Изобретение относится к области теплоэнергетики и может быть применено для упрочняющей обработки кромок лопаток паровых турбин при их изготовлении или при восстановительном ремонте.
В процессе эксплуатации лопатки паровых турбин испытывают воздействие различных разрушающих факторов, в частности соударения с каплями воды в условиях знакопеременных циклических нагрузок. В результате лопатки паровых турбин подвергаются различным, в частности эрозионным, повреждениям [Рыженков В.А. Состояние проблемы и пути повышения износостойкости энергетического оборудования ТЭС // Теплоэнергетика. - 2000. - №6. - С.20-21. Пряхин. В.В., Поваров О.А., Рыженков В. А. Проблемы эрозии турбинных рабочих лопаток // Теплоэнергетика. - 1984. - №10. - С.25].
Замена поврежденных лопаток паровых турбин является трудоемким и дорогостоящим мероприятием, так как требует снятия их с ротора, приобретения новых лопаток, установки их на ротор и проч [Гонсеровский Ф.Г. Семнадцатилетний опыт эксплуатации лопаток паровых турбин после ремонта с применением сварки // Теплоэнергетика. - 2000. - №4. - С.39. Гонсеровский Ф.Г., Силевич В.М. Технико-экономическое обоснование способа ремонта эрозионно-изношенных паротурбинных лопаток в условиях электростанций // Тяжелое машиностроение. - 2001. - №9. - С.21-22]. В связи с этим разработка новых способов упрочняющей обработки лопаток паровых турбин, позволяющих повысить их эрозионную стойкость, является актуальной задачей.
Известен способ упрочняющей обработки при ремонте рабочей лопатки паровой турбины [а.с. СССР №1278469, F01D 25/28. Опубл. 23.12.1986]. При ремонте лопатки по этому способу на место изношенного участка кромки приваривается пластина.
Недостатком этого способа является сложность изготовления и приварки пластины, а также высокий уровень растягивающих остаточных напряжений, возникающих после приварки пластины и приварки защитных накладок.
Известен способ упрочнения при восстановлении рабочих лопаток паровых турбин [Технология ремонта рабочих лопаток паровых турбин / Хромченко Ф.А., Лаппа В.А., Федина И.В. и др. // Тяжелое машиностроение. - 1999. - №8. - С.17. Попов В.А. Восстановление оборудования ТЭС наплавкой и напылением. - Тверь: Центр подготовки персонала ООО Тверьэнерго, 2000. С.241-243], включающий снятие лопаток с ротора, удаление защитных накладок, механическое удаление поврежденного участка кромки, многослойную наплавку восстанавливаемого участка кромки, печную термическую обработку, механическую обработку лопатки и приварку стеллитовых защитных пластин.
Недостатками этого способа являются необходимость снятия лопаток с ротора, необходимость проведения печной термической обработки после наплавки, что усложняет и удорожает работу. Также недостатком этого способа является отсутствие термической обработки после приварки защитных накладок, в результате чего в материале лопатки сохраняется высокая неоднородность структурно-фазового состава и высокий уровень растягивающих остаточных напряжений.
Наиболее близким к предлагаемому является способ восстановления лопаток паровых турбин из легированных сталей [Гонсеровский Ф.Г. Упрочнение и ремонт стальных паротурбинных лопаток после эрозионного износа // Электрические станции. - 1988. - №8. - С.38], включающий удаление и восстановление изношенного участка лопатки, механическую обработку лопатки, формирование на входной кромке защитных полос из стеллита и термическую обработку лопатки.
Основными недостатками этого способа являются возникновение при приварке пластин в зоне термического влияния высоких растягивающих - остаточных напряжений, что приводит к снижению усталостной прочности материала лопаток.
Известно, что влияние остаточных напряжений на прочность изделий и их эксплуатационную надежность может быть как положительным, так и отрицательным. Для решения вопроса о положительном или отрицательном влиянии остаточных напряжений необходимо знать величину и характер распределения остаточных напряжений, величину и характер приложения внешних нагрузок, совокупность механических свойств материала, из которого изготовлены детали или конструкции, и только с помощью расчета с учетом различных факторов можно решить вопрос о прочности, надежности и долговечности деталей с учетом влияния среды, в которой они работают. Недостатком прототипа является невозможность управления полями остаточных напряжений в широких пределах.
Задачей изобретения является создание способа изготовления детали с эрозионно стойким покрытием, позволяющим повысить эксплуатационные свойства деталей за счет формирования в детали композиции из основного и упрочняющего материала.
