Изобретение относится к устройствам для изготовления изделий из полимерных материалов и может быть использовано в химической промышленности для производства оконных карнизов.
Известна конструкция экструзионной головки для изготовления профильных изделий, содержащая корпус, профилирующую планку, обойму в которой запрессованы полуцилиндрические секции, имеющие различные фасонные проточки и совмещенные с помощью пазов и выступов, которые образуют формующую втулку с профильным каналом головки [а.с.СССР №1717393, МКИ В29С 47/14, 1962].
Недостатком данного устройства - отсутствие системы охлаждения полуцилиндрических секций, что снижает качество изготавливаемых профильных изделий.
Кроме того, так как в экструзионной головке имеется один формующий профиль, то, соответственно, и низка производительность головки.
Наиболее близкой по технической сущности и достигаемому эффекту является двухканальная экструзионная головка для изготовления полимерных профильных изделий, содержащая корпус с системой охлаждения, выполненный разъемным, расположенные в корпусе вкладыши, образующие между собой формующую щель профильного сечения, состоящую из двух формующих каналов, сообщающихся с питающим каналом и заключенных между профильным и плоским участками вкладышей [а.с. СССР №148899, МКИ В29С 47/14, 1962].
Недостатком известной экструзионной головки является отсутствие возможности регулирования скоростей экструдата по поперечному сечению при истечении из формующего канала, что может привести к искажению формы и ухудшению качества экструдируемого изделия.
Изобретение направлено на решение задач: увеличение производительности выпуска изделий и повышение качества экструдируемых оконных карнизов.
