Изобретение относится к устройствам для изготовления изделий из полимерных материалов и может быть использовано в химической промышленности для производства строительной профильной рейки.
Известна конструкция экструзионной головки для изготовления профильно-погонажных изделий, содержащая корпус, профилирующую планку, обойму, в которой запрессованы полуцилиндрические секции, имеющие различные фасонные проточки и совмещенные с помощью пазов и выступов, которые образуют формующую втулку с профильным каналом, сообщающимся с питающим каналом головки. [А.с. СССР №1717393, МКИ В29С 47/12, 1992, Бюл. №9].
Недостаток данного устройства - отсутствие системы охлаждения полуцилиндрических секций, что снижает качество профильно-погонажных изделий.
Так как в экструзионной головке имеется один формующий канал, из которого экструдируется один профиль, то естественно и низка производительность головки.
Наиболее близкой по технической сущности и достигаемому эффекту является двухканальная экструзионная головка для изготовления полимерной облицовочной рейки, содержащая корпус, выполненный разъемным с системой охлаждения.
Вкладыши образуют между собой два формующих канала профильного сечения. Внутренняя поверхность профильного вкладыша образована синусоидальной кривой. В местах вогнутости указанной поверхности продольно расположены стержни [патент РФ №2189314, МКИ В29С 47/12, 1992, Бюл. №26, прототип].
Недостатком известной экструзионной головки является сложность конструкции и монтажа, так как головка состоит из двух секций и двух вкладышей, которые требуют необходимой точности при монтаже, т.е. соблюдения соосности относительно продольно расположенных стержней, что может привести к искажению поперечного сечения профильной формы и ухудшению качества экструдируемых изделий.
Изобретение направлено на решение задачи упрощения конструкции экструзионной головки и повышение качества экструдируемых профильных реек.
Указанная задача решается двухканальной экструзионной головкой для изготовления полимерной строительной профильной рейки, содержащей корпус, выполненный разъемным из двух секций с системой охлаждения, образующих формующие каналы профильного сечения с верхней и нижней секциями, в которой, в отличие от прототипа, в верхней секции выполнены проточки, поверхность углубления которых имеет форму в виде укороченной циклоиды, а на вкладыше, смонтированном между двумя секциями, образованы выступы овальной формы, расположенные симметрично поверхностям кривых впадин верхней секции, а нижняя секция корпуса содержит углубление для протока хладоагента.
Технический результат, обеспечиваемый двухканальной экструзионной головкой для изготовления полимерной строительной профильной рейки, выражается в упрощении конструкции и повышении качества профильной рейки благодаря выбору оптимальной геометрии поперечного сечения формующих каналов.
Выбор оптимальной геометрии поперечного сечения формующих каналов обеспечивается при согласовании расположения верхней секции корпуса и вкладыша, которые образуют формующие каналы профильного сечения, внутренняя поверхность которых образована овальной кривой в центре и кривой в виде укороченной циклоиды.
Форма углублений поверхности в виде укороченной циклоиды в верхней секции и радиусы овальной кривой выступов вкладыша в каждом отдельном случае подбираются конструктивно в зависимости от ширины и толщины изготавливаемой рейки.
При подборе формы кривой поверхности в виде укороченной циклоиды, в зависимости от ширины и толщины изготавливаемой профильной рейки, добиваются равномерного распределения скоростей во всех точках поперечного сечения экструдируемого изделия. Этим обеспечивается большая размерная точность и качество экструдируемой профильной рейки.
