Изобретение относится к области оборудования для переработки полимерных материалов и может быть использовано в нефтехимической промышленности, в частности для изготовления облицовочной рейки синусоидального профиля для отделки стен и потолков помещений.
Известна конструкция экструзионной головки для изготовления профильных изделий, содержащая корпус, профилирующую планку, обойму, в которой запрессованы полуцилиндрические секции, имеющие различные фасонные проточки и совмещенные с помощью пазов и выступов, которые образуют формующую втулку с профильным каналом головки [а.с. СССР №1717393, МКИ B29C 47/14, 1962].
Недостатком данного устройства - отсутствие системы охлаждения полуцилиндрических секций, что снижает качество изготавливаемых профильных изделий.
Кроме того, так как в экструзионной головке имеется один формующий профиль, то, соответственно, и низка производительность головки.
Наиболее близкой по технической сущности и достигаемому эффекту является двухканальная экструзионная головка для изготовления полимерной облицовочной рейки, содержащая корпус, выполненный разъемным с системой охлаждения. Вкладыши образуют между собой два формующих канала профильного сечения. Внутренняя поверхность профильного вкладыша образована синусоидальной кривой. В местах вогнутости указанной поверхности продольно расположены стержни (патент РФ №289314, МКИ B29C 47/12, 2002. Бюл. №26. Прототип).
Недостатком известной экструзионной головки является сложность конструкции и монтажа, так как головка состоит из двух секций и двух вкладышей, которые требуют необходимой точности при монтаже, т.е. соблюдения соосности относительно продольно расположенных стержней, что может привести к искажению поперечного сечения профильной формы и ухудшению качества экструдируемых изделий.
Изобретение направлено на решение задачи упрощения конструкции экструзионной головки и повышения производительности и качества облицовочной рейки синусоидального профиля.
Указанные задачи решаются за счет того, что двухканальная экструзионная головка для изготовления полимерной облицовочной рейки синусоидального профиля, содержащая корпус, выполненный разъемным, состоящий из трех секций с системой охлаждения, образующих формующие каналы профильного сечения, сообщающихся с питающим каналом головки, при этом верхняя и нижняя секции выполнены идентичными с профильными проточками, поверхности которых образованы в виде синусоидальной формы, и в соединении с третьей секцией, на которой расположены на верхней и нижней сторонах подобные поверхности синусоидальной формы, образуют формующие каналы синусоидального профиля, также в третьей секции предусмотрена система охлаждения.
Технический результат, обеспечиваемый двухканальной экструзионной головкой для изготовления полимерной облицовочной рейки синусоидального профиля, выражается в увеличении производительности и улучшении качества облицовочной рейки благодаря выбору оптимальной геометрии поперечного сечения формующих каналов.
Выбор оптимальной геометрии поперечного сечения формующих каналов осуществляется за счет согласованного расположения секций с симметрично размещенными в них проточками выступов и впадин с формообразующей поверхностью каналов, форма поверхности которых описывается уравнением синусоиды
где y - ордината точек синусоиды, мм;
x - абсцисса точек синусоиды, мм;
A - амплитуда синусоиды, мм;
T - период синусоиды, мм,
в виде пологоспадающей кривой, задаваемой конструктивно.
Подбирая конструктивно значения амплитуд, периодов синусоидальной кривой, в зависимости от толщины изготавливаемой облицовочной рейки добиваются равномерного распределения скоростей во всех точках поперечного сечения экструдируемого изделия, уменьшая тем самым остаточные сдвиговые напряжения, исключая неравномерный выход экструдата и коробление изготавливаемого изделия.
