Известно устройство для исправления контура обечаек за счет различия коэффициентов линейного расширения онравки и обечайки, в котором оправка выполнена сплошной.
Предлагаемое устройство отличается тем, что оно выполнено из нескольких цилиндрических элементов с различными коэффициентами линейного расширения, упираюш,ихся торцовыми частями один в другой. Формообразуюш,ая оболочка изготовлена разрезной по образующей со скосами на внутренней стороне, упирающимися в скосы первого за наружной оболочкой цилиндрического элемента.
Это обеспечивает придание обечайке требуемого размера и формы.
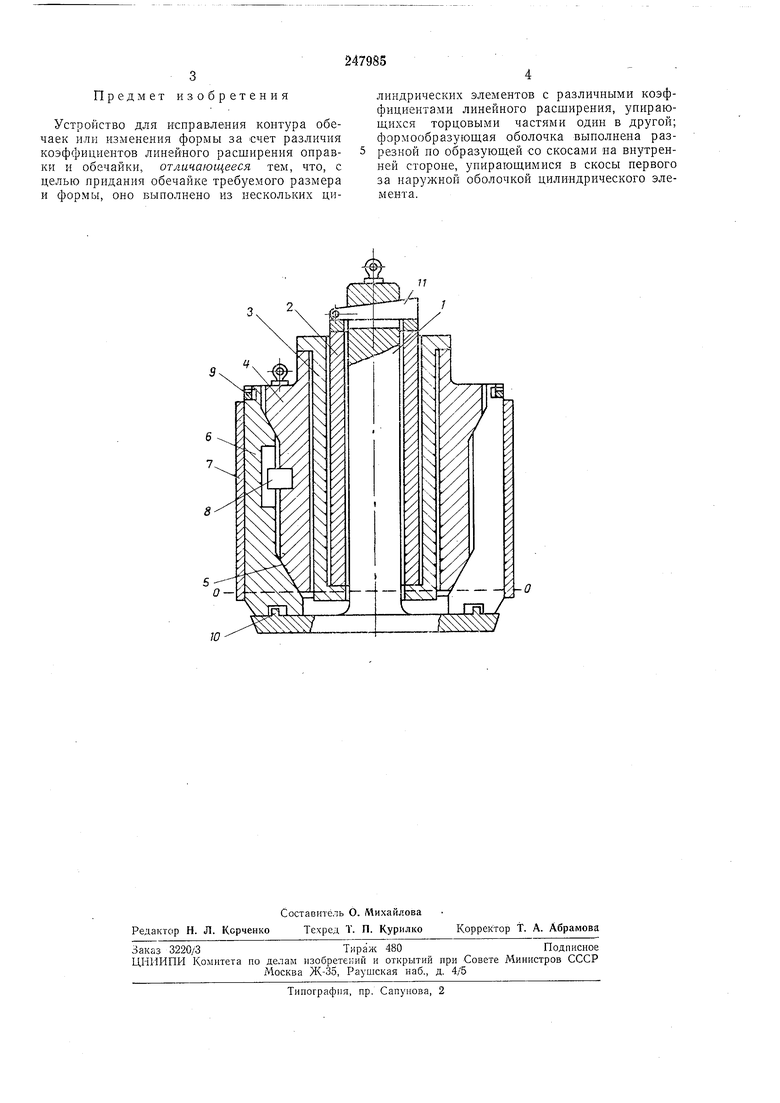
На чертеже показано описываемое устройство для исправления контура обечаек.
Оно состоит из элементов с различными коэффициентами линейного расщирения: стержня 1, выполненного из материала Х17Н2 с а 12- , элемента 2 из материала XI8H9T с а, 20-Ю, надетого на стержень промежуточного элемента 3 из стали Х17Н2 и распорной втулки 4 из стали Х18П9Т с конусами 5.
При нагревании стержень 1 увеличивается по длине в осевом направлении. Перемещаясь вниз, распорная втулка 4 раздвигает разъемную оболочку 6 и, выправляя тем самым
эллиптичность заготовки 7, пластически деформирует ее. Укорачивая или удлиняя стержень ), элементы 2 и 3 и втулку 4, подбирают необходимую величину перемещения секторов и радиальную деформацию.
Шпонки 8 предотвращают смещение секторов и обеспечивают равномерный зазор между ними, а кольца 9 и выступ 10 удерживают сектора от выпадания при снятии.
Обечайка монтируется па онравку следующим образом.
Устройство опускается :в обечайку. Ранее ослабленный клин И подбивается для выбора
зазора между оправкой и обечайкой и частичного исправления эллипса. После отжига и охлаждения при поднятии устройства деталь спадает за счет собственного веса. Загрузка в печь ц выгрузка из нее осуществляются
П0лт;ъемным механизмом.
С помощью предлагаемого устройства можно подвергать термофиксации детали не только с низким, но и с высоким коэффициентом линейного расширения, например из материала Х18Н9Т и алюминиевых сплавов. Устройство применяется на машиностроительных заводах для отжига обечаек из листовых материалов с целью уменьшения припуска под проточку по внутреннему или наружному
Предмет изобретения
Устройство для исправления контура обечаек или изменения формы за счет различия коэффициентов линейного расширения оправки и обечайки, отличающееся тем, что, с целью придания обечайке требуемого размера и формы, оно выполнено цз нескольких цилиндрических элементов с различными коэффициентами линейного расширения, упираюш,ихся торцовыми частями один в другой; формообразуюшая оболочка выполнена разрезной по образующей со скосами на внутренней стороне, упирающимися в скосы первого за наружной оболочкой цилиндрического элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИСПРАВЛЕНИЯ КОНТУРА ОБЕЧАЕК | 1971 |
|
SU300525A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОПРАВКИ ОДНОГОФРОВЫХ СИЛЬФОНОВ | 2004 |
|
RU2277131C9 |
| СПОСОБ ИСПРАВЛЕНИЯ КОНТУРА ОБЕЧАЕК | 1967 |
|
SU205866A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОПРАВКИ ОДНОГОФРОВЫХ СИЛЬФОНОВ (ВАРИАНТЫ) | 2007 |
|
RU2362816C2 |
| РАЗБОРНАЯ ОПРАВКА | 2012 |
|
RU2504471C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОПРАВКИ ОДНОГОФРОВЫХ СИЛЬФОНОВ | 2012 |
|
RU2490338C1 |
| Цилиндрический линейный индукционный насос | 2020 |
|
RU2766431C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 1972 |
|
SU432214A1 |
| Магнитопровод индуктора цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765978C2 |
| Устройство для термокалибровки кольцевых деталей | 1991 |
|
SU1803437A1 |
гг