Поставленная задача решается за счет того, что в способе восстановления входной кромки лопатки паровой турбины из легированных сталей, включающем удаление и восстановление изношенного участка лопатки, механическую обработку лопатки, формирование на входной кромке защитных полос из стеллита и термическую обработку лопатки, в отличие от прототипа восстановление изношенного участка лопатки проводят наплавлением стабильно аустенитных никелевых и/или кобальтовых сплавов, а также сплавов никеля с кобальтом, а механическую обработку осуществляют путем восстановления геометрии входной кромки лопатки и изготовления на ней углублений для формирования полос из стеллита, по форме, размерам и расположению соответствующих форме, размерам и расположению защитных полос из стеллита, стеллитовые полосы формируют наплавкой или напылением, причем наплавку выполняют плазменным, лазерным, электронно-лучевым или электродуговым методами, а напыление выполняют газопламенным, детонационным, плазменным или электродуговым методами.
Поставленная задача решается также за счет того, что в способе восстановления лопаток паровых турбин в качестве упомянутых сплавов используют сплавы никеля с железом и кобальта с железом, а также сплавы никеля, кобальта и железа.
Поставленная задача решается также за счет того, что в способе восстановления лопаток паровых турбин размеры стеллитовых полос выбирают из диапазонов: длина от 30 до 100 мм, ширина от 3 до 25 мм, толщина от 1 до 5 мм, располагая их по длине вдоль продольной оси лопатки; стеллитовые полосы располагают в одну линию с промежутками между ними от 0,2 до 2 мм; угол скоса кромок торцов стеллитовых полос в зоне промежутков между ними составляет от 10 до 90 градусов.
Поставленная задача решается также за счет того, что в способе восстановления лопаток паровых турбин после термообработки лопатки проводят ее размерную обработку, оставляя высоту стеллитовых полос в пределах размеров, не нарушающих функциональные свойства обрабатываемой лопатки, в частности, восстанавливая исходный заданный профиль пера лопатки; при размерной обработке на поверхности стеллитовых полос формируют регулярный рельеф с выступами, обеспечивающими турбулизацию пограничного слоя потока пара в процессе эксплуатации лопатки; регулярный рельеф с выступами выполняют по типу акульей кожи.
