Изобретение относится к прокатному про изводств; и может использовано, в частности, при производстве стальной холоднокатаной полосы.
Известны способь производства малоуглеродистой холоднокатаной конструкцконной стали, при котором горячекатаную полосу (подкат) после травления прокатьюают на четырех или пятиклетьевом стане холодной прокатки с суммарным обжатием 45-75%. Непосредственно после холодной прокатки листовая сталь имеет очень высокие пределы текучести и прочности, высокую твердость и низкое относительное удлинение. При последующей термообработке во время рекристаллизационного отжига холоднокатаная сталь приобретает больщую пластичность, но в то же время происходит ее разупрочнение. Рекристаллизационный отжиг проводят при нагреве холоднокатаной стали до темперутур, близких к AQJ , с определенной вьщержкой при этой температуре. При нагреве одно временно со снятием внутренних напряже НИИ в холоднокатаном металле происходит его рекристаллизация. Шсле рекристализационного отжига и охлаждения металла подвергается обычно дрессировке с обжатиякш 0,8-1,4% Г.
Готовая к употреблению сталь имеет предел текучести (з..- 14-26 кг/мм при относительном удлинении сГ 50-25%.
Для .получения более прочного холоднокатаного листа при удовлетворительных штампуемости и пластичности обычно применяют низколегированную сталь с повьпиенным содержанием марганца и кремния с добавками ванадия, титана, ниобия, молибдена и других легирующих элементов. Одним из способов получения высокопрочной тонколистовой конструкционной стали является метод упрочнения со структурными превращениями (закалка-ютпуск) 2.
Упрочнение за счет введения титана, ниобия или ванадия приводит к желаемым результатам, однако ввиду дефицита и доро-; говизны этих легирующих элементов применение их для щирокораспространенных марок сталей экономически не целесообразно.
Упрочнение со структурными превращениями требует дополнительных капитальных вложений на строительство закалочных устройств и отпускных агр ;гатов, а также значительного расхода энергоносителя (топлива) на нагрев под закалку и высокий отпуск.
Наиболее близким по техшпеской суиоюсти к предложенному является способ т грмической обработки низколегированной стали, заключ;ающийся в том, что полосу после горячей прокатки, травления, холодной про- . катки о обжатием 4-10% нагревают в печи непрерьшного действия до: 900-1200°С, после чего подвергают охлаждению со скоростью больше критической до температуры окружаю- . щей среды, т.е. подвергают закалке. Далее поверхность полосы очищают от окалины и вновь нагревают до 725-850°С со скоростью 20-300° С с последующей вьщержкой в течение часа, т.е. осуществляют высокотемпературный отпуск. Охлаждение после отпуска ведут со скоростью 10-50° С/с до 300-350°С, а далее с нерегламентированиой скоростью. В период между концом закалки и началом охлаждения после отпуска производят пластическую деформацию со степенью обжатия 1-8% 3.
Недостатками известного способа являются повыщенный расход энергоносителя, необходимость создания новых нагревательных печей и охлаждающих устройств. Только при нагреве единицы продукции (одной тонны металла) от температуры окружающей среды до 1200-900° С расходуется Q ккал
5 тепЛа:
Q emt2 - cm-t
где с 0,17 ккал/кгГрад - теплоемкость
металла;
0m 1000 кг- масса металла;
t2 1200-900° С; ti 20°С Q 0,17-ЮООх (900-1200) - 0,17 X lOOOx
X 20 149600-200600 ккал. Вторичный нагрев полосы до температзфы отпуска 725-850° С приводит так же к значительному расходу энергоносителя (топлива) на единицу продукции.
ЦЕЛЬЮ изобретения является сокращение расхода энергоносителя при изготовлении холоднокатаного тонкого листа повьцценной Прочности,
Поставленная цель достигается тем, что согласно способу изготовления листового проката, включающему горячую прокатку, травление, холодную прокатку с обжатием 4-10% и отпуск, отпуск производят при 150250°С.
