Изобретение относится к способу изготовления пустотелых изделий из алюминиевых сплавов.
Известен способ изготовления пустотелых изделий (труб, штамповок) из упрочняемых термообработкой алюминиевых сплавов (см. патент RU № 2312930, МПК C22F 1/04, публ. Бюл. № 35, 20.12.2007 г.), принятый за прототип. Способ включает изготовление пустотелого полуфабриката, закалку, обработку давлением непосредственно после закалки с изменением периметра поперечного сечения полуфабриката со степенью деформации, не превышающей допустимую для свежезакаленного состояния алюминиевого сплава, и последующее старение для придания металлу заданных механических свойств.
Недостатки прототипа заключаются в следующем:
- использование способа ограничено группой алюминиевых сплавов, упрочненных термообработкой;
- преимущества способа реализуются только при изготовлении пустотелых изделий простейшей геометрической формы типа отрезков труб, штамповок, достаточно жестких, не склонных к потере устойчивости при обработке давлением (обжиме или раздаче).
Задачей предлагаемого изобретения является: повышение качества и снижение себестоимости изготавливаемых в машиностроении изделий из алюминиевых сплавов всех групп (упрочняемых и неупрочняемых термообработкой).
Технический результат, получаемый при осуществлении изобретения, заключается в повышении геометрической точности пустотелых изделий из алюминиевых сплавов любой геометрической формы, включая тонкостенные оболочки с дном с переменной по длине толщиной стенки и с криволинейной образующей наружной и внутренней поверхностей.
Указанный технический результат достигается тем, что в способе изготовления пустотелых изделий из алюминиевых сплавов, включающем изготовление пустотелого полуфабриката, термообработку - старение для упрочняемых термообработкой сплавов или отжиг для неупрочняемых термообработкой сплавов, новым является то, что термообработку осуществляют в приспособлении для термофиксации наружной и/или внутренней поверхностей полуфабриката на всей или части его длины, при этом при термофиксации наружной поверхности полуфабриката в качестве приспособления используют втулку, изготовленную из стали с малым коэффициентом термического линейного расширения с рабочим диаметром втулки, рассчитанным по формуле:
 где
где
Dв - рабочий диаметр втулки при нормальной температуре;
D - наружный диаметр полуфабриката при нормальной температуре;
αa - коэффициент термического линейного расширения алюминиевого сплава;
αс - коэффициент термического линейного расширения стали, из которой изготовлена втулка;
tн - температура нагрева полуфабриката и втулки при окончательной термообработке (°С),
при термофиксации внутренней поверхности полуфабриката в качестве приспособления используют оправку, изготовленную из материала с термическим коэффициентом линейного расширения, близким термическому коэффициенту линейного расширения металла полуфабриката с рабочим диаметром оправки, рассчитанным по формуле:
 , где
, где
d - внутренний диаметр полуфабриката при нормальной температуре;
dоп - рабочий диаметр оправки при нормальной температуре;
Δd - допуск на внутренний диаметр полуфабриката.
Формула 1 выведена из условия равенства наружного диаметра полуфабриката и рабочего диаметра приспособления при температуре окончательной термообработки.
Оправка с полуфабрикатом перед термообработкой собирается с натягом или минимальным зазором. После термообработки полуфабрикат и приспособление разбираются.
Термофиксацию полуфабрикатов из упрочняемых алюминиевых сплавов осуществляют в процессе старения, а термофиксацию полуфабрикатов из неупрочняемых алюминиевых сплавов осуществляют в процессе окончательного отжига.
Термофиксацию осуществляют в зависимости от геометрической формы полуфабриката:
- наружной поверхности полуфабриката - схема наиболее предпочтительна, т.к. для реализации требуется приспособление из конструкционной стали, с малым термическим коэффициентом линейного расширения. Сборка с полуфабрикатом при нормальной температуре с зазором;
- внутренней поверхности полуфабриката;
- наружной и внутренней поверхностей одновременно.
Термофиксация наружной и внутренней поверхностей полуфабриката одновременно позволяет получать полуфабрикат, наиболее приближенный к правильной геометрической форме.
Использование термофиксации при термообработке позволяет повысить точность диаметров полуфабриката, уменьшить отклонения от круглости и прямолинейности, что особенно важно при изготовлении тонкостенных полуфабрикатов с дном, переменной толщиной стенки по длине полуфабриката и криволинейной образующей наружной и внутренней поверхностей.