Поставленная задача решается также за счет того, что в способе восстановления лопаток паровых турбин термическую обработку проводят при температуре 680±20°С; при этом термическую обработку можно также проводить локальным термоциклированием в диапазоне температур от 800 до 1050°С.
Поставленная задача решается также за счет того, что в способе восстановления лопаток паровых турбин после термической обработки лопатки производят ее электролитно-плазменное полирование, затем ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
Поставленная задача решается также за счет того, что в способе восстановления лопаток паровых турбин на перо лопатки ионно-плазменным методом наносят защитное покрытие толщиной от 10 до 30 мкм из чередующихся слоев Me и соединений металлов с бором Ме-В, азотом Ме-N, углеродом Ме-С или углеродом и азотом Me-NC, где Me - Ti, Zr, Al, W, Мо, TiZr, TiAl, TiAlZr, TiAlZrMo или их сочетание, В - бор, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMe=0,20…10 мкм, δMe-B=δMe-N=δMe-C=δMe-NC=0,10…6 мкм, где δMe - толщина слоя металла, δMe-B (δMe-N, δMe-C, δMe-NC) - толщина слоя борида (нитрида, карбида, карбонитрида) металла, а после нанесения ионно-плазменного покрытия как вариант способа проводят ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
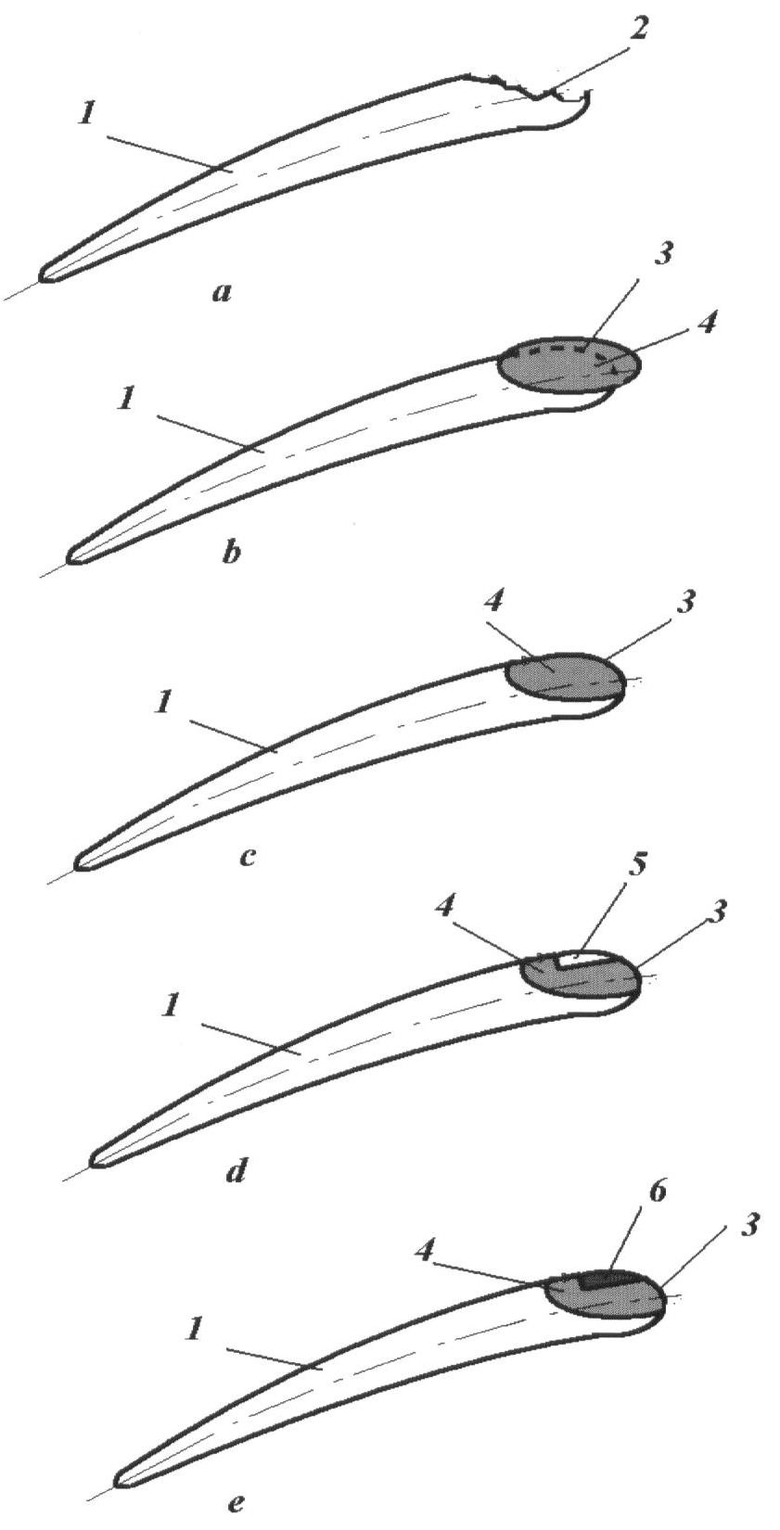
Восстановление лопаток паровых турбин из легированных сталей включает удаление дефектного материала и восстановление изношенного участка лопатки методами наплавки или приварки вставок с последующей механической обработкой лопатки, включающей восстановление геометрии лопатки и изготовление углублений для нанесения стеллита. Формирование на входной кромке защитных полос из стеллита производят методами газотермического напыления: газопламенным, детонационным или плазменным методом. Углубления на входной кромке под полосы из стеллита изготавливают методами механообработки или размерной электроэрозионной или электрохимической обработки. Углубления выполняют из условий, что их форма, размеры и расположение на входной кромке пера лопатки соответствуют форме, размерам и расположению формируемых защитных полос из стеллита. Изобретение иллюстрируется чертежом, на котором представлена лопатка со сформированными на входной кромке стеллитовыми полосами, полученными напылением. На чертеже обозначено:
1 - лопатка; 2 - изношенная область лопатки; 3 - заданный профиль лопатки; 4 - наплавленная область; 5 - углубления под стеллитовую наплавку (напыление); 6 - стеллитовые полосы.
