Предлагаемое изобретение относится к деревообрабатывающей промышленности и может быть использовано для продольной распиловки круглого леса.
Известен способ распиловки бревен на продольно-распиловочном станке с электроприводом вращения пильных дисков, микропроцессорной системой управления и связанным с ней вычислительным устройством со средством генерации оптимальной схемы распила бревна, в котором так же, как в заявляемом способе, предусмотрено предварительное введение в вычислительное устройство критерия оптимизации распила и номенклатуры требуемых пиломатериалов, задание зоны оптимизации распила и привязку заданной зоны оптимизации распила к системе координат станка, введение геометрических параметров зоны оптимизации распила в вычислительное устройство и генерацию с помощью вычислительного устройства схемы оптимального распила в заданной зоне оптимизации и соответствующей ей последовательности шагов перемещений каждого пильного диска в плоскости, по существу перпендикулярной направлению относительного перемещения пильных дисков вдоль бревна, и последующий пошаговый распил бревна несколькими пильными дисками за период возвратно-поступательного относительного перемещения пильных дисков вдоль бревна с помощью механизма относительного перемещения пильных дисков вдоль бревна (патент РФ №2217299 по заявке 2002107264, B27B 1/00, B27B 7/00, G05B 15/00, G05B 19/00).
К недостаткам указанного способа следует отнести невозможность одновременного распила бревна несколькими угловыми парами пильных дисков по сгенерированной оптимальной схеме распила бревна с учетом максимального выхода пиломатериалов и минимизации временных потерь при холостых перемещениях пильных дисков за один период возвратно-поступательного относительного перемещения пильных дисков вдоль бревна вследствие сложности отслеживания оператором одновременного перемещения перед каждым пропилом в зоне оптимизации сразу нескольких угловых пар пильных дисков, что не позволяет получить за один период возвратно-поступательного относительного перемещения пильных дисков вдоль бревна сразу нескольких готовых обрезных пиломатериалов и повысить производительность.
Кроме того, недостатком указанного способа является необходимость выдачи перед каждым пропилом обязательно оператором команды с пульта управления на начало перемещений пильных дисков в очередное, соответствующее следующему шагу распила, положение пильных дисков и команды на начало относительного перемещения пильных дисков вдоль бревна для распила бревна на текущем шаге.
Это также снижает производительность указанного способа и делает невозможным автоматизацию процесса распила бревна.
Известен также станок для продольной распиловки бревен, который так же, как и заявляемый станок, содержит несколько пильных дисков, кинематически связанных с электроприводом, механизм относительного перемещения пильных дисков вдоль бревна с приводом продольной подачи, механизм перемещения каждого пильного диска в плоскости, по существу перпендикулярной направлению перемещения подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна и его приводы, микропроцессорную систему управления и связанное с ней через интерфейсный блок вычислительное устройство со средством генерации оптимальной схемы распила бревна и соответствующей ей последовательности шагов перемещения каждого пильного диска по осям координат станка, датчики крайних положений подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна и датчики контроля перемещений каждого пильного диска в плоскости, по существу перпендикулярной направлению перемещения подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна (патент РФ №2217299 по заявке 2002107264, B27B 1/00, B27B 7/00, G05B 15/00, G05B 19/00).
К недостаткам указанного выше устройства можно отнести отсутствие возможности использования для распила бревна одновременно нескольких угловых пар пильных дисков, а также невозможность использования имеющейся микропроцессорной системы управления станка и средства генерации вычислительного устройства для автоматизации процесса распила бревна. Указанные недостатки не позволяют использовать одновременно при распиле бревна несколько угловых пар пильных дисков и повысить производительность станка.
Кроме того, недостатком указанного устройства является непостоянство массы подвижного элемента механизма относительного перемещения пильных дисков вдоль бревна при распиле бревен различной длины и диаметров, что затрудняет оператору выбор оптимальных скоростных режимов движения подвижного элемента, а также невозможность автоматического регулирования величины холостого хода указанного подвижного элемента в зависимости от длины распиливаемого бревна, что приводит к неоправданному увеличению величины холостого хода, особенно при распиле бревен меньшей длины.
Эти обстоятельства также не позволяют достичь максимальной производительности станка.
С учетом вышеизложенного в основу изобретения положена задача устранить указанные недостатки и создать такой способ продольной распиловки бревен, который бы позволил увеличить производительность за счет одновременного оптимального распила бревна несколькими угловыми парами пильных дисков по сгенерированной оптимальной схеме распила и сокращения непроизводительных затрат времени при распиле бревна.
Также задачей заявляемого изобретения является создание такого устройства продольной распиловки бревен, которое бы за счет возможности группировки нескольких вертикальных и горизонтальных дисков в угловые пары и привязки зон перемещения каждой угловой пары перед каждым шагом распила к своей отдельной части зоны оптимизации распила бревна создать возможность одновременного распила бревна несколькими парами пильных дисков, а также за счет дополнения функций средства генерации вычислительного устройства, изменения структуры микропроцессорной системы управления и конструкции отдельных узлов станка существенно увеличить производительность станка.
Поставленная задача решается тем, что в способе продольной распиловки бревен на продольно-распиловочном станке с электроприводом вращения пильных дисков, микропроцессорной системой управления и связанным с ней вычислительным устройством со средством генерации оптимальной схемы распила бревна, включающем предварительное введение в вычислительное устройство критерия оптимизации распила и номенклатуры требуемых пиломатериалов, задание зоны оптимизации распила и привязку заданной зоны оптимизации распила к системе координат станка, введение геометрических параметров зоны оптимизации распила в вычислительное устройство и генерацию с помощью вычислительного устройства схемы оптимального распила в заданной зоне оптимизации и соответствующей ей последовательности шагов перемещений каждого пильного диска в плоскости, по существу перпендикулярной направлению относительного перемещения пильных дисков вдоль бревна, и последующий пошаговый распил бревна несколькими пильными дисками за период возвратно-поступательного относительного перемещения пильных дисков вдоль бревна с помощью механизма относительного перемещения пильных дисков вдоль бревна, согласно изобретению перед распилом бревна пильные диски группируют в несколько угловых пар, а затем после генерации схемы оптимального распила и определения необходимого количества шагов для распила бревна с помощью средства генерации вычислительного устройства производят распределение всей необходимой последовательности шагов перемещений пильных дисков в зоне оптимизации между несколькими используемыми в распиле бревна угловыми парами пильных дисков, после чего производят по существу одновременно пошаговую вырезку массива бревна с помощью используемых в распиле бревна угловых пар пильных дисков в соответствии с распределенной между угловыми парами последовательностью шагов перемещения каждого пильного диска перед каждым пропилом и командами, автоматически генерируемыми средством генерации вычислительного устройства для приводов механизмов перемещения пильных дисков в плоскости, по существу перпендикулярной направлению относительного перемещения пильных дисков вдоль бревна, и для привода механизма относительного перемещения пильных дисков вдоль бревна после получения соответствующих сигналов от микропроцессорной системы управления станка в течение всего периода возвратно-поступательного относительного перемещения пильных дисков вдоль бревна на каждом шаге распила.
Такой способ продольной распиловки бревен позволяет за счет распределения всей необходимой последовательности шагов перемещений пильных дисков в зоне оптимизации между несколькими используемыми в распиле бревна угловыми парами пильных дисков обеспечить в полупериод рабочего хода подвижного элемента механизма относительного перемещения пильных дисков вдоль бревна возможность одновременного распила бревна несколькими угловыми парами пильных дисков, а также сократить время холостых перемещений пильных дисков при их позиционировании в плоскости, по существу перпендикулярной направлению перемещения подвижного элемента механизма относительного перемещения пильных дисков вдоль бревна, перед распилом бревна на каждом шаге сгенерированной последовательности шагов за счет сокращения, по причине использования нескольких угловых пар пильных дисков, значений необходимых перемещений на расчетные координаты позиционирования на каждом шаге сгенерированной последовательности шагов, вследствие чего существенно повысить производительность не только за счет увеличения количества пар пильных дисков, распиливающих бревно за период возвратно-поступательного перемещения пильных дисков вдоль бревна, но и за счет сокращения непроизводительных затрат времени на позиционирование пильных дисков перед предстоящими шагами распила.
Целесообразно распределение всей необходимой последовательности шагов перемещений пильных дисков в зоне оптимизации между несколькими используемыми в распиле бревна угловыми парами пильных дисков производить с помощью средства генерации вычислительного устройства таким образом, чтобы время, необходимое для перемещения используемых в распиле бревна угловых пар пильных дисков в расчетные координаты оптимальной схемы распила, и разница между суммарными временами распила каждой угловой парой пильных дисков своих шагов распила были минимальными.
Такой способ продольной распиловки бревен за счет максимально возможного сокращения или исключения совсем периода времени, в котором осуществляется распил бревна только одной угловой парой пильных дисков, позволяет увеличить время одновременного распила бревна за период возвратно-поступательного относительного перемещения пильных дисков вдоль бревна несколькими угловыми парами пильных дисков, вследствие чего дополнительно повысить производительность.
