для исполнения логики 850A прогнозирования и логики 850B прогнозирования и определения тем самым оптимальной цели по скользящим средним выбросам в коротком периоде или применимом временном горизонте относительно прогнозируемых оптимальных долгосрочных скользящих средних выбросов для разрешения долгосрочной проблемы или проблемы длинного временного окна и для оптимизации скользящих средних выбросов в кратком или применимом периоде в свете определенной цели.
Как упоминалось выше, ЦП 705B ищет в долгосрочном временном горизонте, упоминаемом как горизонт управления, соответствующий временному окну скользящего среднего. Преимущественно, ЦП 705B управляет динамическими скользящими средними выбросами в отношении полного будущего временного окна скользящих средних выбросов и определяет оптимальный предел краткосрочных скользящих средних выбросов. ЦП 705B осуществляет выполнение достаточно часто, чтобы позволить фиксировать изменения в рабочем плане за относительно короткие периоды.
ЦП 705B использует цель по скользящим средним выбросам в коротком периоде или применимом периоде, которая считается CV для ЦП 705A, в качестве MV и считает долгосрочные скользящие средние выбросы как CV. Долгосрочные скользящие средние выбросы, следовательно, хранятся как часть данных 885B в дисковом устройстве 710B хранения. Логика 850B прогнозирования обрабатывает состояние установившегося режима как технологическое ограничение, которое должно поддерживаться в рамках или ниже разрешенного предела, а не как экономическое ограничение, а также активирует путь динамического управления, который поддерживает текущие и будущие значения скользящего среднего в применимом временном окне в рамках или ниже разрешенного предела. Таким образом, в MPCC 700 предусмотрена конфигурация настройки для скользящих средних выбросов.
Более того, DV для таких факторов, как запланированные рабочие события, к примеру, изменения нагрузки, которые влияют на выбросы в рамках применимого горизонта, учитываются в логике 850B прогнозирования и, следовательно, в MPCC 700 для управления WFGD-процессом. Как указано выше, на практике фактические DV, которые хранятся как часть данных 885B в дисковом устройстве 710B, хранения, варьируются на основе типа WFGD-подсистемы и конкретной философии работы, используемой в подсистеме, и могут корректироваться оператором или ЦП 705B, исполняющим логику 860B генератора управления, или внешней системой планирования (не показана) посредством интерфейса 830B. Тем не менее, как описано выше, DV типично не имеют форму, которая легко корректируется операторами и другими пользователями, и, следовательно, интерфейсное средство оперативного планирования, такое как показанное на фиг. 11A и 11B, предпочтительно предусмотрено как часть логики 850A или 850B прогнозирования для помощи оператору или другому пользователю в задании и поддержании DV.
Тем не менее, отметим снова, что вне зависимости от фактических DV функция DV будет одинаковой, что должно добавить влияние запланированных рабочих событий в логику 850B прогнозирования, которая затем может исполняться MPCC-процессором 810B для прогнозирования будущих динамических состояний и состояний установившегося режима долгосрочных скользящих средних выбросов CV.
Таким образом, ЦП 705B исполняет логику 850B прогнозирования для определения предела оптимальных скользящих средних выбросов в краткосрочном периоде или применимом периоде относительно запланированных рабочих событий в плане управления. Предел оптимальных скользящих средних выбросов в краткосрочном периоде или применимом периоде передается в ЦП 705A посредством линии 1000 связи. Таким образом, в MPCC 700 предусмотрена конфигурация настройки для оптимизации скользящих средних выбросов в отношении запланированных рабочих событий и, следовательно, возможность оптимизации управления работой WFGD в рамках разрешенного предела скользящих средних выбросов, несмотря на запланированные рабочие события.
Фиг. 12 иллюстрирует расширенное представление многоуровневой архитектуры MPCC. Как показано, оператор или другой пользователь использует терминал 1220 дистанционного управления для обмена данными с базой 1210 данных статистики технологических процессов и MPCC 700 посредством линий 1225 и 1215 связи. MPCC 700 включает в себя ЦП 705A и ЦП 705B по фиг. 10, которые взаимодействуют посредством линии 1000 связи. Данные, ассоциативно связанные с WFGD-процессом, передаются посредством линии 1230 связи в базу 1210 данных статистики технологических процессов, которая сохраняет эти данные как статистические данные технологических процессов. Как подробнее описано ниже, требуемые хранимые данные извлекаются из базы 1210 данных посредством линии 1215 связи и обрабатываются посредством ЦП 705B. Требуемые данные, ассоциативно связанные с WFGD-процессом, также передаются посредством линии 1235 связи в ЦП 705A и обрабатываются в нем.
Как описано ранее, ЦП 705A принимает рабочие цели CV, соответствующие текущей требуемой цели долгосрочного скользящего среднего, от ЦП 705B посредством линии 1000 связи. Переданная цель скользящего среднего - это оптимизированная цель для долгосрочного скользящего среднего, сгенерированная посредством ЦП 705B, исполняющего логику 850B прогнозирования. Обмен данными между ЦП 705A и ЦП 705B обрабатывается таким образом, что и обмен данными между MPC-контроллером и оптимизатором реального времени.
ЦП 705A и ЦП 705B преимущественно имеют протокол установления связи, который обеспечивает, что если ЦП 705B прекращает отправку оптимизированных целей для долгосрочного скользящего среднего в ЦП 705A, ЦП 705A вернется в исходный режим к интеллектуальной и консервативной рабочей стратегии для ограничения долгосрочного скользящего среднего. Логика 850A прогнозирования может включать в себя средство установления такого протокола, тем самым обеспечив требуемое установление и сброс связи. Тем не менее, если логика 850A прогнозирования не включает в себя такое средство, типичные признаки и функциональность DCS может применяться способом, хорошо известным специалистам в данной области техники, для реализации требуемого установления и сброса связи.
Критический вопрос - это обеспечение того, чтобы ЦП 705A согласованно использовал своевременную, т.е. свежую цель долгосрочного скользящего среднего. Каждый раз, когда ЦП 705B исполняет логику 850B прогнозирования, он вычисляет свежую, новую цель долгосрочного скользящего среднего. ЦП 705A принимает новую цель от ЦП 705B посредством линии 1000 связи. На основе приема новой цели ЦП 705A исполняет логику 850A прогнозирования для сброса таймера 1010. Если ЦП 705A не может своевременно принять новую цель от ЦП 705B посредством линии 1000 связи, таймер 1010 истекает. На основе истечения таймера 1010 ЦП 750A в соответствии с логикой прогнозирования считает текущую цель долгосрочного скользящего среднего просроченной и возвращается к безопасной рабочей стратегии до следующего приема свежей новой цели скользящего среднего от ЦП 705B.
Предпочтительно, минимальное значение таймера немного больше частоты исполнения ЦП 705B для разрешения вопросов с загрузкой и диспетчеризацией вычислительной машины. Вследствие непланируемой работы многих оптимизаторов реального времени широкое распространение получило присвоение таймерам связи значения, равного половине времени на переход контроллера в установившийся режим. Тем не менее, поскольку исполнение логики прогнозирования посредством ЦП 705B планируется, рекомендуется не задавать таймеру 1010 значение линии оптимизации установившегося режима, а задавать равное, например, не более чем двукратному значению частоты исполнения контроллера, запущенного на ЦП 705B, плюс примерно 3-5 минут.
Если ЦП 705A определяет, что текущая цель долгосрочного скользящего среднего является просроченной и сбрасывается, то ограничение на долгосрочное скользящее среднее должно быть сброшено. Без предоставления ЦП 705B свежей новой цели долгосрочного скользящего среднего ЦП 705A не имеет долгосрочного управления или цели. Следовательно, в этом случае ЦП 705A повышает запас надежности технологических операций.
Например, если скользящий средний период относительно короткий, к примеру, 4-8 часов, и подсистема работает в рамках базовой нагрузки, ЦП 705A может увеличить просроченную цель скользящего среднего удаления на весовой коэффициент в 3-5% в соответствии с логикой 850A прогнозирования. Это увеличение должно в таком случае установить достаточный запас надежности для непрерывной работы. Что касается ввода оператора, требуемого для реализации увеличения, все что необходимо - это ввести одно значение, к примеру, весовой коэффициент в 3%, в логику прогнозирования.
С другой стороны, если скользящий средний период относительно длительный, к примеру, 24 часа и более, и подсистема работает с переменой нагрузкой, ЦП 705A может вернуться к консервативной цели в соответствии с логикой 850A прогнозирования. Один способ выполнить это - использовать в ЦП 705A предполагаемую постоянную работу при или выше плановой нагрузки на подсистему в течение всего периода скользящего среднего временного окна. Затем ЦП 705A может вычислять на основе этой постоянной работы цель постоянной работы и добавить небольшой запас надежности или фактор комфорта, который может быть определен посредством управления на месте. Для реализации этого решения в ЦП 705A логика 850A прогнозирования должна включать в себя отмеченную функциональность. Тем не менее, следует принимать во внимание, что функциональность задания этой консервативной цели может быть реализована в DCS, а не в ЦП 705A. Также можно реализовать консервативную цель как вторичный CV в контроллере 705A первого уровня и активировать только этот CV, если цель 1000 краткосрочного скользящего среднего просрочена.
Таким образом, вне зависимости от того, короткий или длинный скользящий средний период, работает подсистема с постоянной или переменной нагрузкой, предпочтительно логика 850A прогнозирования включает в себя пределы сброса, с тем чтобы действия оператора не требовались. Тем не менее, могут использоваться другие методики установления предела сброса до тех пор, пока методика устанавливает надежную и консервативную работу в отношении скользящего среднего ограничения в течение периодов, когда ЦП 705B не предоставляет свежие новые цели по долгосрочному скользящему среднему.
Следует отметить, что фактические выбросы SO2 отслеживаются MPCC 700 в базе 1210 данных статистики технологических процессов вне зависимости от того, работает ли ЦП 705B корректно и предоставляет свежие новые цели по долгосрочному скользящему среднему в ЦП 705A.
Сохраненные выбросы, следовательно, могут использоваться ЦП 705B для отслеживания и учета выбросов SO2, которые происходят, когда ЦП 705B не работает или обменивается данными с ошибками с ЦП 705A. Тем не менее, когда ЦП 705B снова работает и может поддерживать корректную связь, он в соответствии с логикой 850B прогнозирования заново оптимизирует скользящие средние выбросы и повышает или понижает текущую цель по скользящим средним выбросам, используемую ЦП 705A для корректировки фактических выбросов, которые произошли в ходе простоя, и предоставления свежей новой цели по долгосрочному скользящему среднему в ЦП 705A посредством линии 1000 связи.
Оперативная реализация
Фиг. 13 иллюстрирует функциональную блок-схему взаимодействия MPCC 1300 с DCS 1320 для WFGD-процесса 620. MPCC 1300 содержит контроллер 1305, который может быть аналогичен контроллеру 610 по фиг. 6, и блок 1310 оценки, который может быть аналогичен блоку 630 оценки по фиг. 6. MPCC 1300 при необходимости может быть MPCC, показанный на фиг. 7 и 8. MPCC 1300 также может конфигурироваться с помощью многоуровневой архитектуры, такой как показанная на фиг. 10 и 12.
Как показано, контроллер 1305 и блок 1310 оценки подключены к DCS 1320 посредством интерфейса 1315 передачи данных, который может быть частью интерфейса 830 по фиг. 8. В этой предпочтительной реализации интерфейс 1315 передачи данных реализован с помощью программного модуля PegasusTM Data Interface (PDI). Тем не менее, это необязательно, и интерфейс 1315 передачи данных может быть реализован с помощью другой интерфейсной логики. Интерфейс 1315 передачи данных отправляет уставки для обрабатываемых MV и считывает PV. Уставки могут отправляться как сигналы 805 ввода-вывода по фиг. 8.
В этой предпочтительной реализации контроллер 1305 реализован с помощью PegasusTM Power Perfecter (PPP), который состоит из трех программных компонентов: компонента сервера данных, компонента контроллера и компонента графического пользовательского интерфейса (GUI). Компонент сервера данных используется для обмена данными с PDI и сбора локальных данных, связанных с приложением управления. Компонент контроллера исполняет логику 850 прогнозирования для выполнения алгоритмических вычислений прогнозного контроля модели в свете динамической модели 870 управления. GUI-компонент отображает, к примеру, на дисплее 730 результаты этих вычислений и предоставляет интерфейс управления контроллером. Помимо этого, использование PegasusTM Power Perfecter не является обязательным, и контроллер 1305 может быть реализован с помощью какой-либо другой логики контроллера.
В этой предпочтительной реализации блок 1310 оценки реализован с помощью программного модуля PegasusTM Run-time Application Engine (RAE). RAE обменивается данными непосредственно с PDI и PPP. Считается, что RAE предоставляет ряд признаков, которые делают его очень недорогой средой для содержания VOA. Функциональность для логики проверки ошибок, мониторинга тактов и возможности схемы обеспечения безопасности вычислительных процессов, а также средства оповещений преимущественно реализуются в RAE. Тем не менее, использование PegasusTM Run-time Application Engine не является обязательным, и блок 1315 оценки может быть реализован с помощью какой-либо другой логики контроллера. Специалисты в данной области техники должны принимать во внимание, что при необходимости также можно реализовать функциональность, эквивалентную VOA в DCS для WFGD 620.
Контроллер 1305, блок 1310 оценки и PDI 1315 предпочтительно исполняются в одном процессоре, к примеру, процессоре 810 по фиг. 8 или 810A по фиг. 10, который соединен с управляющей сетью, включающей в себя DCS 1320 для WFGD-процесса 620, с помощью Ethernet-подключения. В настоящее время типичной операционной системой процессора является Microsoft WindowsTM, хотя это необязательно. Процессор также может быть частью мощной вычислительной рабочей станции или вычислительной машины другого типа, как, например, показано на фиг. 7. В любом случае, процессор и ассоциативно связанное запоминающее устройство может обладать достаточной вычислительной мощностью и емкостью хранения для исполнения логики, требуемой для выполнения расширенного управления WFGD, как описано в данном документе.
Модификации DCS
Как описано выше со ссылкой на фиг. 13, процессор контроллера, исполняющего логику 850 прогнозирования, взаимодействует с DCS 1320 для WFGD-процесса 620 посредством интерфейса 1315. Для облегчения надлежащего взаимодействия контроллера 1305 и DCS 1320 традиционный DCS типично требует модификации. Следовательно, DCS 1320 - это преимущественно традиционный DCS, который модифицирован способом, широко известным в данной области техники, с тем чтобы включать в себя все нижеуказанные признаки.
DCS 1320 преимущественно приспособлен, т.е. запрограммирован требуемой логикой типично с помощью программного обеспечения, чтобы позволять оператору или другому пользователю выполнять следующие функции на экране интерфейса DCS:
- Изменение CONTROL MODE PPP с автоматического на ручной.
- Просмотр CONTROLLER STATUS.
- Просмотр состояния WATCHDOG TIMER ("HEARTBEAT").
- Просмотр MV-атрибутов для STATUS, MIN, MAX, CURRENT VALUE.
- Включение каждого MV или отключение каждого MV.
- Просмотр CV-атрибутов для значения MIN, MAX и CURRENT.
- Ввод лабораторных значений чистоты гипса, химического состава абсорбера и характеристик известняка.
Чтобы пользователю было проще осуществлять доступ к этой функциональности, DCS 1320 приспособлен для отображения двух новых экранов, как показано на фиг. 14A и 14B. Экран 1400 на фиг. 14A используется оператором или другим пользователем для отслеживания управления MPCC, а экран 1450 на фиг. 14B используется оператором или другим пользователем для ввода лабораторных и других требуемых значений.
Для удобства и во избежание сложности, лишней для понимания изобретения, такие элементы, как операционные затраты, исключены из матрицы управления для целей последующего описания. Тем не менее следует понимать, что операционные затраты просто (во многих случаях это предпочтительно) включаются в матрицу управления. Помимо этого, для удобства и упрощения пояснения циркуляционные насосы трактуются как DV, а не как MV. Кроме того, специалисты в данной области техники должны принимать во внимание, что во многих случаях может быть предпочтительно обрабатывать циркуляционные насосы как MV. Наконец, следует отметить, что в последующем описании предполагается, что WFGD-подсистема имеет две абсорбционные колонны и два ассоциативно связанных MPCC (по одному экземпляру MPCC на каждый абсорбер в WFGD-подсистеме).
Расширенные экраны управления DCS
Обратимся к фиг. 14A, на которой показано, что экран 1400 включает в себя CONTROLLER MODE, который является выбираемым пользователем или оператором тегом, который может быть автоматическим или ручном. При AUTO контроллер 1305, исполняющий логику 850 прогнозирования, к примеру, PegasusTM Power Perfecter, вычисляет смещения MV и исполняет логику 860 генератора управления для направления управляющих сигналов, реализующих эти смещения, в DCS 1320. Контроллер 1305, исполняющий логику 850 прогнозирования, не вычисляет смещения MV, если параметр не включен, т.е. обозначен AUTO.
Контроллер 1305, исполняющий логику 850 прогнозирования, к примеру, PegasusTM Power Perfecter, включает в себя таймер схемы безопасности или функцию "такта", которая отслеживает целостность интерфейса 1315 с DCS 1320. Индикатор оповещений (не показан) отображается на экране в случае сбоя интерфейса 1315 связи. Контроллер 1305, исполняющий логику 850 прогнозирования, распознает состояние оповещения и на основе состояния оповещения инициирует сброс всех активированных, т.е. активных, элементов к конфигурации DCS нижнего уровня.
Экран 1400 также включает в себя PERFECTER STATUS, который указывает, успешно или нет исполнена логика 850 прогнозирования контроллером 1305. Состояние GOOD (как показано) необходимо, чтобы контроллер 1305 продолжал работать. Контроллер 1305, исполняющий логику 850 прогнозирования, распознает состояние BAD и в ответ на распознавание состояния BAD прерывает все активные соединения и сбрасывает, т.е. возвращает управление DCS 1320.
Как показано, MV отображаются со следующими информационными заголовками:
ENABLED. Это поле может быть задано посредством ввода оператором или другим пользователем в контроллер 1305, исполняющий логику 850 прогнозирования, для включения и отключения каждого MV. Отключение MV соответствует переключению MV в состояние отключения.
SP. Указывает уставку логики 850 прогнозирования.
MODE. Указывает то, распознает логика 850 прогнозирования соответствующий MV как включенный, в режиме паузы или полностью отключенный.
MIN LMT. Отображает минимальный предел, используемый логикой 850 прогнозирования для MV. Следует отметить, что предпочтительно эти значения не могут изменяться оператором или другим пользователем.
MAX LMT. Отображает максимальный предел, используемый логикой 850 прогнозирования для MV. Также, предпочтительно эти значения нельзя изменять.
PV. Показывает последнее или текущее значение каждого MV как распознанное логикой 850 прогнозирования.
Экран 1400 дополнительно включает в себя следующие сведения об индикаторах полей состояния MV.
Контроллер 1305, исполняющий логику 850 прогнозирования, корректирует конкретный MV, только если его MODE равен ON. Для этого должны выполняться четыре условия. Во-первых, поле включения должно быть выбрано оператором или другим пользователем. DCS 1320 должен быть в автоматическом режиме. Условия сброса должны иметь значение "ложь", как вычислено контроллером 1305, исполняющим логику 850 прогнозирования. Наконец, условия удержания должны иметь значение "ложь", как вычислено контроллером 1305, исполняющим логику 850 прогнозирования.
Контроллер 1305, исполняющий логику 850 прогнозирования, изменяет и отображает состояние режима MV как HOLD, если существуют условия, которые не позволяют контроллеру 1305 корректировать этот конкретный MV. В состоянии HOLD контроллер 1305 в соответствии с логикой 850 прогнозирования поддерживает текущее значение MV до тех пор, пока не сможет очистить состояние удержания. Чтобы состояние MV оставалось равным HOLD, должны удовлетворяться четыре условия. Во-первых, поле включения должно быть выбрано оператором или другим пользователем. DCS 1320 должен быть в автоматическом режиме. Условия сброса должны иметь значение "ложь", как вычислено контроллером 1305, исполняющим логику 850 прогнозирования. Наконец, условия удержания должны иметь значение "истина", как вычислено контроллером 1305, исполняющим логику 850 прогнозирования.
Контроллер 1305, исполняющий логику 850 прогнозирования, изменяет состояние режима MV на отключено и отображает состояние режима отключения, если существуют условия, которые не позволяют контроллеру 1305 корректировать этот конкретный MV на основе любого из следующих условий. Во-первых, поле включения режима управления снято оператором или другим пользователем. Режим DCS не является автоматическим, к примеру, ручной. Все условия сброса истинны, как вычислено контроллером 1305, исполняющим логику 850 прогнозирования.
