Изобретение относится к деревообрабатывающей промышленности, а именно к способам изготовления бревенчатых изделий для строительства, к конструкциям бревенчатых изделий и к способам их сушки. Изобретение позволяет изготавливать также другие сортименты изделий из дерева, в частности брусья, балки и т.п., длинномерные строительные конструкции из древесины по тому же способу и проводить их сушку.
Известен способ изготовления бревенчатых изделий, в котором проводят преобразование бревен, каждое бревно разрезают продольно и диаметрально под прямыми углами на равные сегменты-четверти, сегменты-четверти размещают так, что дугообразные поверхности сегментов обращены внутрь одна к другой, а их плоские поверхности среза расположены с образованием прямоугольного поперечного сечения. Расположенные таким образом сегменты-четверти соединяют вместе, скрепляют их между собой и заполняют пространство между ними жесткой пенопластиковой теплоизоляцией (см. RU 2105104 «Способ изготовления бревенчатого изделия и бревенчатое изделие», МПК Е04В 1/10, опубликовано 20.02.98). Описанный способ и конструкция позволяют вводить внутрь сборного изделия теплоизоляционный материал, что повышает теплоизоляционные свойства изделия. Способ изготовления бревенчатых изделий с преобразованием бревен и конструкция преобразованного бревна имеют тот недостаток, что получаемая конструкция до заполнения ее жестким теплоизоляционным материалом является неустойчивой, поскольку имеет маленькую площадь сопрягаемых поверхностей, а потому должна иметь серьезные средства крепления распиленных частей между собой и в достаточно большом количестве по длине изделия. Доставка опорных элементов конструкции в пространство между частями является достаточно сложной технологической задачей, усложняет конструкцию изделия в целом и повышает себестоимость его изготовления.
Известен также способ изготовления бревенчатой строительной конструкции, при котором производят сборку бревна из трех распиленных частей: центральной продольной плоской части, выполненной в виде бруса, и двух боковин-сегментов с одной выпуклой поверхностью каждая и одной продольной плоской поверхностью. Боковины представляют собой сегменты заболонной части цельного бревна. Плоские внутренние сопрягаемые поверхности трех частей выполнены с широкими пазами, причем паз бруса выполнен на каждой его вертикальной стороне в центральной ее части, а плоские поверхности сегментов каждая выполнены с двумя пазами на периферийных частях встречно частям поверхности бруса без паза. При этом пазы бруса с двух его сторон выполнены более глубокими по сравнению с пазами на плоских сторонах сегментов с тем, чтобы при сборке бревна во внутренней его части симметрично относительно продольной вертикальной плоскости были образованы зазоры. Все три части соединены между собой своими плоскими частями с помощью клеевой прослойки, расположенной в образовавшихся зазорах (см. RU 2325988 «Клееное оцилиндрованное бревно и способ его изготовления», МПК В27В 1/00, опубликовано 10.06.08). Этот способ также достаточно трудоемок за счет выполнения широких пазов разных размеров в центральной части средней детали и в периферийных частях сегментов. Конструкция имеет недостаточно высокие теплоизоляционные свойства.
Задачей изобретения является простота сборной бревенчатой и подобной длинномерной конструкции, например длинномерного бруса, способа ее изготовления и сборки, высокие теплоизоляционные свойства сборной конструкции, устранение трещин в составных частях изделия, уменьшение крутящих моментов, возникающих в изделии вследствие его деформации, его перекосов, длительный срок службы и возможность сушки изделия изнутри путем «выдавливания» влаги от центральной части изделия к его наружной части.
Задача изобретения решается 1) способом изготовления бревенчатого изделия и других сортиментов древесных изделий-длинномеров путем продольной распиловки заготовки (бревна, бруса и т.п.) на две части, в одной, преимущественно в центральной ее плоскости, например, горизонтальной или вертикальной, по крайней мере на одной из образовавшихся распиленных частей со стороны распиловки, преимущественно в осевой ее части, выполняют продольное углубление - паз округлой, V-образной или иной формы, можно и неправильной, по всей длине заготовки, после выполнения продольного паза две части жестко соединяют друг с другом по плоскостям распилов с помощью средств крепления, например с помощью штифтов, клеевого соединения с образованием продольной внутренней полости между ними. Для крепления с помощью штифтов в обеих частях бревна напротив друг друга выполняются отверстия, ориентированные преимущественно поперек бревна.
Задача решается также 2) способом изготовления бревенчатого изделия и других сортиментов древесных длинномерных изделий, преимущественно при большом диаметре заготовки (бревна, бруса), в которой из центральной ее части выпиливают доску на длину заготовки толщиной, на которую необходимо уменьшить диаметр заготовки и/или которая зависит от дальнейшего использования доски. По крайней мере в одном из полученных двух сегментов/частей бревна/бруса также выполняют продольный паз со стороны распила любой вышеуказанной формы на всю длину заготовки, обе части заготовки жестко соединяют по плоскости распила аналогичным образом с образованием внутренней продольной полости в изделии.
