Изобретение относится к прокатному производству и может быть использовано при производстве холоднокатаной ленты из низкоуглеродистых марок стали и применяемой в качестве упаковочной.
Основными требованиями, предъявляемыми к упаковочной холоднокатаной ленте, являются высокая прочность (например, временное сопротивление разрыву σв=790-900 Н/мм2) при одновременно узком интервале пластических свойств (относительное удлинение δ100=1-5%). При этом в процессе холодной прокатки ленты, обладающей повышенными прочностными характеристиками, не должно образовываться трещин по кромкам полос.
Известны способы производства холоднокатаных полос из горячекатаного подката, включающие удаление окалины травлением, холодную прокатку травленой полосы на непрерывном стане, последующий отжиг и дрессировку отожженной полосы (см., например, Пат. РФ №2277594, №2281338).
Недостатками известных способов является сложность обеспечения в тонкой холоднокатаной ленте комплекса механических свойств, обеспечивающих бездефектную переработку проката в конечную металлопродукцию.
Наиболее близким аналогом к заявляемому объекту является способ изготовления холоднокатаной ленты из углеродистой стали, включающий удаление окалины с поверхности полосы травлением, холодную прокатку на непрерывном стане с обжатиями 5-20% и последующий двухступенчатый рекристаллизационный отжиг (см. Патент РФ №2155645).
Недостаток известного способа заключается в сложности эффективной переработки горячекатаного травленого подката с содержанием 0,13-0,17% углерода и 0,4-0,7% марганца в тонкую холоднокатаную ленту с требуемым комплексом механических свойств. При этом в процессе холодной прокатки ленты толщиной 0,5-0,6 мм на непрерывном стане с суммарными относительными обжатиями 72-76% по кромкам ленты образуются многочисленные трещины, разрывы, что, в свою очередь, не позволяет обеспечивать требуемое качество производимой ленты по всему объему рулона, а также снижает выход годного металлопроката из-за повышенной обрези кромочных участков ленты.
Технической задачей, решаемой заявляемым изобретением, является повышение выхода годного и качества металлопроката за счет исключения трещинообразования на прикромочных участках ленты и обеспечения требуемого комплекса механических свойств готовой холоднокатаной ленты по всему объему рулона.
Поставленная задача решается тем, что в известном способе изготовления холоднокатаной ленты из низкоуглеродистой стали, преимущественно толщиной 0,5-0,6 мм, включающем удаление окалины с поверхности горячекатаного подката травлением, холодную прокатку на непрерывном стане и последующий ступенчатый рекристаллизационный отжиг рулонов, согласно изобретению, что при содержании в стали 0,13-0,17% углерода и 0,4-0,7% марганца производят предварительную термообработку горячекатаного травленого подката при температуре 560-590°С продолжительностью 9-11 часов, а холодную прокатку термообработанного подката производят с суммарным относительным обжатием 12-16%.
Сущность изобретения состоит в следующем. Известные схемы производства холоднокатаной ленты предусматривают осуществление холодной прокатки на непрерывном стане с суммарными относительными обжатиями в зависимости от конечной толщины в широких пределах 50-86%, что позволяет минимизировать как продольную, так и поперечную разнотолщинность, с одной стороны, а с другой стороны - обеспечить равное напряженно-деформированное состояние по всему сечению ленты (см., например, прототип - Патент РФ №2312906, опубл. 20.12.2007, Бюл. №35; Гарбер Э.А. Производство проката: Справочное издание. Том 1. Книга 1 «Производство холоднокатаных полос и листов. - М.: Теплотехник, 2007. - 368 С). При этом обычно горячекатаный подкат подвергают холодной прокатке непосредственно после его травления без предварительной термообработки. В случае осуществления холодной прокатки ленты толщиной 0,5-0,6 мм из низкоуглеродистых марок стали из горячекатаного травленого подката, содержащего 0,13-0,17% углерода и 0,4-0,7% марганца без проведения предварительной термообработки приводит к формированию по кромкам ленты многочисленных глубоких трещин и порывов, что связано с низким запасом пластичности в подкате с заявляемым химическим составом. Это вызывает необходимость осуществлять дополнительную обрезку кромочных участков полосы, повышая, тем самым, расходный коэффициент металла и снижая выход годного металлопроката.