Контроллер 1305, исполняющий логику 850 прогнозирования, распознает различные условия сброса, в том числе сбой выполнения блока 1310 оценки и сбой при вводе лабораторных данных в течение заранее заданного периода, к примеру, за последние 12 часов. Если контроллер 1305, исполняющий логику 850 прогнозирования, определяет, что любые из вышеуказанных условий сброса являются истинными, он возвращает управление MV в DCS 1320.
Как также показано на фиг. 14A, CV отображаются со следующими информационными заголовками:
PV. Указывает последнее измеренное значение CV, принятое контроллером 1305.
LAB. Указывает последнее значение лабораторных тестов вместе со временем выборки, принятой контроллером 1305.
ESTIMATE. Указывает текущую или самую последнюю оценку CV, сгенерированную блоком 1310 оценки, исполняющим логику 840 оценки на основе динамической модели оценки.
MIN. Отображает минимальный предел для CV.
MAX. Отображает максимальный предел для CV.
Помимо этого, экран 1400 отображает кривые трендов за некоторый заранее определенный период работы, к примеру, за последние 24 часа работы для оцененных значений CV.
Форма ввода лабораторных выборок
Обратимся к фиг. 14B, на которой показано, что образец DCS-экрана 1450 формы ввода лабораторных выборок отображается оператору или другому пользователю. Этот экран может использоваться оператором или другим пользователем для ввода тестовых значений лабораторных выборок, которые обрабатываются блоком 1310 оценки по фиг. 13, в соответствии с логикой 840 оценки и динамической моделью 880 оценки, как описано ранее со ссылкой на фиг. 8.
Как показано на фиг. 14B, следующие значения вводятся вместе с ассоциативной временной меткой, генерируемой блоком 1310 оценки:
Значения лабораторных выборок первого блока:
- Чистота гипса
- Хлорид
- Магний
- Фторид
Значения лабораторных выборок второго блока:
- Чистота гипса
- Хлорид
- Магний
- Фторид
Объединенные значения лабораторных выборок первого и второго блока:
- Чистота гипса
- Чистота известняка
- Измельчение известняка
Оператор или другой пользователь вводит лабораторные тестовые значения вместе с ассоциативно связанным временем выборки, например, с помощью клавиатуры 720, показанной на фиг. 7. После ввода этих значений оператор активирует кнопку обновления, например, с помощью мыши 725, показанной на фиг. 7. Активация кнопки обновления инструктирует блоку 1310 оценки обновить значения этих параметров в ходе следующего исполнения логики 840 оценки. Следует отметить, что при необходимости эти лабораторные тестовые значения альтернативно могут автоматически предоставляться в MPCC 1300 из соответствующей лаборатории в оцифрованной форме посредством интерфейса блока обработки MPCC, такого как интерфейс 830, показанный на фиг. 8. Более того, логика MPCC может быть легко приспособлена, к примеру, запрограммирована на автоматическую активацию функции обновления, представленной посредством кнопки обновления, в ответ на прием тестовых значений в оцифрованной форме из соответствующей лаборатории или лабораторий.
Для обеспечения надлежащего управления за процессом WFGD лабораторные тестовые значения чистоты гипса следует обновлять каждые 8-12 часов. Следовательно, если чистота не обновляется в этот период времени, MPCC 1300 предпочтительно сконфигурирован, к примеру, запрограммирован с помощью необходимой логики для сброса управления и выдачи оповещения.
Помимо этого, значения химического состава абсорбера и значения характеристик известняка должны обновляться, по меньшей мере, один раз в неделю. При этом, если эти значения не обновляются вовремя, MPCC 1300 предпочтительно сконфигурирован на выдачу оповещения.
Логика проверки достоверности включена в логику 840 оценки, исполняемую блоком 1310 оценки, для проверки достоверности вводимых оператором значений. Если значения введены некорректно, блок 1310 оценки в соответствии с логикой 840 оценки возвращается к предыдущим значениям, и предыдущие значения продолжают отображаться на фиг. 14B, и динамическая модель оценки не обновляется.
Общее управление операциями WFGD
Далее описывается общее управление работой WFGD-подсистемы посредством MPCC любого из вышеописанных типов со ссылками на фиг. 15A, 15B, 16, 17, 18 и 19.
Фиг. 15A иллюстрирует систему производства электроэнергии (PGS) 110 и систему 120 регулирования загрязнения воздушной среды (APC), аналогичные описанным со ссылкой на фиг. 1, при этом аналогичные номера ссылок идентифицируют аналогичные элементы системы, некоторые из которых могут быть опущены ниже во избежание ненужного дублирования.
Как показано WFGD-подсистема 130' включает в себя управление с изменяющимися параметрами, которое в этой примерной реализации выполняется MPCC 1500, который может быть аналогичен MPCC 700 или 1300, описанным выше, и которое при необходимости может содержать многоуровневую архитектуру типа, описанного со ссылкой на фиг. 10-12.
Дымовой газ 114 с SO2 направляется из других APC-подсистем 122 в абсорбционную колонну 132. Атмосферный воздух 152 сжимается посредством нагнетателя 150 и направляется как сжатый окислительный воздух 154' в кристаллизатор 134. Датчик 1518 обнаруживает значения условий 1520 окружающей среды. Измеренные условия 1520 окружающей среды могут включать в себя, например, температуру, влажность и атмосферное давление. Нагнетатель 150 включает в себя контроллер 1501 нагрузки нагнетателя, который позволяет предоставлять текущее значение 1502 нагрузки нагнетателя и модифицировать текущую нагрузку нагнетателя на основе принимаемой SP 1503 нагрузки нагнетателя.
Как также показано, известняковая суспензия 148' закачивается насосами 133 для суспензии из кристаллизатора 134 в абсорбционную колонну 132. Каждый из насосов 133 для суспензии включает в себя регулятор 1511 состояния насоса и регулятор 1514 нагрузки насоса. Регулятор 1511 состояния насоса позволяет предоставлять текущее значение 1512 состояния насоса, к примеру, указывающее состояние включения/отключения насоса, и изменять текущее состояние насоса на основе принимаемой SP 1513 состояния насоса. Регулятор 1514 нагрузки насоса позволяет предоставлять текущее значение 1515 нагрузки насоса и изменять текущее значение нагрузки насоса на основе SP 1516 нагрузки насоса. Поток свежей известняковой суспензии 141' из смесителя и резервуара 140 в кристаллизатор 134 контролируется клапаном 199 контроля потока на основе SP 196' потока суспензии. SP 196' потока суспензии основана на управляющем сигнале 181' PID, определяемом на основе SP 186' pH, как подробнее описано ниже. Свежая суспензия 141', идущая в кристаллизатор 134, служит для корректировки pH суспензии, используемой в WFGD-процессе и, следовательно, для управления удалением SO2 из дымового газа 114 с высоким содержанием SO2, поступающего в абсорбционную колонну 132.
Как описано выше, дымовой газ 114 с высоким содержанием SO2 поступает в основание абсорбционной колонны 132. SO2 удаляется из дымового газа 114 в абсорбционной колонне 132. Чистый дымовой газ 116', который предпочтительно свободен от SO2, направляется из абсорбционной колонны 132, например, в вытяжную трубу 117. Анализатор 1504 SO2, который показан как размещенный на выходе абсорбционной колонны 132, но может находиться в вытяжной трубе 117 или в другом месте ниже по абсорбционной колонне 132, измеряет показатель выходного SO2 1505.
В управляющей части подсистемы 130' контроллер WFGD-процесса с изменяющимися параметрами, т.е. MPCC 1500, показанный на фиг. 15B, принимает различные входные параметры. Входные параметры в MPCC 1500 включают в себя измеренный pH 183 суспензии, измеренный входящий SO2 189, значение 1502 нагрузки нагнетателя, измеренный выходящий SO2 1505, лабораторно протестированное значение 1506 чистоты гипса, измеренную PGS-нагрузку 1509, значения 1512 состояния насосов для суспензии, значения 1515 нагрузки насосов для суспензии и измеренные значения 1520 условий окружающей среды. Ниже подробно описано, что эти входные технологические параметры наряду с другими входными параметрами, включающими в себя нетехнологические входные параметры 1550 и входные ограничения 1555, и оцененные технологические входные параметры 1560 используются MPCC 1500 для генерирования уставок (SP) 1530 контролируемых параметров.
При работе анализатор 188 SO2, размещенный в или выше абсорбционной колонны 132 WFGD, измеряет показатель входящего SO2 в дымовом газе 114. Измеренное значение входного SO2 предоставляется в упреждающий блок 190 и MPCC 1500. Нагрузка системы производства электроэнергии (PGS) 110 также измеряется датчиком 1508 PGS-нагрузки и предоставляется как измеренная PGS-нагрузка 1509 в MPCC 1500. Дополнительно, анализатор 1504 SO2 измеряет показатель выходящего SO2 в дымовом газе, выходящем из абсорбционной колонны 132. Измеренное значение 1505 выходящего SO2 также предоставляется в MPCC 1500.
Оценка качества гипса
Обратимся теперь к фиг. 19, на которой показано, что параметры, входящие в MPCC 1500, включают в себя параметры, отражающие текущие условия абсорбционной колонны 132. Эти параметры могут использоваться MPCC 1500 для генерирования и обновления динамической оценки гипса. Динамическая модель оценки гипса может, например, составлять часть динамической модели 880 оценки.
Поскольку не существует практического способа непосредственного оперативного измерения качества гипса, может быть использована динамическая модель оценки гипса вместе с логикой оценки, исполняемой блоком 1500B оценки MPCC 1500, например, логикой 840 оценки, для вычисления оценки качества гипса, показанной как вычисленная чистота 1932 гипса. Блоком 1500B оценки предпочтительно является виртуальный оперативный анализатор (VOA). Хотя контроллер 1500A и блок 1500B оценки показаны как размещенные в одном блоке, следует принимать во внимание, что при необходимости контроллер 1500A и блок 1500B оценки могут размещаться по отдельности и состоять из отдельных компонентов, если блоки контроллера 1500A и оценки 1500B надлежащим образом связаны, чтобы обеспечить требуемый обмен данными. Вычисленная оценка качества 1932 гипса также может отражать корректировку посредством логики оценки на основе лабораторных измерений качества гипса, показанных как значение 1506 чистоты гипса, введенное в MPCC 1500.
Оцененное качество 1932 гипса затем передается блоком 1500B оценки в контроллер 1500A MPCC 1500. Контроллер 1500A использует оцененное качество 1932 гипса для обновления динамической модели управления, такой как динамическая модель 870 управления. Логика прогнозирования, такая как логика 850 прогнозирования, исполняется посредством контроллера 1500A в соответствии с динамической моделью 870 управления для сравнения скорректированного оцененного качества 1932 гипса с ограничением по качеству гипса, представляющим требуемое качество гипса. Требуемое качество гипса типично устанавливается в технических условиях договора купли-продажи гипса. Как показано, ограничение качества гипса вводится в MPCC 1500 как требование 1924 по качеству гипса и сохраняется как данные 885.
Контроллер 1500A, исполняющий логику прогнозирования, на основе результатов сравнения определяет, требуется ли корректировка работы WFGD-подсистемы 130'. Если требуется, определенная разность между оцененным качеством 1932 гипса и ограничением 1924 по качеству гипса используется логикой прогнозирования, исполняемой посредством контроллера 1500A, чтобы определять требуемые корректировки, которые должны быть выполнены в работе WFGD-подсистемы для обеспечения качества гипса 160' в рамках ограничения 1924 по качеству гипса.
Обеспечение соответствия требованиям по качеству гипса
Для согласования качества гипса 160' с ограничением 1924 по качеству гипса требуемые корректировки операций WFGD, определенные логикой прогнозирования, предоставляются в логику генератора управления, например, в логику 860 генератора управления, которая также исполняется посредством контроллера 1500A. Контроллер 1500A исполняет логику генератора управления для генерирования управляющих сигналов, соответствующих необходимому повышению или понижению качества гипса 160'.
Эти управляющие сигналы, например, могут инструктировать регулирование работы одного или более из клапана 199, насосов 133 для суспензии и нагнетателя 150, показанных на фиг. 15A, так чтобы технологический параметр WFGD-подсистемы, к примеру, измеренное значение pH суспензии 148', текущей из кристаллизатора 134 в абсорбционную колонну 132, которое представляется посредством измеренного значения 183 pH суспензии, обнаруженного pH-датчиком 182 на фиг. 15A, соответствовал требуемой уставке (SP), к примеру, требуемому значению pH. Эта корректировка значения 183 pH суспензии 148' в свою очередь приводит к изменению качества побочного продукта 160' из гипса, фактически изготовляемого WFGD-подсистемой 130', и оцененного качества 1932 гипса, вычисленного блоком 1500B оценки, чтобы больше соответствовать требуемому качеству 1924 гипса.
Обратимся теперь к фиг. 16, на которой подробно показана структура и работа источника 164 свежей воды, смесителя и резервуара 140 и блока 136 обезвоживания. Как показано, источник 164 свежей воды включает в себя водяной бак 164A, из которого очистка 200 ME закачивается насосом 164B в абсорбционную колонну 132, и источник 162 свежей воды закачивается насосом 164C в смешивающий резервуар 140A.
Работа и управление блоком 136 обезвоживания не изменяется при добавлении MPCC 1500.
Работа и управление зоной подготовки известняковой суспензии, включающей в себя дробилку 170 и смеситель и резервуар 140, не изменяется при добавлении MPCC 1500.
Обратимся теперь к фиг. 15A, 15B и 16, на которых показано, что контроллер 1500A может, например, исполнять логику генератора управления для управления изменением потока известняковой суспензии 141' в кристаллизатор 134. Объем суспензии 141', которая течет в кристаллизатор 134, регулируется посредством открытия и закрытия клапана 199. Открытие и закрытие клапана 199 управляется посредством PID 180. Работа PID 180 по управлению работой клапана 199 основана на уставке pH входящей суспензии.
Следовательно, для надлежащего управления потоком суспензии 141' в кристаллизатор 134 контроллер 1500A определяет уставку pH суспензии, которая согласует качество гипса 160' с ограничением 1924 по качеству гипса. Как показано на фиг. 15A и 16, определенная уставка pH суспензии, показанная как SP 186' pH, передается в PID 180. После этого PID 180 регулирует работу клапана 199 для изменения потока 141' суспензии в соответствии с принятой SP 186' pH.
Для управления работой клапана 199 PID 180 генерирует управляющий сигнал 181' PID на основе принятой SP 186' pH суспензии и принятого значения 183 pH суспензии 141', измеренного посредством датчика 182 pH. Управляющий сигнал 181' PID объединяется с управляющим сигналом 191 упреждающего блока (FF), который генерируется посредством FF-блока 190. В данной области техники широко известно, что управляющий сигнал 191 FF генерируется на основе измеренного входящего SO2 189 дымового газа 114, принимаемого из анализатора 188 SO2, размещенного вверху абсорбционной колонны 132. Управляющий сигнал 181' PID и управляющий сигнал 191 FF объединяются в блоке 192 суммирования, который типично включен в качестве встроенного признака в блок вывода DCS, который передает данные в клапан 199. Объединенные сигналы управления, выходящие из блока 192 суммирования, представлены посредством уставки 196' потока суспензии.
Уставка 196' потока суспензии передается в клапан 199. Традиционно клапан 199 включает в себя еще один PID (не показан), который управляет фактическим открытием и закрытием клапана 199 на основе принимаемой уставки 196' потока суспензии, чтобы изменять поток суспензии 141' через клапан. В любом случае на основе принимаемой уставки 196' потока суспензии клапан 199 открывается или закрывается, чтобы увеличить или снизить объем суспензии 141' и, следовательно, объем суспензии 240', текущей в кристаллизатор 134, что в свою очередь модифицирует pH суспензии в кристаллизаторе 134 и качество гипса 160', создаваемого WFGD-подсистемой 130'.
Факторы, которые следует учитывать при определении того, когда и следует ли вообще MPCC 1500 сбрасывать или обновлять уставку pH в PID 180 и следует ли PID 180 сбрасывать или обновлять уставку потока известняковой суспензии в клапане 199, могут быть запрограммированы с использованием широко распространенных методик в MPCC 1500 или PID 180 в зависимости от ситуации. Специалисты в данной области техники должны понимать, что такие факторы, как производительность PID 180 и точность датчика 182 pH, как правило, рассматриваются при этом определении.
Контроллер 1500A генерирует SP 186' pH посредством обработки измеренного значения pH суспензии 148', текущей из кристаллизатора 134 в абсорбционную колонну 132, принимаемую из датчика 182 pH, представленную посредством pH 183 суспензии, в соответствии с алгоритмом управления качеством гипса или таблицей соответствия с динамической модели 870 управления. Алгоритм или таблица соответствия представляют установленную связь между качеством гипса 160' и измеренным значением 183 pH.
PID 180 генерирует управляющий сигнал 181' PID посредством обработки разности между SP 186' pH, принятой от контроллера 1500A, и измеренным значением pH суспензии 148', принятым из датчика 182 pH, представляющей pH 183 суспензии в соответствии с алгоритмом управления или таблицей соответствия потока известняка. Этот алгоритм или таблица поиска представляет установленную связь между изменением объема суспензии 141', текущей из смесителя и резервуара 140, и изменением измеренного значения 183 pH суспензии 148', текущей из кристаллизатора 134 в абсорбционную колонну 132. Возможно, стоит отметить, что хотя в примерном варианте осуществления, показанном на фиг. 16, объем измельченного известняка 174, текущего из дробилки 170 в смесительный резервуар 140A, управляется отдельным контроллером (не показан), если так лучше, он может управляться MPCC 1500. Дополнительно, хотя не показано, MPCC 1500 может при необходимости также управлять дозированием добавок в суспензию внутри смесительного резервуара 140A. Следовательно, на основе принимаемой SP 186' pH от контроллера 1500A MPCC 1500 PID 180 генерирует сигнал, который инструктирует открытие или закрытие клапана 199, тем самым повышая или понижая поток свежей известняковой суспензии в кристаллизаторе 134. PID продолжает управлять регулировкой клапана до тех пор, пока объем известняковой суспензии 141', протекающей через клапан 199, не будет соответствовать MVSP, представленной посредством уставки 196' потока известняковой суспензии. Следует понимать, что предпочтительно сопоставление выполняется посредством PID (не показан), включенным как часть клапана 199. Тем не менее, альтернативно сопоставление может выполняться посредством PID 180 на основе данных объема потока, измеренных и переданных из клапана.
Обеспечение соответствия требованиям по удалению SO 2
Посредством управления pH суспензии 148' MPCC 1500 может управлять удалением SO2 из дымового газа 114 с высоким содержанием SO2 наряду с качеством побочного продукта 160' из гипса, произведенного посредством WFGD-подсистемы. Увеличение pH суспензии 148' посредством повышения потока свежей известняковой суспензии 141' через клапан 199 приводит к увеличению объема SO2, удаленного абсорбционной колонной 132 из дымового газа 114 с высоким содержанием SO2. С другой стороны, снижение потока известняковой суспензии 141' через клапан 199 снижает pH суспензии 148'. Снижение объема абсорбированного SO2 (в форме сульфита кальция), текущего в кристаллизатор 134, также приводит к повышению процента окисления сульфита кальция в кристаллизаторе 134 до сульфата кальция, что в итоге повышает качество гипса.
Таким образом, есть напряжение между двумя основными задачами управления - удалением SO2 из дымового газа 114 с высоким содержанием SO2 и созданием побочного продукта 160' из гипса, имеющего требуемое качество. Т.е. может возникнуть конфликт управления между обеспечением соответствия требованиям по выбросам SO2 и техническим условиям на гипс.
Обратимся теперь к фиг. 17, на которой подробнее показана структура и работа насосов 133 для суспензии и абсорбционной колонны 132. Как показано, насосы 133 для суспензии включают в себя несколько отдельных насосов, показанных как насосы 133A, 133B и 133C для суспензии в этом примерном варианте осуществления, которые закачивают суспензию 148' из кристаллизатора 134 в абсорбционную колонну 132. Как описано выше со ссылкой на фиг. 3, каждый из насосов 133A-133C направляет суспензию в собственный один из нескольких уровней 306A, 306B и 306C насадок уровня суспензии абсорбционной колонны. Каждый из уровней 306A-306C насадок направляет суспензию в собственный один из нескольких распылителей 308A, 308B и 308C суспензии. Распылители 308A-308C суспензии распыляют суспензию, в данном случае суспензию 148', в дымовой газ 114 с высоким содержанием SO2, который поступает в абсорбционную колонну 132 во впускном отверстии 310 для газа, чтобы абсорбировать SO2. Чистый дымовой газ 116' затем выпускается из абсорбционной колонны 132 в выпускном отверстии 312 абсорбера. Как описано выше, очистка 200 ME-распылителя направляется в абсорбционную колонну 132. Следует принимать во внимание, что хотя показано три различных уровня насадок и распылителей суспензии и три различных насоса, число уровней насадок и распылителей и число насосов может и, по всей вероятности, будет очень зависеть от конкретной реализации.
