ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к коньковому ботинку, имеющему верх, изготовленный из термоформуемого материала.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
За последние годы конструкция коньков для катания по льду стала довольно сложной. Существующие коньки часто состоят из множества различных компонентов и множества различных материалов для обеспечения функциональных и эстетических потребностей игроков. Так, за последние годы были разработаны различные технологические процессы и использовались новые материалы (см, например, ЕР 1384568 А1 и СА 2396022 А1).
Самая последняя тенденция в области конструкции конька - это изготовление коньков с использованием легких материалов и, где это возможно, уменьшение числа деталей. В соответствии с этим в промышленности возникла потребность в коньке, который легче и/или имеет меньше деталей, чем существующие модели.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью изобретения является создание легкого конькового ботинка с более простой структурой и менее дорогой и трудоемкой технологией изготовления.
С этой целью предлагается коньковый ботинок для размещения в нем ступни ноги человека. Коньковый ботинок имеет союзку обуви, изготовленную из термоформуемого материала, причем ее заготовка термоформована таким образом, что включает (а) пяточную часть для размещения в ней пятки ступни ноги; (б) щиколоточную часть для размещения в ней щиколотки ступни ноги; (в) внутреннюю и внешнюю части берцев для покрытия внутренней и внешней сторон ступни ноги, соответственно; (г) внутреннюю и внешнюю носочные части для покрытия пальцев ступни ноги, а также (д) внутреннюю часть затяжной кромки заготовки верха, расположенную по направлению вниз от указанных внутренней части берцев и носочной части, и внешнюю часть затяжной