Изобретение относится к трубопроводной арматуре, а именно к шпинделям для задвижек и вентилей для перекрывания трубопроводов или регулирования расхода проходящих в них сред.
Одними из основных требований, предъявляемых к шпинделям, работающим в трубопроводах пара или воды при высокой температуре и давлении, являются их коррозионная стойкость и жаропрочность в этих средах.
Известен способ изготовления всех основных деталей задвижки для трубопроводов, в том числе шпинделя, корпуса, крышки и диска, контактирующих между собой через рабочую среду, из титанового сплава с последующей механической обработкой (см. каталог Промышленная трубопроводная арматура. Часть II (книга 1), изд. ЦИНГИ Химнефтемаш, М., 1989, с.17-18), что позволяет обеспечить хорошую коррозионную стойкость в среде, в которой присутствуют хотя бы следы влаги.
Недостатком такого способа изготовления шпинделя (и контактирующих с ним деталей) является большой расход дорогостоящего материала, что является неэкономичным и неэффективным.
Известен способ изготовления шпинделя из титанового сплава (см. Патент РФ №2138718, 6 F16K 3/00, 27.09.1999), включающий механическую обработку с образованием резьбы и термическое оксидирование поверхности, выполненное до резьбового участка.
Недостатком такого способа является ограниченность использования обработанного в соответствии с ним шпинделя по одному из основных эксплуатационных характеристик - температуре. Так, при длительной (более 500 часов) эксплуатации шпинделя из титанового сплава со структурой твердого раствора внедрения кислорода с образованной на его поверхности оксидной пленкой максимальная температура рабочей среды ограничивается: для сплава ВТ9, ВТ20 - 500°С, ВТ18У и ВТ25У - 550°С. При увеличении температуры под воздействием внешних нагрузок в поверхности деталей будет происходить пластическая деформация материала, что приведет к нарушению эксплуатационных характеристик задвижки и преждевременному выходу ее из строя.
Кроме этого использование в рассматриваемом изобретении шпинделя с электродным потенциалом поверхности TiO2, равным минус 0,295 В, свидетельствует о возможности протекания электрического тока в системе "титан оксидированный - сталь", что является несомненным фактором риска возникновения коррозионных процессов и, как следствие, ведет к снижению надежности эксплуатации всего изделия.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления шпинделя из титанового сплава (см. Патент РФ№2214323, МПК В23Р 15/00, C22F 1/18, опубл. 2003.10.20), включающий деформацию заготовки в β-области, термическое оксидирование заготовки, ее механическую обработку с образованием резьбы, причем механическую обработку с образованием резьбы осуществляют со съемом поверхностной оксидной пленки до основного металла.
Недостатком прототипа также является невысокая надежность и небольшой срок службы трубопроводной арматуры. При длительной эксплуатации шпинделя из титанового сплава, изготовленного по способу-прототипу, возникают нарушения сплошности защитной поверхностной оксидной пленки в результате образования и роста трещин, а также локальных отслоений. Отсутствие защитного покрытия на резьбовом участке шпинделя, при попадании продуктов трубопровода, может привести к возникновению гальванической пары и, кроме того, к возникновению дефекта, например, в виде заклинивания резьбовой пары. Все эти факторы ведут к снижению срока службы и эксплуатационной надежности всего изделия.
Техническим результатом заявляемого способа является повышение надежности и увеличение срока службы трубопроводной арматуры за счет улучшения эксплуатационных свойств поверхности шпинделя.