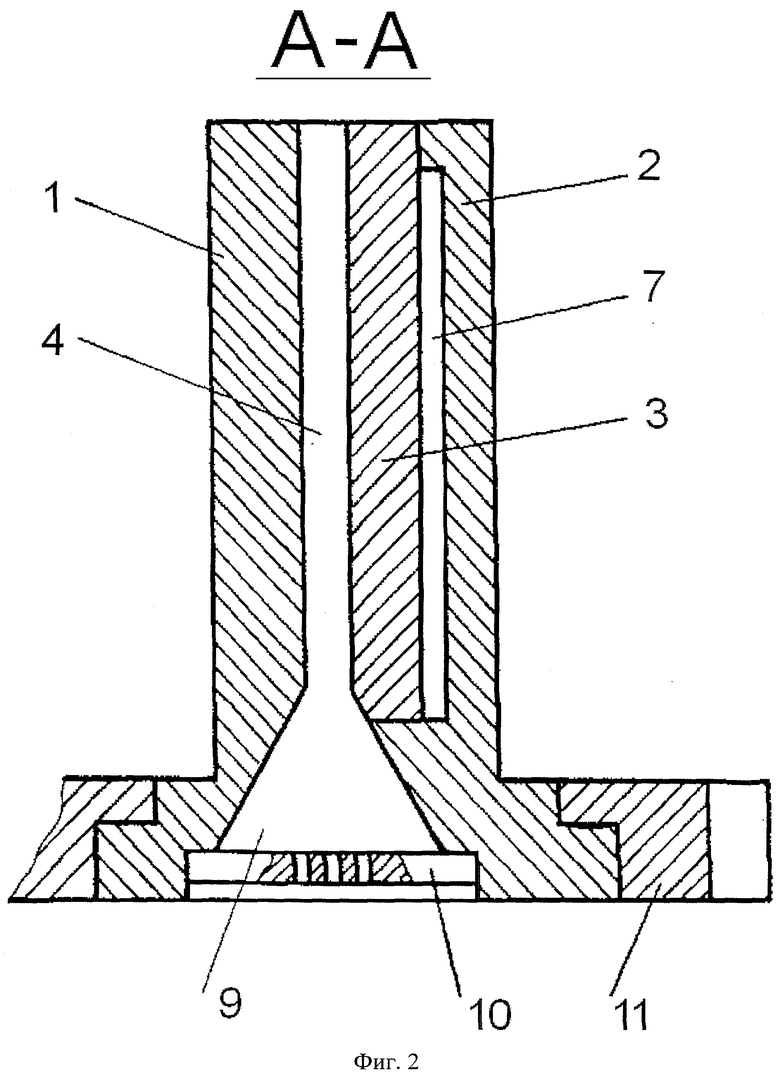
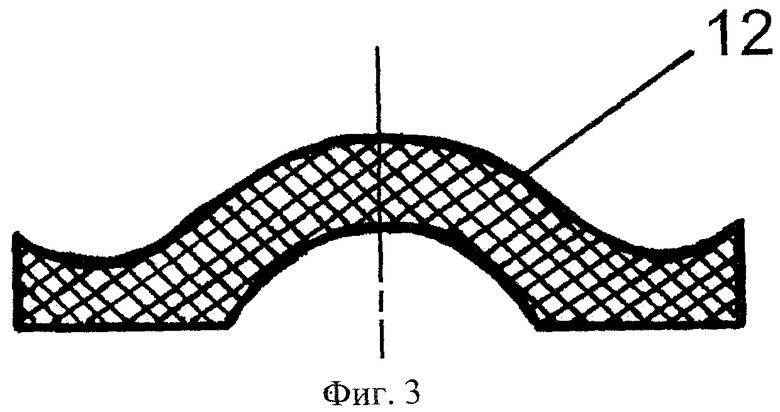
Сущность изобретения поясняется чертежами: на фиг.1 - поперечный разрез двухканальной экструзионной головки для изготовления полимерной строительной профильной рейки; на фиг.2 - продольный разрез по А-А; на фиг.3 - поперечное сечение получаемой профильной рейки.
Двухканальная экструзионная головка для изготовления полимерной строительной профильной рейки в соответствии с фиг.1 содержит разъемный корпус, состоящий из двух секций: верхней 1 и нижней 2, между секциями расположен вкладыш 3, образующие формующие каналы 4, в верхней секции выполнены профильные проточки в виде укороченной циклоиды 5, на вкладыше образованы овальные выступы 6.
Формующие каналы 4 снабжены системой охлаждения, для протока хладоагента предусмотрено углубление 7 в нижней секции корпуса 2.
Верхняя секция 1 и нижняя секция 2 и вкладыш 3 соединяются между собой болтами 8. Формующие каналы 4 сообщаются с питающим каналом 9, на входе которого установлена фильтрующая решетка 10.
Присоединение экструзионной головки к экструдеру осуществляется с помощью соединительного фланца 11.
Двухканальная экструзионная головка для изготовления полимерной строительной профильной рейки работает следующим образом.
Расплав полимера, нагнетаемый шнеком экструдера, попадает в питающий канал 9, далее в формующие каналы 4, образованные верхней секцией 1 и вкладышем 3. Формующие каналы 4 придают расплаву полимера форму профильной рейки 12 в соответствии с фиг.3, при этом верхняя секция 1, вкладыш 3 и нижняя секция 2 изготовлены из стали 45 с высоким классом (▿10-▿12) чистоты обработки поверхности, что позволяет при совмещении указанных деталей получать при сборке цельные, без малейших зазоров, профильные формующие каналы 4, при продавливании через которые струи расплава полимера на поверхности профильной рейки не образуется следов от мест соединения деталей, и профильная рейка выходит из формующего канала 4 с глянцевой поверхностью с высоким классом чистоты.
В нижней секции 2 корпуса экструзионной головки предусмотрено углубление 7 для охлаждения экструдируемой профильной рейки при помощи подачи и отвода хладоагента через патрубки (не показаны).
Предлагаемое изобретение наиболее полезно при производстве строительной профильной рейки.