Способ осуществляют следующим образом. Восстанавливают изношенный участок 2 лопатки 1 наплавляя материал 4 на величину, несколько большую, чем исходный профиль 3 лопатки 1. Наплавку материала проводят одним из известных способов (плазменным, лазерным, электронно-лучевым или электродуговым методами). Восстановление изношенного участка 2 лопатки 1 проводят наплавлением стабильно-аустенитных материалов 4. На наплавленном участке 4 до или после восстановления геометрии 3 входной кромки лопатки 1 механическими или электрофизическими методами изготавливают углубления 5 под полосы из стеллита 6, по форме, размерам и расположению соответствующие форме, размерам и расположению защитных полос из стеллита 6. Затем наплавкой или напылением формируют стеллитовые полосы 6, либо наплавляя, либо напыляя стеллит в углубления 5. Наплавку или напыление проводят одним из следующих методов: наплавку - плазменным, лазерным, электронно-лучевым или электродуговым методами, а напыление - газопламенным, детонационным, плазменным или электродуговым методами. В качестве стабильно-аустенитных материалов используют никелевые и/или кобальтовые сплавы, а также сплавы никеля с кобальтом, никеля с железом и кобальта с железом, а также сплавы никеля, кобальта и железа. Размеры стеллитовых полос 6 выбирают из диапазонов: длина от 30 до 100 мм, ширина от 3 до 25 мм, толщина от 1 до 5 мм, располагая их по длине вдоль продольной оси лопатки; стеллитовые полосы располагают в одну линию с промежутками между ними от 0,2 до 2 мм; угол скоса кромок торцов стеллитовых полос в зоне промежутков между ними составляет от 10 до 90 градусов. Термическую обработку лопатки с нанесенным стеллитом проводят при температуре 680±20°С. При этом термическую обработку можно также проводить локальным термоциклированием в диапазоне температур от 800 до 1050°С.
После термообработки лопатки 1 проводят ее размерную обработку, оставляя высоту стеллитовых полос 6 в пределах размеров, не нарушающих функциональные свойства обрабатываемой лопатки, в частности, восстанавливая исходный заданный профиль 3 пера лопатки 1. Кроме того, при размерной обработке на поверхности стеллитовых полос 6 формируют регулярный рельеф с выступами, обеспечивающими турбулизацию пограничного слоя потока пара в процессе эксплуатации лопатки 1. Регулярный рельеф с выступами на стеллитовых пластинах 6 выполняют по типу акульей кожи.
Для повышения эксплуатационных свойств лопатки 1 после ее термической обработки проводят электролитно-плазменное полирование. Затем ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2. Кроме того, на перо лопатки 1 ионно-плазменным методом наносят защитное покрытие толщиной от 10 до 30 мкм из чередующихся слоев Me и соединений металлов с бором Ме-В, азотом Me-N, углеродом Ме-С или углеродом и азотом Me-NC, где Me - Ti, Zr, Al, W, Mo, TiZr, TiAl, TiAlZr, TiAlZrMo или их сочетание, В - бор, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMe=0,20…10 мкм, δMe-B=δMe-N=δMe-C=δMe-NC=0,10…6 мкм, где δMe - толщина слоя металла, δMe-B(δMe-N, δMe-C, δMe-NC) - толщина слоя борида (нитрида, карбида, карбонитрида) металла, а после нанесения ионно-плазменного покрытия как вариант способа проводят ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
Для оценки заявляемого способа и сравнения его со способом-прототипом были проведены следующие исследования. Первая группа лопаток с эксплуатационными дефектами была восстановлена наплавкой в дефектных зонах согласно способу-прототипу. Вторая группа лопаток с эксплуатационными дефектами была восстановлена по вариантам заявляемого способа. Восстановление изношенного участка лопатки проводили наплавлением стабильно-аустенитных материалов, используя никелевые и кобальтовые сплавы, а также сплавы никеля с кобальтом, никеля с железом и кобальта с железом, а также сплавы никеля, кобальта и железа. Для формирования защитных полос из стеллита на входной кромке лопатки изготавливались углубления со следующими размерами: длина 30 мм, 50 мм, 70 мм, 100 мм; ширина: 3 мм, 8 мм, 16 мм, 25 мм; толщина: 1 мм, 3 мм, 5 мм. Углубления по длине располагались вдоль продольной оси лопатки. Стеллитовые полосы формировали в одну линию, с промежутками между ними, равными: 0,2 мм, 0,8 мм, 1,6 мм, 2 мм; угол скоса кромок торцов стеллитовых полос в зоне промежутков между ними составлял: 10°, 30°, 60°, 90°. Стеллитовые полосы формировали наплавкой плазменным, лазерным, электронно-лучевым или электродуговым методами, а также напылением: газопламенным, детонационным, плазменным или электродуговым методами. Составы наплавленных и напыленных материалов, а также режимы их наплавки и напыления составляют ноу-хау. Термическую обработку проводили по двум вариантам: при температуре 680±20°С; локальным термоциклированием в диапазоне температур от 800 до 1050°С. Лопатки подвергались электролитно-плазменному полированию, для этого детали погружали в ванну с водным раствором электролита, затем прикладывали к пластинам положительное напряжение, а к электролиту - отрицательное. Детали обрабатывались в среде электролита на основе водного раствора сульфата аммония концентрацией 0,8…3,4%. Производилось циркуляционное охлаждение электролита (поддерживалась средняя температура процесса 50…65°С). Лопатки подвергались также ионно-имплантационной обработке и постимплантационному отпуску. В качестве ионов для имплантации использовались ионы Cr, Y, Yb, С, В, Zr, N, La, Ti, а также их комбинации. Ионную имплантацию проводили при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2. На перо лопатки ионно-плазменным методами наносили защитные покрытия толщиной: 10 мкм, 20 мкм, 30 мкм, из чередующихся слоев Me и соединений металлов с бором Ме-В, азотом Me-N, углеродом Ме-С или углеродом и азотом Me-NC, где Me - Ti, Zr, Al, W, Mo, TiZr, TiAl, TiAlZr, TiAlZrMo или их сочетание, В - бор, N - азот, С - углерод, причем толщины слоев многослойного покрытия составляли: δMe=0,20 мкм, 0,8 мкм, 2 мкм, 5 мкм, 10 мкм, δМе-В=δMe-N=δMe-C=δMe-NC=0,10 мкм, 0,20 мкм, 0,8 мкм, 2 мкм, 6 мкм, где δMe - толщина слоя металла, δMe-B(δMe-N, δMe-C, δMe-NC) - толщина слоя борида (нитрида, карбида, карбонитрида) металла. После нанесения ионно-плазменного покрытия как вариант способа проводили ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации использовали ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинации, а ионную имплантацию проводили при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
Для исследования стойкости лопаток паровых турбин на капельно-ударную эрозию были изготовлены образцы из стали 20Х13, которые были подвергнуты описанным выше вариантам обработки. Стойкость к капельно-ударной эрозии исследовалась по методике МЭИ (Московского энергетического института) на стенде "Эрозия" при соударении жидких частиц размером 800 мкм и скоростью Суд=300 м/с.
Результаты исследования приведены в таблице. Установлено, что стойкость к капельно-ударной эрозии у образцов с предлагаемыми стеллитовыми покрытиями увеличилась приблизительно от 3 до 7 раз.
Повышение стойкости восстановленных и обработанных лопаток к капельно-ударной эрозии показало, что при использовании следующих приемов восстановления и защитно-упрочняющей обработки лопаток паровых турбин из легированных сталей: удаление и восстановление изношенного участка лопатки наплавлением стабильно-аустенитных материалов; механическая обработка лопатки; формирование на входной кромке защитных полос из стеллита; термическая обработка лопатки; проведение формирования защитных полос из стеллита получением на входной кромке углублений под полосы из стеллита, по форме, размерам и расположению соответствующих форме, размерам и расположению защитных полос из стеллита; формирование стеллитовых полос наплавкой или напылением; выполнение наплавки плазменным, лазерным, электронно-лучевым или электродуговым методами, а напыления газопламенным, детонационным, плазменным или электродуговым методами; использование в качестве стабильно-аустенитных материалов никелевых и/или кобальтовых сплавов, а также сплавов никеля с кобальтом, никеля с железом и кобальта с железом, а также сплавов никеля, кобальта и железа; выбор размеров стеллитовых полос из диапазонов: длина от 30 до 100 мм, ширина от 3 до 25 мм, толщина от 1 до 5 мм, располагая их по длине вдоль продольной оси лопатки; расположение стеллитовых полос в одну линию с промежутками между ними от 0,2 до 2 мм; обеспечение угола скоса кромок торцов стеллитовых полос в зоне промежутков между ними от 10 до 90 градусов; проведение после термообработки лопатки ее размерной обработки, оставляя высоту стеллитовых полос в пределах размеров, не нарушающих функциональные свойства обрабатываемой лопатки, в частности, восстанавливая исходный заданный профиль пера лопатки; формирование при размерной обработке на поверхности стеллитовых полос регулярного рельефа с выступами, обеспечивающими турбулизацию пограничного слоя потока пара в процессе эксплуатации лопатки; выполнение регулярного рельефа с выступами по типу акульей кожи; проведение термической обработки при температуре 680±20°С; проведение термической обработки локальным термоциклированием в диапазоне температур от 800 до 1050°С; проведение после термической обработки лопатки ее электролитно-плазменного полирования, затем ионно-имплантационной обработки и постимплантационного отпуска, использование в качестве ионов для имплантации ионов Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинации; проведение ионной имплантации при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2 ; нанесение на перо лопатки ионно-плазменным методом защитного покрытия толщиной