Указанные задачи решаются за счет того, что двухканальная экструзионная головка для изготовления полимерного оконного карниза, содержащая корпус, выполненный разъемным, состоящий из четырех секций, во второй секции предусмотрено углубление для циркуляции охлаждающей жидкости, при этом секции между собой образуют формующие каналы профильного сечения в виде оконного карниза, выполненного с симметрично расположенными в них шестью проточками в нижней части канала и двумя проточками в верхней части канала с формообразующей верхней поверхностью в виде пологоспадающей кривой.
Технический результат, обеспечиваемый двухканальной экструзионной головкой для изготовления полимерного оконного карниза, выражается в увеличении производительности и улучшении качества оконного карниза благодаря выбору оптимальной геометрии поперечного сечения формующих каналов.
Выбор оптимальной геометрии поперечного сечения формующих каналов осуществляется за счет согласованного расположения секций с симметрично размещенными в них шестью проточками в нижней части канала и двумя проточками в верхней части канала с формообразующей верхней поверхностью в виде пологоспадающей кривой, задаваемой конструктивно.
Подбирая конструктивно значения вышеуказанных параметров пазов, добиваются равномерного распределения скоростей во всех точках поперечного сечения экструдируемого изделия, уменьшая тем самым остаточные сдвиговые напряжения, исключая неравномерный выход экструдата и коробление изготавливаемого изделия.
Этим обеспечивается большая размерная точность и качество экструдируемого оконного карниза.
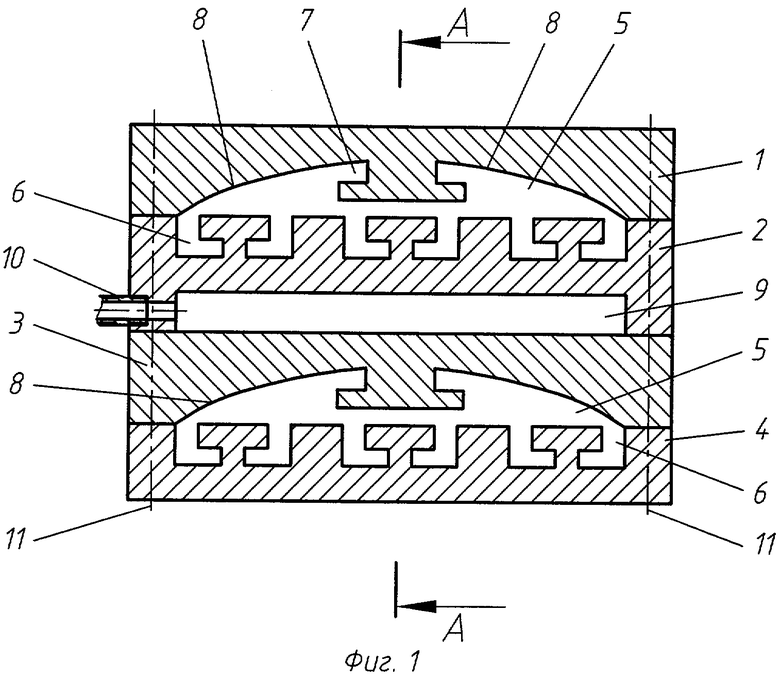
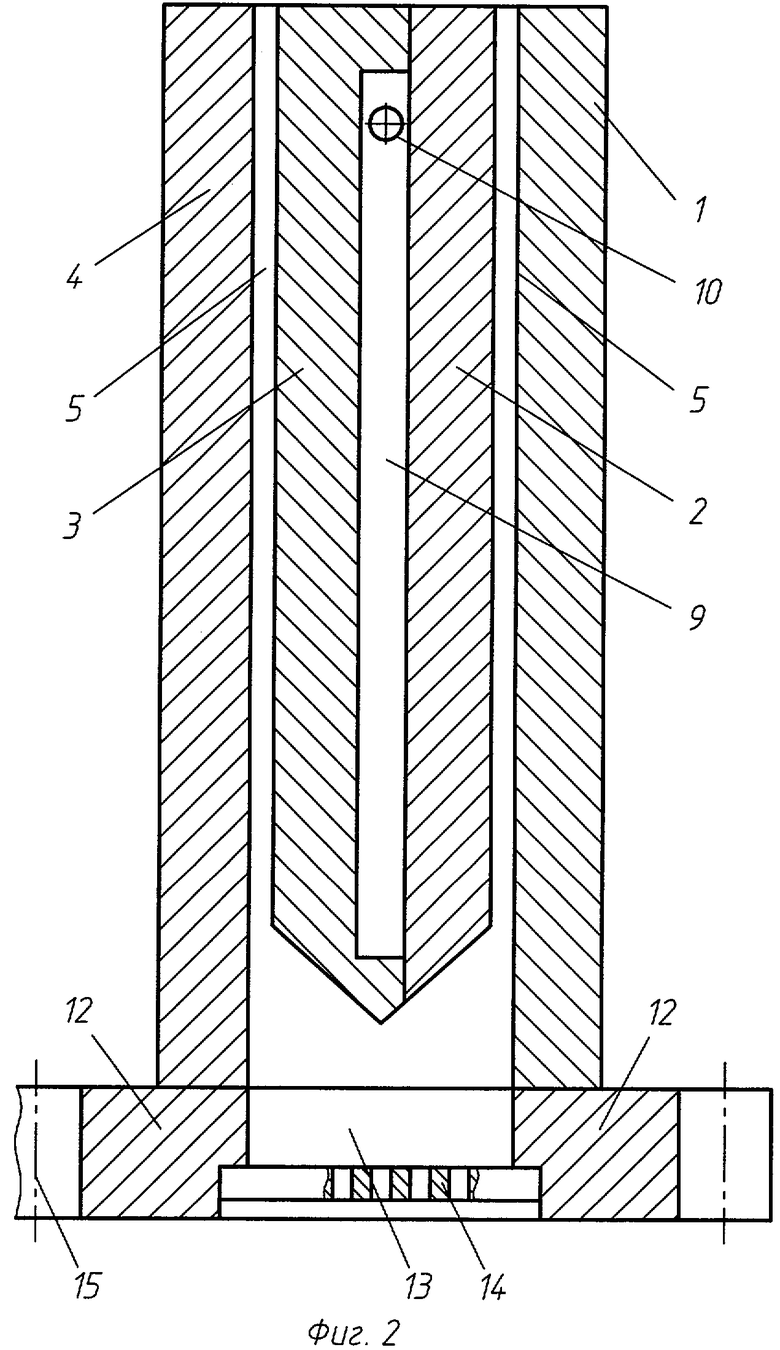
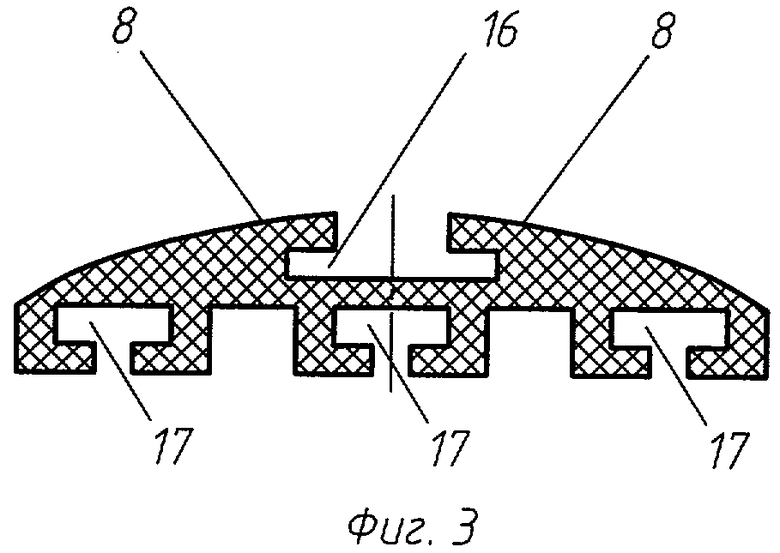
Сущность изобретения поясняется чертежами: на фиг.1 - поперечный разрез двухканальной экструзионной головки для изготовления полимерного оконного карниза; на фиг.2 - продольный разрез экструзионной головки по А-А; на фиг.3 - поперечное сечение получаемого карниза.
