Известны двухканальные формующие головки к агрегату, состоящему из двух червячных шприц-машин, установленных нод углом одна к другой в горизонтальной илоскости, и предназначенному для изготовления резиновых лент автомобильных покрышек и изделий из двух сортов резины.
Предлагается двухканальная формующая головка, корпус которой в отличие от известных головок выполнен из двух разъемных в горизонтальной плоскости половин; между этими половинами в плоскости разъема перед профилирующим отверстием расположен съемный вкладыш, образующий в корпусе головки каналы для получения лент из разных сс.ртов резины. Один вкладыш выполнен в виде прямоугольной пластины, разделяющей канал на две части для образования двух лент из разных сортов резины. Вкладыш снабжен гребнем, разделяющим канал на три части для образования трех лепт из двух сортов резины.
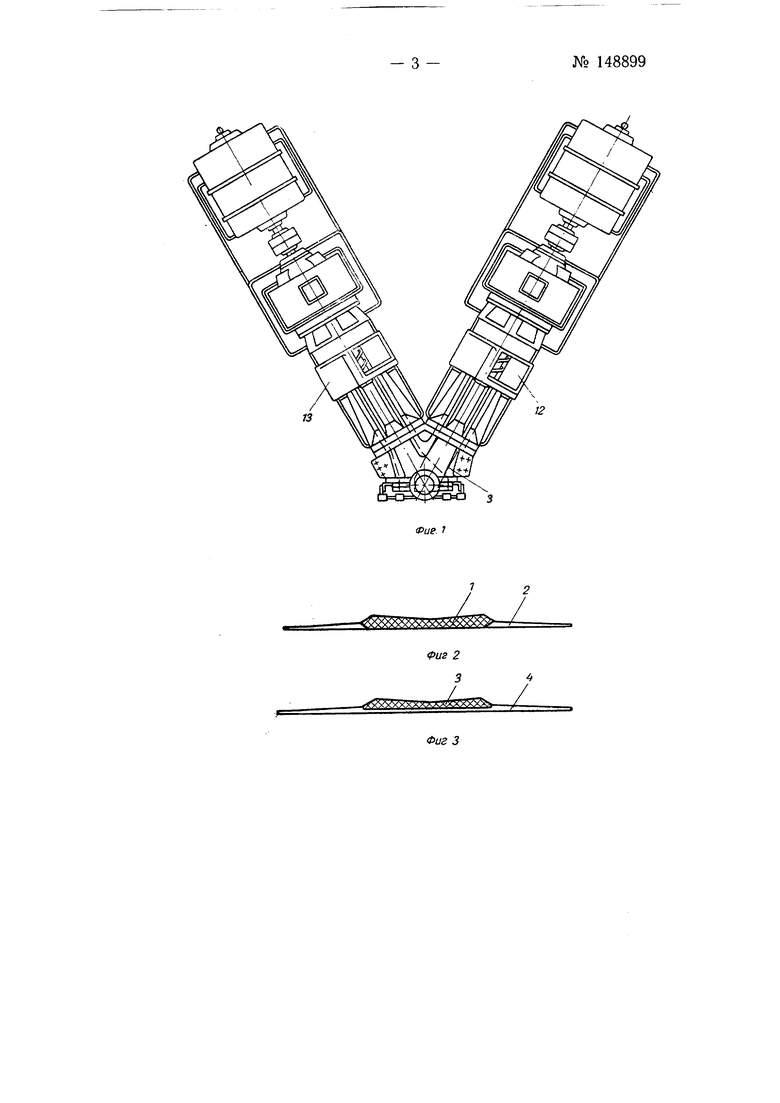
На фиг. 1 изображен схематически общий вид агрегата из двух червячных шприц-машин; на фиг. 2 - профиль резиновой ленты, являющейся заготовкой протектора для автомашины, у которого беговая часть 1 изготовлена из износостойкой резины, а боковины 2 - из другой, более эластичной резины; на фиг. 3 - профиль резиновой ленты, являющейся заготовкой протектора автомашины, у которого беговал часть 3 изготовлена из одной резины, а боковины 4 с протекторным слоем из другой резины; на фиг. 4 - схема предлагаемой двухканальной формующей головки; на фиг. 5 - разрез головки то А-А на фиг. 4; на фиг. 6 и 7 - схемы вкладышей с гребнем.
Корпус головки состоит из верхней части 5 и нижней части 6, разъемных в горизонтальной плоскости. Между частями 5 и 5 помешеч съемный вкладыш 7, расположенный перед нрофилируюшим отверстием головки. В верхней части 5 головки имеется канал 8, а. в нижней части канал 9, которые сообщаются с полостями цилиндров червячных шприц№ 148899- 2
- гшин; по-этим каналам резиновая смесь проходит над вкладышем 7 к к выходнош ар,о,фрл11рующему отверстию головки. В верхней и нижний частях гоЛбвкйесть соответствующие полости УО и //, служаидие для обогрева г,с|,оёкй паромили охлаждения ее водой. Вкладыш 7 служит для того, .итобы различные резиновые смесн подходили к месту дублирования :по различным каналам и не смешиваотись. Резиновые смеси, выдавливаемые червячными шприц-машинами 12 и 13, установленными год углом одна к другой в горизонтальной плоскости, проходят через каналы 8 и 9, не смешиваясь и не соприкасаясь одна с другой. Соединение различных резиновых смесей происходит в профилнруюш,ем отверстии головки, образованном профилируюш,и.ми планками 14 и 15. Дополнительная нланка 16 служит для регулирования толш,ины подпротекчорного слоя. Планки 14 и /5, про.чежуточные Планки 17 и 18 и нланка 16 крепятся в пазах головки клиновыми зажимами 19, связанными с пневматическими цилиндрами 20. Для того, чтобы изготовить заготовку протектора автомашины или другой профильной ленты с сочетанием резин, согласно схеме, по фиг. 2, плоский вкладыш 7 заменяют па вкладыш с гребнем 21; чтобы не менять вкладыш 7, можно ограничиться установкой под него гребня 21 как отдельной детали. Гребень 21 разделяет канал на несколько частей для образования нескольких лент из различных сортов резины.
Предмет изобретения
1.Двухканальная формуюш, головка к агрегату, состоящему из двух червячных шприц-машин, установленных иод углом одна к другой в горизонтальной плоскости, и предназначенному для изготовления резиновых лент автомобильных покрышек и изделий из двух сортов резины, отличающаяся тем, что, с целью выхода из машины ленты и изделий в горизонтальной -плоскости, обеспечивающего удобный прием ленты изделий на ленточные транспортеры, кораус головки .выполнен из двух разъемных в горизонтальной плоскости половин, между кото)ыми в плоскости разъе.ма, перед профилируюнднм отверстием, расположен съемный вкладыш, образующий в корпусе головки каналы для получения лент из разных сортов резины.
2.Головка по п. 1, отличающаяся тем, что один вкладыш вынолнен в виде прямоугольной пластины, разделяющей канал на две чзсти для образования двух лент из разных сортов резины.
3.Головка по п. 2, отличающаяся тем, что вкладыщ снабжен гребнем, разделяющим канал на три части для образования трех лент из двух сортов резины.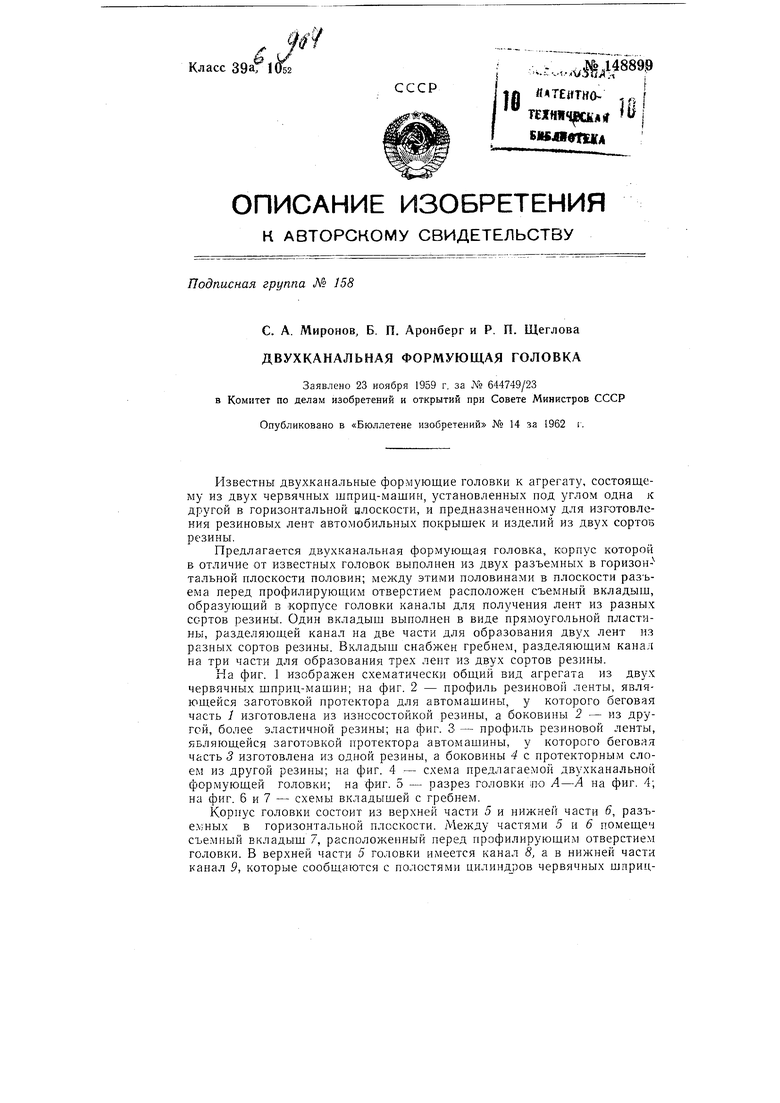

| название | год | авторы | номер документа |
|---|---|---|---|
| Щелевая головка для шприцевания ленты из высоковязкой резиновой смеси | 1984 |
|
SU1224161A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| Способ изготовления покрышек пневматических шин | 1982 |
|
SU1030198A1 |
| Протекторная головка червячного пресса | 1988 |
|
SU1593967A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК | 1987 |
|
SU1448568A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРОТЕКТОРА ЛЕНТОЧКОЙ | 1987 |
|
SU1490853A1 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
| УСТРОЙСТВО ДЛЯ СОЭКСТРУЗИИ РЕЗИНОВЫХ СМЕСЕЙ | 2002 |
|
RU2286255C2 |

ОПЕЧАТКИ
На стр. 1 в строках 10 и 13 снизу и на стр. 2 в строке 16 сверху напечатано автомашины, следует читать автошины.
.SS
