Изобретение относится к области производства, эксплуатации и ремонта автотракторных двигателей внутреннего сгорания.
Известен способ сборки цилиндропоршневой группы [1] полностью разобранного двигателя, заключающийся в применении специального приспособления - кольца, внутренний диаметр которого равен диаметру отверстия гильзы, с помощью которого поршневые кольца полностью утопают в канавках, собранный с шатуном поршень направляют в отверстие гильзы и легким постукиванием молотком по днищу поршня утопают поршень в гильзе, пока все кольца не войдут в отверстие гильзы. Такой способ трудоемкий и применим только при сборке полностью разобранного двигателя. То есть для условий эксплуатации не подходит, а подходит только в условиях ремонтного производства.
Наиболее близким по технической сущности к предполагаемому изобретению является способ сборки [2] цилиндропоршневой группы автотракторного двигателя, заключающийся в том, что гильзу устанавливают (запрессовывают) в блок, используя деревянный брусок и молоток. Собирают шатун с поршнем, и собранный узел вместе с шатуном устанавливают сверху в гильзу, и, осторожно направляя каждое кольцо по очереди, начиная с нижнего маслосъемного кольца в гильзу, вводят поршень полностью в гильзу. Затем устанавливают шатунную крышку и стягивают шатунными болтами на шатунной шейке коленчатого вала. При таком способе сборки гильза остается неподвижной, а перемещается узел поршня с шатуном относительно неподвижной гильзы. Также необходимо отметить, что при данном способе сборки контакт гильзы с поршнем начинается с нижнего маслосъемного кольца, то есть сначала в гильзу входит нижнее маслосъемное кольцо, а затем последовательно остальные кольца до верхнего - первого компрессионного кольца. Такой способ сборки применяется и эффективен только при капитальном ремонте двигателя, когда он снят с автотракторной техники и полностью разобран. В процессе эксплуатации двигателя, когда может возникнуть необходимость в замене только одной гильзы (или замены поршневого кольца) по причине выхода из строя, такой способ требует снятия двигателя с автомобиля или трактора с последующей его полной разборкой и сборкой и установки ее обратно на автомобиль или трактор. То есть такой способ практически не пригоден по причине большой трудоемкости затрат времени в условиях эксплуатации. Да и культура производства ухудшается по причине необходимости слива масла и снятия поддона картера и повторной заливки масла в картер после сборки двигателя. То есть для условий эксплуатации данный способ также не подходит, а эффективен только в условиях ремонтного производства.
Таким образом, существующие (известные) способы сборки цилиндропоршневой группы предполагают, что гильза предварительно находится в блоке, а устанавливают в гильзу поршень в сборе с кольцами и с шатуном. На практике часто возникает ситуация (в условиях эксплуатации), когда поршень с кольцами и с шатуном в сборе находятся в блоке, и шатун нижней головкой закреплен на шатунной шейке коленчатого вала, а гильзу необходимо установить в блок двигателя.
Задача изобретения - облегчить замену гильзы или поршневых колец в условиях эксплуатации без снятия двигателя.
Если гильза двигателя удалена из блока, при этом поршень с установленными на нем поршневыми кольцами, шатун и шатунная шейка коленчатого вала образуют единую кинематическую схему (собраны вместе). Такая ситуация может возникнуть, например, при замене поршневого кольца или же замене самой гильзы, не снимая двигатель с автомобиля или трактора в процессе их эксплуатации. При этом поддон картера не открывается, и масло с картера не сливается, сначала удаляется головка блока соответствующего цилиндра, затем удаляется гильза, а поршень с поршневыми кольцами, шатуном остаются в собранном же виде в блоке. Такой подход позволяет сэкономить время и повышает культуру производства. Но при этом возникает трудность установки гильзы обратно в блок, так как кольца как компрессионные, так и маслосъемные в свободном состоянии имеют больший диаметр, чем внутренний диаметр гильзы и не размещаются (не могут входить) внутри гильзы в процессе установки его в блок двигателя.