Задача решается другим возможным вариантом 3) способа изготовления бревенчатого изделия или других сортиментов древесных длинномерных изделий, в частности, при небольшом диаметре заготовки, когда необходимо увеличить ее габаритный поперечный размер (диаметр), при котором после продольной распиловки заготовки, преимущественно в центральной ее плоскости, образовавшиеся ее части раздвигают друг относительно друга параллельно самим себе на величину, необходимую для достижения требуемых поперечных габаритов заготовки, по крайней мере в одной из частей выполняют продольный паз со стороны плоскости распиловки на всю длину изделия, после чего между частями бревна устанавливают длинномерную деревянную деталь, например доску или брус, толщиной, равной величине раздвижки частей обрабатываемой заготовки, плоскостями распилов друг к другу жестко закрепляя их между собой. Указанная доска может быть взята от варианта предыдущего способа, когда из центральной части бревна большого диаметра вырезают доску/брус толщиной, равной величине необходимого уменьшения поперечных габаритов предыдущего варианта бревна и равной величине необходимого увеличения поперечных габаритов обрабатываемой заготовки.
Задача решается другим возможным вариантом 4) способа изготовления бревенчатого изделия и других сортиментов древесных длинномерных изделий, преимущественно при небольшом диаметре заготовки, когда необходимо увеличить ее габаритный поперечный размер (диаметр), при котором после продольной распиловки заготовки, преимущественно в центральной ее плоскости, образовавшиеся части заготовки раздвигают на величину, необходимую для достижения требуемых поперечных габаритов заготовки, по крайней мере в одной из частей заготовки также выполняют продольный паз со стороны плоскости распиловки на всю ее длину, в центральной части вставляемой длинномерной деревянной детали, например доски, толщиной, равной величине раздвижки частей заготовки, выполняют продольный вырез в виде окна насквозь или в виде продольного паза по крайней мере со стороны одной плоскости распила с возможным сохранением целостности доски за счет сохранения перемычек на концах доски, или выполняют пазы с обеих сторон доски (с обеих плоскостей распила), обработанную таким образом доску устанавливают между частями заготовки плоскостями распилов друг к другу. Продольный паз в доске образует с соответствующим пазом в части заготовки единую полость; продольный вырез в доске в виде окна образует единую полость с продольными внутренними пазами обеих частей заготовки.
Задача решается другим возможным вариантом 5) способа изготовления бревенчатого изделия и других сортиментов древесных длинномерных изделий, при котором заготовку распиливают преимущественно по осевой плоскости вдоль, образуя две части, преимущественно равные. Указанные части заготовки раздвигают относительно друг друга параллельно самим себе на величину, необходимую для получения нужного габаритного размера в сечении заготовки, и между раздвинутыми частями заготовки с двух диаметрально противоположных сторон относительно оси бревна, симметрично относительно осевой плоскости заготовки, перпендикулярной плоскостям распила частей по диаметрально противоположным сторонам, устанавливают две доски или два бруса - две боковины плоскостями распилов к плоскостям распила указанных частей с образованием внутренней продольной полости вновь образованной сборной конструкции бревна (бруса). В этом варианте внутренний продольный паз в распиленных и раздвинутых частях изделия можно не делать, поскольку внутренняя полость сборной конструкции образуется только за счет раздвижки распиленных частей. Все части конструкции жестко закрепляют аналогичным способом.
Предыдущие варианты: с вырезом и удалением доски и вставкой доски из другого бревна - позволяют в широком ассортименте имеющихся в наличии типоразмеров бревен провести их калибровку по нужному для строительства диаметру бревен без их выбраковки, что дополнительно расширяет возможности хозяйственной деятельности субъекта, осуществляющего указанные способы обработки бревен, брусьев в части использования им любых размеров бревен для их подготовки к строительству.
Распил вдоль оси бревна может быть выполнен в любой плоскости, например в вертикальной или в горизонтальной плоскости.
Задача решается также конструкцией 1) бревенчатого или тому подобного древесного длинномерного изделия (бруса), полученной по первому способу изготовления, которое содержит две части, расположенные плоскостями распила друг к другу, по крайней мере в одной из которых со стороны распила, преимущественно в осевой его части, выполнено продольное углубление на длину конструкции - паз округлой, V-образной или иной формы, две части жестко соединены клеевым соединением, штифтами или другими известными подобными средствами с образованием продольной внутренней полости между ними.
Задача решается конструкцией 2) бревенчатого или тому подобного древесного длинномерного изделия (бруса), полученной по другому способу изготовления, которое содержит две части, расположенные плоскостями распила друг к другу на расстоянии, по крайней мере одна из частей снабжена продольным пазом со стороны плоскости распила, а между частями установлена длинномерная деревянная деталь толщиной, равной расстоянию между частями, все плоскостями распилов друг к другу. Три детали жестко соединены друг с другом известным способом с образованием продольной полости изделия.
Задача решается другим возможным вариантом конструкции 3) деревянного изделия, бревенчатого или других сортиментов древесных длинномерных изделий, которая содержит две части, расположенные плоскостями распила друг к другу на расстоянии друг от друга на величину, необходимую для достижения требуемых поперечных габаритов заготовки, по крайней мере в одной из частей заготовки выполнен продольный паз со стороны плоскости распила, между частями установлена и жестко закреплена с ними длинномерная деревянная деталь (доска) плоскостями распилов к соответствующим плоскостям распилов указанных частей, в которой выполнен продольный вырез в виде окна насквозь или в виде продольного паза по крайней мере со стороны одного распила этой средней детали или продольные пазы с обеих противоположных сторон распилов средней детали, с образованием с соответствующим пазом в соседней части заготовки единой полости; продольный вырез в средней детали в виде окна образует единую полость с продольными внутренними пазами обеих частей изделия. При этом может сохраняться целостность средней длинномерной деревянной детали за счет сохранения перемычек на ее концах.