Как показано на фиг. 15A, значения 1512 состояния насосов отправляются от регуляторов 1511 состояния насосов, таких как включатели/выключатели, и значения 1515 нагрузки насосов отправляются от регуляторов 1514 нагрузки насосов, таких как двигатель, в MPCC 1500 для ввода в динамическую модель управления. Как также показано, уставки 1513 состояния насосов, такие как инструкции включения или отключения, подаются в регуляторы 1511 состояния насосов, и уставки 1516 нагрузки насосов подаются в регуляторы 1514 нагрузки насосов посредством MPCC 1500 для управления состоянием, к примеру, включением и отключением и нагрузкой каждого из насосов 133A-133C и управления тем самым того, в какие уровни насадок закачивается суспензия 148', и количеством суспензии 148', которая закачивается в каждый уровень насадок. Следует принимать во внимание, что в самых последних WFGD-приложениях насосы 133 для суспензии не включают в себя возможности переменной нагрузки (а только включение/отключение), поэтому уставки 1516 нагрузки насосов и регуляторы 1514 нагрузки не доступны для использования или регулировки посредством MPCC 1500.
Как показано в примерной реализации, проиллюстрированной на фиг. 17, регуляторы 1511 состояния насосов включаются в себя отдельный регулятор состояния для каждого насоса, идентифицируемый с помощью номеров ссылок 1511A, 1511B и 1511C. Также регуляторы 1514 нагрузки насосов включают в себя отдельный регулятор состояния для каждого насоса, идентифицируемый посредством номеров ссылок 1514A, 1514B и 1514C. Отдельные значения 1512A, 1512B и 1512C состояния насосов предоставляются в MPCC 1500 от регуляторов 1511A, 1511B и 1511C состояния насосов соответственно для указания текущего состояния этих насосов для суспензии. Аналогично, отдельные значения 1515A, 1515B и 1515C нагрузки насосов предоставляются в MPCC 1500 от регуляторов 1514A, 1514B и 1514C нагрузки насосов соответственно для указания текущего состояния этих насосов для суспензии. На основе значений 1512A, 1512B и 1512C состояния насосов MPCC 1500 исполняет логику 850 прогнозирования для определения текущего состояния каждого из насосов 133A, 133B и 133C и, следовательно, того, что в общем упоминается как линейка насосов, в любой данный момент времени.
Как описано ранее, соотношение скорости потока жидкой суспензии 148', поступающей в абсорбционную колонну 132, к скорости потока дымового газа 114, поступающего в абсорбционную колонну 132, как правило, характеризуется как L/G. L/G - это один из ключевых структурных параметров в WFGD-подсистемах. Поскольку скорость потока дымового газа 114, обозначенная G, задается выше блока 130' обработки WFGD типично посредством работы системы 110 производства электроэнергии, она не управляется (и не может управляться). Тем не менее, скорость потока жидкой суспензии 148', обозначенная L, может управляться MPCC 1500 на основе значения G.
Один способ, которым это осуществляется, заключается в управлении работой насосов 133A, 133B и 133C для суспензии. Отдельные насосы управляются посредством MPCC 1500 посредством задания уставок 1513A, 1513B и 1513C состояния насосов в регуляторах 1511A состояния насоса 133A, 1511B состояния насоса 133B и 1511C состояния насоса 133C соответственно для получения требуемой линейки насосов и, следовательно, уровней, при которых суспензия 148' поступает в абсорбционную колонну 132. Если доступно в WFGD-подсистеме, MPCC 1500 также может задавать уставки 1516A, 1516B и 1516C регулирования нагрузки насосов для регуляторов 1514A нагрузки насоса 133A, 1514B нагрузки насоса 133B и 1514C нагрузки насоса 133C соответственно для получения требуемого объема потока суспензии 148' в абсорбционную колонну 132 на каждом активном уровне насадки. Следовательно, MPCC 1500 управляет скоростью потока L жидкой суспензии 148' в абсорбционную колонну 132 посредством управления того, в какие уровни насадок 306A-306C закачивается суспензия 148', и количеством суспензии 148', которая закачивается в каждый уровень насадок. Следует принимать во внимание, что чем больше число насосов и уровней насадок, тем больше модульность такого управления.
Закачивание суспензии 148' в насадки верхних уровней, например, насадки 306A, приводит к тому, что суспензия, которая распыляется из распылителей 308A суспензии, имеет относительно длинный период контактирования с дымовым газом 114 с высоким содержанием SO2. Это в свою очередь приводит к абсорбции относительно большего объема SO2 из дымового газа 114 посредством суспензии, чем посредством суспензии, поступающей в абсорбер на нижних уровнях распыления. С другой стороны, закачивание суспензии 148' в насадки нижних уровней, например, насадки 306C, приводит к тому, что суспензия 148', которая распыляется из распылителей 308C суспензии, имеет относительно короткий период контактирования с дымовым газом 114 с высоким содержанием SO2. Это в свою очередь приводит к абсорбции относительно меньшего объема SO2 из дымового газа 114 посредством суспензии. Таким образом, больший или меньший объем SO2 удаляется из дымового газа 114 при одинаковом объеме и составе суспензии 148', зависит от уровня насадок, в которые закачивается суспензия.
Тем не менее, для закачивания жидкой суспензии 148' в насадки верхних уровней, например, насадки 306A, требуется относительно больше энергии и, следовательно, большие операционные затраты, чем требуемых для закачки жидкой суспензии 148' в насадки нижних уровней, например, 306C. Следовательно, посредством закачивания большего объема жидкой суспензии в насадки более высокого уровня для увеличения поглощения и, следовательно, удаления дымового газа 114 затраты на работу WFGD-подсистемы возрастают.
Насосы 133A-133C являются очень крупными элементами вращательного оборудования. Эти насосы могут запускаться и останавливаться автоматически MPCC 1500 посредством задания SP состояния насосов, или вручную оператором, или другим пользователем подсистемы. Если скорость потока дымового газа 114, поступающего в абсорбционную колонну 132, изменяется вследствие изменения работы системы 110 производства электроэнергии, MPCC 1500, исполняющий логику 850 прогнозирования в соответствии с динамической моделью управления 870 и логику 860 генератора управления, корректирует работу одного или более насосов 133A-133C для суспензии. Например, если скорость потока дымового газа упала до 50% от расчетной нагрузки, MPCC может задать одну или более SP состояния насосов для отключения, т.е. выключения одного или более насосов, закачивающих в данный момент суспензию 148' в насадки абсорбционной колонны на одном или более уровней распыления, или одну или более SP управления нагрузкой насосов для снижения нагрузки одного или более насосов, закачивающих в данный момент суспензию в насадки абсорбционной колонны на одном или более уровней распыления.
Дополнительно, если дозатор (не показан) органических кислот и т.п. включен как часть смесителя и насоса 140 или как отдельная подсистема, которая подает органическую кислоту напрямую в процесс, MPCC 1500 может также или альтернативно выдать управляющие сигналы SP (не показаны) для уменьшения объема органических кислот или аналогичных добавок, распределяемых в суспензию, чтобы снизить способность суспензии поглощать и, следовательно, удалять SO2 из дымового газа. Следует принимать во внимание, что эти добавки достаточно дороги и поэтому их использование ограничено, по меньшей мере, в США. Помимо этого, существует противоречие между удалением SO2 и операционными затратами: добавки дороги, но добавки позволяют существенно повысить удаление SO2 при незначительном влиянии на качество гипса (или вообще без этого влияния). Если WFGD-подсистема включает в себя подсистему введения добавок, следует разрешить MPCC 1500 управлять введением добавок во взаимодействии с другими технологическими параметрами WFGD, с тем чтобы MPCC 1500 осуществлял WFGD-процесс с наименьшими возможными операционными затратами в рамках ограничений по оборудованию, технологическому процессу и законодательных ограничений. Посредством ввода стоимости этих добавок в MPCC 1500 данный фактор затрат может быть включен в динамическую модель управления и учитываться посредством исполнения логики прогнозирования при регулировании WFGD-процесса.
Предотвращение засорения известняком
Как описано выше, для окисления абсорбированного SO2 для образования гипса должна произойти химическая реакция между SO2 и известняком в суспензии в абсорбционной колонне 132. В ходе этой реакции потребляется кислород для образования сульфата кальция. Дымовой газ 114, поступающий в абсорбционную колонну 132, содержит мало кислорода O2, поэтому дополнительный кислород O2 типично добавляется в жидкую суспензию, текущую в абсорбционную колонну 132.
Обратимся теперь к фиг. 18, на которой показано, что нагнетатель 150, который в общем характеризуется как вентилятор, сжимает атмосферный воздух 152. Результирующий сжатый окислительный воздух 154' направляется в кристаллизатор 134 и применяется к суспензии в кристаллизаторе 134, которая закачивается в абсорбер 132, как описано выше со ссылкой на фиг. 17. Добавление сжатого окислительного воздуха 154' в суспензию внутри кристаллизатора 134 приводит к повторно используемой суспензии 148', которая течет из кристаллизатора 134 в абсорбер 132, имеющей большее содержание кислорода, что облегчает окисление и, таким образом, образование сульфата кальция.
Предпочтительно, в суспензии 148' избыток кислорода, хотя следует принимать во внимание, что есть верхний предел объема кислорода, который может абсорбироваться или удерживаться суспензией. Для облегчения окисления желательно осуществлять WFGD со значительными излишками O2 в суспензии.
Также следует принимать во внимание, что если концентрация O2 в суспензии становится слишком маленькой, химическая реакция между SO2 в дымовом газе 114 и известняком с суспензии 148' замедляется и в итоге вообще перестает выполняться. Когда это происходит, это, в общем, упоминается как засорение известняком.
Объем O2, который растворяется в повторно используемой суспензии в кристаллизаторе 134, является неизмеряемым параметром. Следовательно, динамическая модель 880 оценки предпочтительно включает в себя модель растворенного в суспензии O2. Логика оценки, к примеру, логика 840 оценки, исполняемая блоком 1500B оценки MPCC 1500 в соответствии с динамической моделью 880 оценки, вычисляет оценку растворенного O2 в повторно используемой суспензии в кристаллизаторе 134. Вычисленная оценка передается в контроллер 1500A MPCC 1500, который применяет вычисленную оценку для обновления динамической модели управления, к примеру, динамической модели 870 управления. Затем контроллер 1500A исполняет логику прогнозирования, к примеру, логику 850 прогнозирования, которая сравнивает оцененное значение растворенного O2 в суспензии с ограничением значения растворенного O2 в суспензии, которое введено в MPCC 1500. Ограничение значения растворенного O2 в суспензии - это одно из ограничений 1555, показанных на фиг. 15B, и оно подробнее проиллюстрировано на фиг. 19 как требование 1926 по растворенному O2 в суспензии.
На основе результата сравнения контроллер 1500A, исполняющий логику прогнозирования, определяет, требуется ли какая-либо корректировка операций WFGD-подсистемы 130' для обеспечения того, чтобы в суспензии 148', которая закачивается в абсорбционную колонну 132, не возникла нехватка O2. Следует принимать во внимание, что обеспечение того, что суспензия 148' содержит достаточный объем растворенного O2, также помогает обеспечить то, что выбросы SO2 и качество побочного продукта из гипса по-прежнему будут соответствовать обязательным ограничениям на выбросы и качество.
Как показано на фиг. 15A и 18, нагнетатель 150 включает в себя механизм 1501 регулирования нагрузки, который иногда упоминается как механизм регулирования скорости нагнетателя, который позволяет регулировать поток окислительного воздуха в кристаллизатор 134. Механизм 1501 регулирования нагрузки может быть использован для регулирования нагрузки нагнетателя 150 и, следовательно, объема сжатого окислительного воздуха 154', поступающего в кристаллизатор 134, и тем самым упрощает требуемое регулирование работы WFGD-подсистемы 130' относительно результата сравнения. Предпочтительно, работа механизма 1501 регулирования нагрузки контролируется непосредственно контроллером 1500A. Тем не менее, при необходимости механизм 1501 регулирования нагрузки может управляться вручную оператором подсистемы на основе вывода от контроллера 1500A, инструктирующего оператора осуществить надлежащее ручное управление механизмом регулирования нагрузки. В любом случае, на основе результата сравнения контроллер 1500A исполняет логику 850 прогнозирования в соответствии с динамической моделью 870 управления для определения того, требуется ли регулировка объема сжатого окислительного воздуха 154', поступающего в кристаллизатор 134, для обеспечения того, чтобы в суспензии 148', закачиваемой в абсорбционную колонну 132, не возникала нехватка O2, а при ее возникновении - величины регулировки. После этого, контроллер 1500A исполняет логику генератора управления, например, логику 860 генератора управления, с учетом значения 1502 нагрузки нагнетателя, принимаемого MPCC 1500 от механизма 1501 регулирования нагрузки, для генерирования управляющих сигналов для механизма 1501 регулирования нагрузки изменить нагрузку нагнетателя 150, чтобы скорректировать объем сжатого окислительного воздуха 154', поступающего в кристаллизатор 134, до требуемого объема, который обеспечит то, что в суспензии 148', закачиваемой в абсорбционную колонну 132, не возникнет нехватка O2.
Как указано выше, нехватка O2 особенно ощущается в летние месяцы, когда тепло уменьшает объем сжатого окислительного воздуха 154', который может подаваться в кристаллизатор 134 посредством нагнетателя 150. Логика 850 прогнозирования, исполняемая контроллером 1500A, может, например, определить, что скорость загрузки нагнетателя 150, которая вводится в MPCC 1500 как значение 1502 нагрузки нагнетателя, должна быть скорректирована для увеличения объема сжатого окислительного воздуха 154', поступающего в кристаллизатор 134, на определенную величину. Логика генератора управления, исполняемая контроллером 1500A, затем определяет SP 1503 нагрузки нагнетателя, которая даст требуемое увеличение объема сжатого окислительного воздуха 154'. Предпочтительно, SP 1503 нагрузки нагнетателя передается из MPCC 1500 в механизм 1501 регулирования нагрузки, который командует увеличение нагрузки на нагнетатель 150, соответствующее SP 1503 нагрузки нагнетателя, тем самым не допуская засорения известняком и обеспечивая то, что выбросы SO2 и качество побочного продукта из гипса находятся в рамках применимых ограничений.
Увеличение скорости или нагрузки нагнетателя 150, разумеется, также увеличивает потребление электроэнергии нагнетателем и, следовательно, операционные затраты WFGD-подсистемы 130'. Это увеличение затрат предпочтительно отслеживается MPCC 1500, при этом контролируя работу WFGD-подсистемы 130', и тем самым предоставляет материальный стимул для управления нагнетателем 150 с тем, чтобы направлять только требуемый объем сжатого окислительного воздуха 154' в кристаллизатор 134.
Как показано на фиг. 19, текущая стоимость единицы электроэнергии, изображенная как стоимость 1906 единицы электроэнергии, предпочтительно вводится в MPCC 1500 как один из нетехнологических входных параметров 1550, показанных на фиг. 15B, и включается в динамическую модель 870 управления. С помощью этой информации контроллер 1500A MPCC 1500 также может вычислять и отображать оператору подсистемы или другим пользователям изменения операционных затрат на основе регулирования потока сжатого окислительного воздуха 154' в кристаллизатор 134.
Следовательно, при условии избыточной емкости нагнетателя 150 контроллер 1500A типично управляет потоком сжатого окислительного воздуха 154' в кристаллизатор 134 для обеспечения того, чтобы его было достаточно, чтобы не допустить засорения. Тем не менее, если нагнетатель 150 работает при полной нагрузке, и объема сжатого окислительного воздуха 154', текущего в кристаллизатор 134, при этом недостаточно для недопущения засорения, т.е. дополнительный воздух (кислород) требуется для окисления всего SO2, поглощаемого в абсорбционной колонне 132, контроллер 1500A должен реализовать альтернативную стратегию управления. В этом отношении после абсорбции SO2 в суспензии он должен быть окислен в гипс, тем не менее, если не хватает кислорода для окисления предельного SO2, то лучше не абсорбировать SO2, поскольку если абсорбированный SO2 не может быть окислен, со временем произойдет засорение известняком.
В этом случае контроллер 1500A имеет другой вариант, который может заключаться в управлении работой WFGD-подсистемы 130', чтобы не допустить засорения. Более конкретно контроллер 1500A, исполняющий логику 850 прогнозирования в соответствии с динамической моделью 870 управления и логикой 860 генератора управления, может управлять PID 180 для корректировки уровня pH суспензии 141', текущей в кристаллизатор 134, и тем самым управления уровнем pH суспензии 148', закачиваемой в абсорбционную колонну 132. Посредством снижения уровня pH суспензии 148', закачиваемой в абсорбционную колонну 132, абсорбция дополнительного предельного SO2 снижается, и засорения можно избежать.
Еще одна альтернативная стратегия, которая может быть реализована контроллером 1500A, заключается в работе вне рамок ограничений 1555, показанных на фиг. 15B. В частности, контроллер 1500A может реализовать стратегию управления, при которой окисляется не так много SO2 в суспензии 148' в кристаллизаторе 134. Следовательно, объем O2, требуемый в кристаллизаторе 134, может быть снижен. Тем не менее, это действие в свою очередь ухудшает чистоту побочного продукта 160' из гипса, создаваемого WFGD-подсистемой 130'. С помощью этой стратегии контроллер 1500A переопределяет одно или более ограничений 1555 на управление работой WFGD-подсистемы 130'. Предпочтительно, контроллер поддерживает жесткое ограничение по выбросам SO2 в чистом дымовом газе 116', которое обозначено как разрешенное требование 1922 по выпускному SO2 на фиг. 19, и переопределяет, и эффективно снижает указанную чистоту побочного продукта 160' из гипса, которая обозначена как требование 1924 по чистоте гипса на фиг. 19.
Следовательно, после достижения предела максимальной емкости нагнетателя контроллер 1500A может контролировать работу WFGD-подсистемы 130' для снижения pH суспензии 148', поступающей в абсорбционную колонну 132, и снижения тем самым абсорбции SO2 до предела выбросов, т.е. разрешительного требования 1922 по выходящему SO2. Тем не менее, если какое-либо дополнительное снижение абсорбции SO2 приводит к нарушению разрешительного требования 1922 по выпускному SO2, и емкости нагнетателя недостаточно для предоставления требуемого объема воздуха (кислорода) для окисления всего абсорбированного SO2, который должен быть удален, физическое оборудование, к примеру, нагнетатель 150 и кристаллизатор 134, имеет недостаточный размер, и невозможно удовлетворить требование по удалению SO2 и чистоту гипса. Поскольку MPCC 1500 не может "создать" необходимый дополнительный кислород, он должен рассматривать альтернативную стратегию. Согласно этой альтернативной стратегии контроллер 1500A управляет работой WFGD-подсистемы 130' для поддержания текущего уровня удаления SO2, т.е. для удовлетворения разрешительного требования 1922 по выходящему SO2 и для производства гипса, удовлетворяющего мягкому ограничению по чистоте гипса, т.е. удовлетворяющего требованию по чистоте гипса, которое меньше входного требования 1924 по чистоте гипса. Преимущественно, контроллер 1500A минимизирует отклонение между пониженным требованием по чистоте гипса и желательным требованием 1924 по чистоте гипса. Следует понимать, что еще одна альтернатива для контроллера 1500A заключается в управлении работой WFGD-подсистемой 130' в соответствии с гибридной стратегией, которая реализует аспекты обоих вышеперечисленных вариантов. Эти альтернативные стратегии управления могут реализовываться посредством задания стандартных параметров настройки в MPCC 1500.