Технический результат достигается тем, что в способе изготовления шпинделя из титанового сплава для трубопроводной арматуры, включающем деформацию заготовки в β-области, ее механическую обработку с образованием резьбы, в отличие от прототипа, после механической обработки производят электрохимическое полирование шпинделя и легирование его поверхности, причем электрохимическое полирование проводят в режиме многоэтапной электролитно-плазменной обработки, для этого погружают шпиндель в водный раствор электролита и прикладывают к нему положительное по отношению к электролиту электрическое напряжение, под действием которого между поверхностью обрабатываемого изделия и электролитом образуется парогазовый слой, изменяют на каждом этапе величину электрического напряжения и время выдержки изделия, обеспечивают в течение первого и второго этапов беспрерывную подачу электрического напряжения, включая момент перехода от первого этапа ко второму, причем на первом этапе к обрабатываемому изделию прикладывают электрическое напряжение 120-170 В и выдерживают изделие при этом напряжении в течение 0,3-0,8 мин, а на втором этапе это напряжение увеличивают до 210-350 В и выдерживают изделие при этом напряжении в течение 1,5-5 минут; осуществляют третий этап полирования шпинделя, для этого, не вынимая изделие из электролита, отключают электрическое напряжение, удаляют шпиндель из электролита, охлаждают шпиндель, вновь прикладывают к нему положительное по отношению к электролиту электрическое напряжение 210-350 В, погружают шпиндель в электролит и ведут полирование в течение 0,8-2,5 минут; осуществляют четвертый этап полирования шпинделя, для этого, не вынимая шпиндель из электролита, отключают электрическое напряжение, удаляют шпиндель из электролита, охлаждают шпиндель, вновь прикладывают к нему положительное по отношению к электролиту электрическое напряжение 210-350 В, погружают шпиндель в электролит и ведут полирование в течение 0,8-2,5 минут; как вариант, в качестве электролита используют водный раствор солей, значение рН которого 4-9; как вариант, используют водные растворы электролитов, в состав которых входят соли борфтористоводородной, кремнефтористой, гексафтортитановой или плавиковой кислот; как вариант, используют 2-3% водные растворы NH4F; как вариант, в состав электролита дополнительно вводят поверхностно-активные вещества в концентрации 0,4-0,8%; как вариант, в состав электролита дополнительно вводят 0,3-0,8% TiF4.
Технический результат достигается также тем, что в способе изготовления шпинделя из титанового сплава легирование поверхности производят ионной имплантацией с постимплантационным отжигом, причем отжиг осуществляют при температуре 500…600°С в течение 1,5…3 часов; как вариант, вначале производят имплантацию ионов N, С, В, Si или их композиции, а затем имплантацию ионов молибдена; как вариант, дополнительно производят имплантацию ионов S; как вариант, после полирования производят имплантацию ионов N, С, В, Si или их композиции, совместно с имплантацией ионов молибдена и серы; как вариант, после полирования на поверхность шпинделя наносят покрытие из сверхтвердых соединений одного из тугоплавких металлов IV-VI групп Периодической системы элементов (Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W) с N, С, В или Si, а затем покрытие из дисульфида молибдена и имплантацию ионов молибдена; как вариант, покрытия из сверхтвердых соединений наносят ионно-плазменным методом, толщиной 0,3…0,9 мкм; как вариант, нанесение покрытия осуществляют вакуумными ионно-плазменными методами и/или электронно-лучевым испарением и конденсацией в вакууме; как вариант, после полирования на поверхность шпинделя наносят многослойное покрытие из чередующихся слоев Me и соединений металлов с азотом - Me-N, углеродом Ме-С или углеродом и азотом - Me-NC, где Me - Ti, Zr, TiZr, a N - азот, С - углерод; как вариант, толщины слоев многослойного покрытия выбирают из диапазонов: δMe=0,20…10 мкм, δMe-N=δMe-C=δMe-NC=0,10…6 мкм, где δMe - толщина слоя металла, δMe-N (δMe-C, δMe-NC) - толщина слоя нитрида (карбида, карбонитрида) металла; как вариант, перед нанесением покрытия производят имплантацию ионами Cr, Y, Yb, С, В, Zr, N, La или их комбинацией; как вариант, ионную имплантацию проводят при энергии ионов 0,2-300 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
Использование различных вариантов электролитно-плазменного полирования шпинделя улучшает микрогеометрию его поверхности, что позволяет, с одной стороны, непосредственно за счет улучшения класса чистоты обработки (шероховатости) поверхности повысить эксплуатационные свойства и надежность шпинделя, а с другой, создать благоприятные условия как для формирования легированного поверхностного слоя материала шпинделя, так и для нанесения защитного покрытия.