Задача решается другим возможным вариантом конструкции 4) деревянного изделия, бревенчатого или других сортиментов древесных длинномерных изделий, которое содержит две части, преимущественно равные, расположенные плоскостями распилов навстречу друг другу, установленные на расстоянии друг от друга, между которыми с двух диаметрально противоположных относительно сердцевины сторон, симметрично относительно осевой плоскости изделия, перпендикулярной плоскости распилов частей, установлены две боковины - длинномерные деревянные детали: две доски или два бруса - с образованием внутренней продольной полости вновь образованной сборной конструкции изделия. Все части конструкции жестко закреплены с помощью средств крепления.
Как видно из предложенных конструкций изделий, за счет надежного сопряжения поверхностей пропилов друг с другом конструкция устойчива. Разобщенные части конструкции, собранные вместе с образованием продольной внутренней полости, не приводят к образованию трещин при сушке и эксплуатации, не вызывают внутренних напряжений в изделии в целом. Образованная в изделии полость/полости заполнена лучшим теплоизолятором - воздухом, обеспечивая потребителю теплую недорогую экологически чистую деревянную стену будущего дома. И самое главное, любая из указанных конструкций, выполненная с внутренней полостью в любом из вариантов выполнения, обеспечивает возможность сушки полученного изделия изнутри него путем выдавливания из внутренних центральных пор на периферию, наружу влагу, что, во-первых, способствует более быстрой сушке, во-вторых, сушке без трещин и изгибающих напряжений, исключая деформирование изделий указанных конструкций, полученных предложенными вариантами способов их изготовления, в-третьих, сохранение указанных изделий в процессе длительной эксплуатации без трещин, изгибающих напряжений и деформаций.
Известен способ сушки изделий из древесины, который содержит операции по удалению свободной и связанной влаги, включающий чередование циклов продувки древесины теплоносителем, нагрев древесины до среднеобъемной температуры 80-100°С, вакуумирование, при котором во время вакуумирования после каждого соединения объема ресивера с объемом сушильной камеры ее загружают древесиной, и в ресивере, и в сушильной камере создают и поддерживают давление, ниже и/или равное давлению паров жидкости древесины при данной температуре древесины. После удаления свободной влаги и достижении в процессе сушки переходной влажности древесины от свободной к связанной древесину выдерживают при созданном давлении в сушильной камере в течение времени, необходимого для нагрева древесины до заданной температуры сушки (см. RU 2336475 «Способ сушки и пропитки древесины», МПК F26B 5/04, опубликовано 20.10.08).
Известна также быстрая технология сушки древесины, в том числе и крупных сортиментов, с применением оборудования, циклически генерирующего мощные вакуумные импульсы за счет объемных соотношений сушильной и вакуумной камер с последующим углублением вакуума в сушильной камере вакуум-насосом (см. RU 2334924 «Способ сушки древесины и устройство для его осуществления», МПК F26B 5/04, опубликовано 27.09.08). Способ сушки древесины включает транспортно-складские операции при помощи тележек, технологические операции в двух рабочих камерах, осуществляемых с интервалом в 30 минут, нагрев, движение и раздачу агента сушки по штабелю при помощи калориферов, реверсивных вентиляторов и делителей потока, размягчение и выравнивание влажности по сечению древесины горячей водой и паром системой увлажнения с последующей выдержкой при нагреве, атмосферном давлении или остаточном вакууме, удаление паровоздушной смеси из рабочей в вакуумную камеру циклическими вакуумными импульсами мощностью, соответствующей их объемным соотношениям, с последующим углублением вакуума по времени в рабочей камере вакуум-насосом и регулирование техпроцесса средствами контроля по давлению, температуре и влажности. Нагрев в пределах 80-140°С и движение агента сушки осуществляют со скоростью 3,5-4 м/с через каналы-диффузоры, симметрично установленные по отношению к рядам прокладок штабеля древесины, вакуумирование проводят, не допуская снижения влажности на поверхности по отношению к середине поперечного сечения сортимента в 15-25% и 5-15%, при измерении влажности внедряя электроды в древесину по меньшей мере в двух точках на глубину в пределах 10-15 мм от поверхности и середины поперечного сечения сортимента.
Рассмотренные способы сушки являются сложными технологическими процессами с использованием сложного и дорогого оборудования, которые являются длительными и повышающими себестоимость конечного продукта. При этом степень сушки изделий низка по причине принудительного выдавливания влаги по порам древесины от наружной поверхности изделия к внутреннему объему, откуда влаге некуда уходить. Переход вдаги от большего объема к меньшему вызывает напряжения в структуре древесины, что приводит к активному трещинообразованию. В дальнейшем, при эксплуатации древесины, происходит неравномерный нагрев/охлаждение, пропитка влагой досок, балок, брусьев, бревен с неравномерным распределением влаги по внутренней и наружной части изделия, и остаточная влага в целостной конструкции без внутренних полостей вызывает в них трещины, разломы и другие дефекты, уменьшая сроки эксплуатации как самих изделий, так и сооруженной из них деревянной/бревенчатой постройки.
Задачей изобретения является повышение степени высушенности древесных изделий, исключение их растрескивания и деформации как в процессе сушки, так и при эксплуатации.
Сушку сборной конструкции изделия проводят перед ее сборкой или после.
Задача решается способом сушки как бревна, так и других сортиментов древесных длинномерных заготовок, при котором заготовку предварительно распиливают вдоль на две части, при необходимости выполняют продольный паз по длине по крайней мере одной распиленной части со стороны распила, производят сушку распиленных составных частей конструкции (полубревна, сегменты бревен, полубрусы), для чего нагревают плоскость распила, т.е. заготовку нагревают со стороны, которая была внутренней частью заготовки и которая также после сборки будет внутренней частью изделия, для этого заготовку устанавливают плоскостью распила встречно тепловому потоку или нагревательный элемент устанавливают со стороны плоскости распила, при этом сушку проводят под давлением, для чего установленные на сушку части конструкции устанавливают под прессом. Пресс устанавливают с противоположной, наружной стороны распиленной части, с другой стороны от поверхности распила так, что давление на заготовку осуществляют перпендикулярно плоскости распила, которая обращена к тепловому потоку. Сушка частей изделия может сопровождаться принудительным отсосом влаги со стороны, противоположной плоскости распила.
Задача решается также способом сушки бревна и т.п. изделий, при котором заготовку предварительно распиливают вдоль на две части, при необходимости выполняют продольный паз по длине заготовки со стороны распила по крайней мере одной части, производят сборку распиленных частей в окончательную конструкцию изделия с образованием по крайней мере одной продольной внутренней полости, сушку сборной конструкции проводят после ее сборки путем нагревания сборной конструкции (бревна) изнутри, для чего сушку осуществляют путем осевой продувки внутренней полости сборной конструкции теплоносителем - агентом сушки либо нагреванием воздуха во внутренней полости конструкции или путем нагревания поверхности продольной полости путем установки нагревательного элемента/элементов во внутреннюю полость сборной конструкции по ее длине. При этом все части сборной конструкции должны быть прижаты друг к другу либо установкой сборной конструкции под пресс для воздействия сдавливающих сил пресса на бревно перпендикулярно плоскости распила, либо круговой стяжкой сборной конструкции типа обруча в нескольких ее местах по длине конструкции. Сушка собранного изделия изнутри может сопровождаться принудительным отсосом влаги, а также сушкой снаружи.
Указанные способы сушки изнутри древесных длинномерных изделий обеспечиваются не только применяемым сушильным оборудованием, но и конструкцией самого древесного изделия, вариантов которой может быть множество при продольной распиловке и сборке частей изделия с образованием внутренней продольной полости подлежащего сушке изделия.