Этим обеспечивается большая размерная точность и качество экструдируемой рейки синусоидального профиля
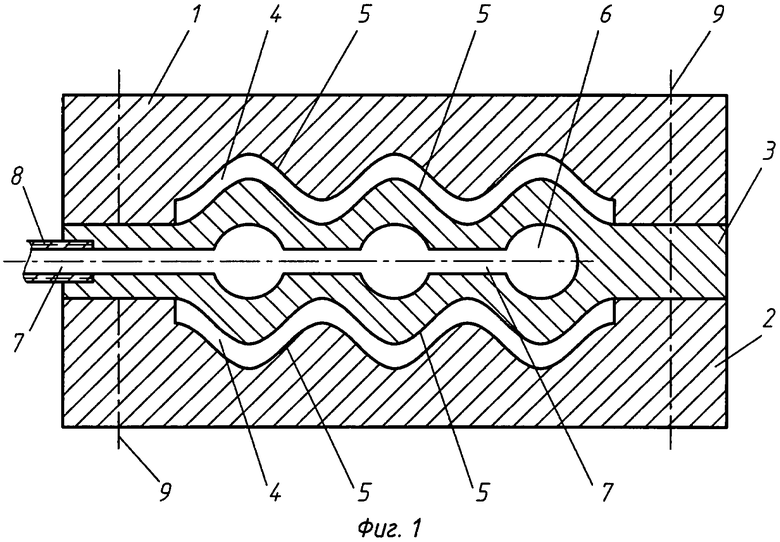
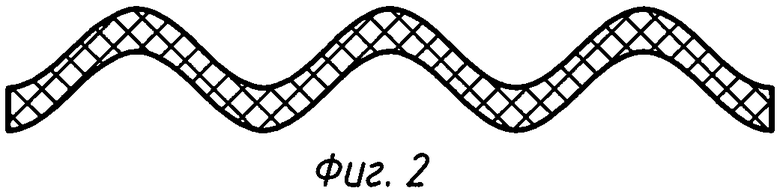
Сущность изобретения поясняется чертежами: на фиг.1 - поперечный разрез двухканальной экструзионной головки для изготовления полимерной облицовочной рейки синусоидального профиля; на фиг.2 - поперечное сечение получаемой облицовочной рейки синусоидального профиля.
Двухканальная экструзионная головка для изготовления полимерной облицовочной рейки синусоидального профиля в соответствии с фиг.1 содержит разъемный, состоящий из трех секций корпус 1÷3; в котором расположены формующие каналы 4, заключенные между секциями 1 и 3; 2 и 3 с формообразующими верхней и нижней поверхностями в виде синусоидальных кривых 5. Секции 1 и 2 выполнены идентичными. В секции 3 предусмотрена система охлаждения с помощью отверстий 6 для циркуляции охлаждающей жидкости и перепускных каналов 7 с патрубком 8. Все три секции корпуса соединяются между собой болтами 9.
Присоединение экструзионной головки к экструдеру (не показано).
На фиг.2 - представлено поперечное сечение полимерной облицовочной рейки синусоидального профиля.
Двухканальная экструзионная головка для изготовления полимерной облицовочной рейки синусоидального профиля работает следующим образом.
Расплав полимера, нагнетаемый шнеком экструдера, попадает в питающий канал, далее в формующие каналы 4.
Формующие каналы 4 придают расплаву полимера форму в виде облицовочной рейки синусоидального профиля, в соответствии с фиг.2. Каналы образованы при помощи соединения секций 1-3 с формообразующими поверхностями в виде синусоидальных кривых 5. При этом секции корпуса 1-3 изготовлены из стали 45 с высоким классом чистоты обработки поверхностей соприкосновения  , что позволяет при совмещении указанных секций 1-3 получать при сборке цельные без малейших зазоров формующие каналы 4, при продавливании через которые струи расплава полимера на поверхности облицовочной рейки не образуется следов от мест соединения деталей, и рейка выходит из формующего канала 4 с глянцевой поверхностью с высоким классом чистоты.
, что позволяет при совмещении указанных секций 1-3 получать при сборке цельные без малейших зазоров формующие каналы 4, при продавливании через которые струи расплава полимера на поверхности облицовочной рейки не образуется следов от мест соединения деталей, и рейка выходит из формующего канала 4 с глянцевой поверхностью с высоким классом чистоты.
В секции 3 предусмотрены отверстия 6 для циркуляции охлаждающей жидкости при помощи подачи хладагента через патрубок 8 и перепускные каналы 7, с помощью которых охлаждается экструдируемая рейка через формующие каналы 4.
Предлагаемое изобретение полезно при производстве полимерной облицовочной рейки.