Ионно-имплантационное легирование поверхности шпинделя ионами Cr, Y, Yb, С, В, Zr, N, La или их комбинацией по сравнению с термическим оксидированием позволяет значительно улучшить как антикоррозионные свойства шпинделя, так и ряд других эксплуатационных свойств, например жаропрочность.
Нанесение защитных и антифрикционных покрытий на поверхность шпинделя также приводит к улучшению эксплуатационных свойств и надежности титанового штока. Нанесение многослойного покрытия из чередующихся слоев Me и соединений металлов с азотом - Me-N, углеродом Ме-С или углеродом и азотом - Me-NC, где Me - Ti, Zr, TiZr, a N - азот, C-углерод позволяет повысить износо- и коррозионную стойкость. Нанесение покрытия из сверхтвердых соединений одного из тугоплавких металлов IV-VI групп Периодической системы элементов (Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W) с N, С, В или Si, а затем покрытие из дисульфида молибдена и имплантация ионов молибдена позволяют повысить износо- и коррозионную стойкость и снизить коэффициент трения, уменьшить вероятность возникновения дефектов в резьбовой паре.
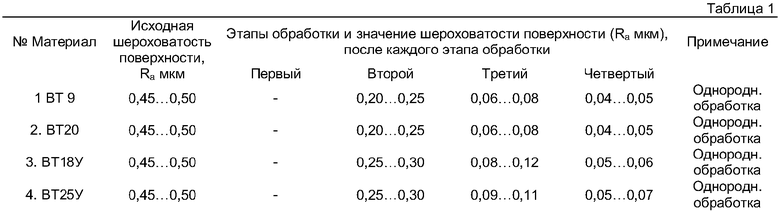
Пример 1. Электролитно-плазменной обработке подвергали шпиндели из титановых сплавов марок ВТ 9, ВТ20, ВТ18У, ВТ25У. Обрабатываемые изделия погружали в ванну с водным раствором электролита и прикладывали к детали положительное, а к электролиту отрицательное напряжение. Шпиндели обрабатывались в среде электролита на основе водного раствора, в состав которого входили соли борфтористо-водородной, кремнефтористой, гексафтортитановой или плавиковой кислот (NH4BF4; Na2SiF6). При обработке производили циркуляционное охлаждение электролита (поддерживалась средняя температура процесса в интервале 80°…85°С). В таблице 1 приведены результаты обработки поверхности изделий из титановых сплавов. Условия обработки по предлагаемому способу при многоэтапной обработке:
первый этап: электрическое напряжение 120…170 В, время - 18…50 с (0,3…0,8 мин); второй этап: напряжение - 210…350 В, время - 1,5…5 минут (90…300 с); третий этап: напряжение - 210…350 В, время - 0,8…2,5 минут (90…300 с), (дополнительное условие обработки на третьем этапе: не вынимая изделие из электролита, отключали электрическое напряжение, затем удаляли изделие из электролита, охлаждали его до температуры окружающей среды (20°С), вновь прикладывали к нему положительное по отношению к электролиту электрическое напряжение порядка 210-350 В, затем снова погружали изделие в электролит и вели полирование в течение от 0,8 до 2,5 минут); четвертый этап: напряжение - 210…350 В, время - 0,8…2,5 минут (90…300 с), (дополнительное условие обработки на четвертом этапе: не вынимая изделие из электролита, отключали электрическое напряжение, затем удаляли изделие из электролита, охлаждали его до температуры окружающей среды (20°С), вновь прикладывали к нему положительное по отношению к электролиту электрическое напряжение порядка 210-350 В, затем снова погружали изделие в электролит и вели полирование в течение от 0,8 до 2,5 минут). Обработку изделия проводили при величине тока не менее 0,5 А/дм2.