После сушки вновь образованных конструкций бревен для соединения бревен, расположенных под углом друг к другу, с образованием пересекающихся стен с двух противоположных сторон каждого бревна выполняют чашки такой формой внутренней поверхности, которая повторяет форму сопрягаемой поверхности бревна, расположенного по отношению к обрабатываемому под углом. Чашки выполнены таким образом, чтобы образующая цилиндрической поверхности чашки во вновь собранной конструкции бревна была ориентирована по отношению к продольной оси соседнего, нижнего бревна под углом, равным углу расположения двух смежных пересекающихся стен. Этот угол, как правило, равен 90°.
Способ обработки бревен, способ их сушки изнутри поясняется вариантами конструкций бревен, изображенных на чертежах.
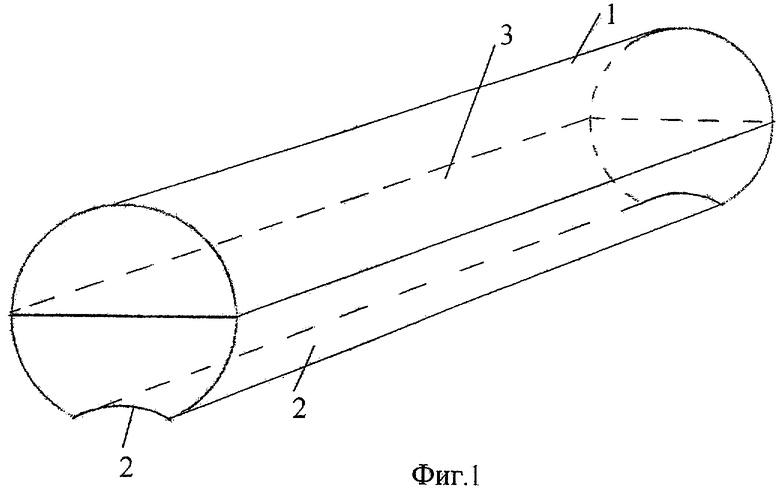
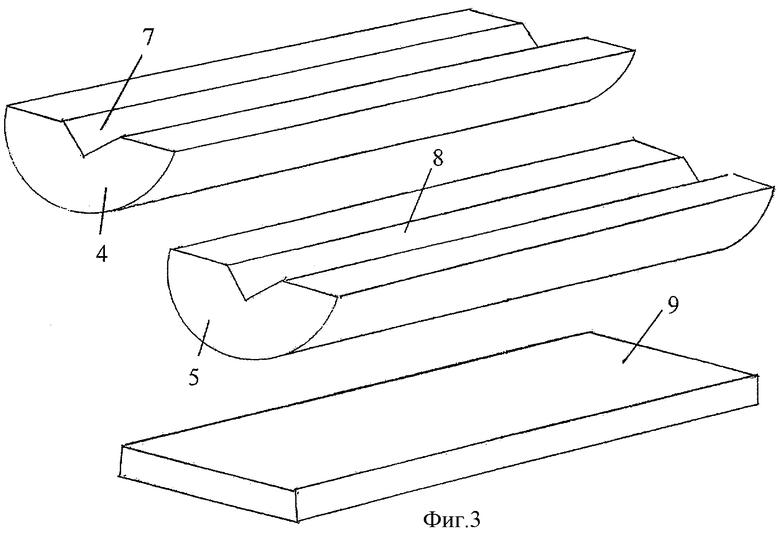
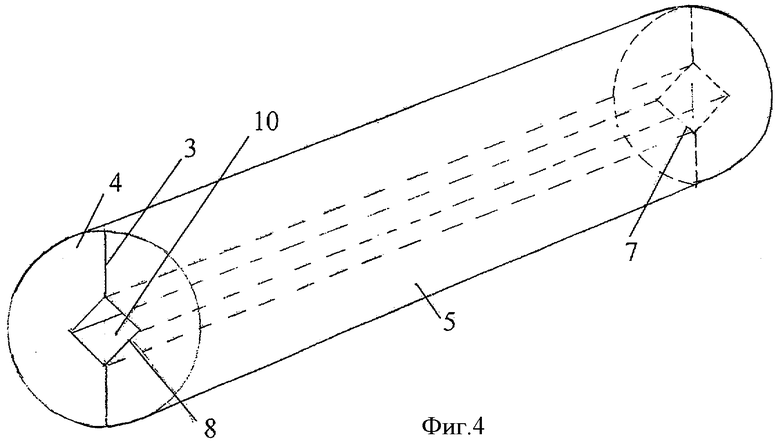
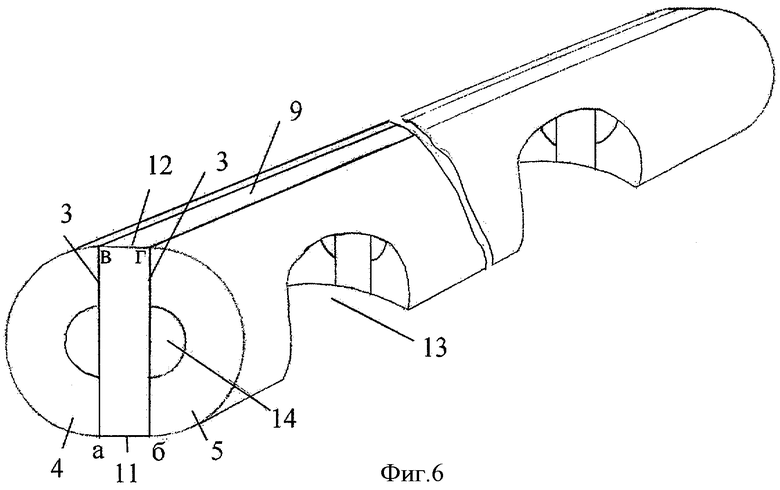
На фиг.1 в аксонометрии изображен вариант заготовки оцилиндрованного бревна, в котором с нижней стороны бревна выполнен продольный вогнутый дугообразный паз для сопряжения этого бревна с верхней поверхностью нижнего по отношению к нему бревна в бревенчатой стене. Здесь же изображена центральная горизонтальная плоскость продольного распила бревна на две части. На фиг.2 изображены две распиленные по центральной плоскости распила половинки бревна, в которых в каждой со стороны распила выполнены V-образной в сечении формы пазы вдоль продольной оси бревна. На этом чертеже отсутствует продольный вогнутый дугообразный паз для сопряжения двух соседних бревен. На фиг.3 изображены отдельные заготовки будущего сборного бревна в виде двух половин исходного бревна с выполненными продольными V-образной формы пазами и одной доски. На фиг.4 показана новая конструкция сборного бревна, состоящая из двух профилированных частей с продольными центральными пазами V-образной формы, соединенных вместе по плоскости распила. На фиг.5 изображено бревно сборной конструкции со вставленными боковинами и с выполненным по нижней части бревна нижним вогнутым пазом. Верхний торец верхней боковины также профилирован по дуге в сечении, которая сопрягается со смежными линиями бревна. Продольный внутренний центральный паз выполнен округлой формы. Концы бревна выполнены с чашкой с каждого его конца для соединения этого бревна с перпендикулярным ему бревном в венце из смежной перпендикулярной бревенчатой стены. На фиг.6 изображена та же конструкция, что и на фиг.5, с той разницей, что вместо двух боковин между распиленными частями бревна установлена доска, а вместо продольного наружного вогнутого дугообразного паза для сопряжения двух соседних по высоте бревен нижняя и верхняя поверхности сборного бревна выполнены плоскими.
Конструкция сборного бревна выполнена следующим образом. При этом не имеет значения, что взято в качестве заготовки: оцилиндрованное бревно, которое описывается во всех примерах, или брус, принцип их обработки один: распил на части с образованием внутренней продольной полости либо за счет раздвижки частей друг относительно друга, либо за счет выполнения внутренних продольных пазов со стороны плоскости распила частей по всей длине заготовки.