от 10 до 30 мкм из чередующихся слоев Me и соединений металлов с бором Ме-В, азотом Ме-N, углеродом Ме-С или углеродом и азотом Me-NC, где Me - Ti, Zr, Al, W, Мо, TiZr, TiAl, TiAlZr, TiAlZrMo или их сочетание, В - бор, N - азот, С - углерод, выбор толщины слоев многослойного покрытия из диапазонов: δMe=0,20…10 мкм, δMe-B=δMe-N=δMe-C=δMe-MC=0,10…6 мкм, где δMe - толщина слоя металла, δMe-B(δMe-N, δMe-C, δMe-NC) - толщина слоя борида (нитрида, карбида, карбонитрида) металла, проведение после нанесения ионно-плазменного покрытия ионно-имплантационной обработки и постимплантационного отпуска при использовании ионов Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинации; проведение ионной имплантации при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2 позволяет достичь решения поставленной в изобретении задачи - создания способа изготовления детали с эрозионно стойким покрытием, позволяющим повысить эксплуатационные свойства деталей за счет формирования в детали композиции из основного и упрочняющего материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2440877C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ТУРБОМАШИН | 2009 |
|
RU2420383C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНОГО НАПЛАВОЧНОГО ПОКРЫТИЯ НА ПЕРЕ ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2420610C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО ПОКРЫТИЯ НА ПЕРЕ ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2434973C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2424887C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2424886C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2420384C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2007 |
|
RU2354521C2 |
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2353496C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТОРЦА ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ С ФОРМИРОВАНИЕМ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2010 |
|
RU2479400C2 |
Изобретение относится к области теплоэнергетики и может быть применено для упрочняющей обработки кромок лопаток паровых турбин при их изготовлении или при восстановительном ремонте. Способ включает удаление и восстановление изношенного участка лопатки, механическую обработку лопатки, формирование на входной кромке защитных полос из стеллита и термическую обработку лопатки. Восстановление изношенного участка лопатки проводят наплавлением стабильно аустенитных никелевых и/или кобальтовых сплавов, а также сплавов никеля с кобальтом, при этом механическую обработку осуществляют с восстановлением геометрии входной кромки лопатки путем изготовления на наплавленном участке углублений для формирования полос из стеллита, форма, размеры и расположение которых соответствуют форме, размерам и расположению упомянутых защитных полос. Изобретение позволяет изготовить детали с эрозионно стойким покрытием, позволяющим повысить эксплуатационные свойства деталей за счет формирования в детали композиции из основного и упрочняющего материала. 34 з.п. ф-лы, 1 ил., 1 табл.
1. Способ восстановления входной кромки лопатки паровой турбины из легированных сталей, включающий удаление и восстановление изношенного участка лопатки, механическую обработку лопатки, формирование на входной кромке защитных полос из стеллита и термическую обработку лопатки, отличающийся тем, что восстановление изношенного участка лопатки проводят наплавлением стабильно аустенитных никелевых и/или кобальтовых сплавов, а также сплавов никеля с кобальтом, при этом механическую обработку осуществляют с восстановлением геометрии входной кромки лопатки путем изготовления на наплавленном участке углублений для формирования полос из стеллита, форма, размеры и расположение которых соответствуют форме, размерам и расположению упомянутых защитных полос.
2. Способ по п.1, отличающийся тем, что стеллитовые полосы формируют наплавкой или напылением.
3. Способ по п.2, отличающийся тем, что наплавку выполняют плазменным, лазерным, электронно-лучевым или электродуговым методами, а напыление выполняют газопламенным, детонационным, плазменным или электродуговым методами.
4. Способ по любому из пп.1-3, отличающийся тем, что в качестве упомянутых сплавов используют сплавы никеля с железом и кобальта с железом, а также сплавы никеля, кобальта и железа.
5. Способ по любому из пп.1-3, отличающийся тем, что размеры стеллитовых полос выбирают из диапазонов: длина от 30 до 100 мм, ширина от 3 до 25 мм, толщина от 1 до 5 мм, располагая их по длине вдоль продольной оси лопатки.
6. Способ по п.5, отличающийся тем, что стеллитовые полосы располагают в одну линию, с промежутками между ними от 0,2 до 2 мм.
7. Способ по п.5, отличающийся тем, что угол скоса кромок торцов стеллитовых полос в зоне промежутков между ними составляет от 10 до 90°.
8. Способ по п.6, отличающийся тем, что угол скоса кромок торцов стеллитовых полос в зоне промежутков между ними составляет от 10 до 90°.
9. Способ по любому из пп.1-3, 6, 7, отличающийся тем, что после термообработки лопатки проводят ее размерную обработку оставляя высоту стеллитовых полос в пределах размеров, не нарушающих функциональные свойства обрабатываемой лопатки.
10. Способ по п.4, отличающийся тем, что после термообработки лопатки проводят ее размерную обработку оставляя высоту стеллитовых полос в пределах размеров, не нарушающих функциональные свойства обрабатываемой лопатки.
11. Способ по п.5, отличающийся тем, что после термообработки лопатки проводят ее размерную обработку оставляя высоту стеллитовых полос в пределах размеров, не нарушающих функциональные свойства обрабатываемой лопатки.
12. Способ по любому из пп.1-3, 6, 7, отличающийся тем, что после термообработки лопатки проводят ее размерную обработку, восстанавливая исходный заданный профиль пера лопатки.
13. Способ по п.4, отличающийся тем, что после термообработки лопатки проводят ее размерную обработку, восстанавливая исходный заданный профиль пера лопатки.
14. Способ по п.5, отличающийся тем, что после термообработки лопатки проводят ее размерную обработку, восстанавливая исходный заданный профиль пера лопатки.
15. Способ по п.9, отличающийся тем, что при размерной обработке на поверхности стеллитовых полос формируют регулярный рельеф с выступами, обеспечивающими турбулизацию пограничного слоя потока пара в процессе эксплуатации лопатки.
16. Способ по любому из пп.10 и 11, отличающийся тем, что при размерной обработке на поверхности стеллитовых полос формируют регулярный рельеф с выступами, обеспечивающими турбулизацию пограничного слоя потока пара в процессе эксплуатации лопатки.
17. Способ по п.15, отличающийся тем, что регулярный рельеф с выступами выполняют по типу акульей кожи.
18. Способ по п.16, отличающийся тем, что регулярный рельеф с выступами выполняют по типу акульей кожи.
19. Способ по любому из пп.1-3, 6-8, 10, 11, 13-15, 17, 18, отличающийся тем, что термическую обработку проводят при температуре 680 ± 20°С.
20. Способ по п.4, отличающийся тем, что термическую обработку проводят при температуре 680 ± 20°С.
21. Способ по п.5, отличающийся тем, что термическую обработку проводят при температуре 680 ± 20°С.
22. Способ по любому из пп.1-3, 6-8, 10, 11, 13-15, 17, 18, отличающийся тем, что термическую обработку проводят локальным термоциклированием в диапазоне температур от 800 до 1050°С.
23. Способ по любому из пп.1-3, 6-8, 10, 11, 13-15, 17, 18, 20, 21, отличающийся тем, что после термической обработки лопатки производят ее электролитно-плазменное полирование, затем ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
24. Способ по п.4, отличающийся тем, что после термической обработки лопатки производят ее электролитно-плазменное полирование, затем ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
25. Способ по п.5, отличающийся тем, что после термической обработки лопатки производят ее электролитно-плазменное полирование, затем ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
26. Способ по п.9, отличающийся тем, что после термической обработки лопатки производят ее электролитно-плазменное полирование, затем ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
27. Способ по п.12, отличающийся тем, что после термической обработки лопатки производят ее электролитно-плазменное полирование, затем ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
28. Способ по любому из пп.1-3, 6-8, 10, 11, 13-15, 17, 18, 20, 21, 24-27, отличающийся тем, что на перо лопатки ионно-плазменным методом наносят защитное покрытие толщиной от 10 до 30 мкм, из чередующихся слоев Me и соединений металлов с бором Ме-В, азотом - Me-N, углеродом Ме-С или углеродом и азотом - Me-NC, где Me - Ti, Zr, Al, W, Mo, TiZr, TiAl, TiAlZr, TiAlZrMo или их сочетание, В - бор, N - азот, C - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMe=0,20…10 мкм, δMe-B=δMe-N=δMe-C=δMe-NC=0,10…6 мкм, где δMe - толщина слоя металла, δMe-B (δMe-N, δMe-C, δMe-NC) - толщина слоя борида (нитрида, карбида, карбонитрида) металла.
29. Способ по п.4, отличающийся тем, что на перо лопатки ионно-плазменным методом наносят защитное покрытие толщиной от 10 до 30 мкм, из чередующихся слоев Me и соединений металлов с бором Ме-В, азотом - Me-N, углеродом Ме-С или углеродом и азотом - Me-NC, где Ме-Ti, Zr, Al, W, Mo, TiZr, TiAl, TiAlZr, TiAlZrMo или их сочетание, В - бор, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMe=0,20…10 мкм, δMe-B=δMe-N=δMe-C=δMe-NC=0,10…6 мкм, где δMe - толщина слоя металла, δMe-B(δMe-N,δMe-C, δMe-NC) - толщина слоя борида (нитрида, карбида, карбонитрида) металла.
30. Способ по п.5, отличающийся тем, что на перо лопатки ионно-плазменным методом наносят защитное покрытие толщиной от 10 до 30 мкм, из чередующихся слоев Me и соединений металлов с бором Ме-В, азотом - Me-N, углеродом Ме-С или углеродом и азотом - Me-NC, где Ме-Ti, Zr, Al, W, Mo, TiZr, TiAl, TiAlZr, TiAlZrMo или их сочетание, В - бор, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMe=0,20…10 мкм, δMe-B=δMe-N=δMe-C=δMe-NC=0,10…6 мкм, где δMe - толщина слоя металла, δMe-B(δMe-N,δMe-C, δMe-NC) - толщина слоя борида (нитрида, карбида, карбонитрида) металла.
31. Способ по п.9, отличающийся тем, что на перо лопатки ионно-плазменным методом наносят защитное покрытие толщиной от 10 до 30 мкм, из чередующихся слоев Me и соединений металлов с бором Ме-В, азотом - Me-N, углеродом Ме-С или углеродом и азотом - Me-NC, где Ме-Ti, Zr, Al, W, Mo, TiZr, TiAl, TiAlZr, TiAlZrMo или их сочетание, В - бор, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMe=0,20…10 мкм, δMe-B=δMe-N=δMe-C=δMe-NC=0,10…6 мкм, где δMe - толщина слоя металла, δMe-B(δMe-N,δMe-C, δMe-NC) - толщина слоя борида (нитрида, карбида, карбонитрида) металла.
32. Способ по п.12, отличающийся тем, что на перо лопатки ионно-плазменным методом наносят защитное покрытие толщиной от 10 до 30 мкм, из чередующихся слоев Me и соединений металлов с бором Ме-В, азотом - Me-N, углеродом Ме-С или углеродом и азотом - Me-NC, где Ме-Ti, Zr, Al, W, Mo, TiZr, TiAl, TiAlZr, TiAlZrMo или их сочетание, В - бор, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMe=0,20…10 мкм, δMe-B=δMe-N=δMe-C=δMe-NC=0,10…6 мкм, где δMe - толщина слоя металла, δMe-B(δMe-N,δMe-C, δMe-NC) - толщина слоя борида (нитрида, карбида, карбонитрида) металла.
33. Способ по п.16, отличающийся тем, что на перо лопатки ионно-плазменным методом наносят защитное покрытие толщиной от 10 до 30 мкм, из чередующихся слоев Me и соединений металлов с бором Ме-В, азотом - Me-N, углеродом Ме-С или углеродом и азотом - Me-NC, где Ме-Ti, Zr, Al, W, Mo, TiZr, TiAl, TiAlZr, TiAlZrMo или их сочетание, В - бор, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMe=0,20…10 мкм, δMe-B=δMe-N=δMe-C=δMe-NC=0,10…6 мкм, где δMe - толщина слоя металла, δMe-B(δMe-N,δMe-C, δMe-NC) - толщина слоя борида (нитрида, карбида, карбонитрида) металла.
34. Способ по любому из пп.29-33, отличающийся тем, что после нанесения ионно-плазменного покрытия проводят ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
35. Способ по п.28, отличающийся тем, что после нанесения ионно-плазменного покрытия проводят ионно-имплантационную обработку и постимплантационный отпуск, причем в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
| ГОНСЕРОВСКИЙ Ф.Г | |||
| Упрочнение и ремонт стальных паротурбинных лопаток после эрозионного износа | |||
| Электрические станции, 1988, № 8, с.38 | |||
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ДЕТАЛЕЙ, РАБОТАЮЩИХ ПРИ ИМПУЛЬСНОМ ДАВЛЕНИИ | 2002 |
|
RU2235147C1 |
| Способ восстановления изделий из жаропрочных сплавов | 1989 |
|
SU1655749A1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ТУРБИННЫХ МАШИН | 2006 |
|
RU2316418C1 |
| СПОСОБ РАСКИСЛЕНИЯ И МИКРОЛЕГИРОВАНИЯ СТАЛИ | 1996 |
|
RU2114921C1 |