В таблице 1 приведены средние значения шероховатости поверхности Ra, полученные по предлагаемому способу изготовления шпинделей из титановых сплавов ВТ 9, ВТ20, ВТ18У, ВТ25У.
Были изготовлены две партии образцов, и для сравнительной оценки эксплуатационных свойств шпинделей, изготовленных по прототипу и предлагаемому способам, были проведены следующие испытания.
Первая партия образцов (А) изготавливалась по способу-прототипу следующим образом. Для изготовления шпинделя брали титановую заготовку в виде прутка, которую подвергали деформации в β-области, выдерживая режим: температура полиморфного превращения от 10 до 150°С, степень деформации от 30 до 70%. После деформации проводят термообработку заготовки при режиме: температура полиморфного превращения минус 30°С (Тп.п - 30°С), время выдержки - не менее 1 час. Далее, для проведения контроля поверхности выполняют травление и удаление образовавшейся оксидной пленки.
Формообразование шпинделя проводят механической обработкой, включающей в себя токарные, фрезерную, шлифовальную и слесарную операции с последующим контролем заданных геометрических размеров. После лезвийной обработки шпиндель подвергают оксидированию в вакууме (рабочее давление Р=1,33·10-2 Па) при нагреве в диапазоне температур от 700 до 800°С и выдержке от 5 до 7 часов.
После оксидирования производили механическую обработку резьбового участка шпинделя со съемом основного металла (вместе с образованной на нем оксидной пленкой), что позволяет избежать хрупкого разрушения резьбы при эксплуатации (согласно патенту РФ №2214323, МПК В23Р 15/00, C22F 1/18, опубл. 2003.10.20).
Вторая партия образцов (состоящая из групп образцов-шпинделей, обработанных согласно предлагаемому способу по различным вариантам: В, С, D, Е, F, G, Н) изготавливалась следующим образом. Сформированные механообработкой шпиндели подвергались защитно-упрочняющей обработке по схеме: полирование поверхности методом электролитно-плазменной обработки (согласно данным, приведенным в таблице 1) до средней величины микронеровностей после обработки Ra=0,06 мкм, затем имплантация ионов с энергией Е=0,2-300 кэВ и дозой облучения Д=1010 до 5·1020 ион/см2, при плотности ионного тока 0,8-10 мА/см2, с последующим постимплантационным отпуском в вакууме при температуре 550°С в течение 1,5 ч, с вариантами нанесения покрытий для следующих групп образцов:
«В» - имплантация ионами N и Мо,
«С» - имплантация ионами N, Мо и S,
«D» - имплантация ионами С, Мо и S,
«Е» - имплантация ионами N. Нанесение покрытия: вариант «E1» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом
- TiN. δTi=0,20…10 мкм, δTi-N=0,10…6 мкм, общая толщина покрытия - 12 мкм; вариант «Е2» - покрытие из соединений Ti с азотом и углеродом - TiNC. Общая толщина покрытия 0,9 мкм;
«F» - имплантация ионами Yb. Нанесение покрытия: вариант «F1» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с углеродом - TiC. δTi=0,20…10 мкм, δTi-N=0,10…6 мкм, общая толщина покрытия 12 мкм; вариант «F2» - покрытие из соединений Zr с азотом и углеродом - ZrNC. Общая толщина покрытия 0,9 мкм;
«G» - имплантация ионами Y. Нанесение покрытия: вариант «G1» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с углеродом - TiC. δTi=0,20…10 мкм, δTi-N=0,10…6 мкм, общая толщина покрытия 12 мкм; вариант «G2» - покрытие из соединений Cr с кремнием - Cr Si. Общая толщина покрытия 0,9 мкм;
«Н» - имплантация ионами Zr. Нанесение покрытия: вариант «Hi» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с углеродом - TiC. δTi=0,20…10 мкм, δTi-N=0,10…6 мкм, общая толщина покрытия 12 мкм; вариант «Н2» - покрытие из соединений Та с кремнием - Та Si. Общая толщина покрытия 0,9 мкм.