Бревно 1 со своей нижней стороны выполнено с продольным пазом 2 дугообразной в сечении формы по всей длине бревна 1 - пазом сопряжения верхнего в венце бревна по отношению к нижнему. В бревне 1 намечена горизонтальная плоскость 3, по которой будет произведена распиловка бревна вдоль осевой центральной линии на две части. После проведения указанной распиловки образованы две части 4 и 5 бревна, вдоль оси которых со стороны плоскости 3 распиловки выполнены V-образные в сечении пазы 7 и 8 соответственно на всю длину бревна 1. На фиг.2 части 4 и 5 показаны раздвинутыми. До выполнения пазов 7 и 8 из центральной части бревна 1 большого диаметра, большего, чем нужно для сборки бревенчатой стены, выпилена продольная доска 9. Позицией 9 обозначены и боковины, которые вставлены между раздвинутыми распиленными частями, как показано на фиг.5. Конструкция сборного бревна выполнена путем жесткого соединения по плоской поверхности 3 распиловки отдельных частей бревна 4 и 5 с образованием продольными пазами 7 и 8 продольной внутренней полости 10 осевой ориентации (фиг.4). На фиг.4 при выполнении пазов 7 и 8 в сечении V-образной формы продольная внутренняя полость 10 бревна имеет в сечении ромбовидную форму. Форма поперечного сечения продольной внутренней полости значения не имеет, она может быть асимметричной, неправильной. При недостаточности габаритного поперечного размера бревна этот размер может быть увеличен за счет вставки доски 9 необходимой толщины между плоскостями 3 продольного распила бревна 1, между распиленными частями 4 и 5. В этом случае торцевые поверхности 11 и 12 доски или боковин 9 должны быть обработаны в соответствии с формой обработанных поверхностей срезов частей 4 и 5. При выполнении дугообразного наружного паза 2 на нижней наружной поверхности сборного бревна 4-9-5 (фиг.5, 6) нижняя наружная торцевая поверхность 11 доски/боковины 9 также должна иметь вогнутый дугообразный в сечении продольный паз (дуга а-б), сопрягаемый с соответствующей нижней поверхностью бревна 4-9-5, а торцевая поверхность 12 доски/боковины 9 должна быть такой же выпуклой (дуга в-г), что и верхняя поверхность сборного бревна. Продольный округлый (дугообразный) вогнутый паз 11 с одной, нижней, наружной стороны бревна можно не делать, выполнив нижнюю поверхность и верхнюю, противоположную ей поверхность бревна плоскими, обеспечив плотную посадку одного бревна на другое. При выполнении сборного бревна 4-9-5 с плоскими горизонтальными поверхностями (фиг.6) торцевые поверхности 11 и 12 доски 9 выполнены также плоскими (участки а-б и в-г соответственно). Для крепления бревен смежных стен друг с другом на концах сборных бревен 4-9-5 выполнены чашки 13 формой, повторяющей форму верхней поверхности сопрягаемого охватываемого ею нижнего бревна (в сборе не показано). Образующие чашек 13 ориентированы под углом в 90° к продольной оси бревна, в котором выполнены чашки 13. Как показано на фиг.5 и 6, продольные внутренние полости 14 сборных бревен 4-9-5 выполнены в сечении округлой формы, что также достигается продольно-поперечной обработкой центральной части половинок 4 и 5 бревна 1 со стороны центрального распила 3. Для исключения растрескивания доски 9 в процессе сушки и эксплуатации в ней также может быть выполнена продольная полость либо окно прямоугольной формы.
Сборные бревна 4-5 и 4-9-5 сушатся и работают следующим образом.
В случае проведения сушки изделия в разобранном виде каждую его заготовку устанавливают под пресс таким образом, чтобы усилия пресса были направлены перпендикулярно плоскости распила. После этого со стороны плоскости распила на заготовку направляют поток подогретого воздуха либо устанавливают с этой же стороны заготовки нагревательные элементы, которые нагревают заготовку со стороны распила. При нагреве заготовки со стороны распила влага по открывающимся порам в древесине выдавливается от пропила к периферийной части заготовки, в бревне к округлой ее части, и далее удаляется с цилиндрической поверхности заготовки либо испаряясь, либо принудительно путем высасывания. Для этого заготовку с устройством сушки можно поместить в вакуумную камеру. Влага из заготовки перемещается с меньшего центрального объема в больший, в сторону периферии, поэтому трещин не образуется. Находясь под прессом в процессе сушки в указанном режиме, заготовка не подвергается изгибающим усилиям, которые могу появиться во время сушки, при этом влага полностью переходит от распила - центральной части заготовки через периферийную часть заготовки наружу, обеспечивая высыхание заготовки в ее центральной части и далее по всему ее объему. Дополнительно в процессе сушки имеет место перемещение смолы ближе к поверхности, поэтому улучшается наружный защитный слой конструкции. Далее производится установка и жесткое закрепление деталей в единую конструкцию, например, с помощью клеевого соединения.
В случае проведения процесса сушки сборного изделия в собранном виде сборное бревно устанавливают также под пресс с направлением сил давления перпендикулярно плоскости среза частей бревна или на нем закрепляют сдавливающие бандажные обручи в нескольких местах по длине изделия. В продольную полость изделия направляют поток воздуха, преимущественно подогретого, и выдерживают его в таком режиме до высыхания. Возможно установление нагревательных элементов внутри полости изделия по его длине. При этом происходят те же процессы, которые описаны в предыдущем варианте способа сушки, т.е. происходит удаление влаги из центра изделия к его периферии, из меньшего объема в больший. Поскольку части сборной конструкции физически разделены, изгибающие усилия, возникающие в какой-то части сборной конструкции при удалении влаги, на соседние части изделия не передаются, а ввиду небольшого поперечного размера сборных частей эти усилия также небольшие и существенного влияния на саму часть изделия не оказывают. В результате действующие изгибающие разнонаправленные изгибающие моменты частично компенсируют друг друга, и не вызывают деформаций изделия. Поэтому такой способ изготовления древесных длинномерных изделий и способ их сушки изнутри является бездеформативным, без образования трещин. В процессе эксплуатации «дышащие» деревянные изделия с внутренними полостями, заполненными воздухом, в разные сезоны года, частично набирая влагу или теряя ее неравномерно по объему, также, по тем же причинам не подвергаются деформациям, не трескаются и могут длительно эксплуатироваться без изменений своих размеров и свойств. Воздушная прослойка в продольной полости каждого бревна усредняет, выравнивает градиенты влажности, температуры, гася разнонаправленного действия небольшие, возможные в каждом элементе строительной конструкции деформации, также исключая появление трещин в теле составных частей сборной конструкции бревна. При использовании обычных способов сушки частей сборной конструкции бревна за счет наличия в них продольных полостей режим эксплуатации их будет более благоприятным и также не будет вызывать появления трещин.