Отпуск при 150-250° С в печах непрерьтного действия производят в течение 5-15 с 0 с последующим дифференцированным охлаж,дением внаяале со скоростью 4-8° С/с до , а затем со скоростью 70-100°С/с до цеховой температуры.
Отпуск при 150-250° С в печах периодического действия производят при нагреве в течение 3-4 ч с последующим охлаждением под муфелем до 120° С.
Предлагаемый способ можно осуществлять двумя путями.
Прокатаные на стане горячей прокатки по-, лосы сматьгеают в рулоны, охлаждают, травят и подвергают холодной прокатке с суммарным обжатнем 4-10%. Посте этого рулоны пропускают через агрегаты непрерывного ; действия, где производят нагрев полосы до i 15Q-250C CQ скоростью, например, 30 град/i И вьщержку в течение 5-15 с. Охлаждение ; до 100° С осуществляют в камере регулируемого охлаждения со скоростью 4-8 груд/с, а дальнейщее ведут со скоростью 70- 100 гррд/с, например, за счет струйной обдувки полосы воздухом или воздушно-водяной смесью. Нагрев до 150-250°С, вьщержку и охлаждение до 100° С осуществляют в защитной атмосфере, например, состава, %: NZ 93-95; и HZ 5-7 с точкой росы 40°С.
Прокатаные на стане горячей прокатки полрсы сматьшают в рулоны, охлаждают, травят и подвергают холодной прокатке и суммарным обжатием 4-10%. После чего рулоны Подвергают низкотемпературному отпуску в печах периодического действия, например, кол паковых. На стенде колпаковых печей формируют стопу из 3-4 рулонов, накрывают муфелем и в течение 1-2 ч, с целью вытеснения воздуха Осуществляют холодную продувку защитным газом (N2 93-95%, Hj 3--5%, точка росы 40-50°С). Включают вентиляционный нагреватель и ставят нагревательный колпак. Нагрев до 150-250° С ведут в течение 3-Л ч По достижении температуры отпуска 150-. 250 С снимают нагревательный колпак и осуществляют охлаждение гюд муфелем до 120°С (5-10 град/ч), затем снимают муфель и рулоны подвергают принудительному охлаж дению до температуры окружающей среды на воздухе. Сокращение расхода энергоносителя (топлива) по сравнению с известным способом достигается за счет исключения энергоемкой операщи закалки, а также замены высокотемпературного отпуска при температурах рекристаллизации низкотемпературным. Вдобавок, согласно предложенному техническому рещению получают для малоуглеродистых сталей оптимальное соотнощение 1ювьщ1енных прочностных характеристик при удовлетворительных пластических свойствах путем упрочнения холодной деформацией с небольшими обжатиями и последующим кратковременным низкотемпературным отпуском. Отпуск при 150-250° С необходим для снятия напряжения и повышения пластических
характеристик упрочненной стали, обработанной по предложенному способу. Температура нияед нецелесообразна, так как-при более низких температурах резко увеличквается время процесса снятия напряжений, что приводит к дополнительным энергозатратам и нерациональному использованию оборудова-: ния,- а при температурах выше 250°С происходит снижение значений предела текучести
6-|. и предела прочности bg .
Выдержка при этих температурах дает хорЬший эффект по шятию напряженки в течение первых 15 с; оптимальное время выдержки для обработки в агрегатах непрерыв-;
ного действия составляет 5-15 с. Время выдержки менее 5 с не обеспечивает полного снятия напряжений при температуре отпуска 150°С, а увеличение времени вьщержки более 15 с приводит к нецелесообразному расходу средств нагрева.