кромки заготовки верха, расположенную по направлению вниз от указанных внешней части берцев и носочной части, причем указанные внутренняя и внешняя части затяжной кромки заготовки верха включают внутреннюю и внешнюю нижние части для установки лезвия конька.
Предлагается также способ изготовления конькового ботинка для размещения в нем ступни ноги человека, который включает (а) обеспечение листа термоформуемого материала; (б) термоформование указанного листа термоформуемого материала для получения заготовки верха обуви (которая включает (i) пяточную часть для размещения в ней пятки ступни ноги; (ii) щиколоточную часть для размещения в ней щиколотки ступни ноги; (iii) внутреннюю и внешнюю части берцев для покрытия внутренней и внешней сторон ступни ноги, соответственно; (iv) внутреннюю и внешнюю носочные части для покрытия пальцев ступни, а также (v) внутреннюю часть затяжной кромки заготовки верха, расположенную по направлению вниз от указанных внутренней части берцев и носочной части, и внешнюю часть затяжной кромки заготовки верха, расположенную по направлению вниз от указанных внешней части берцев и носочной части, и (в) затяжку указанных внутренней и внешней частей затяжной кромки заготовки верха для формирования внутренней и внешней нижних частей для установки лезвия конька.
Эти и другие аспекты и отличительные признаки настоящего изобретения будут очевидны для специалиста в данной области техники после обзора следующего описания конкретных вариантов осуществления настоящего изобретения в сочетании с сопроводительными чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже дается подробное описание примеров осуществления настоящего изобретения со ссылкой на следующие чертежи, где:
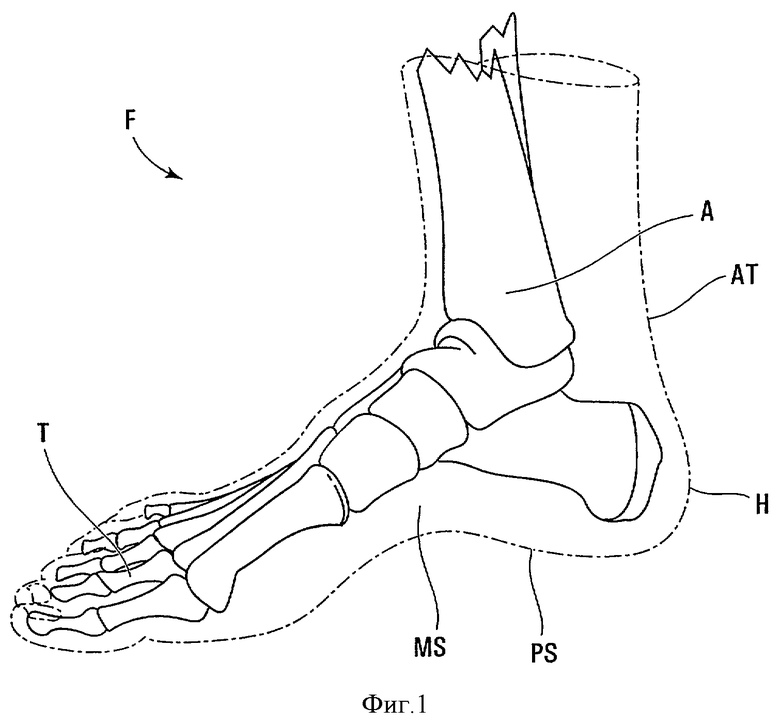