Работа MPCC
Как описано выше, MPCC 1500 позволяет контролировать крупные WFGD-подсистемы для коммунальных вариантов применения в рамках распределенной системы управления (DCS). Параметры, которые могут контролироваться MPCC 1500, практически неограниченны, но предпочтительно могут включать в себя, по меньшей мере, одно или более из: (1) pH суспензии 148', поступающей в абсорбционную колонну 132, (2) линейки насосов для суспензии, которые предоставляют жидкую суспензию 148' в различные уровни абсорбционной колонны 132, и (3) объема сжатого окислительного воздуха 154', поступающего в кристаллизатор 134. Следует принимать во внимание, что есть динамическая модель 870 управления, которая содержит базовые отношения процесса, которые используются MPCC 1500 для управления WFGD-процессом. Следовательно, отношения, установленные в динамической модели 870 управления, имеют первичную важность для MPCC 1500. В этом отношении динамическая модель 870 управления связывает различные параметры, например, pH и уровни окислительного воздуха, с различными ограничениями, такими как чистота гипса и уровни удаления SO2, и эти отношения обеспечивают динамическое гибкое управление WFGD-подсистемой 130', как подробнее описано ниже.
Фиг. 19 подробнее иллюстрирует предпочтительные параметры и ограничения, которые вводятся и используются контроллером 1500A MPCC 1500. Как дополнительно описано ниже, контроллер 1500A исполняет логику прогнозирования, например, логику 850 прогнозирования в соответствии с динамической моделью 870 управления и на основе входных параметров и ограничений, для прогнозирования будущих состояний WFGD-процесса и управления WFGD-подсистемой 130', с тем чтобы оптимизировать WFGD-процесс. Затем контроллер 1500A исполняет логику генератора управления, например, логику 860 генератора управления в соответствии с управляющими инструкциями от логики прогнозирования для генерирования и выдачи управляющих сигналов, чтобы управлять конкретными элементами WFGD-подсистемы 130'.
Как ранее описано со ссылкой на фиг. 15B, входные параметры включают в себя измеренные технологические параметры 1525, нетехнологические параметры 1550, ограничения 1555 WFGD-процесса и оцененные параметры 1560, вычисленные блоком 1500B оценки MPCC, исполняющим логику оценки, такую как логика 840 оценки в соответствии с динамической моделью 880 оценки.
В предпочтительной реализации, показанной на фиг. 19, измеренные технологические параметры 1525 включают в себя условия 1520 окружающей среды, измеренную нагрузку 1509 системы производства электроэнергии (PGS), измеренный входящий SO2 189, значение 1502 нагрузки нагнетателя, измеренный pH 183 суспензии, измеренный выходящий SO2 1505, лабораторную измеренную чистоту 1506 гипса, значения 1512 состояния насосов для суспензии и значения 1515 нагрузки насосов для суспензии. Ограничения 1555 WFGD-процесса включают в себя разрешительное требование 1922 по выходящему SO2, требование 1924 по чистоте гипса, требование 1926 по растворенному O2 в суспензии и требование 1928 по pH суспензии. Нетехнологические входные параметры 1550 включают в себя факторы 1902 настройки, текущую кредитную цену 1904 SO2, текущую стоимость 1906 единицы электроэнергии, текущую стоимость 1908 органических кислот, текущую отпускную цену 1910 гипса и будущие оперативные планы 1950. Оцененные параметры 1560, вычисленные блоком 1500B оценки, включают в себя вычисленную чистоту 1932 гипса, вычисленный растворенный O2 1934 в суспензии и вычисленный рH 1936 суспензии. Благодаря включению нетехнологических входных параметров, к примеру, текущей стоимости 1906 единицы электроэнергии, MPCC 1500 может управлять WFGD-подсистемой 130' не только на основе текущего состояния технологического процесса, но также на основе состояния за пределами технологического процесса.
Определение доступности дополнительной абсорбционной способности SO 2
Как описано выше со ссылкой на фиг. 17, MPCC 1500 может управлять состоянием и нагрузкой насосов 133A-133C и тем самым управлять потоком суспензии 148' на различных уровнях абсорбционной колонны 132. MPCC 1500 также может вычислять текущее потребление электроэнергии насосов 133A-133C на основе текущей линейки насосов и текущих значений 1515A-1515C нагрузки насосов, и дополнительно текущие операционные затраты для насосов на основе вычисленного потребления электроэнергии и текущей стоимости 1906 единицы электроэнергии.
MPCC 1500 предпочтительно сконфигурирован на исполнение логики 850 прогнозирования в соответствии с динамической моделью 870 управления и на основе текущих значений 1512A-1512C состояния насосов и текущих значений 1515A-1515C нагрузки насосов, чтобы определять доступную дополнительную емкость насосов 133A-133C. Затем MPCC 1500 определяет на основе определенной величины доступной дополнительной емкости насосов дополнительный объем SO2, который может быть удален посредством корректировки работы насосов, к примеру, включения насоса для изменения линейки насосов или повышения подачи электроэнергии насосу.
Определение дополнительного объема SO 2 , доступного для удаления
Как упоминалось выше, помимо измеренного состава 189 входящего SO2, обнаруженного датчиком 188, нагрузка 1509 системы производства электроэнергии (PGS) 110 предпочтительно распознается датчиком 1508 нагрузки и также вводится как измеренный параметр в MPCC 1500. Нагрузка 1509 PGS может, например, представлять показатель BTU потребляемого угля или величину электроэнергии, генерируемой системой 110 производства электроэнергии. Тем не менее, нагрузка 1509 PGS также может представлять некоторый другой параметр системы 110 производства электроэнергии или ассоциативно связанного процесса производства электроэнергии, если это другое измерение параметра разумно соответствует нагрузке входящего дымового газа, к примеру, некоторый параметр системы производства электроэнергии на угле или процесс, который разумно соответствует количеству входящего дымового газа, поступающему в WFGD-подсистему 130'.
MPCC 1500 предпочтительно сконфигурирован на исполнение логики 850 прогнозирования в соответствии с динамической моделью 870 управления, чтобы определять нагрузку входящего дымового газа, т.е. объем или массу входящего дымового газа 114 в абсорбционной колонне 132, которая соответствует нагрузке 1509 PGS. MPCC 1500, например, может вычислять нагрузку входящего дымового газа в абсорбционной колонне 132 на основе нагрузки 1509 PGS. Альтернативно, сама нагрузка 1509 PGS может выступать в качестве нагрузки впускного дымового газа, причем в этом случае вычисления не требуются. В любом случае MPCC 1500 затем определяет дополнительный объем SO2, который доступен для удаления из дымового газа 114, на основе измеренного состава входящего 189 SO2, нагрузки входящего дымового газа и измеренного выходящего SO2 1505.
Также следует принимать во внимание, что нагрузка входящего дымового газа может измеряться непосредственно и входить в MPCC 1500 при необходимости. Т.е. фактический показатель объема или массы входящего дымового газа 114, направляемого в абсорбционную колонну 132, может необязательно измеряться датчиком (не показан), размещенным выше абсорбционной колонны 132 и ниже других APC-подсистем 122, и предоставляться в MPCC 1500. В этом случае MPCC 1500 может необязательно определять нагрузку входящего дымового газа, которая соответствует нагрузке 1509 PGS.
Ограничения по мгновенному и скользящему среднему удалению SO 2
Как описано со ссылкой на фиг. 12, база 1210 данных статистики технологических процессов включает в себя базу 890 данных статистики выбросов SO2, как описано, например, со ссылкой на фиг. 8. База 1210 данных статистики технологических процессов связана с MPCC 1500. Следует понимать, что MPCC 1500 может быть любого типа, показанного, например, на фиг. 8, или может быть многоуровневым контроллером, например, двухуровневым контроллером, показанным на фиг. 10.
База 890 данных статистики выбросов SO2 хранит данные, представляющие выбросы SO2, не только в отношении состава SO2, но также вес выбросов SO2 за последний скользящий средний период. Следовательно, помимо доступа к информации, представляющей текущие выбросы SO2 посредством ввода измеренного выходящего SO2 1505 из анализатора 1504 SO2, посредством подключения к базе 1210 данных статистики технологических процессов MPCC 1500 также имеет доступ к статистической информации, представляющей выбросы SO2, т.е. измеренному выходящему SO2 за последнее скользящее среднее временное окно посредством базы 890 данных статистики выбросов SO2. Следует принимать во внимание, что хотя текущие выбросы SO2 соответствуют одному значению, выбросы SO2 за последнее скользящее среднее временное окно соответствуют динамическому смещению выбросов SO2 за применимый временной период.
Определение доступности дополнительной способности окисления SO 2
Как показано на фиг. 19 и описано выше, вход в MPCC 1500 - это измеренные значения (1) выходящего SO2 1505, (2) измеренная нагрузка 1502 нагнетателя, которая соответствует величине окислительного воздуха, поступающего в кристаллизатор 134, (3) значения 1512 состояния насосов для суспензии, т.е. линейки насосов, и значения 1515 нагрузки насосов для суспензии, которые соответствуют объему известняковой суспензии, поступающей в абсорбционную колонну 132, (4) измеренного pH 183 суспензии, текущей в абсорбционную колонну 132. Дополнительно вводятся в MPCC 1500 предельные требования по (1) чистоте 1924 побочного продукта 160' из гипса, (2) растворенному O2 1926 в суспензии в кристаллизаторе 134, который соответствует растворенному O2 в суспензии, необходимому для обеспечения дополнительного окисления и недопущения засорения известняком, и (3) выходящему SO2 1922 в дымовом газе 116', выводимом из WFGD-подсистемы 130'. Сегодня разрешительное требование 1922 по выходящему SO2 типично включает в себя ограничения на мгновенные выбросы SO2 и скользящие средние выбросы SO2. Кроме того, в MPCC 1500 вводятся нетехнологические входные параметры, включающие в себя (1) стоимость 1906 единицы электроэнергии, к примеру, стоимость единицы электричества, и (2) текущее или ожидаемое значение кредитной цены 1904 SO2, которое представляет цену, при которой этот регулирующий кредит может быть продан. Более того, MPCC 1500 вычисляет оценку (1) текущей чистоты 1932 побочного продукта 160' из гипса, (2) растворенного O2 1934 в суспензии внутри кристаллизатора 134, и (3) PH 1936 суспензии, текущей в абсорбционную колонну 132.
MPCC 1500, исполняющий логику прогнозирования в соответствии с логикой динамического управления, обрабатывает эти параметры для определения объема SO2, вступающего в реакцию посредством суспензии в абсорбционной колонне 132. На основе этого определения MPCC 1500 затем может определить объем нерастворенного O2, который остается доступным в суспензии внутри кристаллизатора 134 для окисления сульфита кальция, чтобы образовать сульфат кальция.
Определение необходимости применения дополнительной доступной емкости
Если MPCC 1500 определил, что доступна дополнительная емкость для абсорбции и окисления дополнительного SO2 и имеется дополнительный SO2, доступный для удаления, MPCC 1500 также предпочтительно сконфигурирован на исполнение логики 850 прогнозирования в соответствии с динамической моделью 870 управления, чтобы определять, следует или нет управлять WFGD-подсистемой 130' для корректировки работы по удалению дополнительного доступного SO2 из дымового газа 114. Для этого определения MPCC 1500 может определить, например, повысят ли создание и продажа этих кредитов SO2 рентабельность операций WFGD-подсистемы 130', поскольку более рентабельно изменять операции для удаления дополнительного SO2 помимо требуемого операционным разрешением, выданным соответствующим законодательным органом, т.е. помимо разрешительного требования 1922 по выходящему SO2, и продать получившиеся регулирующие кредиты.
В частности, MPCC 1500, исполняющий логику 850 прогнозирования в соответствии с динамической моделью 870 управления, определяет требуемые изменения операций WFGD-подсистемы 130' для увеличения удаления SO2. На основе этого определения MPCC 1500 также определяет число результирующих дополнительных регулирующих кредитов, которые будут заработаны. На основе определенных операционных изменений и текущей или будущей стоимости электричества, к примеру, стоимости 1906 единицы электроэнергии, MPCC 1500 дополнительно определяет результирующие дополнительные затраты на электричество, требуемые при изменениях в работе WFGD-подсистемы 130', определенных как необходимые. На основе этих последних определений и текущей и ожидаемой цены этих кредитов, к примеру, кредитной цены 1904 SO2, MPCC 1500 дополнительно определяет, превышает ли стоимость создания дополнительных регулирующих кредитов цену, за которую этот кредит может быть продан.
Если, например, кредитная цена небольшая, создание и продажа дополнительных кредитов могут быть невыгодны. Наоборот, удаление SO2 при минимальном уровне, требуемом для обеспечения соответствия операционному разрешению, выданному соответствующим законодательным органом, минимизирует затраты и тем самым максимизирует рентабельность операций WFGD-подсистемы 130', поскольку более рентабельно удалять только объем SO2, необходимый для минимального обеспечения соответствия разрешительному требованию 1922 по выходящему SO2 операционного разрешения, выданного соответствующим законодательным органом. Если кредиты уже генерируются в рамках текущих операций WFGD-подсистемы 130', MPCC 1500 может даже управлять изменениями в работе WFGD-подсистемы 130' для понижения удаления SO2 и тем самым прекратить какое-либо дополнительное создание кредитов SO2, т.е. снизить затраты на электричество, а следовательно, и прибыльность работы.
Установление рабочих приоритетов
Как также показано на фиг. 19, MPCC 1500 также предпочтительно сконфигурирован на прием факторов 1902 настройки в качестве еще одного нетехнологического входного параметра 1550. MPCC 1500, исполняющий логику 850 прогнозирования в соответствии с динамической моделью 870 управления и факторами 1902 настройки, может задавать приоритеты для контролируемых параметров с помощью, например, соответствующих весовых коэффициентов для каждого контролируемого параметра.
В этом отношении предпочтительно ограничения 1555 надлежащим образом устанавливают требуемый диапазон для каждого ограничения контролируемого параметра. Таким образом, например, разрешительное требование 1922 по выходящему SO2, требование 1924 по чистоте гипса, требование 1926 по растворенному O2 и требование по 1928 pH суспензии имеют верхние и нижние пределы, и MPCC 1500 поддерживает работу WFGD-подсистемы 130' в рамках диапазона на основе факторов 1902 настройки.
Оценка будущего WFGD-процесса
MPCC 1500, исполняющий логику 850 прогнозирования в соответствии с динамической моделью 870 процессов, предпочтительно сначала оценивает текущее состояние технологических операций, как описано выше. Тем не менее, на этом оценка не обязательно завершается. MPCC 1500 также предпочтительно сконфигурирован для исполнения логики 850 прогнозирования в соответствии с динамической моделью 870 процессов, чтобы оценивать, куда смещаются технологические операции, если нет никаких изменений в операциях WFGD-подсистемы 130'.
Более конкретно MPCC 1500 оценивает будущее состояние технологических операций на основе отношений в рамках динамической модели 870 управления и статистических технологических данных, хранящихся в базе 1210 данных статистики технологических процессов. Статистические технологические данные включают в себя данные в базе данных статистики по SO2, а также другие данные, представляющие то, что произошло ранее в рамках WFGD-процесса за некоторый заранее определенный период времени. В качестве части этой оценки MPCC 1500 определяет текущий путь, в рамках которого работает WFGD-подсистема 130', и, таким образом, будущее значение различных параметров, ассоциативно связанных с WFGD-процессом, если не было изменений в операциях.
Специалисты в данной области техники должны понимать, что MPCC 1500 предпочтительно определяет способом, аналогичным описанному выше, доступность дополнительной емкости абсорбции SO2, дополнительный объем SO2, доступного для удаления, доступность дополнительной емкости окисления SO2, а также то, следует ли применять дополнительную доступную емкость на основе определенных будущих значений параметров.
Реализация рабочей стратегии для операций WFGD-подсистемы
MPCC 1500 может быть использован в качестве платформы для реализации нескольких рабочих стратегий без влияния на базовую модель процесса и отношения управления процессом в модели процесса. MPCC 1500 использует целевую функцию для определения рабочих целей. Целевая функция включает в себя информацию о процессе в отношении взаимоотношений в модели процесса, тем не менее, она также включает в себя факторы настройки, или весовые коэффициенты. Отношения в рамках процесса, представленные в целевой функции посредством модели процесса, являются фиксированными. Факторы настройки могут корректироваться перед каждым исполнением контроллера. В соответствии с технологическими пределами или ограничениями алгоритм контроллера может максимизировать или минимизировать значение целевой функции для определения оптимального значения целевой функции. Оптимальные рабочие цели для значений технологических параметров доступны контроллеру из оптимального решения целевой функции. Корректировка факторов настройки или весовых коэффициентов в целевой функции изменяет значение целевой функции и, следовательно, оптимальное решение. Можно реализовывать различные рабочие стратегии с помощью MPCC 1500 посредством применения соответствующих критериев или стратегии для задания констант настройки целевой функции. Некоторые из стандартных рабочих стратегий могут включать в себя:
- оптимизацию ресурсов (максимизацию прибыли или минимизацию затрат),
- максимизацию удаления загрязняющих веществ,
- минимизацию смещения обрабатываемых параметров в задаче управления.
Оптимизация операций WFGD-подсистемы
На основе требуемого рабочего критерия и надлежащим образом настроенной целевой функции и факторов 1902 настройки MPCC 1500 исполняет логику 850 прогнозирования в соответствии с динамической моделью 870 процессов и на основе соответствующих входных или вычисляемых параметров, чтобы сначала установить долгосрочные рабочие цели для WFGD-подсистемы 130'. Затем MPCC 1500 сопоставляет оптимальный курс, такой как оптимальные траектории и пути, из текущего состояния технологических параметров для обрабатываемых и контролируемых параметров, чтобы установить соответствующие долгосрочные рабочие цели для этих технологических параметров. Далее MPCC 1500 генерирует управляющие инструкции для модификации операций WFGD-подсистемы 130' в соответствии с установленными долгосрочными рабочими целями и оптимальной привязкой курса. Наконец, MPCC 1500, исполняющий логику 860 генератора управления, генерирует и передает управляющие сигналы в WFGD-подсистему 130' на основе управляющих инструкций.
Таким образом, MPCC 1500 в соответствии с динамической моделью 870 управления и текущими измеренными и вычисленными параметрическими данными выполняет первую оптимизацию операций WFGD-подсистемы 130' на основе выбранной целевой функции, например, выбранной на основе текущих затрат на электричество или регулирующей кредитной цены, чтобы определить требуемый целевой установившийся режим. Затем MPCC 1500 в соответствии с динамической моделью 870 управления и статистическими технологическими данными выполняет вторую оптимизацию операций WFGD-подсистемы 130' для определения динамического пути, по которому смещаются технологические параметры из текущего состояния в требуемый целевой установившийся режим. Преимущественно, логика прогнозирования, исполняемая MPCC 1500, определяет путь, который упрощает управление операциями WFGD-подсистемы 130' посредством MPCC 1500, так чтобы смещать технологические параметры максимально быстро к требуемому целевому режиму каждого технологического параметра при минимизации ошибки или сдвига между требуемым целевым режимом каждого технологического параметры и фактическим текущим режимом каждого технологического параметра в каждой точке динамического пути.
Следовательно, MPCC 1500 решает задачу управления не только для текущего момента времени (TO), но и для всех других моментов времени в ходе периода, в котором технологические параметры смещаются из текущего режима в TO к целевому установившемуся режиму в Tss. Это позволяет смещать технологические параметры для оптимизации прохождения всего пути от текущего режима к целевому установившемуся режиму. Это в свою очередь обеспечивает дополнительную стабильность в сравнении со смещениями технологических параметров с помощью традиционных контроллеров WFGD, таких как PID, описанный ранее в разделе уровня техники.
Оптимизированное управление WFGD-подсистемой возможно, поскольку отношения в ходе процесса осуществляются в динамической модели 870 управления и поскольку изменение целевой функции или нетехнологических входных параметров, например, экономических входных параметров или настроек параметров, не влияет на эти отношения. Следовательно, можно обрабатывать или изменять способ управления MPCC 1500 WFGD-подсистемой 130' и, как следствие, WFGD-процессом при различных условиях, в том числе нетехнологических условиях, без дополнительного рассмотрения уровня процесса, после проверки достоверности динамической модели управления.
Обратимся снова к фиг. 15A и 19, с помощью которых будут описаны примеры управления WFGD-подсистемой 130' для целевой функции максимизации кредитов SO2 и для целевой функции максимизации рентабельности или минимизации затрат на операции WFGD-подсистемы. Специалисты в данной области техники должны понимать, что посредством создания факторов настройки для рабочих сценариев можно оптимизировать, максимизировать или минимизировать другие управляемые параметры в WFGD-подсистеме.
Максимизация кредитов SO 2
Для максимизации кредитов SO2 MPCC 1500 исполняет логику 850 прогнозирования в соответствии с динамической моделью 870 управления, имеющей целевую функцию с факторами настройки, сконфигурированными на максимизацию кредитов SO2. Следует принимать во внимание, что с точки зрения WFGD-процесса максимизация кредитов SO2 требует максимизации восстановления SO2.
Константы настройки, которые вводятся в целевую функцию, позволяют целевой функции уравновешивать влияние изменений в обрабатываемых параметрах с выбросами SO2 относительно друг друга.
Итог оптимизации заключается в том, что MPCC 1500 увеличивает:
- удаление SO2 за счет увеличения уставки 186' pH суспензии, и
- окислительный воздух 154' нагнетателя для компенсации дополнительного восстанавливаемого SO2,
в соответствии с ограничениями на:
- нижний предел ограничения 1924 по чистоте гипса. Следует принимать во внимание, что это типично является значением, предоставляющим небольшой запас надежности выше наименьшего допустимого предела чистоты гипса в рамках требования 1924 по чистоте гипса,
- нижний предел необходимого окислительного воздуха 154', и
- максимальную емкость нагнетателя 150 окислительного воздуха.
Помимо этого, если MPCC 1500 разрешено корректировать линейку насосов 133, MPCC 1500 максимизирует циркуляцию суспензии и фактическую высоту суспензии в рамках ограничений на линейку и загрузку насосов 133.
При этом рабочем сценарии MPCC 1500 полностью ориентирован на повышение удаления SO2 для создания кредитов SO2. MPCC 1500 учитывает технологические ограничения, такие как требования по чистоте гипса 1924 и окислительному воздуху. Но этот вариант не обеспечивает баланса между стоимостью (затратами) электроэнергии и значением кредитов SO2. Этот вариант подходит, когда значение кредитов SO2 значительно превосходит стоимость электроэнергии.
Максимизация рентабельности или минимизация затрат
Целевая функция в MPCC 1500 может быть сконфигурирована таким образом, чтобы максимизировать рентабельность или минимизировать затраты. Этот рабочий вариант можно назвать сценарием "оптимизации ресурсов". Этот сценарий также требует точной и своевременной информации о стоимости (затратах) электроэнергии, кредитах SO2, известняке, гипсе и всех добавок, таких как органические кислоты.
Факторы стоимости и затрат, ассоциативно связанные с каждым из параметров в модели контроллера, вводятся в целевую функцию. Затем целевая функция в MPCC 1500 корректируется для минимизации стоимости и максимизации прибыли. Если прибыль задается как отрицательные затраты, то затраты и прибыль становятся непрерывной функцией для минимизации целевой функции.
В рамках этого сценария целевая функция идентифицирует минимально-затратную работу в точке, где предельное значение генерирования дополнительного кредита SO2 равно предельным затратам на создание этого кредита. Следует отметить, что целевая функция - это условная оптимизация, поэтому решение по минимизации затрат подвергается ограничениям на:
- минимальное удаление SO2 (для совместимости с разрешениями и целями по выбросам),
- минимальную чистоту гипса,
- требование по минимальному окислительному воздуху,
- максимальную нагрузку нагнетателя,
- пределы линейки и нагрузки насосов,
- пределы по добавкам.
Этот рабочий сценарий чувствителен к изменениям стоимости электричества и стоимости кредитов SO2. Для максимальной выгоды эти факторы затрат должны обновляться в реальном времени.
Например, при условии, что факторы затрат обновляются перед каждым исполнением контроллера 1500A, поскольку потребность в электроэнергии возрастает в течение дня, точное значение генерируемой электроэнергии также возрастает. Допустим, что коммунальное предприятие может продавать дополнительную электроэнергию при этом точном значении, и значение кредитов SO2 фактически фиксировано в текущий момент, то если есть способ переместить электроэнергию от насосов 133 и нагнетателя 150 к электросети при сохранении минимального удаления SO2, есть существенный материальный стимул давать дополнительную энергию в электросеть. Фактор затрат и стоимости, ассоциативно связанный с электрической энергией в целевой функции MPCC 1500, изменяется по мере изменения точного значения электричества, и целевая функция достигает нового решения, которое соответствует рабочим ограничениям, но использует меньше электроэнергии.
Наоборот, если точное значение кредита SO2 возрастает, есть спрос на дополнительные кредиты SO2, и стоимость (затраты) электроэнергии является относительно постоянной величиной, целевая функция в MPCC 1500 реагирует на это изменение посредством увеличения удаления SO2 в рамках рабочих ограничений.
В обоих примерных сценариях MPCC 1500 соблюдает все рабочие ограничения, и в этом случае целевая функция в MPCC 1500 ищет оптимальную рабочую точку, где предельное значение кредита SO2 равно предельной стоимости на генерирование кредита.
Недопустимая работа
Можно, чтобы всегда WFGD-подсистема 130' представляла набор ограничений 1555 и рабочих условий, измеренных 1525 и оцененных 1560, для которых нет допустимого решения; область допустимой работы 525, как показано на фиг. 5A и 5B, - это нулевое пространство. Когда это происходит, нет решений, удовлетворяющих всем ограничениям 1555 на систему. Эта ситуация может быть задана как "недопустимая работа", поскольку недопустимо удовлетворить ограничениям на систему.
Недопустимая работа может быть результатом работы за пределами возможностей WFGD, сбоя технологического процесса в WFGD или выше WFGD. Она также может быть результатом слишком сдерживающих, ненадлежащих или некорректных ограничений 1555 на систему WFGD и MPCC 1500.
В течение периода недопустимой работы целевая функция в MPCC 1500 ориентирована на цели минимизации взвешенной ошибки. Каждое технологическое ограничение 1555 отображается в целевой функции. Взвешивающий член применяется к каждой ошибке или нарушению предельного ограничения посредством контролируемого/целевого технологического значения. В ходе пуска контроллера 1500A специалисты по конструированию выбирают надлежащие значения для членов взвешивания ошибок, с тем чтобы в течение периодов недопустимой работы целевая функция "отказывалась" от ограничений с наименьшим весовым коэффициентом для приема более важных ограничений.
Например, в WFGD-подсистеме 130' существуют регулирующие разрешительные ограничения, ассоциативно связанные с выпускным SO2 1505, и технические условия по реализации, ассоциативно связанные с чистотой 1506 гипса. Нарушение разрешения по выбросам SO2 приводит к мелким частицам и другим существенным последствиям. Нарушение технических условий реализации по чистоте гипса требует снижения качества или повторного смешивания продукта из гипса. Снижение качества продукта является нежелательным вариантом, но оно имеет меньшее влияние на оперативную работоспособность вырабатывающей станции, чем нарушение разрешения по выбросам. Следовательно, факторы настройки задаются таким образом, чтобы ограничение на предел выбросов SO2 имело большую важность, больший весовой коэффициент, чем ограничение на чистоту гипса. Поэтому при этих факторах настройки в ходе периодов недопустимой работы целевая функция в MPCC 1500 предпочтительно поддерживает выбросы SO2 на уровне или ниже предела по выбросам SO2 и нарушает ограничение по чистоте гипса; MPCC 1500 минимизирует нарушение ограничения по чистоте гипса, но смещает недопустимость к этому параметру, чтобы поддерживать более важное ограничение по выбросам.
Уведомление операторов о решениях по управлению
MPCC 1500 также предпочтительно сконфигурирован на предоставление уведомлений операторам о конкретных определениях MPCC 1500. Также логика 850 прогнозирования, динамическая модель 870 управления или другое программирование может быть использовано для конфигурирования MPCC 1500 на предоставление этих уведомлений. Например, MPCC может функционировать для предоставления звуковых оповещений или экранов с текстом либо изображениями, с тем чтобы операторы или другие пользователи уведомлялись о конкретных определениях MPCC 1500, например, определении того, что сохранение качества гипса имеет низкий приоритет в настоящее время, поскольку кредиты SO2 очень важны.
Сущность WFGD
Таким образом, как подробно пояснено выше, описано управление WFGD-процессом на основе оптимизации. Это управление упрощает обработку уставок WFGD-процесса в реальном времени на основе оптимизации модели с несколькими входами и несколькими выходами, которая обновляется с помощью обратной связи процесса. Оптимизация может учитывать несколько целей и ограничений для технологического процесса. Без этого управления оператор должен определить уставки для WFGD. Вследствие сложности процесса оператор часто выбирает субоптимальные уставки для уравновешивания нескольких ограничений и целей. Субоптимальные уставки и результаты работы приводят к снижению эффективности удаления, повышению операционных затрат и потенциальным нарушениям ограничений качества.
Кроме того, описан виртуальный оперативный анализ чистоты гипса. Анализ вычисляет оперативную оценку чистоты побочного продукта из гипса, производимого посредством WFGD-процесса с помощью измеряемых технологических параметров, лабораторного анализа и динамической модели оценки чистоты гипса. Поскольку оперативные датчики чистоты гипса, изготовляемого посредством WFGD-обработки, традиционно недоступны, автономный лабораторный анализ традиционно используется для определения чистоты гипса. Тем не менее, поскольку чистота гипса тестируется только время от времени и чистота должна поддерживаться выше ограничения, типично заданного в технических условиях на гипс, операторы технологического процесса часто используют уставки WFGD-процесса, которые дают чистоту гипса, значительно превышающую обязательное ограничение. Это в свою очередь приводит к потере эффективности удаления SO2 и лишнему энергопотреблению WFGD-подсистемой. За счет оперативного анализа чистоты гипса уставки WFGD-процесса могут контролироваться для обеспечения чистоты гипса ближе к ограничению по чистоте, тем самым упрощая повышение эффективности удаления SO2.
Как также подробнее описано выше, виртуальный оперативный анализ чистоты гипса выполняется в контуре управления, тем самым позволяя включать оценки в управление обратной связью, используется прогнозный контроль модели (MPC) или PID-контроль. За счет предоставления обратной связи в контур управления эффективность удаления SO2 может быть повышена при работе так, чтобы производить гипс с чистотой ближе к применимому ограничению по чистоте.
Дополнительно, выше описан виртуальный оперативный анализ операционных затрат. Как раскрыто, анализ использует данные WFGD-процесса, а также данные по текущим рыночным ценам для оперативного вычисления операционных затрат WFGD-процесса. Традиционно операторы не учитывают текущие затраты на осуществление WFGD-процесса. Тем не менее, посредством оперативного вычисления этих затрат операторы теперь имеют возможность отслеживания эффектов изменений в технологическом процессе, к примеру, изменений уставок на операционные затраты.
Помимо этого, выше описана производительность виртуального оперативного анализа операционных затрат в контуре управления, что позволяет включать оценки в управление обратным контуром вне зависимости от того, используется MPC или PID. Это управление обратной связью тем самым может осуществляться для минимизации операционных затрат.
Также выше описана методика применения MPC-контроля для оптимизации работы WFGD-процесса для максимальной эффективности удаления SO2, минимальных операционных затрат и требуемой чистоты гипса выше ограничения. Это управление может использовать преимущество виртуального анализа чистоты гипса и операционных затрат без контура обратной связи, как описано выше, и обеспечивает автоматическую оптимизацию, например, эффективность удаления SO2 или операционных затрат WFGD-процесса.
Описаны как обязательные, так и необязательные параметры. С помощью раскрытых параметров специалисты в данной области техники могут применять широко известные методики на регулярной основе для разработки соответствующей модели применимого WFGD-процесса, которая в свою очередь может использовать, например, MPCC 1550, управляющий WFGD-процесс, для оптимизации работы WFGD-процесса. Модели могут разрабатываться для чистоты гипса, эффективности удаления SO2 или операционных затрат, а также различных других факторов. Традиционный MPC или другая логика может исполняться на основе моделей WFGD-процесса, разработанных в соответствии с принципами, системами и процессами, описанными в данном документе, для оптимизации WFGD-процесса. Таким образом, ограничения традиционного управления WFGD-процессов, например, использующие PID, которые ограничены структурами с одним входом и одним выходом, строго основаны на обратной связи процесса, а не моделях процесса, преодолены. За счет включения моделей в контур обратной связи управление WFGD-процессом может быть дополнительно усовершенствовано, чтобы, к примеру, поддерживать операции ближе к ограничениям с меньшей вариативностью, чем ранее было возможно.
Применение моделей на основе нейронной сети для WFGD-процесса также описано в контексте управления технологическим процессом и виртуального оперативного анализа WFGD-процесса. Как подробнее описано выше, отношения входных и выходных параметров WFGD-процесса демонстрируют нелинейное отношение, тем самым делая выгодным использование нелинейной модели, поскольку эта модель наилучшим образом представляет нелинейность технологического процесса. Помимо этого, также описана разработка других моделей, извлекаемых с помощью эмпирических данных из WFGD-процесса.
Применение комбинационной модели, которая учитывает как основные принципы, так и эмпирические данные технологического процесса, для управления и виртуального анализа WFGD-процесса, также подробнее описано выше. Хотя некоторые элементы WFGD-процесса понятны и могут моделироваться с помощью модели основных принципов, другие элементы не так понятны и, следовательно, удобнее всего моделируются с помощью статистических эмпирических данных технологического процесса. За счет использования комбинации основных принципов и эмпирических данных процесса точная модель может быть быстро разработана без необходимости пошагового тестирования всех элементов процесса.
Методика проверки достоверности измерений датчиков, используемых в WFGD-процессе, также подробно описана выше. Как описано, непроверенные измерения могут быть заменены, тем самым не допуская некорректного управления в результате неточных измерений датчиков WFGD-процесса. За счет проверки достоверности и замены некорректных измерений WFGD-процесс может работать непрерывно на основе корректных значений процесса.
Управление скользящими измерениями также описано подробно. Таким образом, в свете настоящей заявки WFGD-процесс может контролироваться таким образом, чтобы одно или более скользящих средних выбросов для процесса могли надлежащим образом поддерживаться. MPC может быть реализован с помощью одного контроллера или нескольких каскадных контроллеров для управления процессом. С помощью описанной методики WFGD-процесс может управляться, например, таким образом, чтобы несколько скользящих средних одновременно рассматривалось и поддерживалось при одновременной минимизации операционных затрат.
Архитектура SCR-подсистемы.
Основные результаты применения MPCC к SCR будут приведены для демонстрации полезности настоящего изобретения к другим средами и реализациям. Основные цели управления SCR включают в себя:
- удаление NOx, предназначенное для соответствия законодательству или оптимизации ресурсов,
- управление проскоком аммиака, и
- минимальные операционные затраты для управления применением SCR-катализатора и аммиака.
Помимо этого, может быть использована методология измерений и управления, аналогичная описанной со ссылкой на WFGD.
Измерения
Как описано, проскок аммиака - это важный параметр управления, который зачастую не измеряется. Если нет прямых измерений проскока аммиака, можно вычислять проскок аммиака из измерений 2112 и 2111 входного и выходного NOx и потока аммиака в SCR 2012. Точность этого вычисления спорна, поскольку оно требует точных и многократных измерений и влечет за собой оценку небольших разностей между крупными числами. Без прямого измерения проскока аммиака методики виртуального оперативного анализатора используются помимо прямого вычисления проскока аммиака для создания более высокоточной оценки проскока аммиака.
Первый этап в VOA оценивает потенциал катализаторов (коэффициент реакции) и корреляционную дисперсию пространственной скорости (SVCV) в SCR-катализаторе. Они вычисляются с помощью потока входного дымового газа, температуры, общего времени работы катализатора и количеств входящего и выходящего NOx. Вычисление потенциала катализатора и SVCV усредняется во времени за ряд выборок. Потенциал катализатора изменяется медленно, таким образом, множество точек данных используется для вычисления потенциала, тогда как SVCV изменяется более часто, поэтому относительно меньшее число точек данных используется для вычисления SVCV. Учитывая потенциал катализатора (коэффициент реакции), корреляционную дисперсию пространственной скорости (SVCV) и входящий NOx, оценка проскока аммиака может быть вычислена с помощью методики, показанной на фиг. 9.
Если доступен аппаратный датчик проскока аммиака, контур обратной связи из этого датчика к модели процесса будет использован для автоматического сдвига VOA. VOA должен использоваться для существенного снижения типичного выходного сигнала с помехами аппаратного датчика.
Наконец, следует отметить, что виртуальный оперативный анализатор операционных затрат SCR может быть использован. Как указано в предыдущем разделе, модель операционных затрат разрабатывается из основных принципов. Операционные затраты могут оперативно вычисляться с помощью виртуального оперативного анализатора, т.е. снова методика, показанная на фиг. 9, используется для VOA.
Управление MPCC применяется к задаче управления SCR для достижения целей управления. Фиг. 22, аналогичная фиг. 8, иллюстрирует структуру MPCC для SCR MPCC 2500. Вследствие схожестей с фиг. 8 подробное описание фиг. 22 не требуется, поскольку MPCC 2500 должен пониматься из вышеприведенного описания фиг. 8. Фиг. 23A иллюстрирует применение MPCC 2500 к SCR-подсистеме 2170'. Наибольшее изменение в схеме регулирующего управления SCR-подсистемой 2170' заключается в том, что функциональность PID-контроллера 2020 удаления NOx и упреждающего контроллера 2220 нагрузки, каждый из которых показан на фиг. 20, заменена на MPCC 2500. MPCC 2500 напрямую вычисляет SP 2021A' потока аммиака для использования контроллерами потока аммиака (PID 2010).
MPCC 2500 может регулировать один или множество потоков аммиака для управления эффективностью удаления NOx и проскоком аммиака. При условии достаточных значений измерения с помощью анализаторов 2003 и 2004 входящего и выходящего NOx и измерений 2611 проскока аммиака из анализатора 2610 аммиака для установления эффективности удаления NOx и информации профиля аммиака, MPCC 2500 управляет полной или средней эффективностью удаления NOx и проскоком аммиака, а также значениями профиля. Скоординированное управление множеством значений в профиле эффективности удаления NOx и проскока аммиака позволяет снижать вариативность средних значений технологического процесса. Меньшая вариативность переводится в меньшее число "горячих" остановов в системе. Это управление профилем требует, по меньшей мере, некоторой формы измерений и управления профилем, т.е. нескольких измерений входного NOx, выходного NOx и проскока аммиака, а также нескольких динамически регулируемых потоков аммиака. Необходимо подчеркнуть, что без необходимых входных параметров (измерений) и рычагов управления (потоков аммиака) MPCC 2500 не может реализовать управление профилем и зафиксировать результирующие преимущества.
С точки зрения MPCC 2500 дополнительные параметры, ассоциативно связанные с управлением профилем, увеличивают размер контроллера, но общая методология, схема и цели управления остаются неизменными. Следовательно, дальнейшее пояснение рассматривает управление SCR-подсистемой без управления профилем.
Фиг. 23B показывает общее представление MPCC 2500.
Оптимизация операций SCR-подсистемы
На основе требуемого рабочего критерия и надлежащим образом настроенной целевой функции и факторов 2902 настройки MPCC 2500 исполняет логику 2850 прогнозирования в соответствии с динамической моделью 2870 управления и на основе соответствующих входных или вычисляемых параметров, чтобы сначала установить долгосрочные рабочие цели для SCR-подсистемы 2170'. Затем MPCC 2500 сопоставляет оптимальный курс, такой как оптимальные траектории и пути, из текущего состояния технологических параметров, для обрабатываемых и контролируемых параметров, чтобы установить соответствующие долгосрочные рабочие цели для этих технологических параметров. Далее MPCC 2500 генерирует управляющие инструкции для модификации операций SCR-подсистемы 2170' в соответствии с установленными долгосрочными рабочими целями и оптимальной привязкой курса. Наконец, MPCC 2500, исполняющий логику 2860 генератора управления, генерирует и передает управляющие сигналы в SCR-подсистему 2170' на основе управляющих инструкций.
Таким образом, MPCC 2500 в соответствии с динамической моделью управления и текущими измеренными и вычисленными параметрическими данными выполняет первую оптимизацию операций SCR-подсистемы 2170' на основе выбранной целевой функции, например, выбранной на основе текущих затрат на электричество или регулирующей кредитной цены, чтобы определить требуемый целевой установившийся режим. Затем MPCC 2500 в соответствии с динамической моделью управления и статистическими технологическими данными выполняет вторую оптимизацию операций SCR-подсистемы 2170' для определения динамического пути, по которому смещаются технологические параметры из текущего состояния в требуемый целевой установившийся режим. Преимущественно, логика прогнозирования, исполняемая MPCC 2500, определяет путь, который упрощает управление операциями SCR-подсистемы 2170' посредством MPCC 2500, так чтобы смещать технологические параметры максимально быстро к требуемому целевому режиму каждого технологического параметра при минимизации ошибки или сдвига между требуемым целевым режимом каждого технологического параметра и фактическим текущим режимом каждого технологического параметра в каждой точке динамического пути.