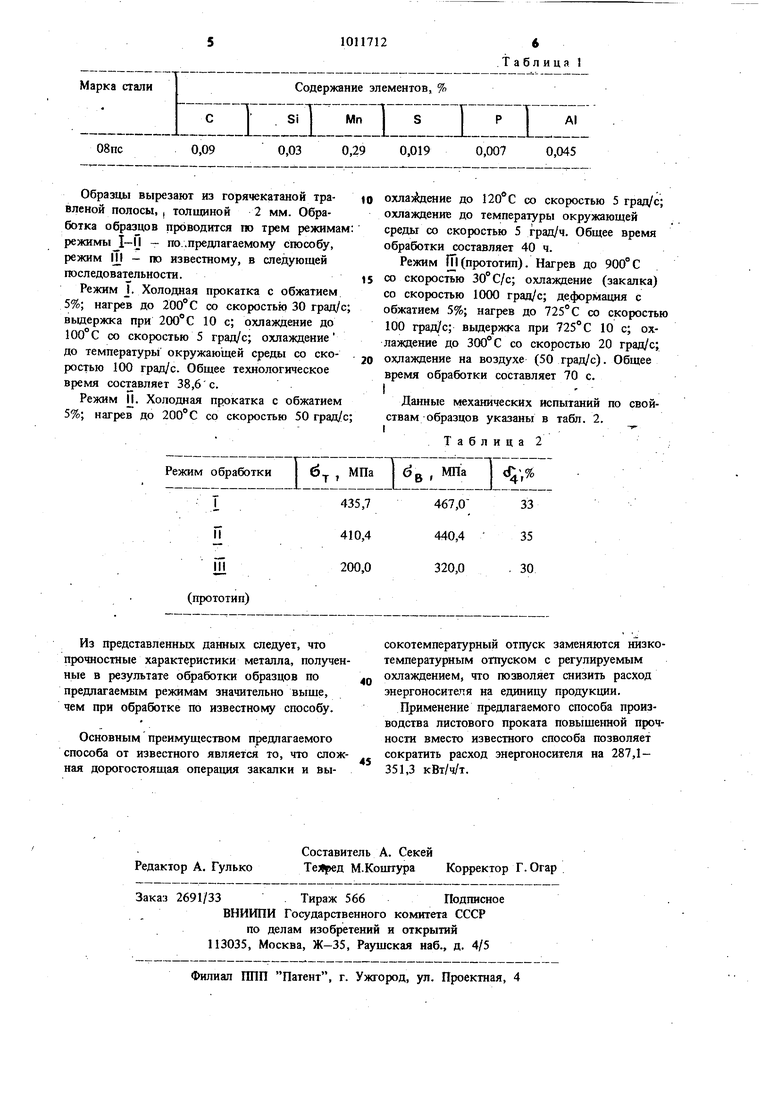
На основании опьпных данных для печей пе{иодического действия (колпаковых) с тепловой мощностью нагревательного колпа мл ккал и мощностью циркуляционного вентилятора 14-22 кВт длительность нагрева стопы рулонов массой 70-90 т до 150-250° С составляет 3-4 ч. В агрегате непрерьтного действия выбор скорости охлаждения 4-8 град/с до 100° С, а так же температура изменения скорости охлаждения связаны с необходимостью обеспечения деформационно-термического старения. Скорость охлаждения ниже 4 град/с не спо-: собствует ускорению процесса обработки. ПрН скорости охлаждения выше 8 град/с отсутствуют условия для прохождения процесса в интервале температуре 250-100°С. У1величение скорости охлаждения до 70- 100°С/с при , связано с сокращением технологического цикла, так как при этих температурах изменений в структуре не происходит. Уменьшение скорости охлаждения приводит только к увеличению длительности процесса, а увеличение потребует применения шециальш охлаждающих устройств. В печах периодического действия скорость охлаждения 10 град/ч определяется в основном скоростью передачи тепла от муфеля в окружающее пространство, осуществляемое за счет естественной конвекции воздуха. П р и м е р. В лабораторных условиях, согласно предлагаемому и известному способу обработаны образцы листовой стали марки 08 ПС, размером 30 х 300 мм. Химический состав стали приведен в таблЛ. Образцы вырезают из горячекатаной травленой полосы, I толщиной 2 мм. Обработка образцов проводится тю трем режима режимы I-IJ - по..предлагаемому способу, режим Ж - по известному, в следующей последовательности. Режим Т. Холодная прокатка с обжатием 5%; нагрев до 200° С со скорость р 30 град/ вьщержка при 10 с; охлаждение до 100°С со скоростью 5 град/с; охлаждение до температуры окружающей среды со скоростью 100 грал/с. Общее технологическое время составляет 38,6 с. Режим II. Холодная прокатка с обжатием 5%; нагрев до 200° С со скоростью 50 град/ до 120°С со скоростью 5 град/с; охлаждение до температуры окружающей среды со скоростью 5 град/ч. Общее время обработки составляет 40 ч. Режим и (прототип). Нагрев до 900° С со скоростью 30° С/с; охлаждение (закалка) со скоростью 1000 град/с; деформация с обжатием 5%; нагрев до 725° С со скоростью 100 град/с; выдержка при 725° С 10 с; охлаждение до 300° С со скоростью 20 град/с; охлаждение на воздухе (50 град/с). Общее время обработки составляет 70 с. I Данные механических испытаний по свойствам образцов указаны в табл. 2. I... Т а б л и ц а 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки рулонов из холоднокатаных листовых сталей | 1983 |