Кроме того, холодная прокатка горячекатаного травленого подката в широком диапазоне известных суммарных относительных обжатий (εΣ=50-86%) не позволяет обеспечить производство качественной бездефектной ленты. Это связано с тем, что, во-первых, при холодной прокатке ленты с заявляемым химическим составов с суммарными деформациями, отличными от заявляемых (72-76%), наблюдается образование по кромкам ленты многочисленных глубоких тещин, а также микротрещин на всей поверхности ленты, что приводит к появлению значительного числа порывов, к многочисленным аварийным остановкам стана и большой вероятности поломки оборудования. Во-вторых, при холодной прокатке нетермообработанного подката, имеющего повышенные прочностные параметры и содержащего 0,13-0,17% углерода и 0,4-0,7% марганца, практически невозможно обеспечить в нагартованной ленте заданный уровень механических свойств из-за ее интенсивного наклепа.
С другой стороны, при проведении низкотемпературной предварительной теромообработки подката необходимо сформировать в нем такой уровень механических свойств (временное сопротивление разрыву σв=790-900 Н/мм2 и относительное удлинение в узком диапазоне 1-5%), который должен обеспечивать требуемый запас пластичности, необходимый для холодной прокатки ленты с суммарными относительными обжатиями 72-76% при условии отсутствия трещин, разрывов в прикромочных участках ленты. Указанные дефекты появляются при холодной прокатке из-за значительной разницы механических свойств в прикромочных участках подката и в его основной части сечения.
Технологические режимы проведения предварительной термообработки травленого подката были определены экспериментально. При этом отсутствие дефектов на кромках холоднокатаной ленты при сохранении требуемого комплекса механических свойств достигалось лишь при температурах предварительной термообработки 560-590°С. При заявляемых режимах термообработки с достаточно короткой продолжительностью (9-11 часов) в подмуфельном пространстве колпаковой печи происходит интенсивный разогрев до указанных температур не всего объема рулона подката, а лишь прикромочных участков полос. Это способствует выравниванию механических свойств по всему сечению подката, что его при последующей холодной прокатке исключает появление трещин разрывов на кромках ленты. Из экспериментов следует, что при температурах и продолжительности, отличных от заявляемых, происходит либо перегрев полосы в рулоне по всему сечению, либо кромки не успевают прогреваться, что в любом случае не позволяет обеспечить равенство механических свойств по всему сечению подката.
Указанная совокупность признаков в известных технических решениях не обнаружена.
На основании вышеприведенного анализа известных источников информации можно сделать вывод, что для специалиста заявляемый способ изготовления холоднокатаной ленты из низкоуглеродистой стали, не следует явным образом из известного уровня техники, а следовательно, соответствует условию патентноспособности «изобретательский уровень».
Пример осуществления способа.
Горячекатаный травленый подкат толщиной 2,0 мм из стали марки St37-2, имеющей следующий химический состав: С 0,13-0,17%, Mn 0,40-0,70%, Si<0,10% (например, в соответствии с ТУ 14-101-641-2006) подвергают предварительной термообработке в колпаковых печах при температуре окончательной выдержки по стендовой термопаре 560-590°С с продолжительностью выдержки 9-11 часов. После чего на непрерывном пятиклетевом стане холодной прокатки 630 предварительно термообработанный подкат шириной 405 мм прокатывают с суммарным относительным обжатием 75% в ленту толщиной 0,5 мм. При необходимости после холодной прокатки осуществляют низкотемпературную термообработку ленты и последующую ее дрессировку.
Варианты технологических параметров, по которым по заявляемому способу осуществлялось изготовление холоднокатаной ленты из стали марки St37-2 ОАО «ММК», а также результаты исследований представлены в таблице.