Также целесообразно команду на начало перемещения пильных дисков в плоскости, по существу перпендикулярной направлению относительного перемещения пильных дисков вдоль бревна на очередную позицию сгенерированной схемы распила, автоматически формировать средством генерации вычислительного устройства после перемещения пильных дисков механизмом относительного перемещения пильных дисков вдоль бревна за торец бревна в полупериод холостого хода полного периода возвратно-поступательного относительного перемещения пильных дисков вдоль бревна.
Такой способ продольной распиловки бревен за счет автоматического регулирования момента начала перемещения пильных дисков с предыдущей позиции сгенерированной схемы распила бревна до позиции очередного текущего шага в зависимости от длины распиливаемого бревна и исключения влияния опыта и квалификации оператора позволяет сократить на каждом шаге распила величину холостого хода подвижного элемента механизма относительного перемещения пильных дисков вдоль бревна, вследствие чего сократить непроизводительные затраты времени на распил бревна и дополнительно повысить производительность.
Также целесообразно команду на начало перемещения вдоль бревна угловых пар пильных дисков при распиле бревна на каждом текущем шаге распила сгенерированной схемы распила автоматически формировать средством генерации вычислительного устройства сразу после завершения перемещения всех пильных дисков в плоскости, по существу перпендикулярной направлению относительного перемещения пильных дисков вдоль бревна от положения предыдущего шага до положения текущего шага сгенерированной схемы распила.
Такой способ продольной распиловки бревен за счет автоматического регулирования момента начала распила бревна на каждом шаге сгенерированной схемы распила сразу после завершения перемещения всех пильных дисков от положения предыдущего шага до положения текущего шага сгенерированной схемы распила позволяет исключить влияние опыта и квалификации оператора на выбор момента времени при подаче команды на распил и сократить временной интервал (паузу) между завершением перемещения пильных дисков в позицию очередного текущего шага сгенерированной схемы распила и началом распила бревна на текущем шаге, вследствие чего сократить непроизводительные затраты времени на распил бревна и дополнительно повысить производительность.
Также целесообразно команду на останов и реверс двигателей привода механизма относительного перемещения пильных дисков вдоль бревна автоматически формировать средством генерации вычислительного устройства сразу после перемещения пильных дисков за пределы бревна после завершения распила бревна в полупериод рабочего хода полного периода возвратно-поступательного относительного перемещения пильных дисков вдоль бревна на текущем шаге распила.
Такой способ продольной распиловки бревен за счет автоматического регулирования момента останова и последующего реверса двигателей привода механизма относительного перемещения пильных дисков вдоль бревна сразу после перемещения пильных дисков за пределы бревна после завершения распила бревна в полупериод рабочего хода позволяет исключить влияние опыта и квалификации оператора на выбор момента времени на подачу данной команды и сократить временной интервал (паузу) между завершением распила бревна в полупериод рабочего хода и остановом двигателей привода механизма относительного перемещения пильных дисков вдоль бревна на каждом шаге распила, вследствие чего сократить непроизводительные затраты времени на распил бревна и дополнительно повысить производительность.
Также целесообразно команду на останов и реверс двигателей привода механизма относительного перемещения пильных дисков вдоль бревна автоматически формировать средством генерации вычислительного устройства сразу после перемещения пильных дисков за пределы бревна после возвращения угловых пар пильных дисков в начальную точку распила в полупериод холостого хода полного периода возвратно-поступательного относительного перемещения пильных дисков вдоль бревна на текущем шаге распила.
Такой способ продольной распиловки бревен за счет автоматического регулирования момента останова и последующего реверса двигателей привода механизма относительного перемещения пильных дисков вдоль бревна сразу после перемещения пильных дисков за пределы бревна после возвращения угловых пар пильных дисков в начальную точку распила в полупериод холостого хода позволяет исключить влияние опыта и квалификации оператора на выбор момента времени на подачу данной команды и сократить временной интервал (паузу) между моментом возвращения угловых пар пильных дисков в начальную точку распила в полупериод холостого хода и остановом двигателей привода механизма относительного перемещения пильных дисков вдоль бревна на каждом шаге распила, вследствие чего сократить непроизводительные затраты времени на распил бревна и дополнительно повысить производительность.
Также целесообразно скорость относительного перемещения пильных дисков вдоль бревна механизмом относительного перемещения пильных дисков вдоль бревна в процессе реза поддерживать максимальной путем постоянного контроля микропроцессорной системой управления станка значения потребляемой мощности электродвигателей привода вращения пильных дисков, определяемой по значению замеряемой в процессе реза силы тока в цепи электропривода вращения пильных дисков, и автоматического регулирования скорости относительного перемещения пильных дисков вдоль бревна таким образом, чтобы контролируемое значение мощности в цепи электропривода вращения пильных дисков в процессе реза приближалось к значению максимальной допустимой мощности электродвигателей привода вращения пильных дисков.
Такой способ продольной распиловки бревен за счет постоянного поддержания максимально возможной скорости подвижного элемента механизма относительного перемещения пильных дисков вдоль бревна в полупериод рабочего хода позволяет сократить время распила бревна и дополнительно повысить производительность.
Также целесообразно в полупериод холостого хода полного периода возвратно-поступательного относительного перемещения пильных дисков вдоль бревна подвижным элементом механизма относительного перемещения пильных дисков вдоль бревна осуществлять перемещение вырезанного в полупериод рабочего хода пиломатериала вдоль бревна по направляющим поверхностям в массиве бревна, образованным в результате реза пильными дисками бревна в полупериод рабочего хода.
Такой способ продольной распиловки бревен за счет использования холостого хода подвижного элемента механизма относительного перемещения пильных дисков вдоль бревна для снятия пиломатериалов, вырезанных в полупериод рабочего хода, и совмещения операции съема пиломатериала с полупериодом холостого хода подвижного элемента на каждом шаге сгенерированной схемы распила бревна позволяет исключить паузы или сократить интервалы времени между шагами распила, необходимые для разгрузки пиломатериала, вследствие чего сократить непроизводительные затраты при распиле бревна и повысить производительность.
Также целесообразно распил бревна в зоне оптимизации производить поочередно с помощью двух угловых пар пильных дисков, каждая из которых установлена на отдельном подвижном элементе механизма относительного перемещения пильных дисков вдоль бревна, таким образом, чтобы интервал времени от начала полупериода холостого хода одного подвижного элемента на текущем ходу распила до окончания перемещения размещенных на нем пильных дисков в плоскости, по существу перпендикулярной направлению относительного перемещения пильных дисков вдоль бревна до необходимой позиции для следующего шага сгенерированной последовательности шагов, по существу совпадал с полупериодом рабочего хода другого подвижного элемента на текущем шаге сгенерированной последовательности шагов.
Такой способ продольной распиловки бревен за счет возможности поочередного распила в зоне оптимизации бревна двумя угловыми парами пильных дисков, каждая из которых установлена на отдельном подвижном элементе механизма относительного перемещения пильных дисков вдоль бревна, и возможности использования полупериода холостого хода одного подвижного элемента для полупериода рабочего хода другого подвижного элемента позволяет существенно сократить время распила бревна, вследствие чего дополнительно повысить производительность.
Также поставленная задача решается тем, что в станке для продольной распиловки бревен, содержащем несколько пильных дисков, кинематически связанных с электроприводом, механизм относительного перемещения пильных дисков вдоль бревна с приводом продольной подачи, механизм перемещения каждого пильного диска в плоскости, по существу перпендикулярной направлению перемещения подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна, и его приводы, микропроцессорную систему управления и связанное с ней через интерфейсный блок вычислительное устройство со средством генерации оптимальной схемы распила бревна и соответствующей ей последовательности шагов перемещения каждого пильного диска по осям координат станка, датчики крайних положений подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна и датчики контроля перемещений каждого пильного диска в плоскости, по существу перпендикулярной направлению перемещения подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна, согласно изобретению механизмы перемещения каждого пильного диска в плоскости, по существу перпендикулярной направлению перемещения подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна, выполнены с возможностью установки пильных дисков в несколько угловых пар, каждая из которых содержит вертикальный и горизонтальный диски, установленные таким образом, чтобы проекции одной из крайних точек каждого диска пары на плоскость, по существу перпендикулярную плоскостям дисков, перед каждым пропилом по существу совпадали друг с другом, образуя вершину угла пары, а средство генерации выполнено с функциями автоматического генерирования необходимых команд на приводы механизмов перемещения пильных дисков в плоскости, по существу перпендикулярной направлению перемещения подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна, и привод механизма относительного перемещения пильных дисков вдоль бревна по сигналам от датчиков и элементов микропроцессорной системы управления станка в период возвратно-поступательного относительного перемещения пильных дисков вдоль бревна на каждом шаге сгенерированной последовательности шагов оптимальной схемы распила бревна.