Испытания образцов производились в условиях ускоренного коррозионного процесса под влиянием ионов хлора при высоких и быстроменяющихся температурах и относительной влажности воздуха,
В процессе испытаний производилось взвешивание образцов на аналитических весах модели ВЛР-200 в исходном состоянии; после испытаний с продуктами коррозии на поверхности образцов; после удаления коррозионного налета химическим способом.
Кроме этого проводилась оценка глубины коррозионных повреждений общепринятым металлографическим методом на наклонных шлифах с углом наклона, равным 3. Результаты коррозионных испытаний приведены в табл.2 и 3.
Таким образом, результаты сравнительных испытаний показали, что наилучшие эксплуатационные свойства шпинделей, а следовательно, и повышение надежности, и увеличение срока службы трубопроводной арматуры, обеспечивает предлагаемый способ изготовления шпинделя из титановых сплавов для трубопроводной арматуры, (табл.1-3).
Повышение эксплуатационных свойств шпинделей, обработанных по предлагаемому способу во всех видах проведенных испытаний (табл.1-3), указывает на то, что применение следующих вариантов обработки шпинделя и нанесение покрытия: полирование электролитно-плазменным методом; ионная имплантация ионами одного из следующей группы химических элементов: Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинации при энергии ионов 0,2-300 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2; постимплантационный отпуск; нанесение покрытия (нитриды Me-N, карбиды Ме-С и карбонитриды Me-NC, где Me - Ti, Zr, TiZr, N - азот, С - углерод, при толщине слоев многослойного покрытия: δMe=0,20…10 мкм, δMe-N=δMe-C=δMe-NC=0,10…6 мкм, где δМе - толщина слоя металла, δMe-N (δMe-C, δMe-NC) - толщина слоя нитрида (карбида, карбонитрида) металла, полученного либо ионно-плазменным методом, либо электронно-лучевым испарением в вакууме, а также нанесение покрытия из сверхтвердых соединений одного из тугоплавких металлов IV-VI групп Периодической системы элементов (Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W) с N, С, В или Si, а затем покрытие из дисульфида молибдена и имплантация ионов молибдена, позволяет достичь технического результата заявляемого способа - повышение надежности и увеличение срока службы трубопроводной арматуры за счет улучшения эксплуатационных свойств поверхности шпинделя.
При этом простое использование ионного легирования и нанесения покрытия не позволяет достичь поставленного технического результата, поскольку эффект в предлагаемом техническом решении обеспечивается применением ряда приемов, например, таких как обеспечение качества поверхности материала шпинделя электролитно-плазменным полированием, позволяющим осуществить качественную имплантацию ионов и нанесение покрытия.
Пример конкретной реализации способа
Обработку поверхности шпинделей по описываемому способу проводят после всех формообразующих механических обработок. Затем проводят электролитно-плазменное полирование (см. табл.1). Для удаления остатков влаги шпиндель подвергают термообработке в сушильном шкафу при температуре от 60 до 65°С. После сушки шпиндель устанавливают в вакуумную камеру, где создают вакуум не ниже 2-104 Па и проводят очистку ионами аргона в течение 12 мин с последующей ионной имплантацией, например ионами азота и хрома, по режиму:
имплантируемый ион - Азот (N),
энергия ионов - 0,2-300 кэВ,
плотность ионного тока - 5-10 мА/см2,
доза имплантации ионов - от 1010 до 5·1020 ион/см2,
имплантируемый ион - Иттербий (Yb),
энергия ионов - 0,2-300 кэВ,
плотность ионного тока - 0,8-10 мА/см2,
доза имплантации ионов - от 1010 до 5·1020 ион/см2.
После этого в том же рабочем пространстве проводят вакуумный постимплантационный отпуск при температуре 550°С в течение 1,5 ч, совмещенный с нанесением ионно-плазменного многослойного покрытия на основе титана и карбонитрида титана с последовательным чередованием двух слоев (первый слой - титан толщиной 0,6 мкм, второй слой - нитрид титана толщиной 0,8 мкм) до заданной толщины (12 мкм).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПИНДЕЛЯ ИЗ СТАЛИ ДЛЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2007 |
|
RU2380598C2 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ | 2008 |
|
RU2403316C2 |
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2420382C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2424887C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2424886C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2420384C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2440877C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ПАРОВЫХ ТУРБИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2426631C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО ПОКРЫТИЯ НА ПЕРЕ ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2434973C2 |
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2353496C2 |
Изобретение относится к способам изготовления шпинделей для задвижек и вентилей для перекрывания трубопроводов или регулирования расхода проходящих в них сред. Осуществляют деформацию изделия в β-области, его механическую обработку с образованием резьбы, многоэтапное электрохимическое полирование и легирование его поверхности. Многоэтапное электрохимическое полирование изделия проводят в режиме электролитно-плазменной обработки. Легирование поверхности производят ионной имплантацией и постимплантационным отжигом. Вначале производят имплантацию ионов N, С, В, Si, Cr, Y, Yb, Zr, La или их комбинации, а затем имплантацию ионов молибдена. Постимплантационный отжиг осуществляют при температуре 500…600°С в течение 1,5…3 часов. В результате повышается срок службы и надежность шпинделя. 19 з.п. ф-лы, 3 табл.
1. Способ изготовления шпинделя из титанового сплава для трубопроводной арматуры, включающий деформацию изделия в β-области, его механическую обработку с образованием резьбы, отличающийся тем, что после механической обработки производят многоэтапное электрохимическое полирование изделия и легирование его поверхности, многоэтапное электрохимическое полирование изделия проводят в режиме электролитно-плазменной обработки путем погружения изделия в водный раствор электролита и прикладывания к нему положительного по отношению к электролиту электрического напряжения, под действием которого между поверхностью обрабатываемого изделия и электролитом образуется парогазовый слой, изменения на каждом этапе величины электрического напряжения и времени выдержки изделия, обеспечение в течение первого и второго этапов электрохимического полирования беспрерывной подачи электрического напряжения, включая момент перехода от первого этапа ко второму, причем на первом этапе к обрабатываемому изделию прикладывают электрическое напряжение 120-170 В и выдерживают изделие при этом напряжении в течение 0,3-0,8 мин, на втором этапе напряжение увеличивают до 210-350 В и выдерживают изделие при этом напряжении в течение 1,5-5 мин, при этом легирование поверхности изделия производят ионной имплантацией и постимплантационным отжигом, причем вначале производят имплантацию ионов N, С, В, Si, Cr, Y, Yb, Zr, La или их комбинации, а затем имплантацию ионов молибдена, а постимплантационный отжиг осуществляют при температуре 500…600°С в течение 1,5…3 ч.
2. Способ изготовления шпинделя по п.1, отличающийся тем, что осуществляют третий этап электрохимического полирования изделия, для этого, не вынимая изделие из электролита, отключают электрическое напряжение, удаляют изделие из электролита, охлаждают его, вновь прикладывают к нему положительное по отношению к электролиту электрическое напряжение 210-350 В, погружают изделие в электролит и ведут электрохимическое полирование в течение 0,8-2,5 мин.
3. Способ изготовления шпинделя по п.2, отличающийся тем, что осуществляют четвертый этап электрохимического полирования изделия, для этого, не вынимая изделие из электролита, отключают электрическое напряжение, удаляют изделие из электролита, охлаждают его, вновь прикладывают к нему положительное по отношению к электролиту электрическое напряжение 210-350 В, погружают изделие в электролит и ведут полирование, течение 0,8-2,5 мин.
4. Способ изготовления шпинделя по любому из пп.1-3, отличающийся тем, что в качестве электролита используют водный раствор солей, значение рН которого 4-9.
5. Способ изготовления шпинделя по любому из пп.1-3, отличающийся тем, что используют водные растворы электролитов, в состав которых входят соли борфтористоводородной, кремнефтористой, гексафтортитановой или плавиковой кислот.
6. Способ изготовления шпинделя по п.5, отличающийся тем, что используют 2-3%-ные водные растворы NH4F.
7. Способ изготовления шпинделя по п.6, отличающийся тем, что в состав электролита дополнительно вводят поверхностно-активные вещества в концентрации 0,4-0,8%.
8. Способ изготовления шпинделя по п.7, отличающийся тем, что в состав электролита дополнительно вводят 0,3-0,8% TiF4.
9. Способ изготовления шпинделя по любому из пп.1-3, 6-8, отличающийся тем, что дополнительно производят имплантацию ионов S.
10. Способ изготовления шпинделя по любому из пп.1-3, 6-8, отличающийся тем, что после полирования на поверхность шпинделя наносят покрытие из сверхтвердых соединений одного из тугоплавких металлов IV-VI групп Периодической системы элементов (Ti, Zr, Hf, V, Nb, Та, Cr, Mo, W) с N, С, В или Si, а затем покрытие из дисульфида молибдена и имплантацию ионов молибдена.
11. Способ изготовления шпинделя по п.10, отличающийся тем, что покрытия из сверхтвердых соединений наносят ионно-плазменным методом, толщиной 0,3…0,9 мкм.
12. Способ изготовления шпинделя по п.11, отличающийся тем, что нанесение покрытия осуществляют вакуумными ионно-плазменными методами и/или электронно-лучевым испарением и конденсацией в вакууме.
13. Способ изготовления шпинделя по любому из пп.1-3, 6-8, отличающийся тем, что после полирования на поверхность изделия наносят многослойное покрытие из чередующихся слоев Me и соединений металлов с азотом Me-N, углеродом Ме-С или углеродом и азотом Ме-NC, где Me - Ti, Zr, TiZr, a N - азот, С - углерод.
14. Способ изготовления шпинделя по п.13, отличающийся тем, что толщины слоев многослойного покрытия выбирают из диапазонов: δМе=0,20…10 мкм, δМе-N=δМе-С=δМе-NC=0,10…6 мкм, где δМе - толщина слоя металла, δМе-N (δМе-С, δМе-NC) - толщина слоя нитрида (карбида, карбонитрида) металла.
15. Способ изготовления шпинделя по любому из пп.1-3, 6-8, 11-12, 14, отличающийся тем, что ионную имплантацию проводят при энергии ионов 0,2-300 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
16. Способ изготовления шпинделя по п.4, отличающийся тем, что ионную имплантацию проводят при энергии ионов 0,2-300 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
17. Способ изготовления шпинделя по п.5, отличающийся тем, что ионную имплантацию проводят при энергии ионов 0,2-300 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
18. Способ изготовления шпинделя по п.9, отличающийся тем, что ионную имплантацию проводят при энергии ионов 0,2-300 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
19. Способ изготовления шпинделя по п.10, отличающийся тем, что ионную имплантацию проводят при энергии ионов 0,2-300 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
20. Способ изготовления шпинделя по п.13, отличающийся тем, что ионную имплантацию проводят при энергии ионов 0,2-300 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПИНДЕЛЯ ИЗ ТИТАНОВОГО СПЛАВА ДЛЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2214323C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2288300C2 |
| RU 2003114777 A, 10.01.2005 | |||
| ЗАДВИЖКА ДЛЯ ТРУБОПРОВОДОВ И ШПИНДЕЛЬ ДЛЯ НЕЕ | 1998 |
|
RU2138718C1 |
| СВЕТОДИОДНОЕ МНОГОМОДУЛЬНОЕ УСТРОЙСТВО | 2011 |
|
RU2467248C1 |