Следовательно, MPCC 2500 решает задачу управления не только для текущего момента времени (TO), но и для всех других моментов времени в ходе периода, в котором технологические параметры смещаются из текущего режима в TO к целевому установившемуся режиму в Tss. Это позволяет смещать технологические параметры для оптимизации прохождения всего пути от текущего режима к целевому установившемуся режиму. Это в свою очередь обеспечивает дополнительную стабильность в сравнении со смещениями технологических параметров с помощью традиционных контроллеров SCR, таких как описанный ранее PID.
Оптимизированное управление SCR-подсистемой возможно, поскольку отношения в ходе процесса осуществляются в динамической модели 2870 управления и поскольку изменение целевой функции или нетехнологических входных параметров, например, экономических входных параметров или настроек параметров, не влияет на эти отношения. Следовательно, можно обрабатывать или изменять способ управления MPCC 2500 SCR-подсистемой 2170' и, как следствие, SCR-процессом при различных условиях, в том числе нетехнологических условиях, без дополнительного рассмотрения уровня процесса, после проверки достоверности динамической модели управления.
Обратимся снова к фиг. 23A и 23B, с помощью которых будут описаны примеры управления WFGDSCR-подсистемой 2170' для целевой функции максимизации кредитов NOx и для целевой функции максимизации рентабельности или минимизации затрат на операции SCR-подсистемы. Специалисты в данной области техники должны понимать, что посредством создания факторов настройки для рабочих сценариев можно оптимизировать, максимизировать или минимизировать другие управляемые параметры в SCR-подсистеме.
Максимизация кредитов NOx
Для максимизации кредитов NOx MPCC 2500 исполняет логику 2850 прогнозирования в соответствии с динамической моделью 2870 управления, имеющей целевую функцию с факторами настройки, сконфигурированными на максимизацию кредитов NOx. Следует принимать во внимание, что с точки зрения SCR-процесса максимизация кредитов NOx требует максимизации восстановления SO2.
Константы настройки, которые вводятся в целевую функцию, позволяют целевой функции уравновешивать влияние изменений в обрабатываемых параметрах с выбросами NOx.
Итог оптимизации заключается в том, что MPCC 2500 увеличивает:
- удаление NOx за счет увеличения уставок потока аммиака в соответствии с ограничениями на:
- максимальный проскок аммиака.
При этом рабочем сценарии MPCC 2500 полностью ориентирован на повышение удаления NOx для создания кредитов NOx. MPCC 2500 учитывает технологическое ограничение на проскок аммиака. Но этот вариант не обеспечивает баланса между стоимостью (затратами) аммиака и значением кредитов NOx. Этот вариант подходит, когда значение кредитов NOx значительно превосходит стоимость аммиака и проскока аммиака.
Максимизация рентабельности или минимизация затрат
Целевая функция в MPCC 2500 может быть сконфигурирована таким образом, чтобы максимизировать рентабельность или минимизировать затраты. Этот рабочий вариант можно назвать сценарием "оптимизации ресурсов". Этот сценарий также требует точной и своевременной информации о стоимости (затратах) электроэнергии, кредитах NOx, аммиаке и влиянии проскока аммиака на оборудование для послевулканизационной обработки.
Факторы стоимости и затрат, ассоциативно связанные с каждым из параметров в модели контроллера, вводятся в целевую функцию. Затем целевая функция в MPCC 2500 корректируется для минимизации стоимости и максимизации прибыли. Если прибыль задается как отрицательные затраты, то затраты и прибыль становятся непрерывной функцией для минимизации целевой функции.
В рамках этого сценария целевая функция идентифицирует минимально-затратную работу в точке, где предельное значение генерирования дополнительного кредита NOx равно предельным затратам на создание этого кредита. Следует отметить, что целевая функция - это условная оптимизация, поэтому решение по минимизации затрат подвергается ограничениям на:
- минимальное удаление NOx (для совместимости с разрешениями и целями по выбросам),
- минимальный проскок аммиака,
- минимизацию использования аммиака.
Этот рабочий сценарий чувствителен к изменениям стоимости электричества и стоимости кредитов NOx. Для максимальной выгоды эти факторы затрат должны обновляться в реальном времени.
Например, при условии что факторы затрат обновляются перед каждым исполнением контроллера, поскольку потребность в электроэнергии возрастает в течение дня, точное значение генерируемой электроэнергии также возрастает. Допустим, что если коммунальное предприятие может продавать дополнительную электроэнергию при этом точном значении, и значение кредитов NOx фактически фиксировано в текущий момент, то есть значительный материальный стимул для минимизации проскока аммиака, поскольку это сохранит чистоту воздухоподогревателя и обеспечит более эффективное генерирование электроэнергии. Существует существенный материальный стимул давать дополнительную энергию в электросеть. Фактор затрат и стоимости, ассоциативно связанный с электрической энергией в целевой функции MPCC 2500, изменяется по мере изменения точного значения электричества, и целевая функция достигает нового решения, которое соответствует рабочим ограничениям, но использует меньше электроэнергии.
Наоборот, если точное значение кредита NOx возрастает, есть спрос на дополнительные кредиты NOx, и стоимость (затраты) электроэнергии является относительно постоянной величиной, целевая функция в MPCC 2500 реагирует на это изменение посредством увеличение удаления NOx в рамках рабочих ограничений.
В обоих примерных сценариях MPCC 2500 соблюдает все рабочие ограничения, и в этом случае целевая функция в MPCC 2500 ищет оптимальную рабочую точку, где предельное значение кредита NOx равно предельной стоимости на генерирование кредита.
Сводка
Специалисты в данной области техники также должны принимать во внимание, что хотя изобретение описано выше относительно одного или более предпочтительных вариантов осуществления, оно не ограничено ими. Различные признаки и аспекты вышеописанного изобретения могут использоваться по отдельности или совместно. Дополнительно, хотя изобретение подробно описано в контексте его реализации в конкретном варианте осуществления и для конкретных целей, к примеру, мокрой очистки дымового газа от сернистых соединений (WFGD) с кратким представлением избирательного каталитического восстановления (SCR), специалисты в данной области техники должны принимать во внимание, что его полезность не ограничивается вышеозначенным, и настоящее изобретение может быть выгодно использовано в любом числе сред и реализаций. Следовательно, нижеизложенная формула изобретения должна истолковываться в свете полной области применения и духе изобретения, раскрываемых в ней.
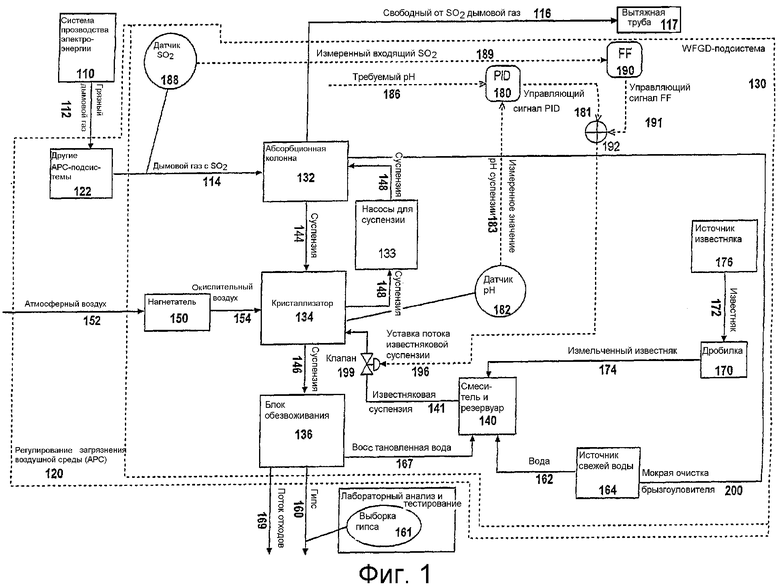
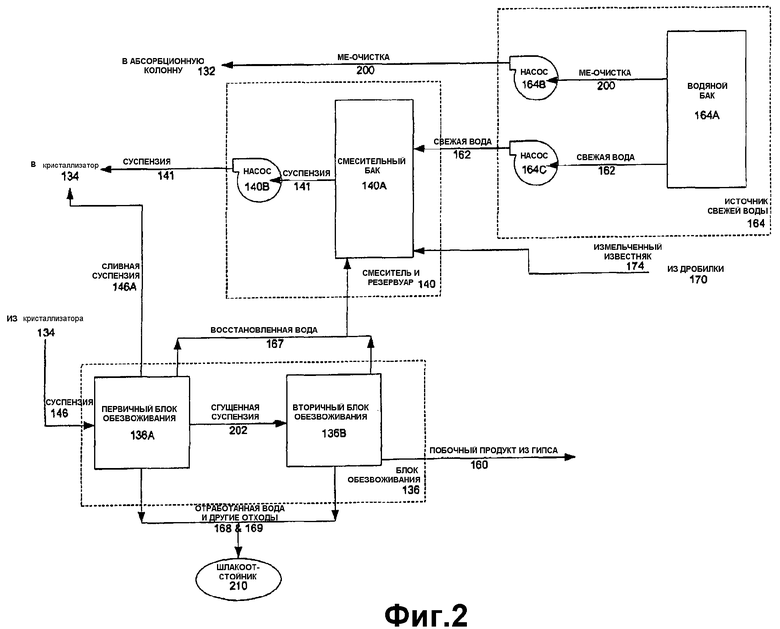
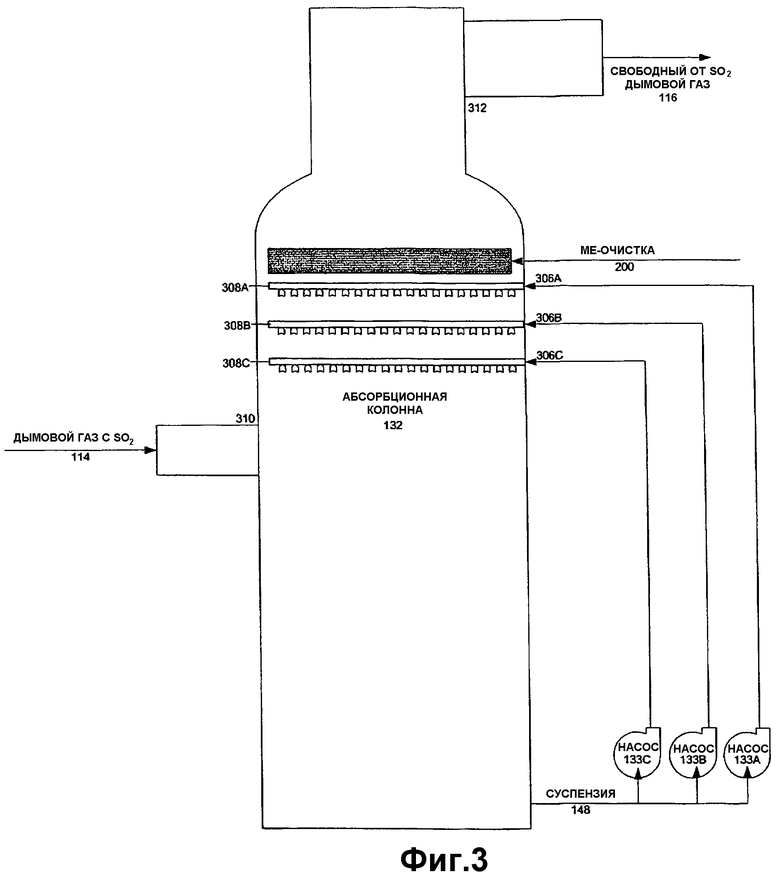
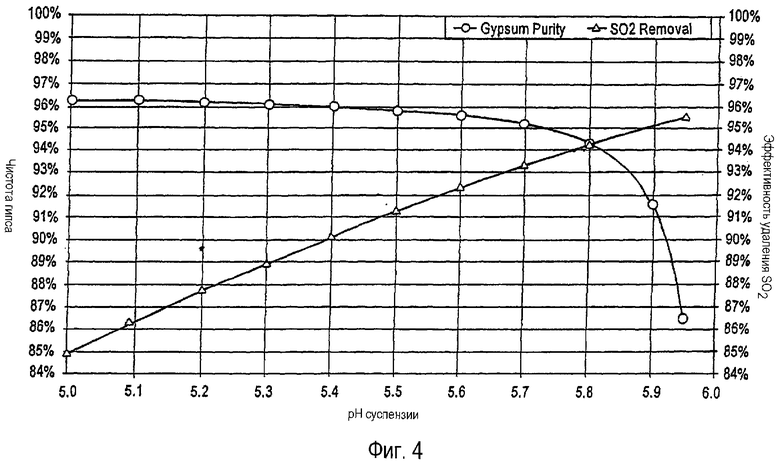
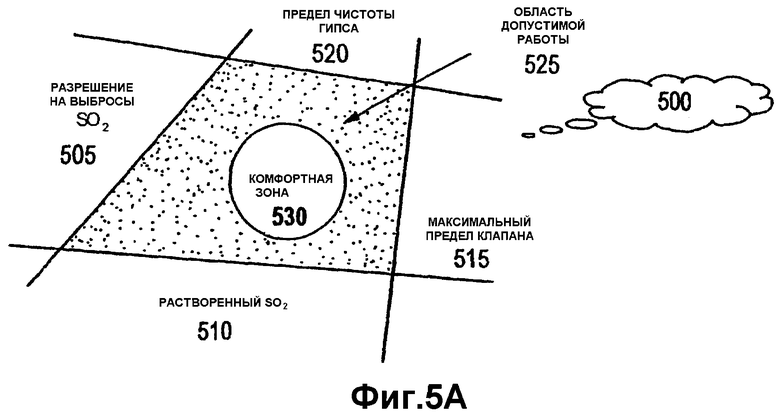
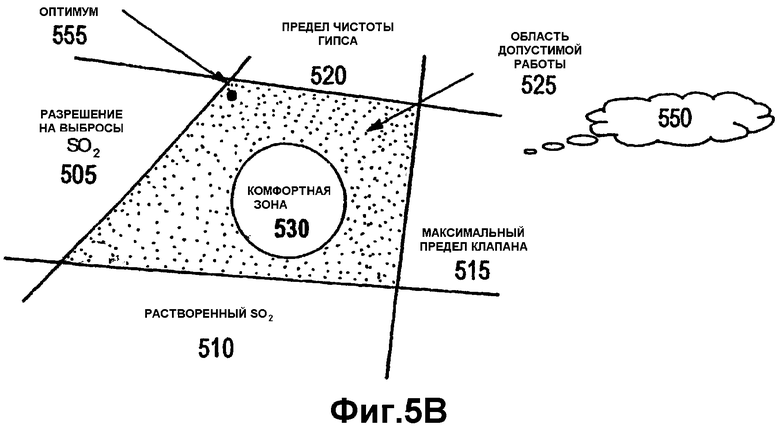
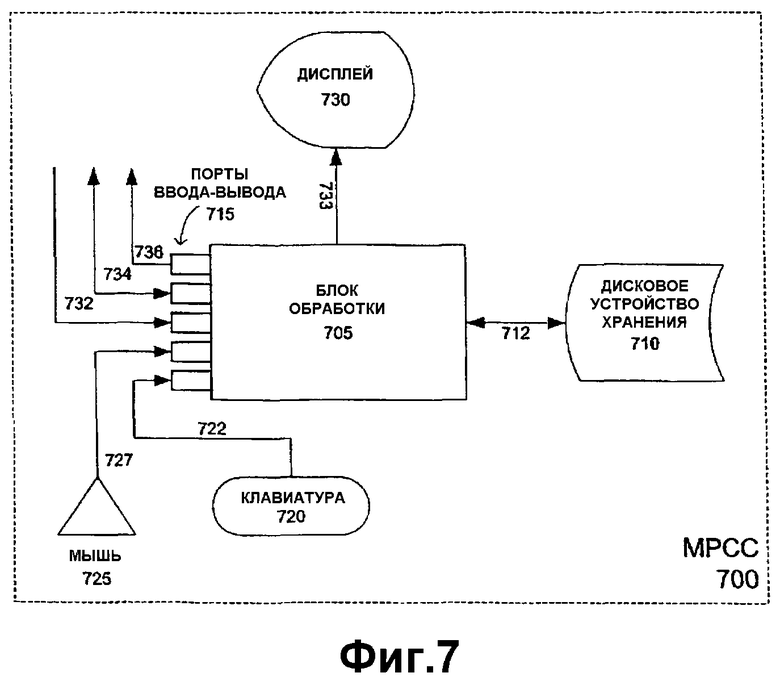
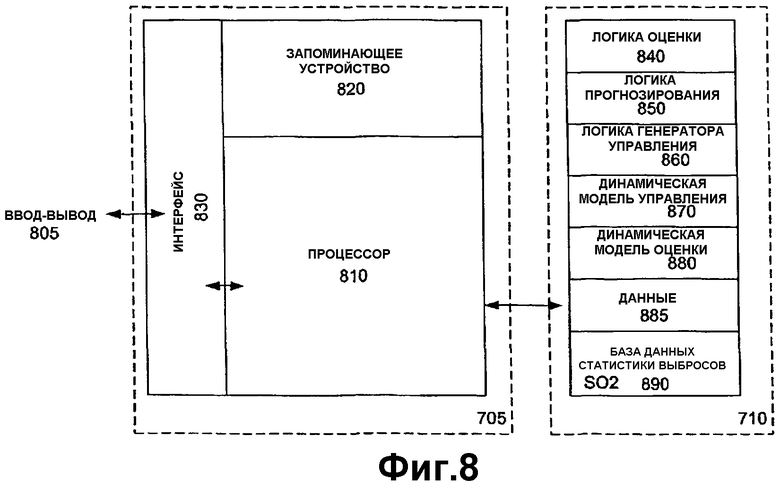
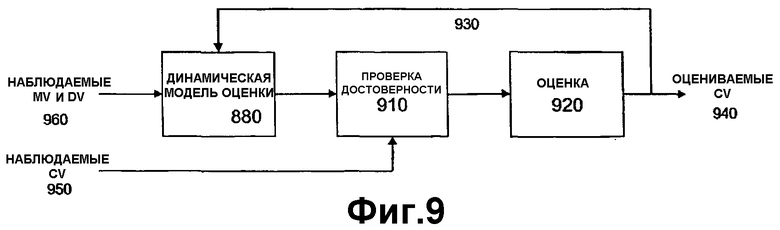
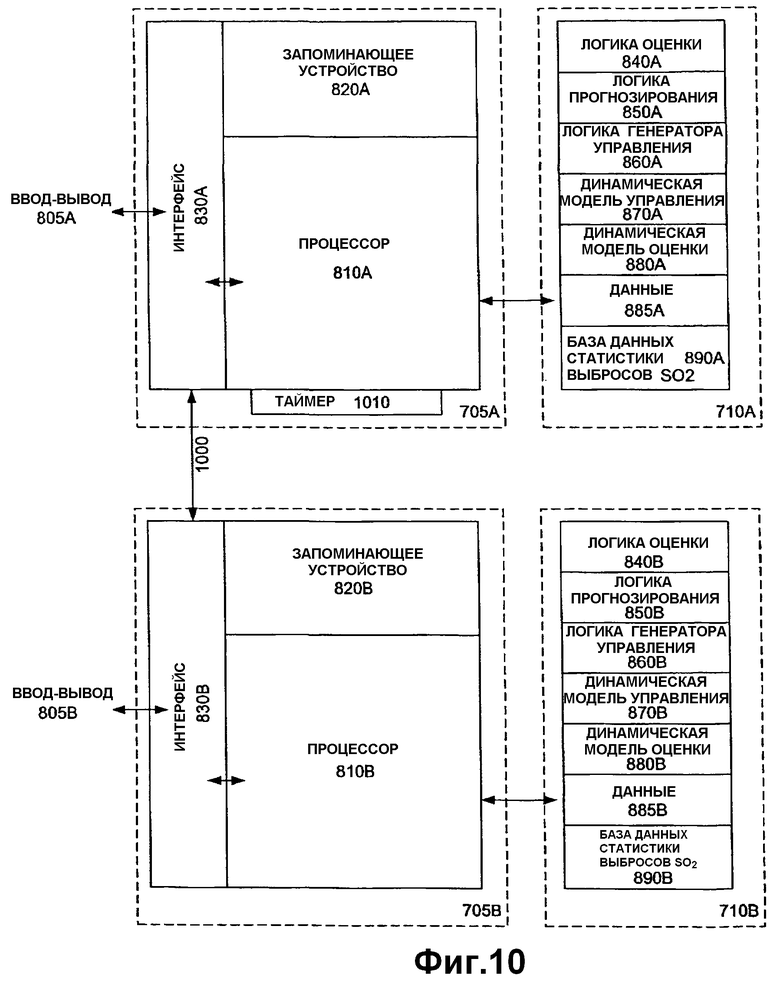
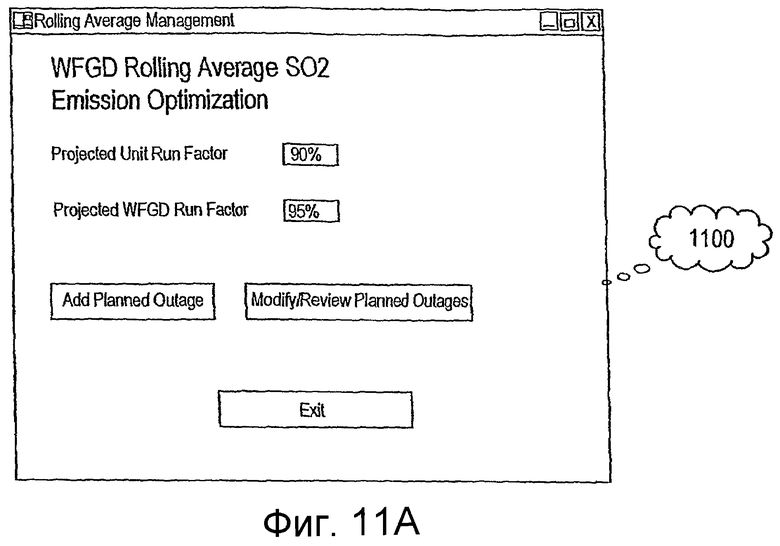
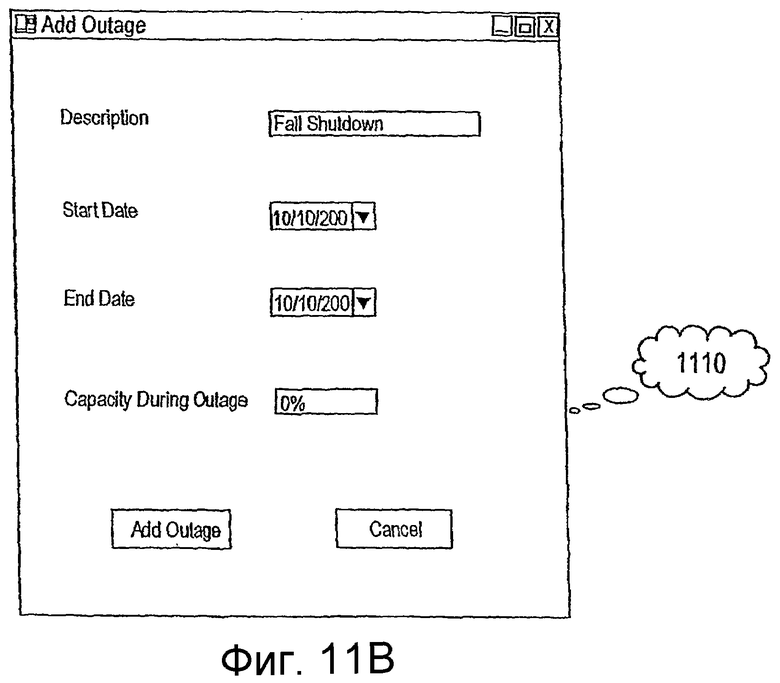