Среди преимуществ конструкции каждого бревна и изделия из него (сруба) можно дополнительно отметить следующие.
Сруб в момент изготовления собирается из сухой конструкции, в результате чего с первых дней эксплуатации дом является теплым.
В конструкции бревна предусмотрены воздушные полости - «подушки», которые увеличивают теплоизоляционные свойства, оставляя при этом изделие экологически чистым в отличие от заполненных полимерными составами. Воздушные «подушки» зимой препятствуют проникновению в дом холода и выходу из дома тепла, а летом за счет них же дом не нагревается под воздействием прямых солнечных лучей.
В бревнах во все время эксплуатации трещин не образуется.
В строительстве срубов можно использовать как тонкомерные изделия, так и бревна больших диаметров, что повышает процент использования заготовленного леса.
Использование хвойных пород дерева ведет к появлению приятного смоляного хвойного запаха, что крайне важно как для здорового человека, так и для больного.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСПИЛА БРЕВЕН НА ПЕРЕДВИЖНОМ ЛЕСОПИЛЬНОМ УСТРОЙСТВЕ | 2013 |
|
RU2534588C2 |
| СПОСОБ ПОЛУЧЕНИЯ КЛЕЕНЫХ ПИЛОМАТЕРИАЛОВ ИЗ БРЕВЕН (ВАРИАНТЫ) | 2009 |
|
RU2415749C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРЕВЕНЧАТОГО ИЗДЕЛИЯ И БРЕВЕНЧАТОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 1992 |
|
RU2105104C1 |
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| Способ распиловки лесоматериалов на однородные пиломатериалы | 2023 |
|
RU2827159C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАСПИЛОВКИ | 2002 |
|
RU2288836C2 |
| СПОСОБ РАСПИЛОВКИ БРЕВЕН | 1997 |
|
RU2182862C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОЙ ПИЛОПРОДУКЦИИ ИЗ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ, ИМЕЮЩИХ СЕРДЦЕВИННУЮ ГНИЛЬ | 2017 |
|
RU2654720C1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2006 |
|
RU2319606C2 |
| СПОСОБ РАСПИЛОВКИ БРЕВЕН НА ПРОДОЛЬНО-РАСПИЛОВОЧНОМ СТАНКЕ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2412047C2 |

Изобретение относится к способам изготовления бревенчатых изделий для строительства, к конструкциям бревенчатых изделий и к способам их сушки. Способ характеризуется тем, что производят продольную распиловку заготовки на две части, преимущественно в центральной ее плоскости, по крайней мере, в одной из образовавшихся частей со стороны распила выполняют продольный паз по всей длине заготовки, после выполнения продольного паза две части жестко соединяют друг с другом по плоскостям распила с образованием внутренней продольной полости в изделии. Изобретение повышает теплоизоляционные свойства изделия, снижает появление трещин. 8 н. и 14 з.п. ф-лы, 6 ил.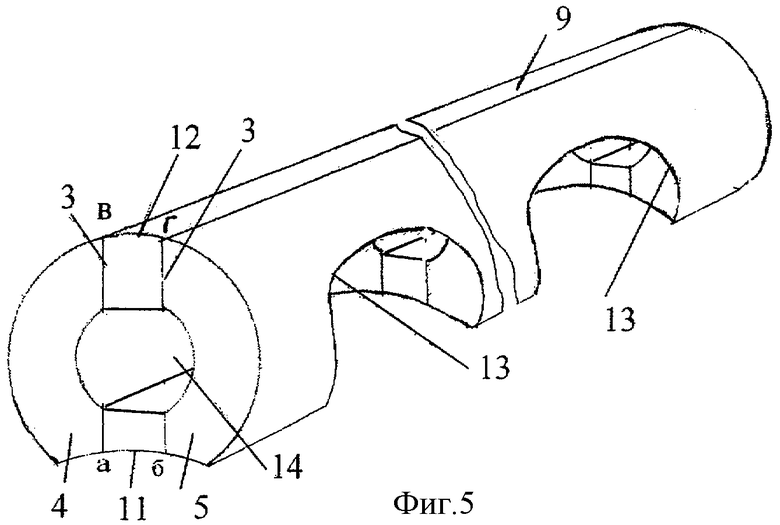
1. Способ изготовления бревенчатого изделия и других сортиментов древесных изделий-длинномеров, при котором производят продольную распиловку заготовки на две части, преимущественно в центральной ее плоскости, по крайней мере, в одной из образовавшихся частей со стороны распила выполняют продольный паз по всей длине заготовки, после выполнения продольного паза две части жестко соединяют друг с другом по плоскостям распила с образованием внутренней продольной полости в изделии.
2. Способ изготовления бревенчатого изделия или других сортиментов древесных длинномерных изделий, при котором производят продольную распиловку заготовки на две части, преимущественно в центральной ее плоскости, после распиловки образовавшиеся части раздвигают относительно друг друга параллельно самим себе, по крайней мере, в одной из образовавшихся частей со стороны распила выполняют продольный паз по всей длине заготовки, после чего между частями заготовки устанавливают длинномерную деревянную деталь плоскостями распилов друг к другу, жестко закрепляя их между собой.