Поставленная задача решается тем, перед установкой нижнюю часть отверстия гильзы растачивают под конус. Конус можно выточить, например, на токарном станке. Большое основание конуса имеет больший диаметр, чем диаметр поршневых колец в свободном состоянии и расположенных в канавках поршня. Диаметр верхнего основания конуса равен диаметру отверстия гильзы, а угол конуса выбирают таким, чтобы при положении поршня в нижней мертвой точке его нижний торец не доходил до верхнего основания конуса. Затем для уменьшения силы трения в процессе сборки и исключения повреждения колец поверхность конуса необходимо обработать абразивным материалом, например мелкозернистой шкуркой, что позволит уменьшить шероховатость поверхности конуса. Для облегчения сборки смазывают поверхность отверстия гильзы составом, уменьшающим коэффициент трения, например дизельным маслом. Поршень устанавливают в положение верхней мертвой точки. Затем гильзу надевают нижним торцом сверху на головку поршня, ориентируют гильзу относительно отверстия под гильзу в блоке и медленно начинают утопать в отверстие в блоке. Перемещают гильзу под усилием вниз до тех пор, пока она не займет свое место в блоке. При медленном перемещении гильзы ее нижняя коническая часть основанием большого диаметра конуса войдет в контакт с торцом первого верхнего компрессионного кольца и постепенно сжимая уменьшает его диаметр, утопает его в канавке поршня в процессе перемещения вниз по отверстии блока двигателя. Такую же процедуру пройдут все кольца по очереди и поршень разместится в отверстии гильзы, а гильза займет свое место в блоке двигателя. На этом процесс сборки (установки гильзы в блоке на ее место) цилиндропоршневой группы завершен.
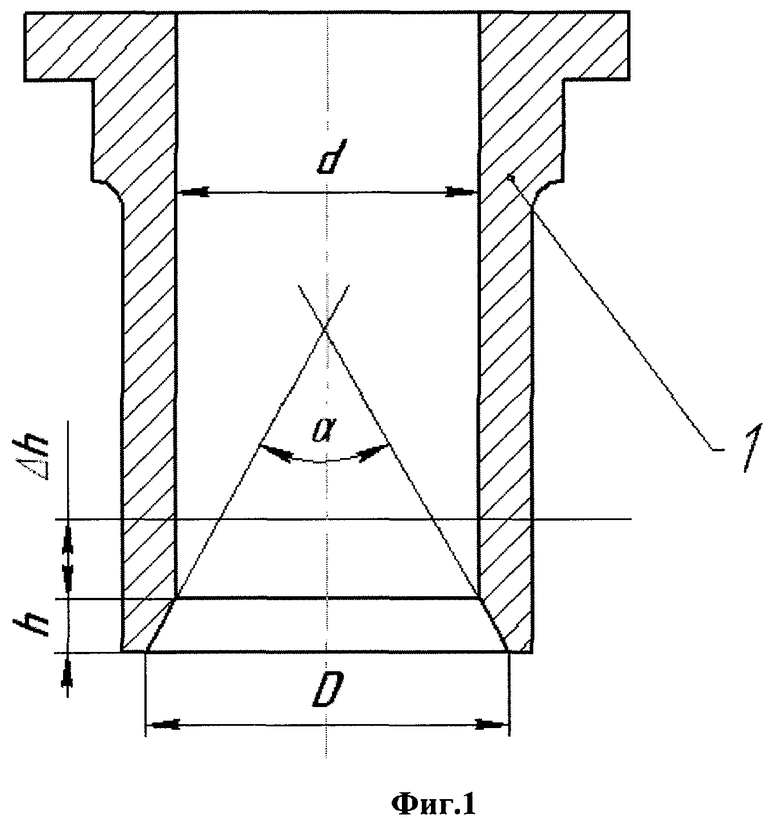
На фиг.1 показано продольное сечение гильзы - 1, вид спереди, где приняты следующие обозначения: D - диаметр большого основания конической части гильзы, d - диаметр малого основания конической части гильзы (внутренний диаметр гильзы), h - высота конической части, Δh - расстояние от верхнего торца конической части до нижнего торца юбки поршня, когда поршень в процессе работы находится в нижней мертвой точке, α - угол конуса.