Экспериментальные исследования проводились на опытной установке с экструдером АТЛ-45, имеющий шнек диаметром 45 мм и длиной 1125 мм.
Экструзионная головка имела следующие размеры: ширина 370 мм, длина 340 мм, высота 210 мм, длина формующих каналов 275 мм.
Получали профильную рейку из полипропилена марки 01003 ТУ211-020-0020-3521-96 шириной 75 мм, высотой 15 мм, толщиной по центру 5 мм.
Оптимальный режим экструзии при температуре 468-478 К и создаваемом давлении экструзии в пределах 3,5÷4,0 МПа.
Предлагаемая двухканальная экструзионная головка для изготовления полимерной строительной профильной рейки позволяет улучшить ее качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНО-МОНТАЖНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2005 |
|
RU2326763C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2014 |
|
RU2591166C2 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ РЕЙКИ | 2010 |
|
RU2484959C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ СИНУСОИДАЛЬНОГО ПРОФИЛЯ | 2010 |
|
RU2440242C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ПРОФИЛЬНОГО ПОЛОЗКА С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2011 |
|
RU2505400C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЛОЖНОПРОФИЛЬНОЙ РЕЙКИ | 2011 |
|
RU2484960C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОКОННЫХ КАРНИЗОВ | 2008 |
|
RU2389606C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ | 2000 |
|
RU2189314C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО НАЛИЧНИКА | 2004 |
|
RU2266820C1 |
Изобретение относится к устройствам для изготовления изделий из полимерных материалов и может быть использовано в химической промышленности для производства строительной профильной рейки. Экструзионная головка содержит корпус, выполненный разъемным из двух секций с системой охлаждения, образующих между собой формующие каналы профильного сечения с верхней и нижней секциями корпуса головки. Формующие каналы сообщаются с питающим каналом. В верхней секции выполнены проточки, поверхность углублений которых имеет форму укороченной циклоиды. На вкладыше, смонтированном между двумя секциями, образованы выступы овальной формы, расположенные симметрично поверхностям кривых впадин верхней секции. Нижняя секция корпуса содержит углубления для протока хладоагента. Изобретение позволяет повысить качество экструдируемой полимерной строительной профильной рейки благодаря выбору оптимальной геометрии поперечного сечения формующих каналов. 3 ил.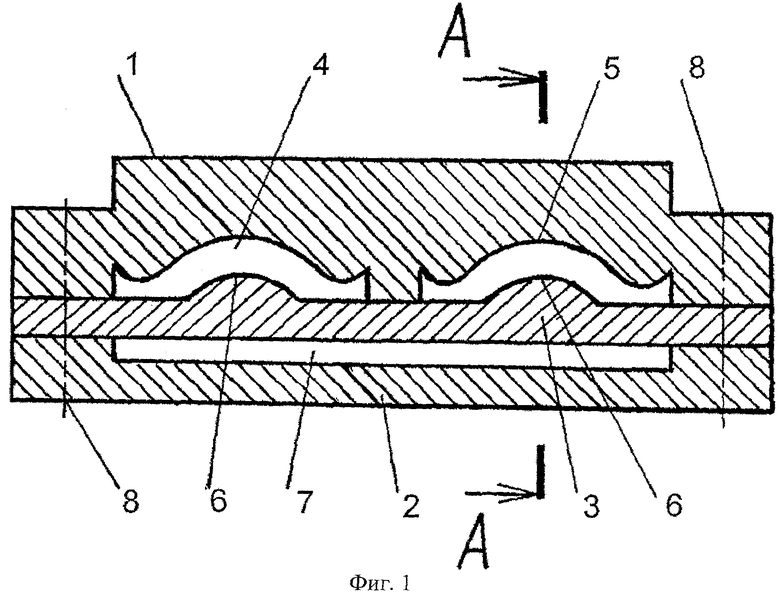
Двухканальная экструзионная головка для изготовления полимерной строительной профильной рейки, содержащая корпус, выполненный разъемным из двух секций с системой охлаждения, образующих формующие каналы профильного сечения с верхней и нижней секциями корпуса головки, сообщающихся с питающим каналом, отличающаяся тем, что в верхней секции выполнены проточки, поверхность углублений которых имеет форму в виде укороченной циклоиды, а на вкладыше, смонтированном между двумя секциями, образованы выступы овальной формы, расположенные симметрично поверхностям кривых впадин верхней секции, а нижняя секция корпуса содержит углубление для протока хладоагента.
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ | 2000 |
|
RU2189314C2 |
| Экструзионная головка для изготовления полимерных профильно-погонажных изделий | 1990 |
|
SU1717393A1 |
| РЕАГЕНТ-МОДИФИКАТОР | 0 |
|
SU381402A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |