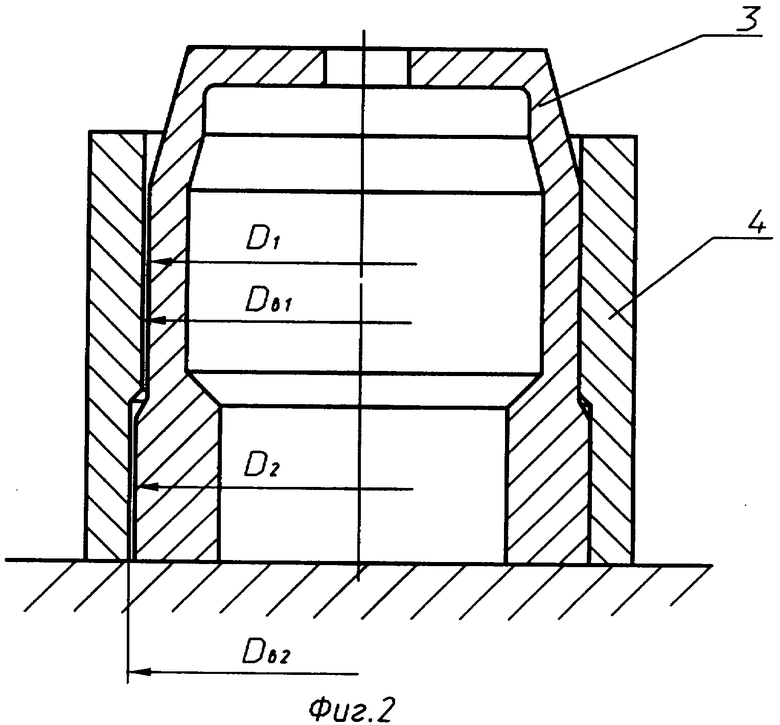
Способ поясняется чертежами, где на фиг.1 изображено пустотелое изделие с приспособлением в виде оправки; на фиг.2 - пустотелое изделие с приспособлением в виде втулки; левая сторона показана до термообработки, правая сторона - во время термообработки.
Способ реализуется следующим образом.
Методами пластической деформации и резания изготавливают пустотелый полуфабрикат из алюминиевого сплава, включая закалку на воду для упрочняемых термообработкой алюминиевых сплавов. В процессе изготовления внутренние напряжения искажают геометрическую форму, особенно тонкостенных оболочек с переменной толщиной стенки по длине оболочки до недопустимых.
Полуфабрикат с искаженной геометрической формой собирают с приспособлением и подвергают термообработке - старению для упрочняемых алюминиевых сплавов или отжигу для неупрочненных алюминиевых сплавов. В процессе сборки полуфабриката с приспособлением происходит полное или частичное (сборка с зазором) исправление искаженной геометрической формы полуфабриката, а в процессе окончательной термообработки происходит фиксация диаметров полуфабриката рабочими поверхностями приспособления с исправлением отклонений от круглости и прямолинейности до соответствующих параметров приспособления.
После выдержки и охлаждения полуфабрикат и приспособление разбирают. Полученная в процессе термообработки геометрическая форма полуфабриката сохраняется.
Примеры для осуществления
Пример 1. Из упрочняемого термообработкой алюминиевого сплава В95 методами пластической деформации и резания изготавливают тонкостенную оболочку 1 с дном (фиг.1), переменной толщиной стенки по длине оболочки и криволинейной образующей наружной поверхности с внутренним диаметром d=1000,25 мм. Оболочку подвергают закалке на воду. После закалки оболочку 1 собирают с приспособлением - оправкой 2 (фиг.1) с рабочим диаметром 100≤dоп≤100+0,5·0,25 мм. При сборке оправки с оболочкой устраняются отклонения от круглости и прямолинейности оболочки, образовавшиеся при предыдущей обработке.
Оправку изготавливают из стали 12Х18Н10Т, Х14Г14НЗТ, коэффициент термического линейного расширения которых близок коэффициенту термического линейного расширения сплава В95.
В процессе старения оболочка приобретает и после разборки с оправкой сохраняет геометрическую форму, близкую к правильной.
Пример 2. Из неупрочненного термообработкой алюминиевого сплава АМг6 методами пластической деформации и резания изготавливают тонкостенную оболочку 3 с дном (фиг.2), переменной толщиной стенки по длине оболочки и криволинейной образующей наружной и внутренней поверхностей с наружными диаметрами D1=95 мм; D2=100 мм. Оболочку собирают с приспособлением - втулкой 4 (фиг.2), изготовленной из стали 40Х с небольшим по величине термическим коэффициентом линейного расширения с диаметрами рабочих поверхностей Dв1=95,457 мм; Dв2=100,480 мм, рассчитанными согласно формуле 1.