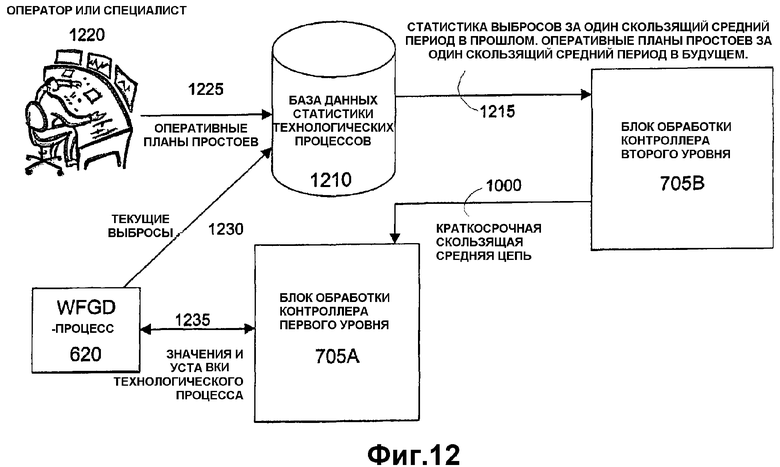
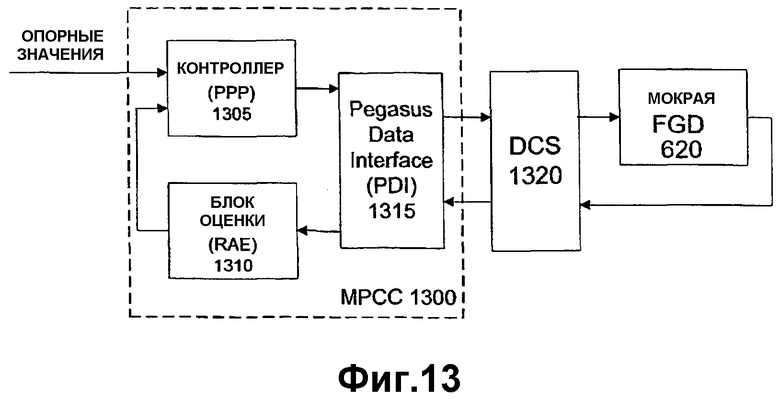
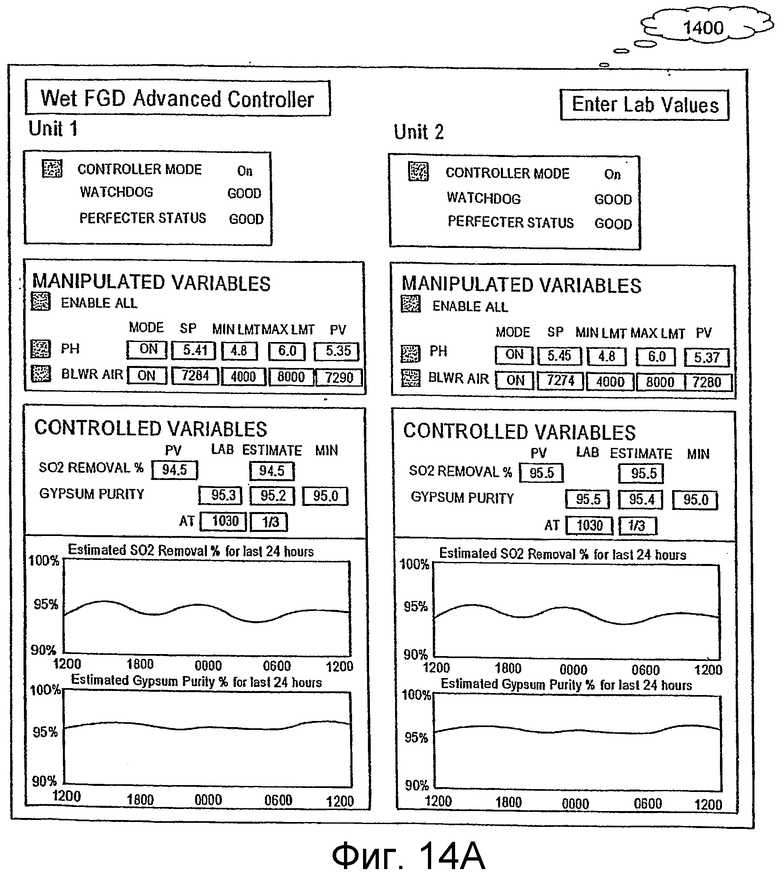
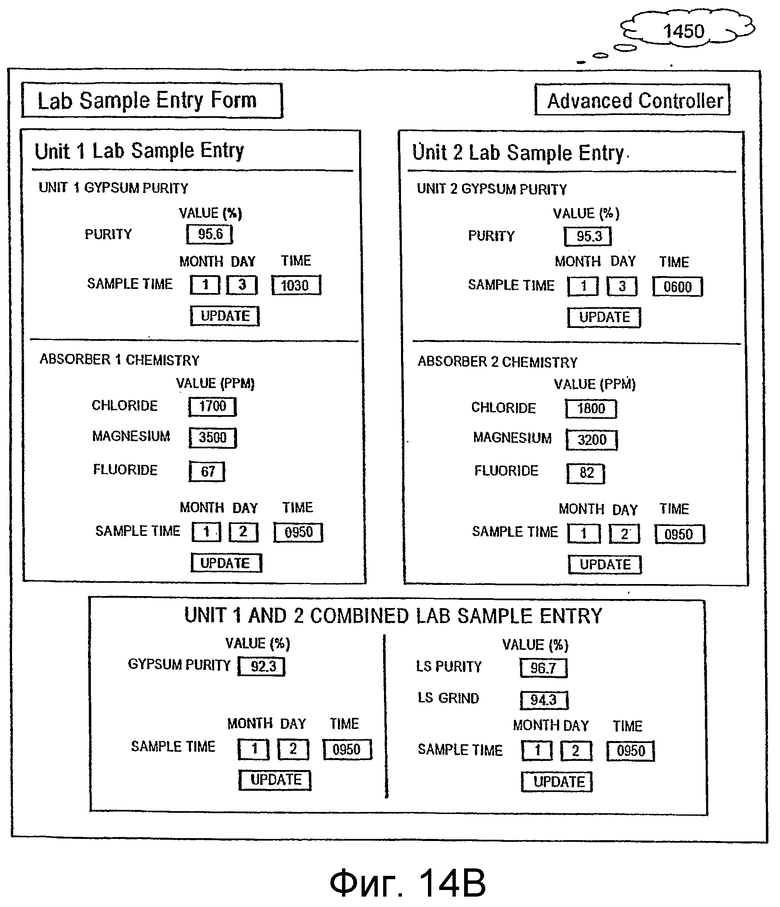
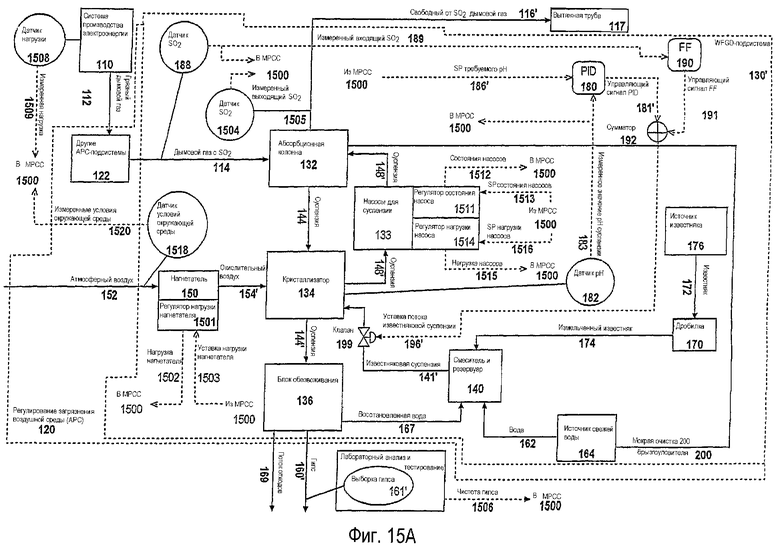
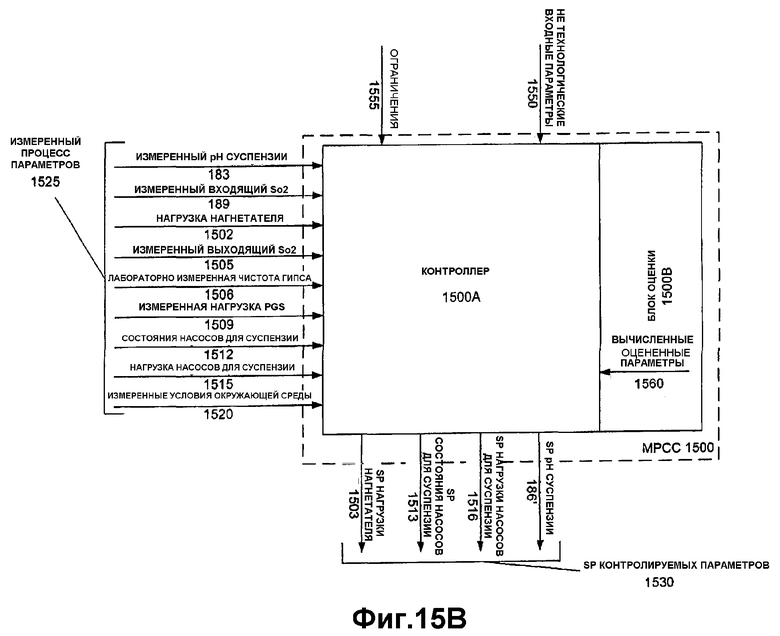
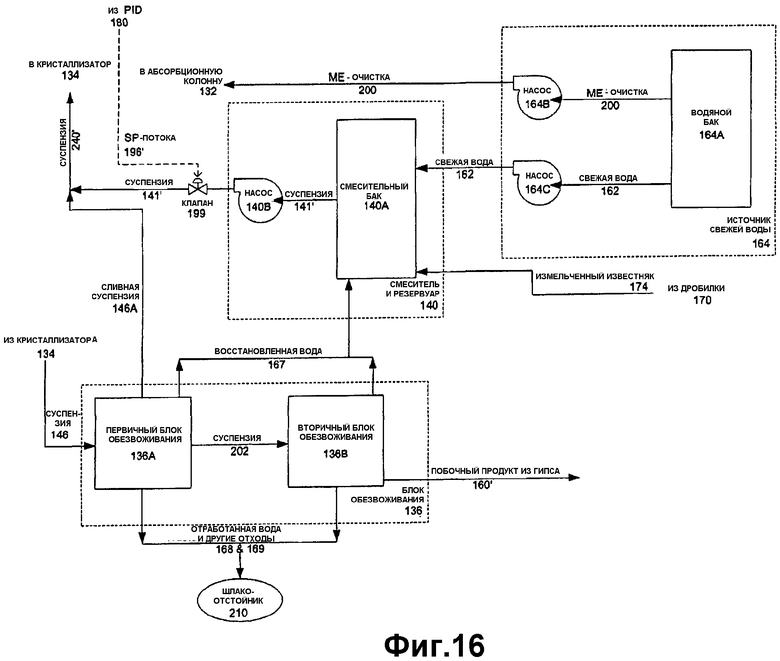
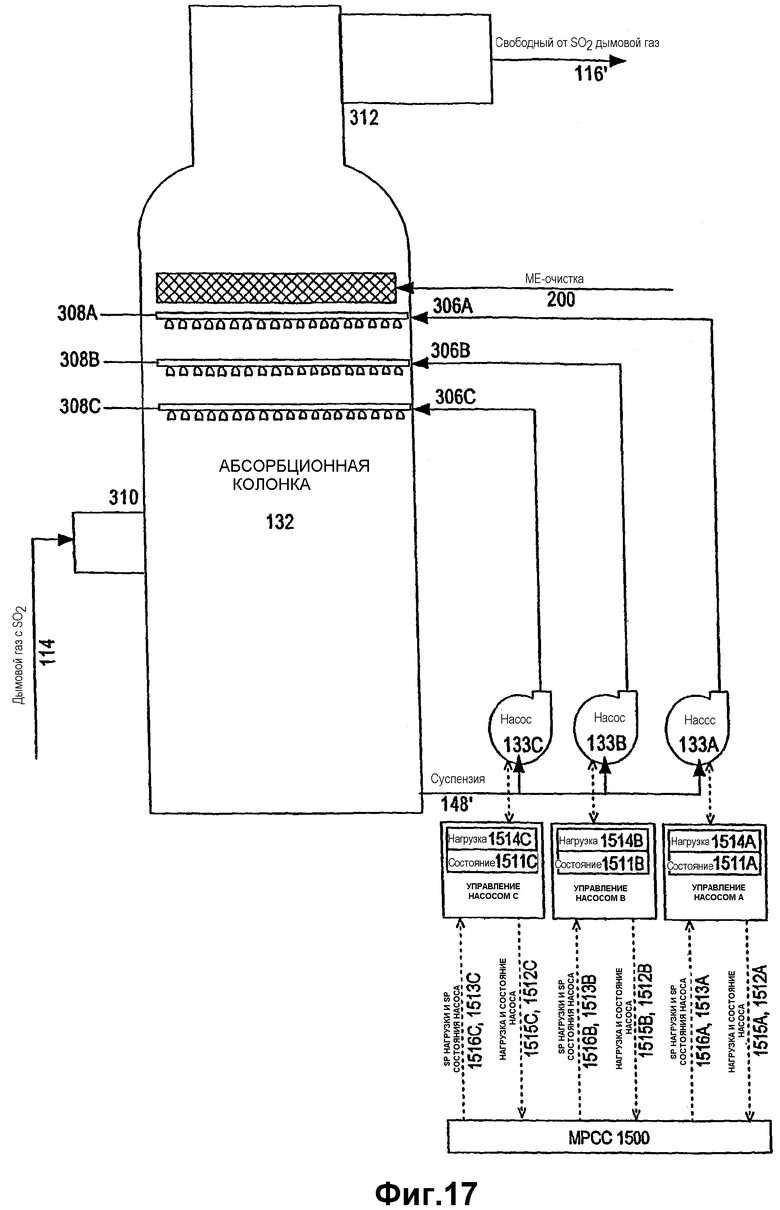
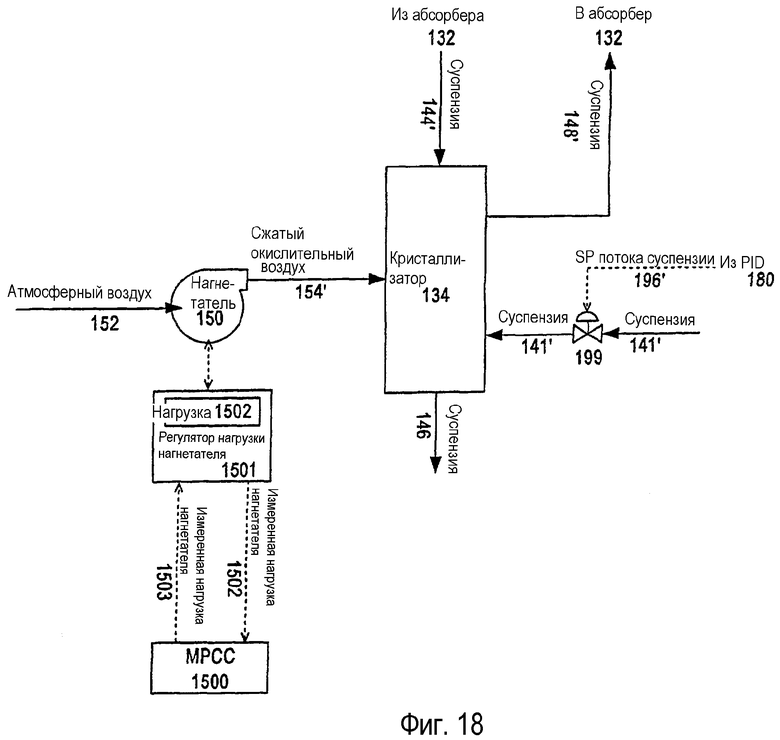
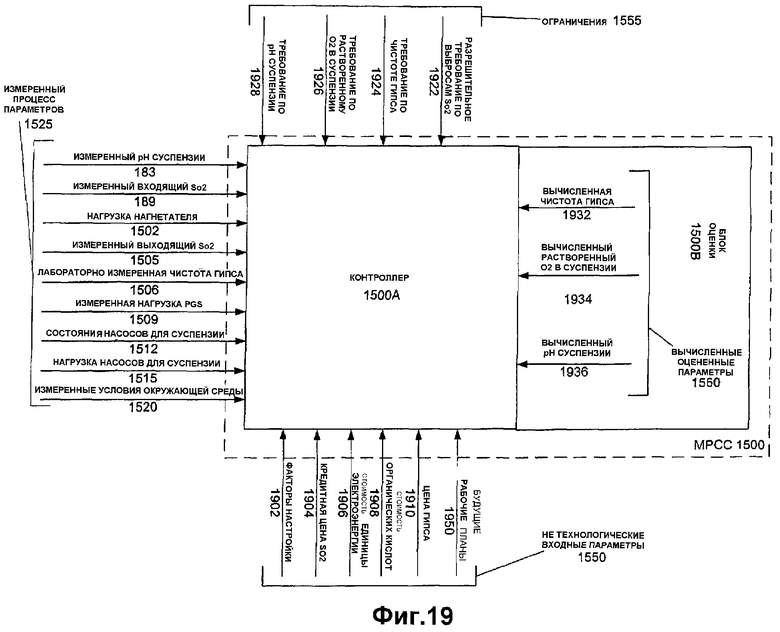
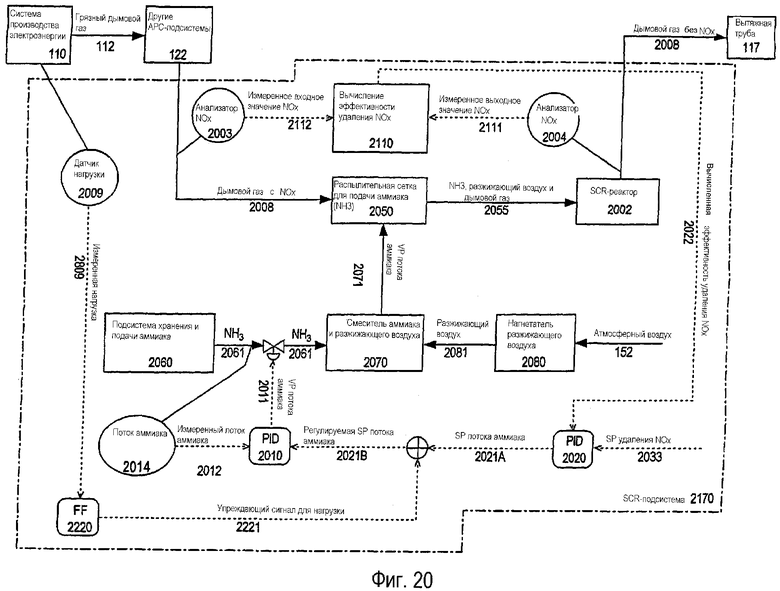
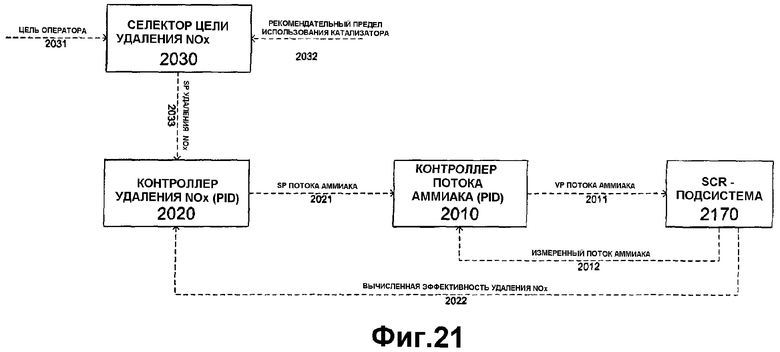
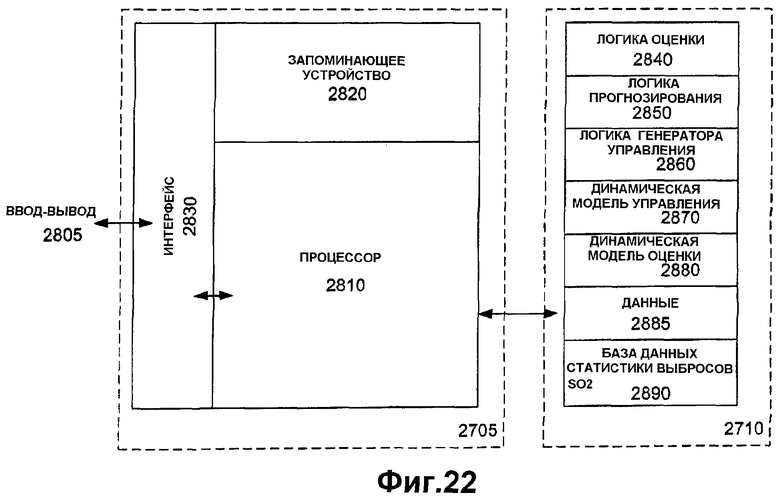
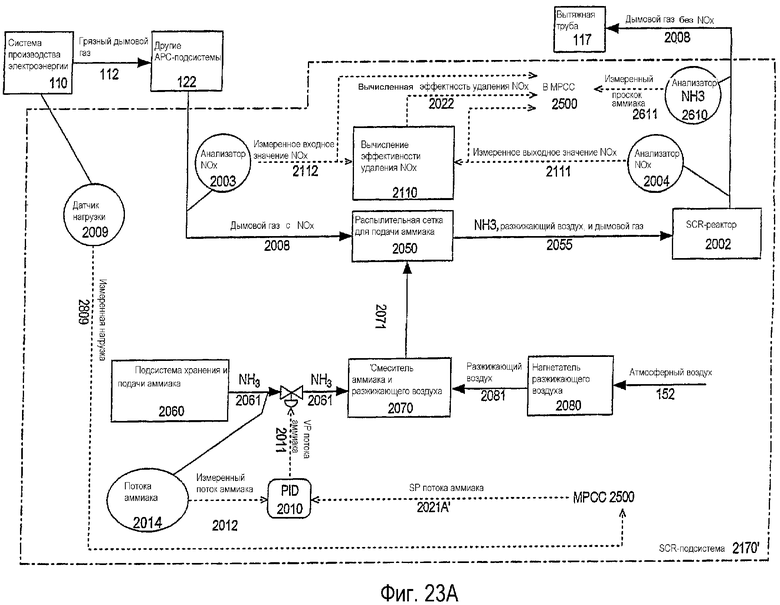
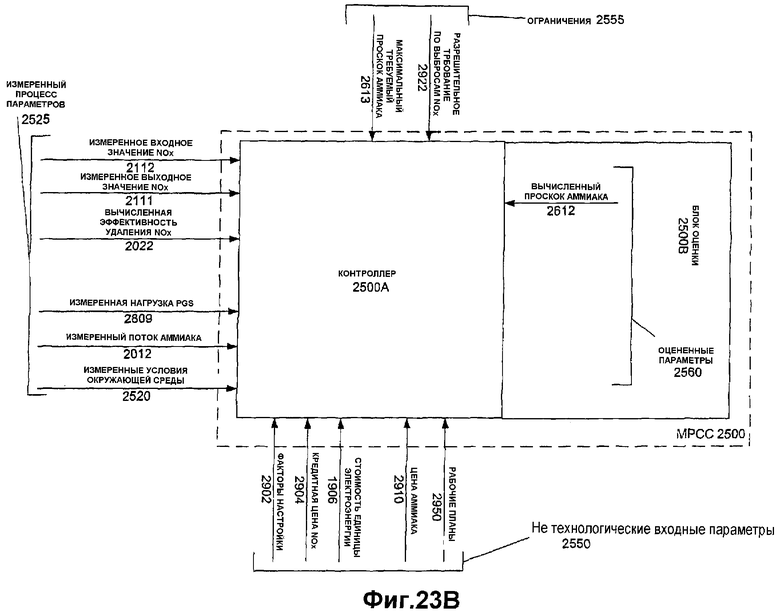
Контроллер управляет работой системы регулирования загрязнения воздушной среды (АРС), выполняющей процесс контроля за выбросами загрязняющих веществ. Процесс имеет несколько технологических параметров (МРР), причем один или более из МРР являются управляемыми технологическими параметрами (СТРР), а один из МРР - это объем загрязняющего вещества (АОР), выпускаемого системой. Устройство пользовательского ввода идентифицирует целевую функцию оптимизации. Управляющий процессор определяет уставку для, по меньшей мере, одного из одного или более СТРР на основе текущих значений МРР и идентифицированной целевой функции оптимизации и управляет одним из, по меньшей мере, одного СТРР на основе определенной уставки для этого СТРР. Технический результат - обеспечение спектра параметров процесса, в отношении которых возможна оптимизация. 2 н. и 23 з.п. ф-лы, 28 ил., 3 табл.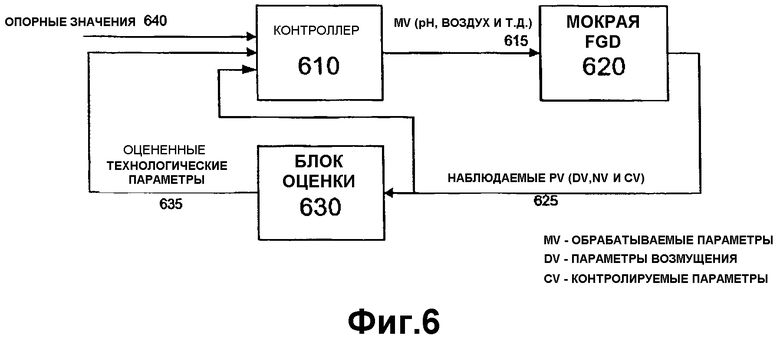
1. Контроллер для управления работой системы регулирования загрязнения воздушной среды (АРС), осуществляющей процесс управления выбросами загрязняющих веществ, имеющий несколько технологических параметров (МРР), причем один или более МРР являются управляемым технологическим параметром (СТРР), а один из МРР является объемом загрязняющего вещества (АОР), выпускаемого системой, при этом контроллер содержит:
устройство ввода, сконфигурированное для идентификации целевой функции оптимизации, выбранной из множества выбираемых целевых функций оптимизации; и
управляющий процессор, сконфигурированный с возможностью выполнения логических операций для определения уставки для, по меньшей мере, одного из упомянутых одного или более СТРР на основе текущих значений МРР и идентифицированной целевой функции оптимизации и управления одним из, по меньшей мере, одного СТРР на основе определенной уставки для этого СТРР.
2. Контроллер по п.1, в котором:
идентифицированная целевая функция оптимизации заключается в минимизации выпускаемого АОР.
3. Контроллер по п.1, в котором:
процесс имеет заданное значение АОР (AOPV), представляющее целевую функцию или предел фактического значения (AV) выпускаемого АОР;
управляющий процессор дополнительно сконфигурирован с возможностью выполнения логических операций для определения уставки для, по меньшей мере, одного СТРР также на основе AOPV; и
идентифицированная целевая функция оптимизации заключается в поддержании выпускаемого АОР на уровне ниже AOPV.
4. Контроллер по п.1, в котором:
производительность процесса посредством АРС-системы приводит к изготовлению побочного продукта; и
идентифицированная целевая функция оптимизации заключается в управлении качеством производимого побочного продукта до требуемого значения, максимизации качества производимого побочного продукта или минимизации качества производимого побочного продукта.
5. Контроллер по п.1, в котором:
производительность процесса посредством АРС-системы приводит к изготовлению побочного продукта;
один из МРР - это качество производимого побочного продукта (QPBP);
процесс имеет заданное значение QPBP (QPBPV), представляющее целевую функцию или предел фактического качества QPBP; и
идентифицированная целевая функция оптимизации заключается в поддержании QPBP на уровне, равном, выше или ниже QPBPV.
6. Контроллер по п.1, в котором:
производительность процесса посредством АРС-системы приводит к изготовлению побочного продукта;
один из МРР - это качество производимого побочного продукта (QPBP);
процесс имеет заданное значение QPBP (QPBPV), представляющее целевую функцию или предел фактического качества QPBP; и
управляющий процессор дополнительно сконфигурирован с возможностью выполнения логических операций для определения уставки для каждого из, по меньшей мере, одного СТРР также на основе QPBPV.
7. Контроллер по п.1, в котором:
идентифицированная целевая функция оптимизации заключается в минимизации затрат на работу системы.
8. Контроллер по п.1, при этом контроллер дополнительно содержит:
одну из модели процесса на основе нейронной сети и модели процесса на основе не нейронной сети, представляющую отношение между каждым из СТРР и выпускаемым АОР; и
при этом управляющий процессор дополнительно сконфигурирован с возможностью выполнения логических операций для определения уставки для каждого из, по меньшей мере, одного СТРР также на основе одной модели.
9. Контроллер по п.8, в котором:
одна модель включает в себя одно из модели на основе основных принципов, гибридной модели и регрессионной модели.
10. Контроллер по п.1, в котором:
система - это система мокрой очистки дымового газа от сернистых соединений (WFGD), которая принимает мокрый дымовой газ с высоким содержанием SO2, применяет известняковую суспензию для удаления SO2 из принимаемого мокрого дымового газа с высоким содержанием SO2 и управления тем самым выбросами SO2 и выпускает обессеренный дымовой газ;
по меньшей мере, один СТРР включает в себя один или более из первого параметра, соответствующего рН применяемой известняковой суспензии, и второго параметра, соответствующего распределению применяемой известняковой суспензии;
АОР - это объем SO2 в выпускаемом обессеренном дымовом газе; и
управляющий процессор определяет уставку для одного из первого и второго параметров на основе (i) текущего значения этого параметра, (ii) объема SО2 в выпускаемом обессеренном дымовом газе и (iii) идентифицированной целевой функции оптимизации, и управляет одним параметром на основе определенной уставки для этого параметра, чтобы оптимизировать работу WFGD-системы для идентифицированной целевой функции оптимизации.
11. Контроллер по п.10, в котором:
WFGD-система также применяет окислительный воздух для кристаллизации SO2, удаленного из принимаемого мокрого дымового газа с высоким содержанием SO2, и тем самым производства гипса как побочного продукта удаления SO2 из принимаемого мокрого дымового газа с высоким содержанием SO2; и
по меньшей мере, один СТРР включает в себя один или более из первого параметра, второго параметра и третьего параметра, соответствующего объему применяемого окислительного воздуха; и
управляющий процессор также определяет уставку для одного из первого, второго и третьего параметров на основе (i) текущего значения этого параметра, (ii) объема SO2 в выпускаемом обессеренном дымовом газе и (iii) идентифицированной целевой функции оптимизации и также управляет одним параметром на основе определенной уставки для этого параметра, чтобы оптимизировать работу WFGD-системы для идентифицированной целевой функции оптимизации.
12. Контроллер по п.1, в котором:
система - это система избирательного каталитического восстановления (SCR), которая принимает дымовой газ с высоким содержанием NOx, применяет аммиак и разжижающий воздух для удаления NOx из принимаемого дымового газа с высоким содержанием NOx, тем самым управляя выбросами NOx, и выпускает дымовой газ с меньшим содержанием NOx;
по меньшей мере, один СТРР включает в себя параметр, соответствующий объему применяемого аммиака;
АОР - это объем NOx в выпускаемом дымовом газе; и
управляющий процессор определяет уставку для параметра на основе (i) текущего значения параметра, (ii) объема NOx в выпускаемом дымовом газе и (iii) идентифицированной целевой функции оптимизации и управляет параметром на основе определенной уставки, чтобы оптимизировать работу SCR-системы для идентифицированной целевой функции оптимизации.
13. Контроллер по п.12, в котором:
МРР включают в себя объем аммиака в выпускаемом дымовом газе; и
управляющий процессор определяет уставку для параметра также на основе текущего значения объема аммиака в выпускаемом дымовом газе.
14. Способ осуществления процесса регулирования загрязнения воздушной среды (АРС) для управления выбросами загрязняющих веществ, имеющего несколько технологических параметров (МРР), причем один или более МРР являются управляемыми технологическими параметрами (СТРР), а один из МРР является объемом загрязняющего вещества (АОР), выпускаемого системой, при этом способ содержит этапы, на которых:
выбирают целевую функцию оптимизации из множества заданных целевых функций оптимизации для идентификации упомянутой выбранной целевой функции оптимизации;
определяют уставку, по меньшей мере, одного из одного или более СТРР на основе текущих значений МРР и идентифицированной целевой функции оптимизации; и
управляют, по меньшей мере, одним из, по меньшей мере, одного СТРР на основе определенной уставки для этого СТРР.
15. Способ по п.14, в котором:
процесс имеет заданное значение АОР (AOPV), представляющее целевую функцию или предел фактического значения (AV) выпускаемого АОР;
уставка для каждого СТРР определяется также на основе AOPV; и
идентифицированная целевая функция оптимизации заключается в поддержании выпускаемого АОР на уровне ниже AOPV.
16. Способ по п.14, в котором:
производительность процесса приводит к изготовлению побочного продукта; и
идентифицированная целевая функция оптимизации заключается в управлении качеством производимого побочного продукта до требуемого значения, максимизации качества производимого побочного продукта или минимизации качества производимого побочного продукта.
17. Способ по п.14, в котором:
производительность процесса приводит к изготовлению побочного продукта;
один из МРР - это качество производимого побочного продукта (QPBP);
процесс имеет заданное значение QPBP (QPBPV), представляющее целевую функцию или предел фактического качества QPBP; и
идентифицированная целевая функция оптимизации заключается в поддержании QPBP на уровне выше или ниже QPBPV.
18. Способ по п.14, в котором:
производительность процесса приводит к изготовлению побочного продукта;
один из МРР - это качество производимого побочного продукта (QPBP);
процесс имеет заданное значение QPBP (QPBPV), представляющее целевую функцию или предел фактического качества QPBP; и
управляющий процессор дополнительно сконфигурирован с возможностью выполнения логических операций для определения уставки для каждого СТРР также на основе QPBPV.
19. Способ по п.14, в котором:
идентифицированная целевая функция оптимизации заключается в минимизации затрат на производительность процесса.
20. Способ по п.14, в котором:
уставка для, по меньшей мере, одного СТРР определяется также на основе одной из модели процесса на основе нейронной сети и модели процесса на основе не нейронной сети, представляющей отношение между каждым из СТРР и выпускаемым АОР.
21. Способ по п.20, в котором:
одна модель включает в себя одно из модели на основе основных принципов, гибридной модели и регрессионной модели.
22. Способ по п.14, в котором:
процесс - это процесс мокрой очистки дымового газа от сернистых соединений, который применяет известняковую суспензию для удаления SO2 из принимаемого мокрого дымового газа с высоким содержанием SO2 и тем самым управляет выбросами SO2, и выпускает обессеренный дымовой газ;
по меньшей мере, один СТРР включает в себя один или более из первого параметра, соответствующего рН применяемой известняковой суспензии, и второго параметра, соответствующего распределению применяемой известняковой суспензии;
АОР - это объем SO2 в выпускаемом обессеренном дымовом газе;
уставка для одного из первого и второго параметров определяется на основе (i) текущего значения этого параметра и объема SO2 в выпускаемом обессеренном дымовом газе и (ii) идентифицированной целевой функции оптимизации; и
управление одним параметром осуществляется на основе определенной уставки для этого параметра, чтобы оптимизировать WFGD-процесс для идентифицированной целевой функции оптимизации.
23. Способ по п.22, в котором:
WFGD-процесс также применяет окислительный воздух для кристаллизации SO2, удаленного из принимаемого мокрого дымового газа с высоким содержанием SO2, и тем самым производства гипса как побочного продукта удаления SO2 из принимаемого мокрого дымового газа с высоким содержанием SО2; H
по меньшей мере, один СТРР включает в себя один или более из первого параметра, соответствующего рН применяемой известняковой суспензии, второго параметра, соответствующего распределению применяемой известняковой суспензии, и третьего параметра, соответствующего объему применяемого окислительного воздуха;
уставка для одного из первого, второго и третьего параметров определяется на основе (i) текущего значения этого параметра и объема SO2 в выпускаемом обессеренном дымовом газе и (ii) идентифицированной целевой функции оптимизации; и
управление одним параметром осуществляется на основе определенной уставки для этого параметра, чтобы оптимизировать WFGD-процесс для идентифицированной целевой функции оптимизации.
24. Способ по п.14, в котором:
процесс - это процесс избирательного каталитического восстановления (SCR), который применяет аммиак и разжижающий воздух для удаления NOx из дымового газа с высоким содержанием NOx, тем самым управляя выбросами NOx, и выпускает дымовой газ с меньшим содержанием NOx;
по меньшей мере, один СТРР включает в себя параметр, соответствующий объему применяемого аммиака;
АОР - это объем NOx в выпускаемом дымовом газе;
уставка для параметра определяется на основе (i) текущего значения этого параметра и объема NOx в выпускаемом дымовом газе и (ii) идентифицированной целевой функции оптимизации; и
управление параметром осуществляется на основе определенной уставки для этого параметра, чтобы оптимизировать SCR-процесс для идентифицированной целевой функции оптимизации.
25. Способ по п.24, в котором:
МРР включают в себя объем аммиака в выпускаемом дымовом газе; и
уставка для параметра определяется также на основе текущего значения объема аммиака в выпускаемом дымовом газе.
| Электрическая счетная машина для подсчета различных операций по пробитым карточкам | 1928 |
|
SU29650A1 |
| Устройство для согласования работы системы вентиляции и генератора углекислого газа в теплице | 1988 |
|
SU1530141A1 |
| RU 2058289 C1, 20.04.1996 | |||
| Способ определения кратности рециркуляции в рециркуляционных печах | 1980 |
|
SU866395A1 |
| US 5386373 A, 31.01.1995. | |||