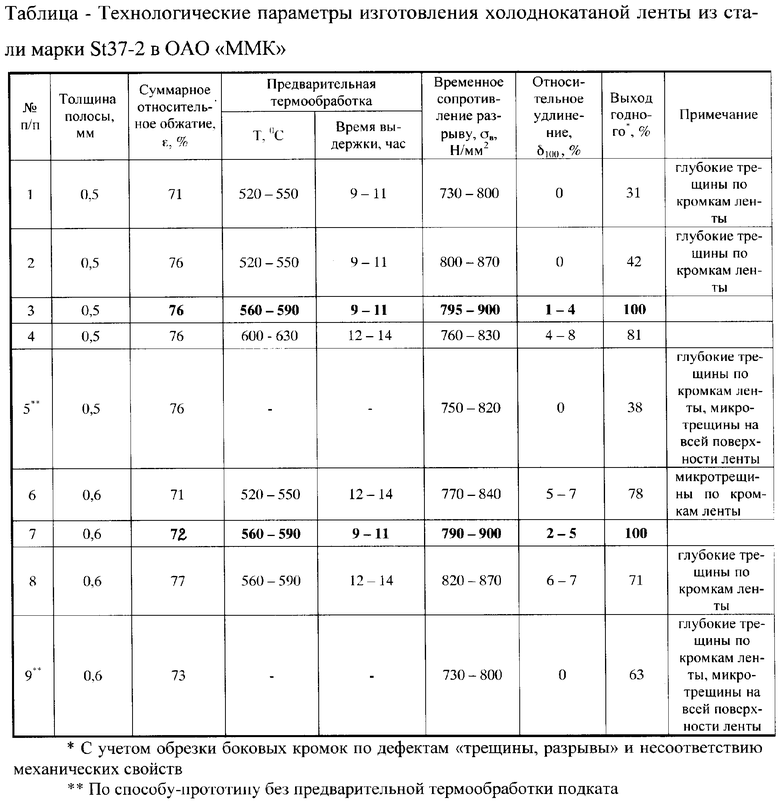
Заявляемая технология производства металлопроката на примере изготовления холоднокатаной ленты из стали марки St37-2 обеспечивает получение следующих механических свойств: временное сопротивление разрыву σв - не менее 790 Н/мм2, при одновременно узком диапазоне относительного удлинения δ100 в пределах 1-5%. При этом существенно повышается выход годного металлопроката (на 7-10%) при производстве холоднокатаной ленты повышенной прочности за счет исключения трещин, разрывов по кромкам.
На основании вышеизложенного можно сделать вывод, что заявляемый способ работоспособен и устраняет недостатки, имеющие место в прототипе.
Заявляемый способ может найти широкое применение при производстве холоднокатаной ленты, используемой в качестве упаковочной, из марок стали с содержанием 0,13-0,17% углерода и 0,4-0,7% марганца с жестко регламентируемыми механическими свойствами, обеспечивающими минимизацию трещинообразования по кромкам ленты в процессе холодной прокатки. Следовательно, заявляемый способ соответствует условию патентоспособности «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2008 |
|
RU2366729C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ 220 | 2011 |
|
RU2452778C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ 260 | 2010 |
|
RU2432404C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2516358C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479643C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ВЫРУБКИ МОНЕТНОЙ ЗАГОТОВКИ | 2012 |
|
RU2487176C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ УПАКОВОЧНОЙ ЛЕНТЫ | 2015 |
|
RU2592609C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ УПАКОВОЧНОЙ ЛЕНТЫ | 2012 |
|
RU2499640C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ УПАКОВОЧНОЙ ЛЕНТЫ | 2013 |
|
RU2529325C1 |
Изобретение предназначено для повышения выхода годного и качества металлопроката при производстве холоднокатаной ленты, преимущественно толщиной 0,5-0,6 мм, обладающей повышенными прочностными (σв не менее 790 Н/мм2) и пластическими (δ100 - в диапазоне 1-5%) свойствами из низкоуглеродистых марок стали и применяемой в качестве упаковочной. Способ включает удаление окалины, холодную прокатку на непрерывном стане и ступенчатый рекристаллизационный отжиг рулонов. Исключение трещинообразования на прикромочных участках ленты и увеличение выхода годного металлопроката с требуемым комплексом механических свойств готовой холоднокатаной ленты по всему объему рулона достигается за счет того, что горячекатаный травленный подкат, содержащий 0,13-0,17% углерода и 0,4-0,7% марганца подвергают предварительной термообработке при температуре 560-590°С продолжительностью 9-11 часов, после чего осуществляют холодную прокатку термообработанного подката с суммарным относительным обжатием 72-76%. При необходимости после холодной прокатки осуществляют низкотемпературную термообработку ленты и последующую ее дрессировку. 1 табл.
Способ изготовления холоднокатаной ленты из низкоуглеродистой стали, содержащей 0,13-0,17% углерода и 0,4-0,7% марганца, преимущественно толщиной 0,5-0,6 мм, включающий удаление окалины с поверхности горячекатаного подката травлением, холодную прокатку на непрерывном стане и последующий ступенчатый рекристаллизационный отжиг рулонов, характеризующийся тем, что производят предварительную термообработку горячекатаного травленого подката при температуре 560-590°С продолжительностью 9-11 ч, а холодную прокатку термообработанного подката производят с суммарным относительным обжатием 72-76%.
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 2005 |
|
RU2312906C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 1999 |
|
RU2155645C1 |
| Способ изготовления листового проката | 1981 |
|
SU1011712A1 |
| Способ производства холоднокатаной изотропной электротехнической стали | 1978 |
|
SU706142A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС | 2005 |
|
RU2296018C1 |
| US 6604398 A, 12.08.2003. | |||