На фиг.2 показан процесс установки гильзы 1 в блок двигателя в продольном сечении (вид спереди). Стрелкой указано направление движения гильзы в процессе ее установки в блок. V - скорость перемещения гильзы в процессе установки, по возможности должна быть минимальной во избежание случайного повреждения уплотнительного кольца 4 в процессе установки гильзы в блок.
На фиг.2 приняты следующие обозначения: 2 - блок, куда устанавливается гильза, 3 - поршневое кольцо, которое уже находится в отверстии гильзы, 4 - уплотнительное кольцо между гильзой и блоком, 5 - поршневое кольцо, которое находится еще в зоне конической части гильзы 1, 6 - поршень, d - диаметр отверстия гильзы, h - высота конической части отверстия гильзы.
Установка гильзы в блок двигателя (фиг.2) с помощью предлагаемого способа осуществляется следующим образом. Предварительно растачивают нижнюю часть отверстия гильзы под конус углом конуса «α». Большое основание конуса имеет больший диаметр - «D», чем диаметр поршневых колец, расположенных в канавках поршня, и чем наружный диаметр колец в свободном состоянии. Высота конуса - «h» не должна доходить до нижнего торца юбки поршня, когда поршень находится в положении нижней мертвой точки, то есть должен быть запас «Δh», например, не менее 10-50 мм. Наличие «Δh» обеспечивает, что при положении нижней мертвой точки поршня в процессе работы двигателя, торец юбки поршня не будет заходить в зону конуса. Это необходимо для того, чтобы не нарушать процесс перемещения поршня и не создавать дополнительную вибрацию. Как показывают исследования, длина гильзы и ход поршня позволяют всегда иметь запас «Δh». При этом для уменьшения сопротивления и исключения поломки колец в процессе сборки угол конуса «а» должен быть по возможности меньшим. При заданном диаметре отверстия гильзы уменьшения значения угла «а» можно добиться путем увеличения высоты конуса «h» с учетом необходимости иметь размер «Δh» и диаметра поршневых колец в свободном состоянии. Вращая коленчатый вал, поршень устанавливают в положение верхней мертвой точки. Для облегчения процесса сборки смазывают поверхность конической части и поверхность гильзы материалом, уменьшающим коэффициент трения, например дизельным маслом. Гильзу осторожно надевают сверху на головку поршня и одновременно ориентируют относительно отверстия в блоке под гильзу. Плавно перемещают гильзу вниз. При этом поршневые кольца по очереди входят в зону конуса в гильзе и в процессе дальнейшего перемещения гильзы вниз, постепенно уменьшаются в диаметре и переходят в рабочую зону в отверстии гильзы. И так до конца и до момента пока гильза не займет свое окончательное место в отверстии блока. Затем устанавливают головку блока на место и стягивают крепежные болты под определенным моментом. Замена гильзы завершена, можно запустить двигатель и автомобиль может двигаться дальше.
Лабораторные испытания показали осуществляемость и эффективность такого способа сборки цилиндропоршневой группы автотракторных двигателей.
Применение предложенного способа по сравнению с существующими способами позволяет многократно повысить производительность труда и культуру производства при выполнении ремонтных операций за счет уменьшения количества разборочно-сборочных операций, а также повысить надежность работы двигателя в последующем, так как многими исследованиями установлено, что каждая дополнительная разборочно-сборочная операция снижает надежность работы любого изделия, в том числе и автотракторного двигателя. В свою очередь, уменьшение простоя автотракторной техники, находящегося в эксплуатации и за счет уменьшения простоя техники при ремонте, также позволяет повысить эффективность их использования.
Источник информации
1. Справочная книга по технологии ремонта машин в сельском хозяйстве. Под ред. А.И.Селиванова. - М.: Колос, 1975. - 600 с.с илл. (стр.198).
2. Техническое обслуживание и ремонт машин / И.Е.Ульман, Г.С.Игнатьев, В.А.Борисенко и др., Под общ. ред. И.Е.Ульмана. - М.: Агропромиздат, 1990. - 399 с.: илл. - (Учебники и учебные пособия для техникумов). ISBN 5-10-000814-8. (стр.225-226).
| название | год | авторы | номер документа |
|---|---|---|---|
| Цилиндропоршневая группа двигателя внутреннего сгорания | 2016 |
|
RU2651694C1 |
| Цилиндропоршневая группа двигателя внутреннего сгорания | 2016 |
|
RU2624376C1 |
| МАСЛОСЪЕМНОЕ УСТРОЙСТВО ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ | 2010 |
|
RU2431070C1 |
| ЦИЛИНДРОПОРШНЕВАЯ ГРУППА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2008 |
|
RU2372508C1 |
| ЦИЛИНДРОПОРШНЕВАЯ ГРУППА | 2016 |
|
RU2644434C1 |
| ЦИЛИНДРОПОРШНЕВАЯ ГРУППА | 2013 |
|
RU2534327C2 |
| МАСЛОСЪЕМНОЕ УСТРОЙСТВО ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ | 2007 |
|
RU2351821C1 |
| СОСТАВНОЙ ШАТУННО-ПОРШНЕВОЙ УЗЕЛ С УПЛОТНИТЕЛЕМ ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2010 |
|
RU2461727C2 |
| МАСЛОСЪЕМНОЕ УСТРОЙСТВО ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ | 2009 |
|
RU2395739C1 |
| Способ Дагиса ремонта двигателей | 1988 |
|
SU1701463A1 |

Изобретение относится к области производства, эксплуатации и ремонта автотракторных двигателей внутреннего сгорания. Способ заключается в следующем. У гильзы, которую необходимо установить в блок двигателя, предварительно нижнюю цилиндрическую часть отверстия растачивают под конус, большое основание которого имеет диаметр, больший, чем диаметр поршневых колец в свободном состоянии, а диаметр верхнего основания конуса равен диаметру отверстия гильзы, причем угол конуса выбирают таким, чтоб при положении поршня в нижней мертвой точке его нижний торец не доходил до верхнего основания конуса. Смазывают поверхность отверстия гильзы составом, уменьшающим коэффициент трения. Затем гильзу надевают сверху на головку поршня, ориентируют гильзу относительно отверстия (гнезда под гильзу) в блоке двигателя и медленно перемещают под усилием вниз до тех пор, пока гильза не займет свое место в блоке. Такое выполнение позволяет осуществить замену гильзы или поршневых колец автотракторных двигателей в условиях эксплуатации без снятия двигателя с автомобиля. 2 ил.
Способ сборки цилиндропоршневой группы автотракторных двигателей, характеризующийся тем, что гильзу устанавливают в отверстие в блоке двигателя, причем перед установкой нижнюю часть отверстия гильзы растачивают под конус, большое основание которого имеет диаметр больший, чем диаметр поршневых колец в свободном состоянии, диаметр верхнего основания конуса равен диаметру отверстия гильзы, а угол конуса выбирают таким, чтобы при положении поршня в нижней мертвой точке его нижний торец поршня не доходил до верхнего основания конуса, смазывают поверхность отверстия гильзы составом, уменьшающим коэффициент трения, поршень устанавливают в положение верхней мертвой точки, затем гильзу надевают нижним торцем сверху на головку поршня, ориентируют гильзу относительно отверстия под гильзу в блоке, перемещают гильзу под усилием вниз до тех пор, пока она не займет свое место в блоке.
| US 3769880 A, 06.11.1973 | |||
| US 6488000 B2, 03.12.2002 | |||
| УСТАНОВКА ДЛЯ УЛЬТРАФИОЛЕТОВОГО ОБЛУЧЕНИЯ КУР-НЕСУШЕК ПРИ КЛЕТОЧНОМ СОДЕРЖАНИИ [\\ | 0 |
|
SU201824A1 |
| Прибор для установки гильз в цилиндры блока тракторного двигателя | 1930 |
|
SU25510A1 |
| Способ сборки шатунно-поршневой группы поршневой машины | 1987 |
|
SU1669766A1 |