Такое конструктивное выполнение продольно-распиловочного станка позволяет за счет группирования горизонтальных и вертикальных пильных дисков перед каждым пропилом в несколько угловых пар, каждая из которых содержит вертикальный и горизонтальный диски, и разделения зон перемещения угловых пар пильных дисков в зоне оптимизации распила бревна обеспечить возможность одновременного автоматического (без участия оператора) распила бревна несколькими угловыми парами сразу в нескольких частях массива бревна, вследствие чего сократить время распила бревна и повысить производительность станка.
Целесообразно подвижный элемент механизма относительного перемещения пильных дисков вдоль бревна выполнять в виде подвижного портала, установленного с возможностью возвратно-поступательного перемещения с помощью привода продольной подачи относительно неподвижного основания, на котором закреплено бревно и выполнены направляющие для перемещения подвижного портала, при этом на подвижном портале установлены, по меньшей мере, две угловые пары пильных дисков, а микропроцессорная система управления снабжена датчиком текущего положения портала относительно неподвижного основания, установленным на валу двигателя привода продольной подачи.
Такое конструктивное выполнение продольно-распиловочного станка позволяет за счет постоянства массы подвижного элемента механизма относительного перемещения пильных дисков вдоль бревна независимо от длины и диаметра бревна обеспечить возможность выбора оптимальных скоростных режимов движения подвижного элемента на рабочем и холостом ходах, вследствие чего сократить время на распил бревна, а благодаря снабжению микропроцессорной системы управления датчиком текущего положения портала обеспечить возможность регулирования величины холостого хода указанного подвижного элемента в зависимости от длины бревна, вследствие чего сократить холостой ход подвижного элемента. Указанные обстоятельства делают возможным дополнительное повышение производительности станка.
Также целесообразно механизм относительного перемещения пильных дисков вдоль бревна выполнять с двумя подвижными элементами, каждый из которых выполнен в виде подвижного портала, установленного с возможностью возвратно-поступательного перемещения с помощью собственного привода продольной подачи относительно неподвижного основания, на котором закреплять бревно и выполнять направляющие для перемещения подвижных порталов, при этом на каждом подвижном портале устанавливать по меньшей мере две угловые пары пильных дисков, а микропроцессорную систему управления снабжать датчиками текущего положения каждого портала относительно неподвижного основания, установленными на валу двигателя каждого привода продольной подачи.
Такое конструктивное выполнение продольно-распиловочного станка позволяет за счет возможности использования полупериода холостого хода одного подвижного элемента для полупериода рабочего хода другого подвижного элемента существенно сократить время распила бревна, вследствие чего дополнительно повысить производительность станка.
Ниже изобретение поясняется на предпочтительных примерах его выполнения, не имеющих ограничительного характера, которые проиллюстрированы сопровождающими чертежами, на которых изображены:
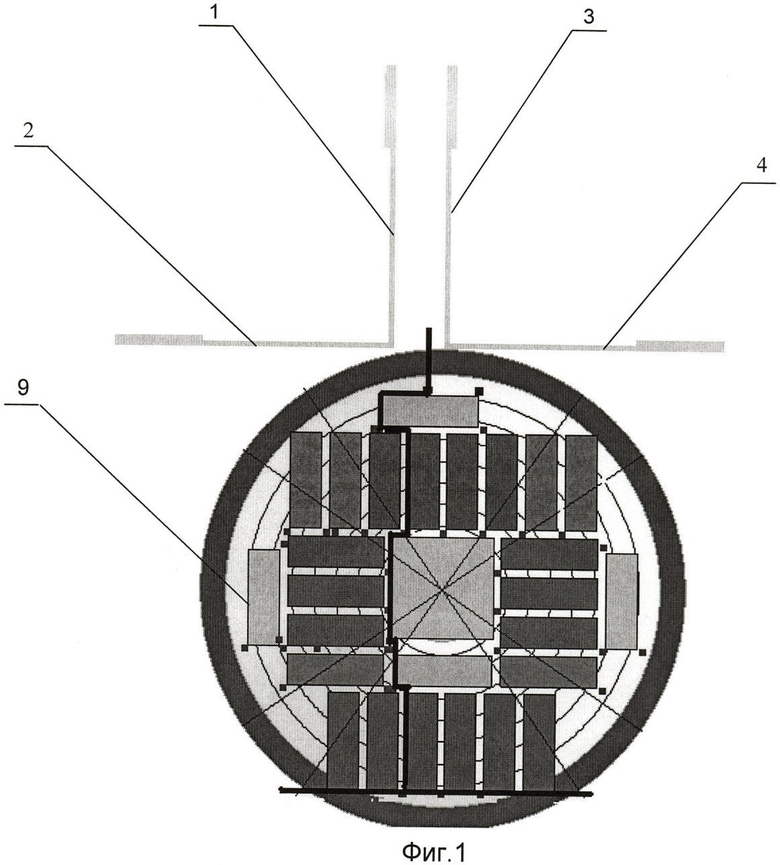
Фиг.1 - одна из возможных схем реализации заявленного способа продольной распиловки бревен;
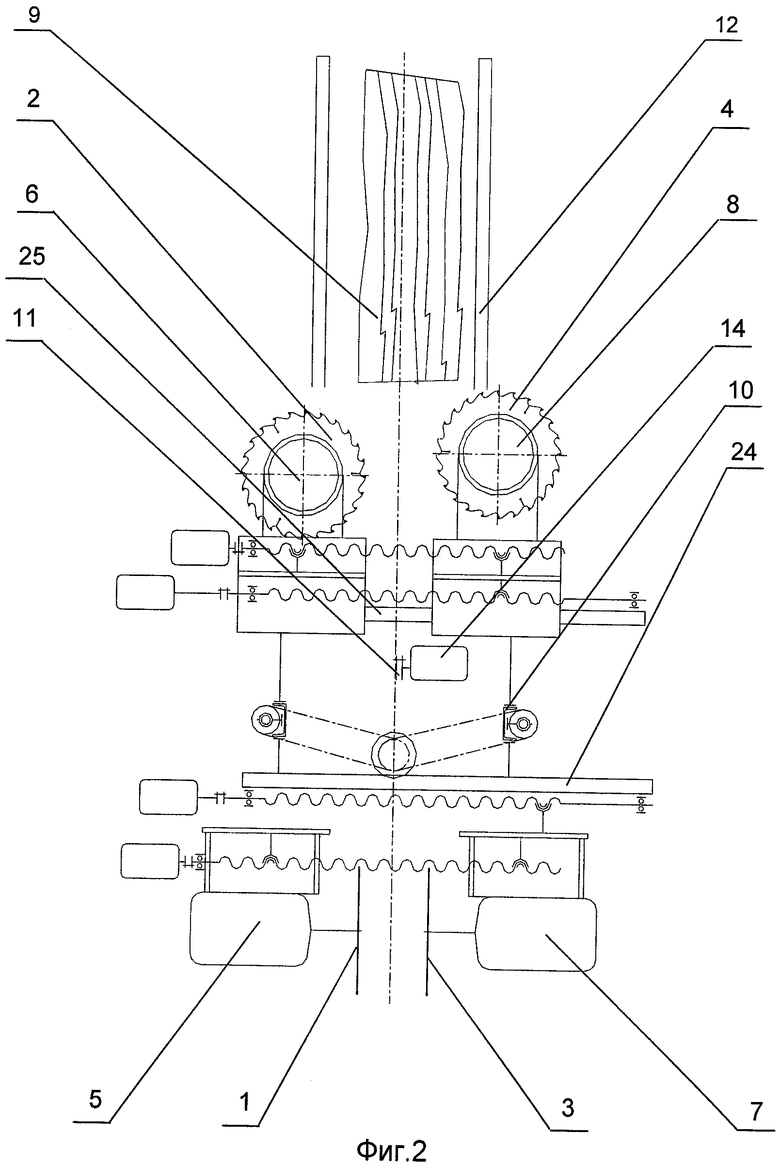
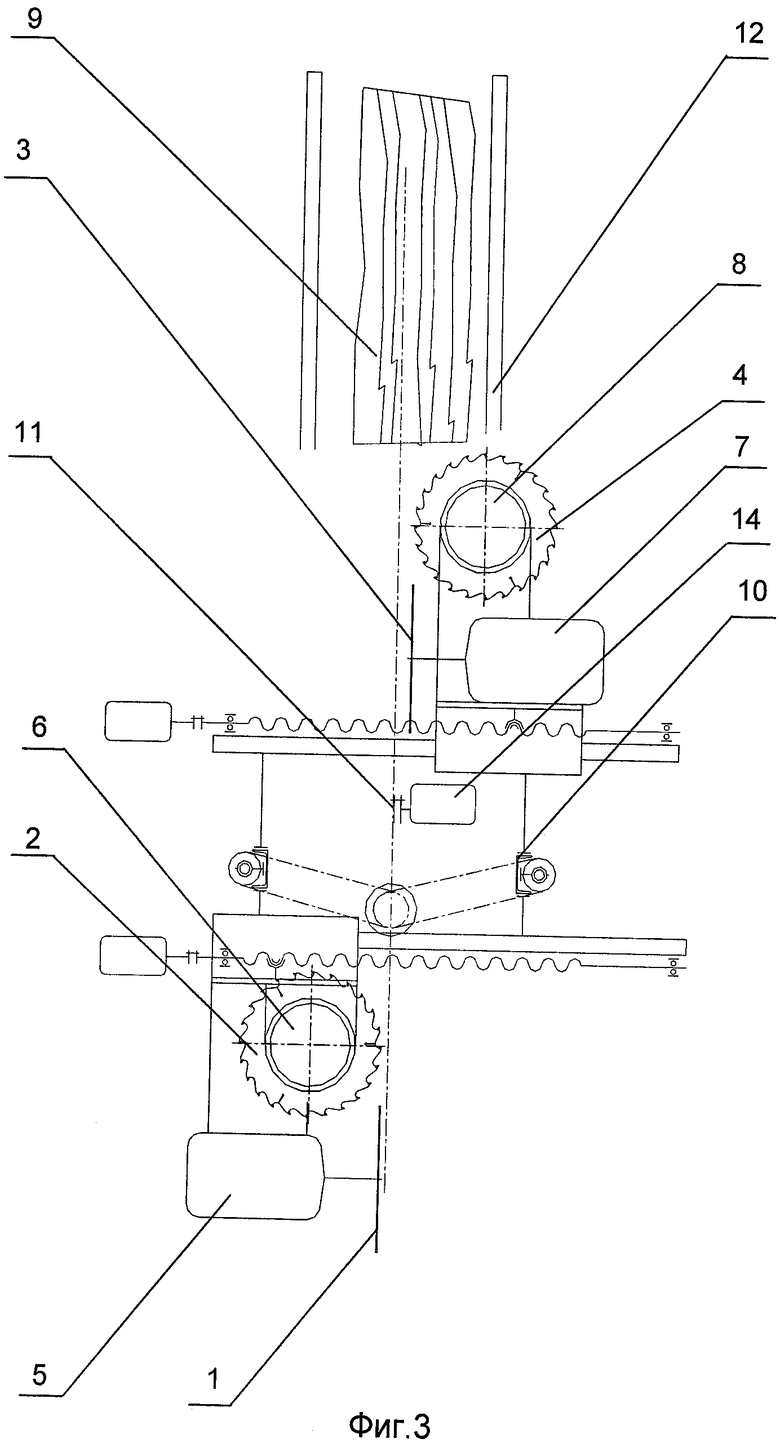
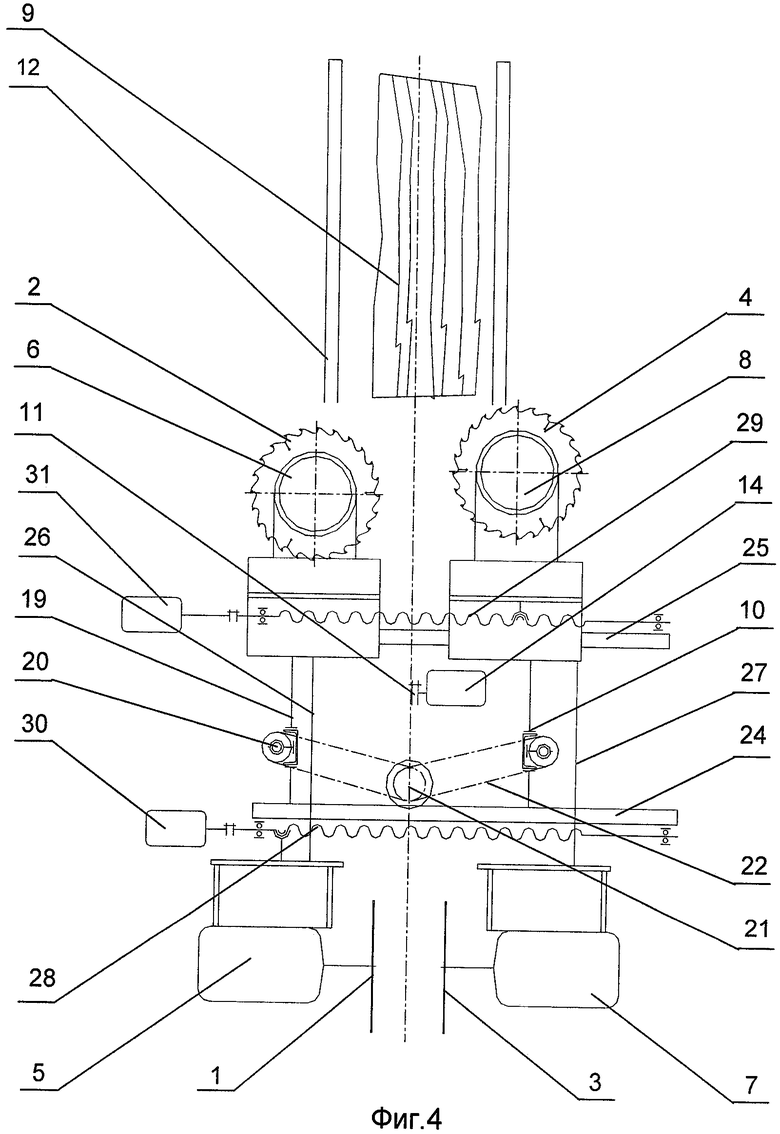
Фиг.2-4 - кинематические схемы вариантов реализации заявленного устройства;
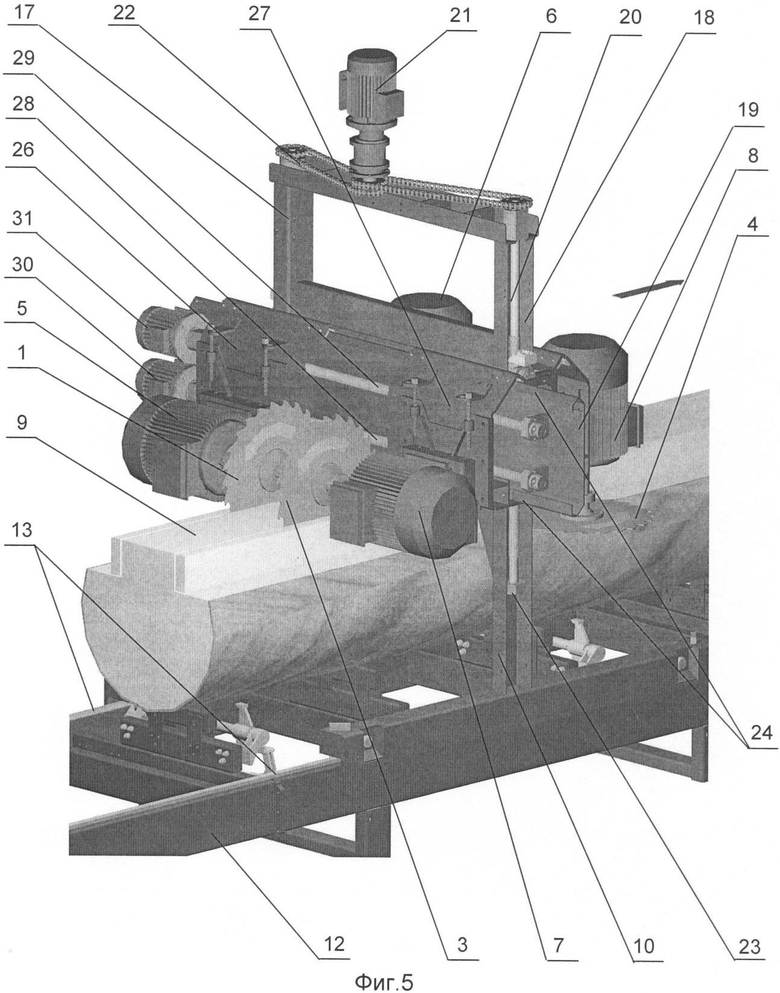
Фиг.5 - изометрическое изображение одного из вариантов конструкции станка без капотажа и отдельных конструктивных элементов станка;
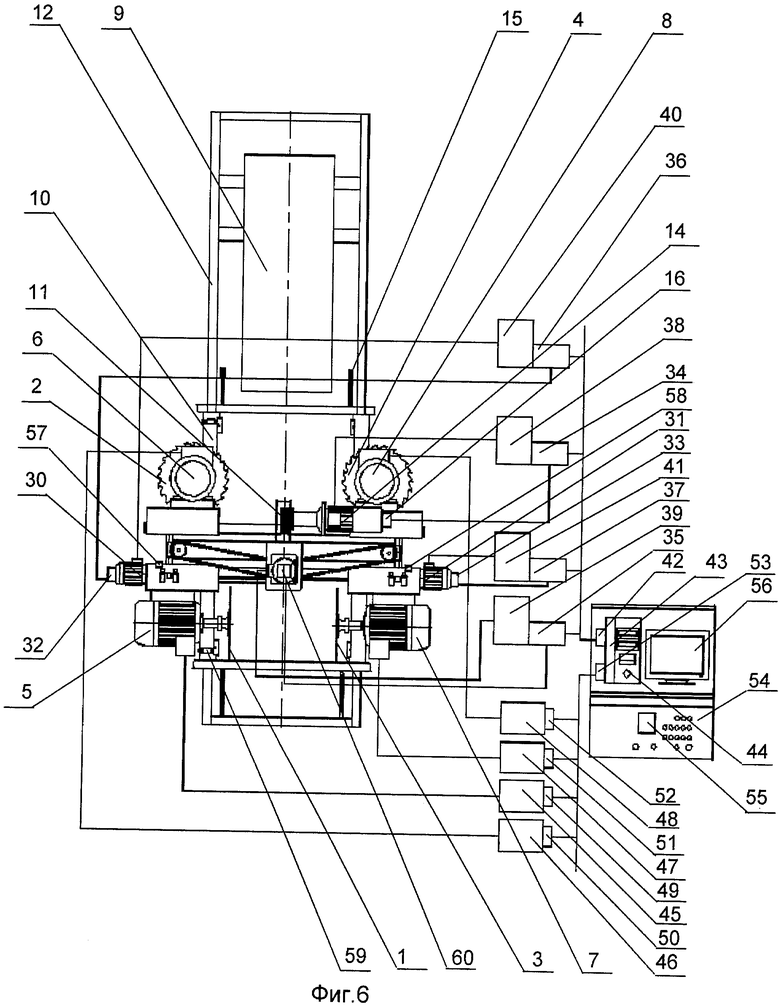
Фиг.6 - упрощенная схема микропроцессорной системы управления станка;
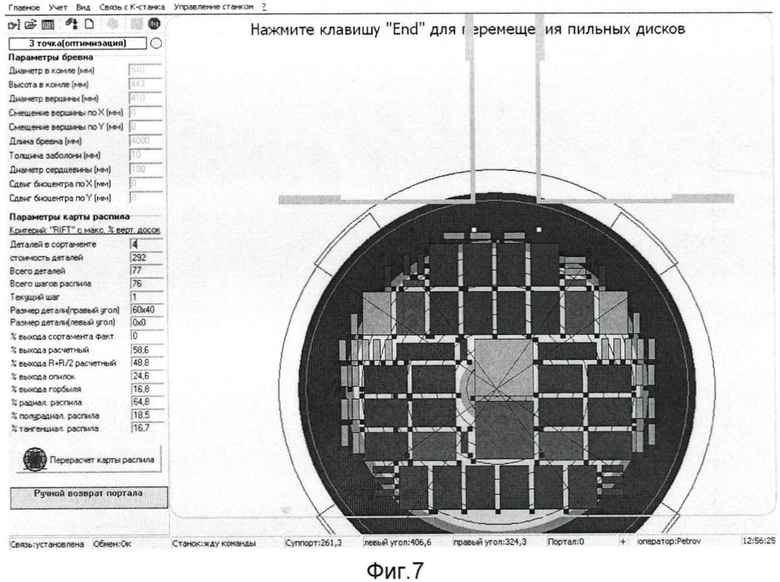
Фиг.7 - интерфейс средства генерации оптимальной схемы распила бревна.
Далее со ссылкой на сопровождающие чертежи описываются неограниченные варианты реализации способа продольной распиловки бревен и станка для его осуществления по настоящему изобретению.
Предпочтительный вариант реализации конструкции продольно-распиловочного станка для осуществления заявляемого способа распиловки бревен выполнен с четырьмя пильными дисками 1, 2, 3, 4 (Фиг.1-7), сгруппированными в две угловые пары, каждая из которых содержит вертикальный 1 и 3 соответственно и горизонтальный 2 и 4 соответственно диски. Пильные диски 1, 2 и 3, 4 в парах установлены таким образом, чтобы проекции одной из крайних точек каждого диска пары на плоскость, по существу перпендикулярную плоскостям дисков, перед каждым пропилом по существу совпадали друг с другом, образуя вершину угла пары.
Каждый из пильных дисков 1, 2, 3, 4 установлен на валу своего электродвигателя 5, 6, 7, 8 (Фиг.2-6) соответственно.
Механизм относительного перемещения пильных дисков 1, 2, 3, 4 вдоль бревна 9 выполнен в виде подвижного портала 10, установленного с возможностью возвратно-поступательного перемещения с помощью привода продольной подачи 11 (Фиг.2-6) относительно неподвижного основания 12 (Фиг.2-6), на котором закреплено бревно 9 и выполнены направляющие 13 (Фиг.5) для перемещения подвижного портала 10.
В нижней части портала 10 смонтированы четыре блока шарикоподшипников для обеспечения контакта портала 10 с направляющими неподвижного основания 12.
Привод продольной подачи содержит установленный в верхней части каркаса подвижного портала 10 мотор-редуктор 14 (Фиг.2-6), кинематически связанный с валом привода при помощи двух втулочно-роликовых цепей 15 (Фиг.6), натянутых по всей длине неподвижного основания 12. В торцевой части мотор-редуктора установлен датчик 16 угловых перемещений, считывающий величину угла поворота выходного вала мотор-редуктора 14.
Механизм перемещения каждого пильного диска в плоскости, по существу перпендикулярной направлению перемещения подвижных элементов механизма относительного перемещения пильных дисков 1, 2, 3, 4 вдоль бревна 9, установлен на портале 10 и реализован в конструкции, описанной ниже в трех следующих абзацах.