Экспериментальные исследования проводились на опытной установке с экструдером АТЛ-45, имеющим шнек диаметром 45 мм и длиной 1125 мм.
Экструзионная головка имела следующие размеры: ширина корпуса 190 мм, длина 280 мм, высота 140 мм, длина формующих каналов 210 мм.
На указанной экструзионной головке получали облицовочную рейку синусоидального профиля из полипропилена марки 01003 ТУ 2211-020-0020-3521-96 шириной 90 мм, высотой 14 мм, толщиной 5 мм.
Оптимальный режим экструзии при температуре в пределах 468-478 K и создаваемом давлении экструзии в пределах 4,0-4,5 МПа.
Предлагаемая двухканальная экструзионная головка для изготовления полимерной облицовочной рейки синусоидального профиля позволяет:
- повысить производительность за счет двух формующих каналов;
- улучшить качество выпускаемых изделий;
- исключить неравномерность выхода экструдата за счет симметричного расположения формующих каналов и упростить конструкцию экструзионной головки, а также ее сборку и разборку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНО-МОНТАЖНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2005 |
|
RU2326763C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ | 2000 |
|
RU2189314C2 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ПРОФИЛЬНОГО ПОЛОЗКА С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2011 |
|
RU2505400C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2014 |
|
RU2591166C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РЕЙКИ | 2007 |
|
RU2338643C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ РЕЙКИ | 2010 |
|
RU2484959C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЛОЖНОПРОФИЛЬНОЙ РЕЙКИ | 2011 |
|
RU2484960C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОКОННЫХ КАРНИЗОВ | 2008 |
|
RU2389606C1 |
Экструзионная головка содержит корпус, выполненный разъемным из трех секций с системой охлаждения, образующих формующие каналы профильного сечения и сообщающихся с питающим каналом головки. При этом верхняя и нижняя секции головки выполнены идентичными с профильными проточками, поверхности которых образованы в виде синусоидальной формы, и в соединении с третьей секцией, на которой расположены на верхней и нижней сторонах подобные поверхности синусоидальной формы, образуют формующие каналы синусоидального профиля. В третьей секции имеется система охлаждения. Экструзионная головка по изобретению позволяет повысить производительность, улучшить качество выпускаемых облицовочных реек и упростить ее конструкцию благодаря выбору оптимальной геометрии поперечного сечения формующих каналов. 2 ил.
Двухканальная экструзионная головка для изготовления полимерной облицовочной рейки синусоидального профиля, содержащая корпус, выполненный разъемным, состоящий из трех секций с системой охлаждения, образующие формующие каналы профильного сечения, сообщающиеся с питающим каналом головки, отличающаяся тем, что верхняя и нижняя секции выполнены идентичными с профильными проточками, поверхности которых образованы в виде синусоидальных плоскостей, и в соединении с третьей секцией, на которой расположены на верхней и нижней сторонах подобные поверхности синусоидальной формы, образуют формующие каналы синусоидального профиля, также в третьей секции предусмотрена система охлаждения.
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ | 2000 |
|
RU2189314C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО НАЛИЧНИКА | 2004 |
|
RU2266820C1 |
| МНОГОКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СТРОИТЕЛЬНОЙ ПРОФИЛЬНОЙ РАМНОЙ ПЛАНКИ | 2006 |
|
RU2331516C2 |
| РЕАГЕНТ-МОДИФИКАТОР | 0 |
|
SU381402A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТОЛЧКООБРАЗНОГО ЗАДАЮЩЕГО СИГНАЛА В ГИДРАВЛИЧЕСКИХ СЛЕДЯЩИХСИСТЕМАХ | 0 |
|
SU322221A1 |
| DE 4236541 А1, 05.05.1994 | |||
| СРЕДСТВО ПРОТИВ КИСЛОТОУСТОЙЧИВЫХ БАКТЕРИЙ, СОДЕРЖАЩЕЕ ГЕТЕРОЦИКЛИЧЕСКИЕ ПРОИЗВОДНЫЕ БЕНЗОКСАЗИНА В КАЧЕСТВЕ АКТИВНОГО КОМПОНЕНТА | 2001 |
|
RU2297420C2 |