Двухканальная экструзионная головка для изготовления полимерного оконного карниза в соответствии с фиг.1 содержит разъемный состоящий из четырех секций корпус 1÷4, в котором расположены формующие каналы 5, заключенные между секциями 1 и 2, 3 и 4 с шестью проточками 6 внизу каналов и двух верхних проточек 7 в каналах, с формообразующей верхней поверхностью в виде пологоспадающей кривой 8, во второй секции выполнено углубление 9 для циркуляции охлаждающей жидкости с патрубком 10. Все четыре секции корпуса соединяются между собой болтами 11 и в соответствии с фиг.2 привариваются к фланцу 12.
Формующие каналы 5 сообщаются с питающим каналом 13. Во фланце 12 устанавливается фильтрующая решетка 14.
Присоединение экструзионной головки к экструдеру осуществляется с помощью фланца 12 болтами 15.
На фиг.3 представлено поперечное сечение полимерного оконного карниза, где показаны крепежные пазы: в верхней части для крепления карниза к кронштейну 16, в нижней части карниза 17 для установки зацепляющихся крючков.
Двухканальная экструзионная головка для изготовления полимерного оконного карниза работает следующим образом.
Расплав полимера, нагнетаемый шнеком экструдера, попадает в питающий канал 13, далее в формующие каналы 5.
Формующие каналы 5 придают расплаву полимера форму в виде оконного карниза в соответствии с фиг.3 при помощи секций 1-4 и формообразующей верхней поверхностью в виде пологоспадающей кривой 8. При этом секции корпуса 1-4 изготовлены из стали 45 с высоким классом (∇10-∇12) чистоты поверхности соприкосновения, что позволяет при совмещении указанных секций 1-4 получать при сборке цельные без малейших зазоров формующие каналы 5, при продавливании через которые струи расплава полимера на поверхности оконного карниза не образуется следов от мест соединения деталей, и оконный карниз выходит из формующего канала 5 с глянцевой поверхностью с высоким классом чистоты.
В секции 2 предусмотрено углубление 9 для циркуляции охлаждающей жидкости при помощи подачи хладагента через патрубок 10 в систему охлаждения экструдируемого оконного карниза через формующие каналы 5.
Предлагаемое изобретение полезно при производстве оконного карниза.
Экспериментальные исследования проводились на опытной установке с экструдером АТл-45, имеющим шнек диаметром 45 мм и длиной 1125 мм.
Экструзионная головка имела следующие размеры: ширина корпуса 240 мм, длина 280 мм, высота 150 мм, длина формующих каналов 220 мм.
На указанной экструзионной головке получали оконный карниз из полипропилена марки 01003 ТУ 2211-020-0020-3521-96 шириной 110 мм, высотой 30 мм, проточки в пазах выполнены: в нижней части для размещения крепежных крючков 5 мм, а в верхней части для крепления к кронштейну 12 мм.
Оптимальный режим экструзии при температуре в пределах 468-478 К и создаваемом давлении экструзии в пределах 4,0-4,5 МПа.
Предлагаемая двухканальная экструзионная головка для изготовления полимерного оконного карниза позволяет увеличить производительность и улучшить качество оконного карниза.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ РЕЙКИ | 2010 |
|
RU2484959C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЛОЖНОПРОФИЛЬНОЙ РЕЙКИ | 2011 |
|
RU2484960C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ СИНУСОИДАЛЬНОГО ПРОФИЛЯ | 2010 |
|
RU2440242C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНО-МОНТАЖНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2005 |
|
RU2326763C2 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2014 |
|
RU2591166C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО НАЛИЧНИКА | 2004 |
|
RU2266820C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2007 |
|
RU2338643C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ПРОФИЛЬНОГО ПОЛОЗКА С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2011 |
|
RU2505400C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ | 2000 |
|
RU2189314C2 |
Экструзионная головка содержит корпус, выполненный разъемным, состоящий из четырех секций. Во второй секции предусмотрено углубление для циркуляции охлаждающей жидкости. Секции образуют между собой два формующих канала, сообщающихся с питающим каналом. Формующие каналы профильного сечения в виде оконного карниза выполнены с симметрично расположенными в секциях шестью проточками в нижней части канала и двумя проточками в верхней части канала с формообразующей верхней поверхностью в виде пологоспадающей кривой. Изобретение позволяет увеличить производительность и повысить качество оконного карниза благодаря выбору оптимальной геометрии поперечного сечения формующих каналов. 3 ил.
Двухканальная экструзионная головка для изготовления полимерного оконного карниза, содержащая корпус, выполненный разъемным, состоящий из четырех секций, во второй секции предусмотрено углубление для циркуляции охлаждающей жидкости, при этом секции образуют между собой два формующих канала, сообщающихся с питающим каналом, отличающаяся тем, что формующие каналы профильного сечения в виде оконного карниза выполнены с симметрично расположенными в секциях шестью проточками в нижней части канала и двумя проточками в верхней части канала с формообразующей верхней поверхностью в виде пологоспадающей кривой.
| Двухканальная формующая головка | 1959 |
|
SU148899A1 |
| Экструзионная головка для изготовления полимерных профильно-погонажных изделий | 1990 |
|
SU1717393A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО НАЛИЧНИКА | 2004 |
|
RU2266820C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНО-МОНТАЖНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2005 |
|
RU2326763C2 |
| JP 54141845 A, 05.11.1979. | |||