Подвижный портал 10 выполнен в виде каркасной конструкции, сваренной из гнутых профилей, с двумя вертикальными направляющими 17 и 18 (Фиг.5), на которые установлен с возможностью возвратно-поступательного движения в вертикальной плоскости носитель 19 суппортов. Привод вертикальной подачи носителя 19 суппортов содержит два вертикальных ходовых винта 20, установленных в подшипниковых опорах на портале 10 с возможностью вращения от мотор-редуктора 21, кинематически связанного через втулочно-роликовые цепи 22 вертикальными ходовыми винтами 20. В нижней части одного из вертикальных ходовых винтов 20 установлен датчик угловых перемещений 23.
Носитель 19 суппортов выполнен с поперечными горизонтальными направляющими 24, 25 (Фиг.4, 5, 6), на которых с возможностью возвратно-поступательного движения установлены суппорты 26, 27 соответственно угловых пар пильных дисков 1, 2 и 3, 4. На кронштейнах носителя 19 суппортов смонтированы горизонтальные ходовые винты 28, 29, кинематически связанные с электродвигателями 30, 31 привода суппортов угловых пар пильных дисков 1, 2 и 3, 4 соответственно. Внутри корпусов электродвигателей 30, 31 привода суппортов установлены датчики угловых перемещений 32, 33 (Фиг.6).
На каждом суппорте 26 и 27 (Фиг.4,5) установлены с возможностью регулировки их взаимного положения электродвигатели горизонтального и вертикального пильных дисков одной угловой пары. На суппорте 26 - электродвигатели 5 и 6, а на суппорте 27-электродвигатели 7 и 8. Также на каждом суппорте 26 и 27 закреплено по одной гайке, контактирующей своей резьбовой поверхностью с резьбовой поверхностью своего горизонтального ходового винта 28 и 29 соответственно.
Микропроцессорная система управления станка содержит четыре программируемых логических контроллера 34, 35, 36, 37 (фиг.6), в качестве которых могут быть использованы платы фирмы OMRON 3G3RVP10ST8DRTE, установленные на корпусах соответствующих преобразователей частоты 38, 39, 40, 41, в качестве которых могут быть использованы, например, инверторы фирмы OMRON CIMRF7Z41P51B, установленных соответственно в цепи питания электродвигателя мотор-редуктора 14 привода продольной подачи, в цепи питания электродигателя мотор-редуктора 21 привода вертикальной подачи, а также в цепях питания электродвигателей 30, 31 привода суппортов угловых пар пильных дисков 1, 2 и 3, 4 соответственно. Цифровой вход каждого логического контролера электрически связан со своим датчиком угловых перемещений, установленным на соответствующем выходном валу привода, а интерфейсный вход каждого логического контроллера соединен через интерфейсный блок с гальванической развязкой, например, по стандарту RS-485, обеспечивающий связь по симметричным согласованным линиям (витым парам проводов) с первым портом 42 интерфейсной платы 43, например платы MOXA CI 132, установленной на персональном компьютере 44, используемом в качестве вычислительного устройства.
В сеть питания каждого электродвигателя 5, 6, 7, 8 пильных дисков установлено свое устройство плавного пуска 45, 46, 47, 48 соответственно, в качестве которого может быть использовано устройство CSXi-030-V4-C1, для обеспечения плавного включения-выключения двигателя и считывания значения тока нагрузки с электродвигателя. На каждом устройстве плавного пуска установлен интерфейсный модуль 49, 50, 51, 52, например Modbus PIM-MB-01, через который каждое устройство плавного пуска 45, 46, 47, 48 через интерфейс типа RS-485 соединено со вторым портом 53 интерфейсной платы 43, установленной на персональном компьютере 44.