|
SU1145038A1 |
| Способ термической обработки холоднокатаной малоуглеродистой стали | 1980 |
|
SU889725A1 |
| Способ термической обработки холоднокатаной низколегированной листовой стали повышенной прочности в колпаковых печах | 1988 |
|
SU1601155A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС (ВАРИАНТЫ) | 2004 |
|
RU2277130C1 |
| Способ охлаждения холоднокатанойРулОННОй СТАли пОСлЕ ОТжигА | 1978 |
|
SU827568A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2238988C1 |
| Способ производства холоднокатаного проката | 2024 |
|
RU2834541C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕРНОЙ ЖЕСТИ | 2008 |
|
RU2371486C1 |
| Способ производства ленты | 1986 |
|
SU1409672A1 |
| Способ термической обработки малоуглеродистой стали | 1982 |
|
SU1043174A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОЮГО ПРОКАТА, преимущественно повьшеннйй прочности, включающий горячую прокатку, травление, холодную прокатку с суммарным обжатием 4-10% и отпуск, о т личающийся тем, что, с цепью сокращения расхода энергоносителя отпуск производят при 150-250° С. 2.Способ поп. 1, отличаюй с я тем, что отпуск при 150- щ и 250° С в агрегатах непрерьшного действия пО производят в течение 5-15 С с последующим дифференцированным охлаждением вначале со скоростью 4-8° С/с до 100° С, а затем со скоростью б-100° С/с до цеховой температуры. 3.Способ по п. 1, отличающий с я тем, что отпуск при 15( 250° С в печах периодичесютго действия производят при нагреве в течение 3-4 ч с последующим охлаждением под муфелем до 120°С.
(прототип)
Из представленных данных следует, что прочностные характеристики металла, полученные в результате обработки образцов по предлагаемым режимам значительно выще, чем при обработке по известному способу.
Основным преимуществом предлагаемого способа от известного является то, что сложная дорогостоящая операция закалки и высокотемпературиый отпуск заменяются низкотемпературным отпуском с регулируемым охлаждением, что позволяет снизить расход энергоносителя на единицу продукции.
Применение предлагаемого способа производства листового проката повышенной прочности вместо известного способа позволяет сократить расход энергоносителя на 287,1351,3 кВт/ч/т.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ксенэук Ф | |||
| А | |||
| и др | |||
| Прокатка автолистовой стали: Металлургия, 1969, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