3. Способ по п.2, отличающийся тем, что между распиленными частями устанавливают доску или брус толщиной, равной величине раздвижки распиленных частей заготовки.
4. Способ по п.2, отличающийся тем, что в центральной части вставляемой детали выполняют продольный вырез в виде окна насквозь или продольный паз, по крайней мере, со стороны одной плоскости ее распила.
5. Способ изготовления бревенчатого изделия и других сортиментов древесных длинномерных изделий, при котором заготовку распиливают вдоль на две части, указанные части заготовки раздвигают относительно друг друга параллельно самим себе, между раздвинутыми частями заготовки с двух диаметрально противоположных сторон симметрично относительно осевой плоскости заготовки, перпендикулярной плоскостям их распила, устанавливают две детали плоскостями их распила к плоскостям распила указанных частей с образованием внутренней продольной полости изделия, все части жестко закрепляют друг с другом.
6. Бревенчатое изделие, содержащее две части, расположенные плоскостями распила друг к другу, по крайней мере, в одной из которых со стороны распила выполнен продольный паз на всю его длину, части жестко соединены с образованием продольной внутренней полости между ними.
7. Бревенчатое изделие, содержащее две части, расположенные плоскостями распила друг к другу на расстоянии, по крайней мере, одна из частей выполнена с продольным пазом со стороны плоскости распила по ее длине, между частями установлена длинномерная деревянная деталь толщиной, равной расстоянию между частями, все плоскости распилов жестко соединены друг с другом с образованием продольной полости изделия.
8. Бревенчатое изделие по п.7, отличающееся тем, что во вставленной детали выполнен продольный вырез в виде окна насквозь или в виде продольного паза, по крайней мере, со стороны одного ее распила с образованием с соответствующим пазом в соседней части изделия единой полости.
9. Бревенчатое изделие, содержащее две части, расположенные плоскостями распилов навстречу друг другу, установленные на расстоянии друг от друга, между которыми с двух диаметрально противоположных сторон симметрично относительно осевой плоскости изделия, перпендикулярной плоскости распилов частей, установлены две длинномерные деревянные боковины с образованием внутренней продольной полости изделия, все жестко закреплены друг с другом.
10. Способ сушки бревенчатого изделия, при котором заготовку предварительно распиливают вдоль на части и производят сушку составных частей конструкции, для чего производят нагрев со стороны плоскости распила, при этом сушку проводят под давлением, которое осуществляют с противоположной стороны плоскости распила перпендикулярно плоскости распила.
11. Способ сушки по п.10, отличающийся тем, что в распиленных частях до сушки выполняют продольный паз по длине заготовки со стороны распила.
12. Способ сушки по п.10, отличающийся тем, что нагрев плоскости распила проводят потоком теплоносителя, направленного на плоскость распила.
13. Способ сушки по п.10, отличающийся тем, что нагрев плоскости распила проводят с использованием нагревательного элемента, установленного непосредственно у плоскости распила.
14. Способ сушки по п.10, отличающийся тем, что сушку проводят при сопровождении принудительного отсоса влаги со стороны, противоположной плоскости распила.
15. Способ сушки бревенчатого изделия, при котором заготовку предварительно распиливают вдоль на две части, производят сборку распиленных частей с образованием продольной внутренней полости в изделии, сушку изделия проводят после его сборки путем нагревания изделия со стороны продольной внутренней полости, при этом составные части изделия прижимают друг к другу.
16. Способ сушки по п.15, отличающийся тем, что сушку осуществляют путем осевой продувки внутренней полости сборной конструкции теплоносителем.
17. Способ сушки по п.15, отличающийся тем, что сушку осуществляют путем нагревания воздуха во внутренней полости конструкции.
18. Способ сушки по п.15, отличающийся тем, что сушку осуществляют нагреванием поверхности продольной полости путем установки нагревательного элемента во внутреннюю продольную полость сборного изделия по его длине.
19. Способ сушки по п.15, отличающийся тем, что сушку проводят при сопровождении принудительного отсоса влаги с наружной, периферийной поверхности изделия.
20. Способ сушки по п.15, отличающийся тем, что прижим частей изделия друг к другу проводят путем воздействия сдавливающих сил перпендикулярно плоскостям распила.
21. Способ сушки по п.15, отличающийся тем, что прижим частей изделия друг к другу проводят путем круговой их стяжки по периметру сечения сборной конструкции в нескольких местах по ее длине.
22. Способ сушки по п.21, отличающийся тем, что для стяжки используют обруч.
| СПОСОБ ИЗГОТОВЛЕНИЯ БРЕВЕНЧАТОГО ИЗДЕЛИЯ И БРЕВЕНЧАТОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 1992 |
|
RU2105104C1 |
| КЛЕЕНОЕ ОЦИЛИНДРОВАННОЕ БРЕВНО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2325988C1 |
| СПОСОБ СУШКИ И ПРОПИТКИ ДРЕВЕСИНЫ | 2007 |
|
RU2336475C1 |
| КЛЕЕНЫЙ ДЕРЕВЯННЫЙ БРУС | 2004 |
|
RU2266376C1 |
| Станок для разъединения сварившихся при прокатке металлических листов | 1931 |
|
SU28881A1 |
| Способ разделения масляной, молочной и уксусной кислот | 1933 |
|
SU36405A1 |
| Деревянная балка | 1932 |
|
SU33661A1 |
| Способ получения клееных пиломатериалов | 1990 |
|
SU1794007A3 |
| US 4279108 A, 21.07.1981. | |||