На станке также смонтирована кабельная сеть для связи приводов механизмов и элементов микропроцессорной системы управления с источником питания и между собой.
Пульт оператора 54 снабжен клавиатурой 55 управления станком, контрольными лампами и переключателями.
В качестве вычислительного устройства может быть использован персональный компьютер 44 с монитором 56, клавиатурой и системным блоком, на который инсталлируется средство генерации оптимальной схемы распила бревна и соответствующей ей последовательности шагов угловых пар пильных дисков 1, 2 и 3, 4 в зоне оптимизации распила, выполненное в виде специально разработанного программного средства, основными функциями которого являются:
- генерация по команде оператора с пульта 54 управления или клавиатуры компьютера 44 или нажатием кнопкой мыши в диалоговом окне на экране монитора 56 вычислительного устройства оптимальной схемы распила с определением необходимого количества шагов для распила бревна 9 и последующим оптимальным распределением всей необходимой последовательности шагов перемещений пильных дисков 1, 2, 3, 4 по осям координат станка в зоне оптимизации распила между несколькими используемыми в распиле бревна угловыми парами пильных дисков 1, 2 и 3, 4 с использованием эвристических алгоритмов и математических методов оптимизации и учетом задаваемых параметров зоны оптимизации распила для каждого бревна 9, требуемой номенклатуры пиломатериалов и выбранного критерия оптимальности;
- визуализация на экране монитора 56 персонального компьютера 44 в масштабе сгенерированной оптимальной схемы распила бревна 9 (Фиг.7) с обозначением расчетной последовательности шагов распила каждой угловой пары в зоне оптимизации и отображением положения угловых пар пильных дисков 1, 2 и 3, 4 на каждом шаге распила в процессе распила бревна;
- автоматическое формирование команд на исполнительные механизмы приводов станка в соответствии с генерированной оптимальной схемой распила бревна, в том числе: на начало перемещения угловых пар пильных дисков 1, 2 и 3, 4 в расчетное местоположение перед текущим шагом распила сгенерированной схемы распила бревна 9; на начало перемещения вдоль бревна 9 пар пильных дисков 1, 2 и 3, 4 при распиле бревна 9 на каждом текущем шаге распила; на останов и реверс двигателя мотор-редуктора 14 привода продольной подачи после перемещения пильных дисков 1, 2 и 3, 4 за пределы бревна 9 после завершения распила бревна 9 на текущем шаге распила; на останов и реверс двигателя мотор-редуктора 14 привода продольной подачи после перемещения пильных дисков 1, 2 и 3, 4 за пределы бревна 9 после возвращения угловых пар пильных дисков 1, 2 и 3, 4 на холостом ходу в начальную точку распила на текущем шаге распила, а также на ускорение или замедление скорости вращения двигателя мотор-редуктора 14 привода продольной подачи (скорости движения подвижного портала 10) в зависимости от значений токов нагрузки в сетях питания электродвигателей 5, 6, 7, 8 пильных дисков 1, 2, 3 4;
- вывод в диалоговое окно главного меню со следующими разделами: «Главное» с открывающимися в нем окнами: параметры схемы распила, сортамент, справочники, восстановление последней схемы распила, параметры установки бревна, параметры пильных дисков, токи двигателей пильных дисков, настройки, выход; «Учет» с открывающимися в нем протоколом работы программы; «Вид» с открывающимися в нем переключателями отображения на схеме распила: годовых колец, зон радиальности, распиленных до текущего шага распила пиломатериалов, статистики о деталях в текущей схеме распила, подсказки о цветах используемых при визуализации схемы распила; «Связь с к-станка» с открывающимися в нем изображениями: кнопки «старт» для установления связи с исполнительными устройствами станка, кнопки «стоп» для отключения связи с исполнительными устройствами станка, кнопки «автоматический возврат портала»; «Управление станком» с открывающимися в нем окнами: «вращение пильных дисков», «перемещение портала», «перемещение левой пары дисков», «перемещение правой пары дисков»;
- вывод на информационную панель диалогового окна параметров бревна, включая: диаметр в комле, высота в комле, диаметр вершины, смещение вершины по оси X, смещение вершины по оси Y, длина бревна, толщина заболони, диаметр сердцевины, сдвиг биоцентра по оси X, сдвиг биоцентра по оси Y;
- вывод на информационную панель диалогового окна параметров оптимальной схемы распила с обозначением используемого критерия распила, количества заданных для распила деталей сортамента, суммарной стоимости распиленных из данного бревна по выбранному критерию пиломатериалов, всего выпиленных деталей, всего выполненных шагов распила, текущий шаг распила, размеры детали текущего шага распила каждой пары пильных дисков, процент выхода сортамента фактически, процент выхода расчетный, расчетный процент суммарного выхода радиальной и полурадиальной доски, процент выхода опилок, процент выхода горбыля, процент выхода радиальной доски, процент выхода полурадиальной доски, процент выхода тангенциальной доски;
- вывод на информационную панель диалогового окна кнопки перерасчета оптимальной схемы распила;
- возможность вмешательства оператора в процесс распила бревна (остановки автоматического режима распила и переход на ручной режим распила) на текущем шаге распила для учета реальных особенностей распиливаемого бревна с последующим возвратом в автоматический режим распила.
Работа на станке осуществляется следующим образом. Оператор включает компьютер 44 и поворотом ключа «ПУСК СТАНКА» на пульте 54 управления подает питание на станок, после чего на пульте управления 54 загорается сигнальная лампа «ПИТАНИЕ ВКЛЮЧЕНО».
После чего, «кликнув» по иконке программы на рабочем столе монитора 56 компьютера 44, оператор открывает главное окно программы генерации оптимальной схемы распила и раздел «связь с к-станка» в главном меню.
Если перед подачей команды не был задан сортамент, то автоматически откроется диалоговое окно «Сортамент», в котором оператор отмечает нужные детали и закрывает окно нажатием кнопки «ОК». После чего откроется диалог «Установить связь» и оператор устанавливает флажок напротив выбранного критерия оптимизации распила: максимальная стоимость выхода без учета радиальной доски, максимальная стоимость с учетом радиальной, радиальный раскрой, радиальный раскрой с максимальным процентом радиальных досок.
После нажатием кнопки «старт» устанавливает связь персонального компьютера 44 с исполнительными устройствами станка.
При этом программа генерации проверяет наличие связи с устройствами и комплектность исполнительных устройств, производит инициализацию устройств и проверяет готовность устройств к работе.
Если после установления связи портал 10 находится не в начальном положении, в рабочей области главного окна программы появляется сообщение «Нажмите клавишу Home для возврата портала», после нажатия на которую оператор перемещает портал 10 в начальное положение. По этой команде все суппорты одновременно перемещаются к своим концевым датчикам 57 и 58 начального положения, определяющим 0 осей суппортов. Также эту операцию нужно производить если пильные диски 1, 2, 3, 4 были сдвинуты вручную (например, при ремонтных работах).
Для завершения сеанса связи с исполнительными устройствами станка оператор подает команду «Связь с К-станка»>«Стоп».
После установления связи в главном окне программы в рабочей зоне появляется изображение текущего положения пильных дисков 1, 2, 3, 4. Программа переходит в режим ожидания команд, подаваемых оператором.
Затем производят загрузку бревна 9, его закрепление на неподвижном основании 12 и ввод параметров бревна, путем вызова окна для ввода параметров бревна 9 и задания его параметров (диаметр в комле, диаметр вершины, длина бревна, толщина заболони, диаметр сердцевины, сдвиг биоцентра по X, сдвиг биоцентра по Y).
После чего оператор, пользуясь необходимыми окнами в программе, запускает генерацию оптимальной схемы распила бревна 9, после расчета которой на экран монитора 56 выводится в масштабе изображение сгенерированной оптимальной схемы распила бревна 9 с обозначением расчетной последовательности шагов распила каждой угловой пары в зоне оптимизации и отображением положения угловых пар пильных дисков 1, 2 и 3, 4 на каждом шаге распила в процессе распила бревна 9.
После этого, если сгенерированная схема распила чем-то не устраивает, можно повторить расчет с помощью кнопки «Перерасчет карты распила». При этом с помощью окна «Сортамент» можно изменить заданный сортамент, с помощью окна «Параметры карты распила» задать новый критерий и другие параметры оптимизации. Если полученная схема распила устраивает, можно приступать к распилу.
Оператор нажатием кнопки «ДИСКИ ВКЛ.» в диалоговом окне программы управления подает команду на поочередный разгон пильных дисков 1, 2, 3, 4, после разгона которых до необходимых скоростей вращения на пульте управления загорается индикаторная лампа «ДИСКИ РАЗОГНАНЫ».