Оболочку 3 собирают с приспособлением - втулкой 4, при этом полученные при предыдущей обработке отклонения от круглости, прямолинейности частично исправляются. Окончательное исправление вышеперечисленных отклонений происходит в процессе отжига. После отжига и охлаждения садки оболочку и втулку разбирают.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2011 |
|
RU2469121C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2009 |
|
RU2419504C1 |
| Способ изготовления тонкостенных осесимметричных оболочек | 2016 |
|
RU2635980C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2006 |
|
RU2312930C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ДНОМ | 2015 |
|
RU2601364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2014 |
|
RU2558814C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2570261C1 |
| Баллон высокого давления (варианты) и способ его изготовления (варианты) | 2007 |
|
RU2758470C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2382919C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЧНЫХ ШТАМПОВОК | 2012 |
|
RU2524883C1 |

Изобретение относится к изготовлению пустотелых изделий из алюминиевых сплавов. Способ включает изготовление пустотелого полуфабриката и термообработку - старение для упрочняемых термообработкой сплавов или отжиг для неупрочняемых термообработкой сплавов. Термообработку осуществляют в приспособлении для термофиксации наружной и/или внутренней поверхностей полуфабриката на всей или части его длины, при этом при термофиксации наружной поверхности полуфабриката в качестве приспособления используют втулку, изготовленную из стали с малым коэффициентом термического линейного расширения с рабочим диаметром втулки, рассчитанным по формуле  где Dв - рабочий диаметр втулки при нормальной температуре, D - наружный диаметр полуфабриката при нормальной температуре, αа - коэффициент термического линейного расширения алюминиевого сплава, αс - коэффициент термического линейного расширения стали, из которой изготовлена втулка, tн - температура нагрева полуфабриката и втулки при окончательной термообработке (°С). При термофиксации внутренней поверхности полуфабриката в качестве приспособления используют оправку, изготовленную из материала с термическим коэффициентом линейного расширения, близким термическому коэффициенту линейного расширения металла полуфабриката с рабочим диаметром оправки, рассчитанным по формуле d≤dоп≤(d+0,5·Δd), где d - внутренний диаметр полуфабриката при нормальной температуре, dоп - рабочий диаметр оправки при нормальной температуре, Δd - допуск на внутренний диаметр полуфабриката. Повышается геометрическая точность пустотелых изделий из алюминиевых сплавов любой геометрической формы. 2 ил.
где Dв - рабочий диаметр втулки при нормальной температуре, D - наружный диаметр полуфабриката при нормальной температуре, αа - коэффициент термического линейного расширения алюминиевого сплава, αс - коэффициент термического линейного расширения стали, из которой изготовлена втулка, tн - температура нагрева полуфабриката и втулки при окончательной термообработке (°С). При термофиксации внутренней поверхности полуфабриката в качестве приспособления используют оправку, изготовленную из материала с термическим коэффициентом линейного расширения, близким термическому коэффициенту линейного расширения металла полуфабриката с рабочим диаметром оправки, рассчитанным по формуле d≤dоп≤(d+0,5·Δd), где d - внутренний диаметр полуфабриката при нормальной температуре, dоп - рабочий диаметр оправки при нормальной температуре, Δd - допуск на внутренний диаметр полуфабриката. Повышается геометрическая точность пустотелых изделий из алюминиевых сплавов любой геометрической формы. 2 ил.
Способ изготовления пустотелых изделий из алюминиевых сплавов, включающий изготовление пустотелого полуфабриката и термообработку - старение для упрочняемых термообработкой сплавов или отжиг для неупрочняемых термообработкой сплавов, отличающийся тем, что термообработку осуществляют в приспособлении для термофиксации наружной и/или внутренней поверхностей полуфабриката на всей или части его длины, при этом при термофиксации наружной поверхности полуфабриката в качестве приспособления используют втулку, изготовленную из стали с малым коэффициентом термического линейного расширения, с рабочим диаметром втулки, рассчитанным по формуле
 ,
,
где Dв - рабочий диаметр втулки при нормальной температуре;
D - наружный диаметр полуфабриката при нормальной температуре;
αа - коэффициент термического линейного расширения алюминиевого сплава;
αс - коэффициент термического линейного расширения стали, из которой изготовлена втулка;
tн - температура нагрева полуфабриката и втулки при окончательной термообработке (°С),
при термофиксации внутренней поверхности полуфабриката в качестве приспособления используют оправку, изготовленную из материала с термическим коэффициентом линейного расширения, близким к термическому коэффициенту линейного расширения металла полуфабриката с рабочим диаметром оправки, рассчитанным по формуле
d≤dоп≤(d+0,5·Δd),
где d - внутренний диаметр полуфабриката при нормальной температуре;
dоп - рабочий диаметр оправки при нормальной температуре;
Δd - допуск на внутренний диаметр полуфабриката.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1999 |
|
RU2150344C1 |
| УСТРОЙСТВО ДЛЯ ИСПРАВЛЕНИЯ КОНТУРА ОБЕЧАЕК | 0 |
|
SU247985A1 |
| Устройство для термофиксации крупногабаритных деталей | 1979 |
|
SU854502A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2006 |
|
RU2312930C1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| ЕР 0589807 А1, 30.03.1994. | |||