Затем оператор, нажатием соответствующей кнопки меню программы, подтверждает автоматический режим возврата подвижного портала 10 в начальное положение, при котором после выполнения текущего шага распила подвижный портал 10 автоматически перемещается в начальное положение. После получения сигнала от конечного датчика 59 начального положения подвижного портала 10, приходящего на цифровой вход логически программируемого контроллера 34, портал 10 останавливается в начальном положении, а средство генерации автоматически формирует команды для логически программируемых контроллеров 35, 36 и 37 на задание двигателю мотор-редуктора 21 и электродвигателям 30 и 31 необходимых значений числа оборотов, считываемых соответственно датчиками 60, 32 и 33 угловых перемещений, для перемещения каждой угловой пары пильных дисков 1, 2 и 3, 4 в положение, соответствующее следующему очередному шагу сгенерированной для нее последовательности шагов перемещения пильных дисков 1, 2 и 3, 4.
После нажатия оператором кнопки «Распил» подвижный портал 10 начинает движение в сторону бревна 9, и пильные диски 1, 2, 3, 4, врезаясь в массив бревна 9, начинают его распил.
Подвижный портал 10 перемещается на заданное расстояние в зависимости от введенного значения длины распиливаемого бревна 9 через заданное логически программируемым контролером 34 число оборотов выходного вала мотор-редуктора 14 привода продольной подачи, считываемое датчиком 16 угловых перемещений, установленным в корпусе мотор-редуктора 14 по оси выходного вала мотор-редуктора 14 и электрически связанным с цифровым входом программируемого контроллера 34.
В процессе распила бревна 9 происходит автоматическое регулирование скорости подвижного портала 10 в зависимости от нагрузки на электродвигателях 5, 6, 7, 8 пильных дисков 1, 2, 3, 4, считываемой устройствами плавного пуска 45, 46, 47, 48 и передаваемой через интерфейсные модули 49, 50, 51, 52 соответственно и порт 53 интерфейсной платы 43, установленной на компьютере 44. Полученное значение тока обрабатывается в персональном компьютере 44 по заданному алгоритму. При превышении показаний тока какого-либо из 4-х электродвигателей пильных дисков 1, 2, 3, 4 допустимого значения скорость подачи портала 10 автоматически уменьшается. Если токи электродвигателей пильных дисков 1, 2, 3, 4 ниже установленного рабочего диапазона, скорость подвижного портала 10 увеличивается до значения нижней границы заданного диапазона. Таким образом, обеспечивается постоянное поддержание максимально возможной скорости рабочего хода подвижного портала 10 для всего ряда возможных мощностей электродвигателей 5, 6, 7, 8 пильных дисков 1, 2, 3, 4.
После перемещения подвижного портала 10 на заданное длиной бревна 9 расстояние в конец распиливаемого бревна 9 пильные диски 1, 2, 3, 4 выходят за торец бревна 9, после чего подвижный портал 10 останавливается и начинает движение в противоположном направлении. Отсутствие нагрузки на электродвигателях 5, 6, 7, 8 пильных дисков 1, 2, 3, 4 на холостом ходу позволяет осуществлять перемещение подвижного портала 10 в начальное положение на максимально возможной скорости. При этом подвижный портал 10 на холостом ходу шарнирными упорами, установленными на портале 10, упирается в торцы пиломатериалов, вырезанных в полупериод рабочего хода, и перемещает их по направляющим поверхностям бревна 9 до сброса на конвейер.
По достижении подвижным порталом 10 начального положения срабатывает конечный датчик 59 начального положения, и цикл работы повторяется. При этом каждая пара пильных дисков 1, 2 и 3, 4 автоматически перемещается в следующее положение, соответствующее очередному шагу перемещения пар пильных дисков 1, 2 и 3, 4 сгенерированной последовательности шагов оптимальной схемы распила бревна 9, и цикл распила повторяется на следующем шаге до тех пор, пока не завершится распил всего бревна 9.
При этом в процессе распила бревна 9 на экране монитора 56 персонального компьютера 44 непрерывно отображаются все перемещения пильных дисков 1, 2, 3, 4 и форма зоны оптимизации, оставшейся после распила на предыдущем шаге, а на жестком диске персонального компьютера 44 фиксируется информация о количестве и геометрических параметрах распиленных бревен, полученном пиломатериале, о количестве опилок и горбыля, о времени простоя станка и диагностике системы управления станка.
Опытная эксплуатация заявляемого способа распиловки бревен и станка для его осуществления показала увеличение производительности в 2,2 раза для заданного ассортимента получаемого пиломатериала и при использовании критерия максимальной стоимости с максимизацией выхода пиломатериалов радиального распила.
Подводя итог вышеизложенному описанию изобретения, следует заметить, что для специалиста в данной области техники, в общем, очевидны различные модификации и усовершенствования изобретения, не выходящие из его объема, который определяется исключительно формулой изобретения.
Изобретение может найти применение на предприятиях лесопромышленного комплекса, занимающихся распиловкой круглого леса, а также производством пиломатериалов экспортного качества, погонажных изделий, клееного бруса, паркета, окон и мебели.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОДОЛЬНО-РАСПИЛОВОЧНЫЙ СТАНОК ДЛЯ РАСПИЛОВКИ БРЕВЕН | 2014 |
|
RU2566994C2 |
| СПОСОБ РАСПИЛОВКИ БРЕВЕН НА ПРОДОЛЬНО-РАСПИЛОВОЧНОМ СТАНКЕ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2217299C1 |
| Станок для продольной распиловки бревен | 2019 |
|
RU2714118C1 |
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| ПРОДОЛЬНО-РАСПИЛОВОЧНЫЙ СТАНОК | 2008 |
|
RU2374068C1 |
| СПОСОБ ПРОДОЛЬНОГО РАСКРОЯ БРЕВНА ПО СПИРАЛИ АРХИМЕДА И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2664312C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННЫХ ПАНЕЛЕЙ СО СКЛЕЕННЫМИ БОКОВЫМИ ПОВЕРХНОСТЯМИ И ЛАМИНИРОВАННЫЕ ПАНЕЛИ СО СКЛЕЕННЫМИ БОКОВЫМИ ПОВЕРХНОСТЯМИ, ИЗГОТОВЛЕННЫЕ УПОМЯНУТЫМ СПОСОБОМ | 2007 |
|
RU2436668C2 |
| КРУГЛОПИЛЬНЫЙ СТАНОК С ПОВОРОТНЫМ ПИЛЬНЫМ ДИСКОМ | 2012 |
|
RU2526558C2 |
| СПОСОБ РАСПИЛОВКИ БРЕВЕН | 1997 |
|
RU2182862C2 |
| ГОРИЗОНТАЛЬНЫЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2006 |
|
RU2329888C1 |
Перед распилом бревна группируют пильные диски в несколько угловых пар. Затем генерируют схему оптимального распила и определяют необходимое количество шагов для распила бревна. Распределяют с помощью средства генерации вычислительного устройства всю необходимую последовательность шагов перемещений пильных дисков в зоне оптимизации между несколькими угловыми парами пильных дисков. Осуществляют одновременную пошаговую вырезку массива бревна в соответствии с распределенной между угловыми парами последовательностью шагов перемещения каждого пильного диска перед каждым пропилом и командами. Станок содержит несколько пильных дисков с электроприводом, механизм относительного перемещения пильных дисков вдоль бревна с приводом продольной подачи, механизм перемещения каждого пильного диска в плоскости, перпендикулярной направлению перемещения подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна. Повышение производительности обеспечивается за счет возможности одновременного распила бревна несколькими угловыми парами пильных дисков по сгенерированной оптимальной схеме распила и сокращения непроизводительных затрат времени при распиле бревна. 2 н. и 10 з.п. ф-лы, 7 ил.
1. Способ распиловки бревен на продольно-распиловочном станке с электроприводом вращения пильных дисков, микропроцессорной системой управления и связанным с ней вычислительным устройством со средством генерации оптимальной схемы распила бревна, включающий предварительное введение в вычислительное устройство критерия оптимизации распила и номенклатуры требуемых пиломатериалов, задание зоны оптимизации распила и привязку заданной зоны оптимизации распила к системе координат станка, введение геометрических параметров зоны оптимизации распила в вычислительное устройство и генерацию с помощью вычислительного устройства схемы оптимального распила в заданной зоне оптимизации и соответствующей ей последовательности шагов перемещений каждого пильного диска в плоскости, по существу перпендикулярной направлению относительного перемещения пильных дисков вдоль бревна, и последующий пошаговый распил бревна несколькими пильными дисками за период возвратно-поступательного относительного перемещения пильных дисков вдоль бревна с помощью механизма относительного перемещения пильных дисков вдоль бревна, отличающийся тем, что перед распилом бревна пильные диски группируют в несколько угловых пар, а затем после генерации схемы оптимального распила и определения необходимого количества шагов для распила бревна с помощью средства генерации вычислительного устройства производят распределение всей необходимой последовательности шагов перемещений пильных дисков в зоне оптимизации между несколькими используемыми в распиле бревна угловыми парами пильных дисков, после чего производят по существу одновременно пошаговую вырезку массива бревна с помощью используемых в распиле бревна угловых пар пильных дисков в соответствии с распределенной между угловыми парами последовательностью шагов перемещения каждого пильного диска перед каждым пропилом и командами, автоматически генерируемыми средством генерации вычислительного устройства для приводов механизмов перемещения пильных дисков в плоскости, по существу перпендикулярной направлению относительного перемещения пильных дисков вдоль бревна, и для привода механизма относительного перемещения пильных дисков вдоль бревна после получения соответствующих сигналов от микропроцессорной системы управления станка в течение всего периода возвратно-поступательного относительного перемещения пильных дисков вдоль бревна на каждом шаге распила.
2. Способ распиловки бревен на продольно-распиловочном станке по п.1, отличающийся тем, что распределение всей необходимой последовательности шагов перемещений пильных дисков в зоне оптимизации между несколькими используемыми в распиле бревна угловыми парами пильных дисков производят с помощью средства генерации вычислительного устройства таким образом, чтобы время, необходимое для перемещения используемых в распиле бревна угловых пар пильных дисков в расчетные координаты оптимальной схемы распила, и разница между суммарными временами распила каждой угловой парой пильных дисков своих шагов распила были минимальными.
3. Способ распиловки бревен на продольно-распиловочном станке по п.1, отличающийся тем, что команда на начало перемещения пильных дисков в плоскости, по существу перпендикулярной направлению относительного перемещения пильных дисков вдоль бревна, на очередную позицию сгенерированной схемы распила автоматически формируется средством генерации вычислительного устройства после перемещения пильных дисков механизмом относительного перемещения пильных дисков вдоль бревна за торец бревна в полупериод холостого хода полного периода возвратно-поступательного относительного перемещения пильных дисков вдоль бревна.
4. Способ распиловки бревен на продольно-распиловочном станке по п.1, отличающийся тем, что команда на начало перемещения вдоль бревна угловых пар пильных дисков при распиле бревна на каждом текущем шаге распила сгенерированной схемы распила автоматически формируется средством генерации вычислительного устройства сразу после завершения перемещения всех пильных дисков в плоскости, по существу перпендикулярной направлению относительного перемещения пильных дисков вдоль бревна, от положения предыдущего шага до положения текущего шага сгенерированной схемы распила.
5. Способ распиловки бревен на продольно-распиловочном станке по п.1, отличающийся тем, что команда на останов и реверс двигателей привода механизма относительного перемещения пильных дисков вдоль бревна автоматически формируется средством генерации вычислительного устройства сразу после перемещения пильных дисков за пределы бревна после завершения распила бревна в полупериод рабочего хода полного периода возвратно-поступательного относительного перемещения пильных дисков вдоль бревна на текущем шаге распила.
6. Способ распиловки бревен на продольно-распиловочном станке по п.1, отличающийся тем, что команда на останов и реверс двигателей привода механизма относительного перемещения пильных дисков вдоль бревна автоматически формируется средством генерации вычислительного устройства сразу после перемещения пильных дисков за пределы бревна после возвращения угловых пар пильных дисков в начальную точку распила в полупериод холостого хода полного периода возвратно-поступательного относительного перемещения пильных дисков вдоль бревна на текущем шаге распила.
7. Способ распиловки бревен на продольно-распиловочном станке по п.1, отличающийся тем, что скорость относительного перемещения пильных дисков вдоль бревна механизмом относительного перемещения пильных дисков вдоль бревна в процессе реза поддерживают максимальной путем постоянного контроля микропроцессорной системой управления станка значения потребляемой мощности электродвигателей привода вращения пильных дисков, определяемой по значению замеряемой в процессе реза силы тока в цепи электропривода вращения пильных дисков, и автоматического регулирования скорости относительного перемещения пильных дисков вдоль бревна таким образом, чтобы контролируемое значение мощности в цепи электропривода вращения пильных дисков в процессе реза приближалось к значению максимальной допустимой мощности электродвигателей привода вращения пильных дисков.
8. Способ распиловки бревен на продольно-распиловочном станке по п.1, отличающийся тем, что в полупериод холостого хода полного периода возвратно-поступательного относительного перемещения пильных дисков вдоль бревна подвижным элементом механизма относительного перемещения пильных дисков вдоль бревна осуществляют перемещение вырезанного в полупериод рабочего хода пиломатериала вдоль бревна по направляющим поверхностям в массиве бревна, образованным в результате реза пильными дисками бревна в полупериод рабочего хода.
9. Способ распиловки бревен на продольно-распиловочном станке по пп.1-8, отличающийся тем, что распил бревна в зоне оптимизации производят поочередно с помощью двух угловых пар пильных дисков, каждая из которых установлена на отдельном подвижном элементе механизма относительного перемещения пильных дисков вдоль бревна, таким образом, чтобы интервал времени от начала полупериода холостого хода одного подвижного элемента на текущем ходу распила до окончания перемещения размещенных на нем пильных дисков в плоскости, по существу перпендикулярной направлению относительного перемещения пильных дисков вдоль бревна, до необходимой позиции для следующего шага сгенерированной последовательности шагов, по существу совпадал с полупериодом рабочего хода другого подвижного элемента на текущем шаге сгенерированной последовательности шагов.
10. Продольно-распиловочный станок для осуществления способа распиловки бревен, содержащий несколько пильных дисков, кинематически связанных с электроприводом, механизм относительного перемещения пильных дисков вдоль бревна с приводом продольной подачи, механизм перемещения каждого пильного диска в плоскости, по существу, перпендикулярной направлению перемещения подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна, и его приводы, микропроцессорную систему управления и связанное с ней через интерфейсный блок вычислительное устройство со средством генерации оптимальной схемы распила бревна и соответствующей ей последовательности шагов перемещения каждого пильного диска по осям координат станка, датчики крайних положений подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна и датчики контроля перемещений каждого пильного диска в плоскости, по существу, перпендикулярной направлению перемещения подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна, отличающийся тем, что механизмы перемещения каждого пильного диска в плоскости, по существу, перпендикулярной направлению перемещения подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна, выполнены с возможностью установки пильных дисков в несколько угловых пар, каждая из которых содержит вертикальный и горизонтальный диски, установленные таким образом, чтобы проекции одной из крайних точек каждого диска пары на плоскость, по существу перпендикулярную плоскостям дисков, перед каждым пропилом по существу совпадали друг с другом, образуя вершину угла пары, а средство генерации выполнено с функциями автоматического генерирования необходимых команд на приводы механизмов перемещения пильных дисков в плоскости, по существу, перпендикулярной направлению перемещения подвижных элементов механизма относительного перемещения пильных дисков вдоль бревна, и привод механизма относительного перемещения пильных дисков вдоль бревна по сигналам от датчиков и элементов микропроцессорной системы управления станка в период возвратно-поступательного относительного перемещения пильных дисков вдоль бревна на каждом шаге сгенерированной последовательности шагов оптимальной схемы распила бревна.
11. Продольно-распиловочный станок по п.10, отличающийся тем, что подвижный элемент механизма относительного перемещения пильных дисков вдоль бревна выполнен в виде подвижного портала, установленного с возможностью возвратно-поступательного перемещения с помощью привода продольной подачи относительно неподвижного основания, на котором закреплено бревно и выполнены направляющие для перемещения подвижного портала, при этом на подвижном портале установлены, по меньшей мере, две угловые пары пильных дисков, а микропроцессорная система управления снабжена датчиком текущего положения портала относительно неподвижного основания, установленным на валу двигателя привода продольной подачи.
12. Продольно-распиловочный станок по п.10, отличающийся тем, что механизм относительного перемещения пильных дисков вдоль бревна содержит два подвижных элемента, каждый из которых выполнен в виде подвижного портала, установленного с возможностью возвратно-поступательного перемещения с помощью собственного привода продольной подачи относительно неподвижного основания, на котором закреплено бревно и выполнены направляющие для перемещения подвижных порталов, при этом на каждом подвижном портале установлены по меньшей мере две угловые пары пильных дисков, а микропроцессорная система управления снабжена датчиками текущего положения каждого портала относительно неподвижного основания, установленными на валу двигателя каждого привода продольной подачи.
| СПОСОБ РАСПИЛОВКИ БРЕВЕН НА ПРОДОЛЬНО-РАСПИЛОВОЧНОМ СТАНКЕ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2217299C1 |
| Способ выработки заготовок из бревен | 1988 |
|
SU1630881A1 |
| СПОСОБ РАСКРОЯ БРЕВНА НА ПИЛОМАТЕРИАЛЫ | 1990 |
|
RU2038945C1 |
| RU 2062224 C1, 20.06.1996 | |||
| Веретено для прядильных машин | 1935 |
|
SU50906A1 |
| СПОСОБ ПРОИЗВОДСТВА КУРИТЕЛЬНОЙ КОМПОЗИЦИИ ДЛЯ КАЛЬЯНА | 2015 |
|
RU2593123C1 |