Фигура 1 - это вид сбоку ступни человека, где наружный покров ступни показан пунктирными линиями, а кости - сплошными линиями;
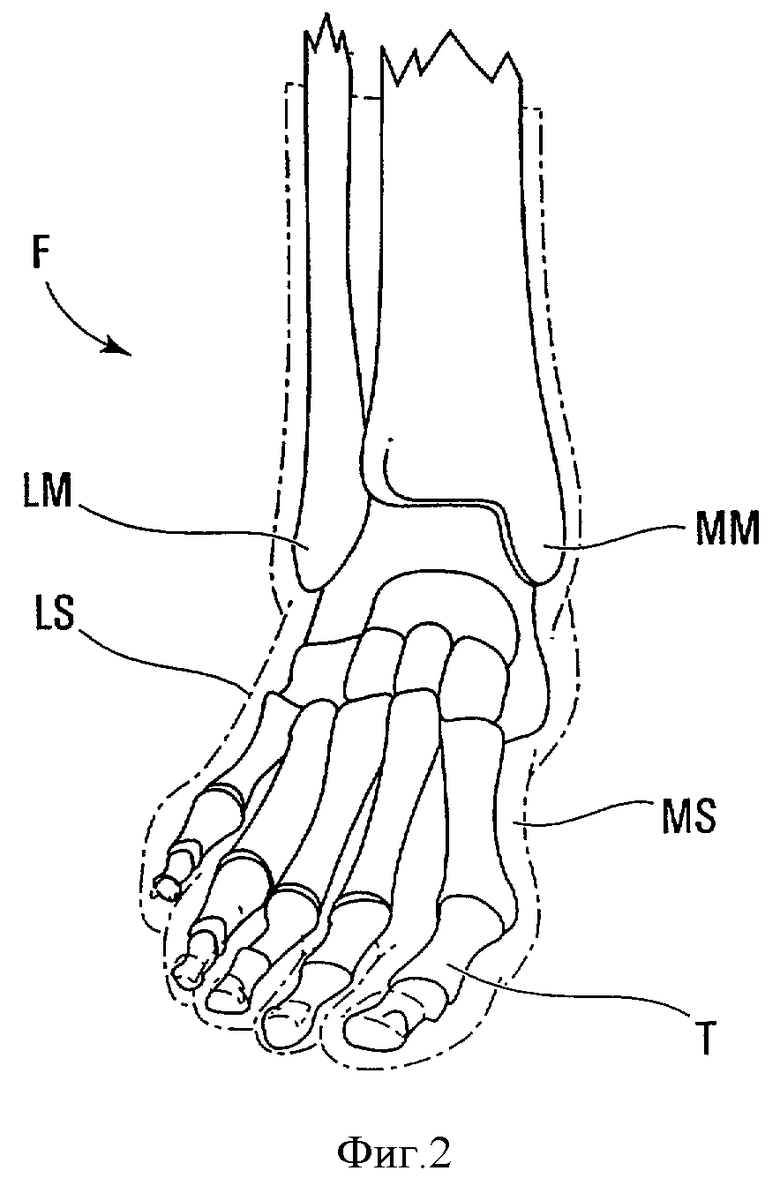
Фигура 2 - это вид спереди ступни человека, изображенной на Фигуре 1;
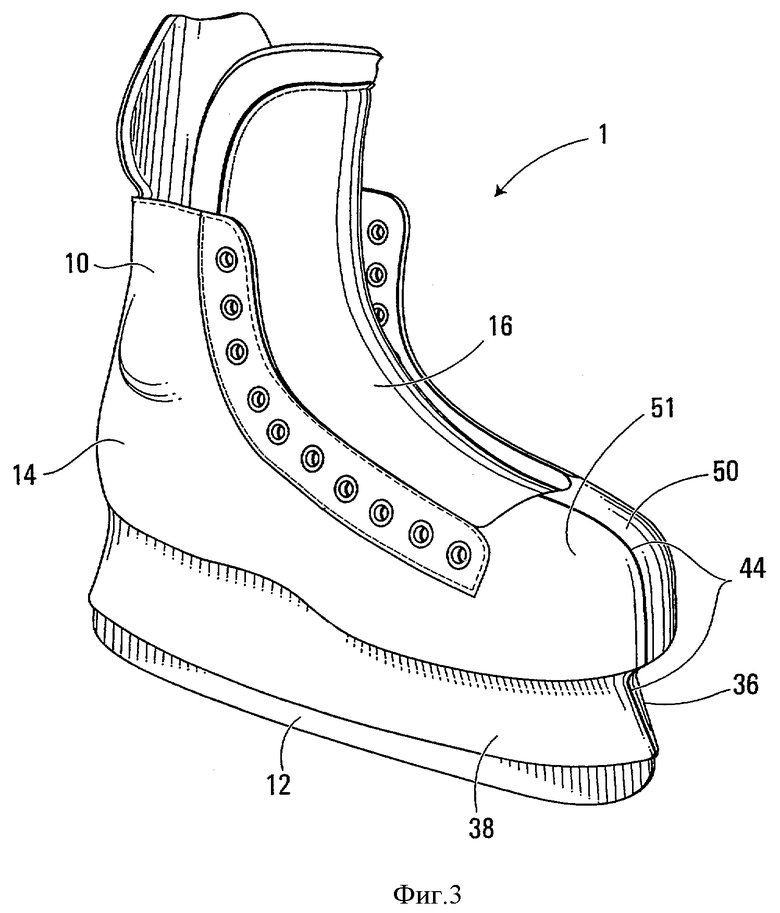
Фигура 3 - это перспектива конька с коньковым ботинком в соответствии с первым вариантом осуществления настоящего изобретения;
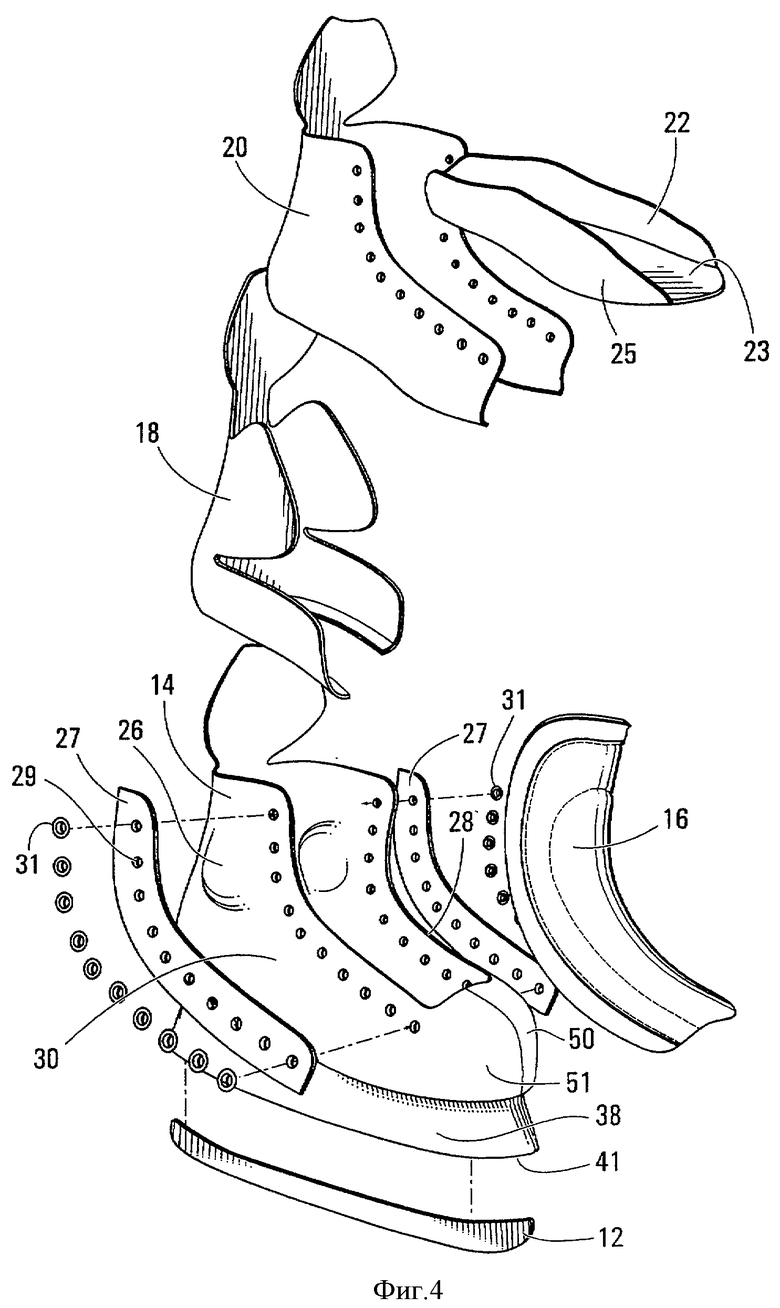
Фигура 4 - это покомпонентное изображение конька, показанного на Фигуре 3;
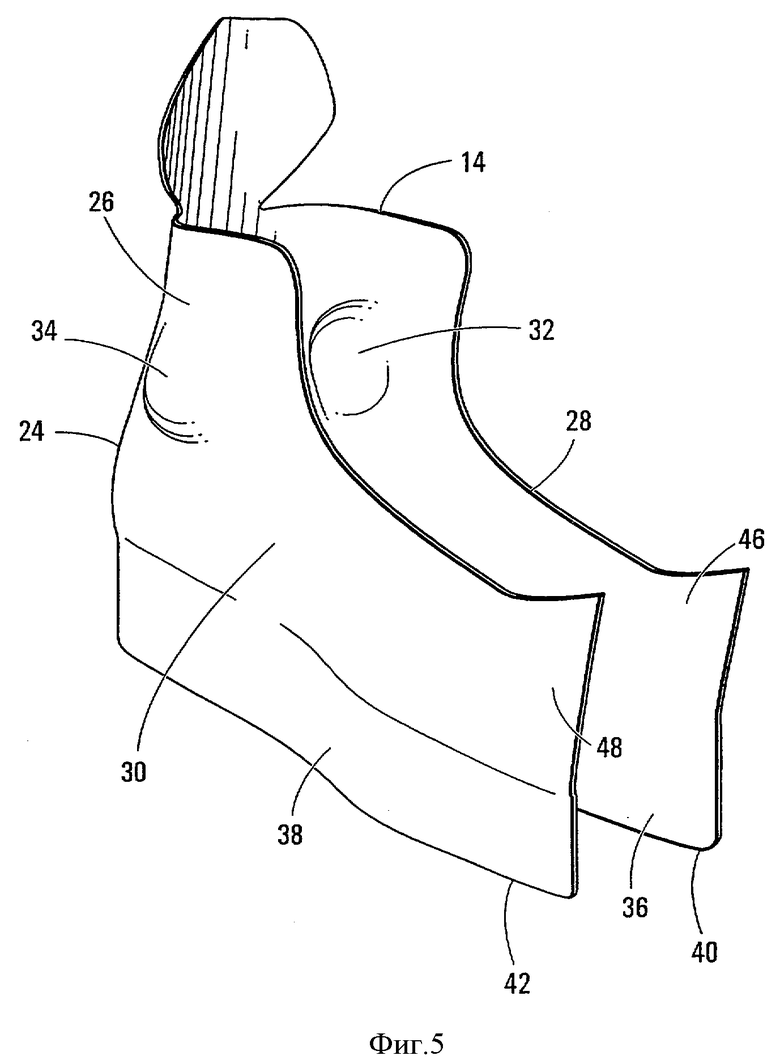
Фигура 5 - это перспектива союзки конькового ботинка, изображенного на Фигурах 3 и 4, причем союзка находится в состоянии частичной завершенности;
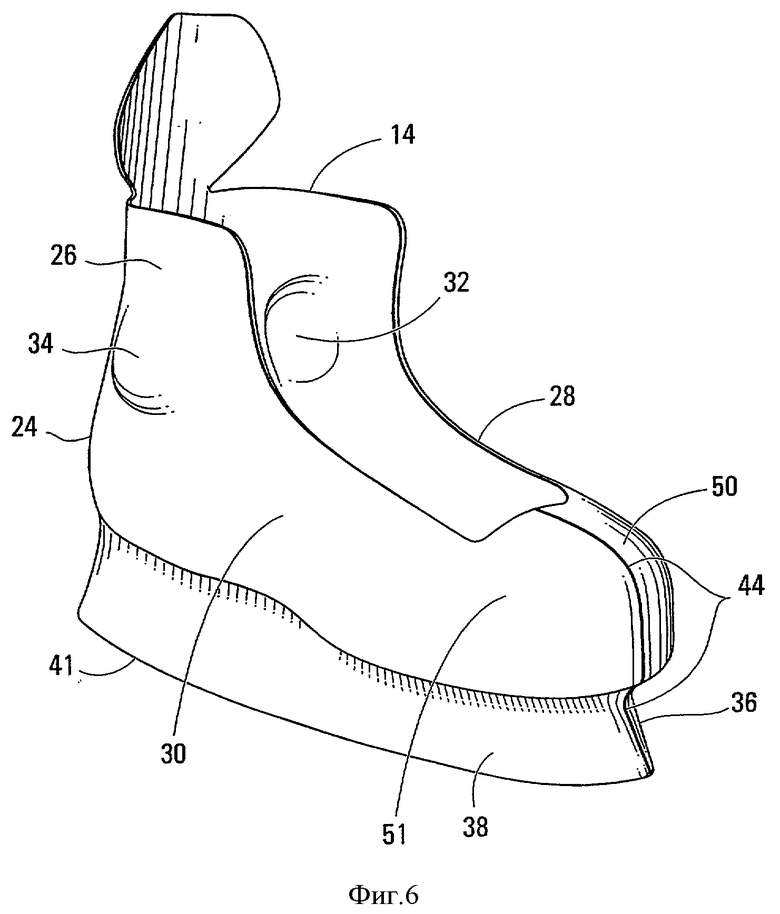
Фигура 6 - это перспектива союзки конькового ботинка, изображенного на Фигурах 3 и 4;
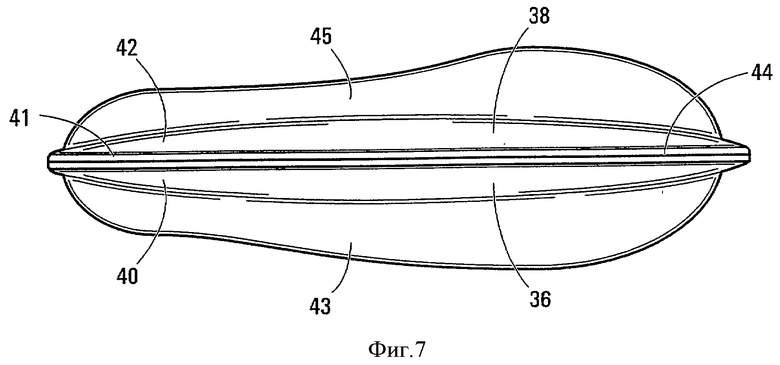
Фигура 7 - это вид снизу союзки обуви, изображенной на Фигуре 6;
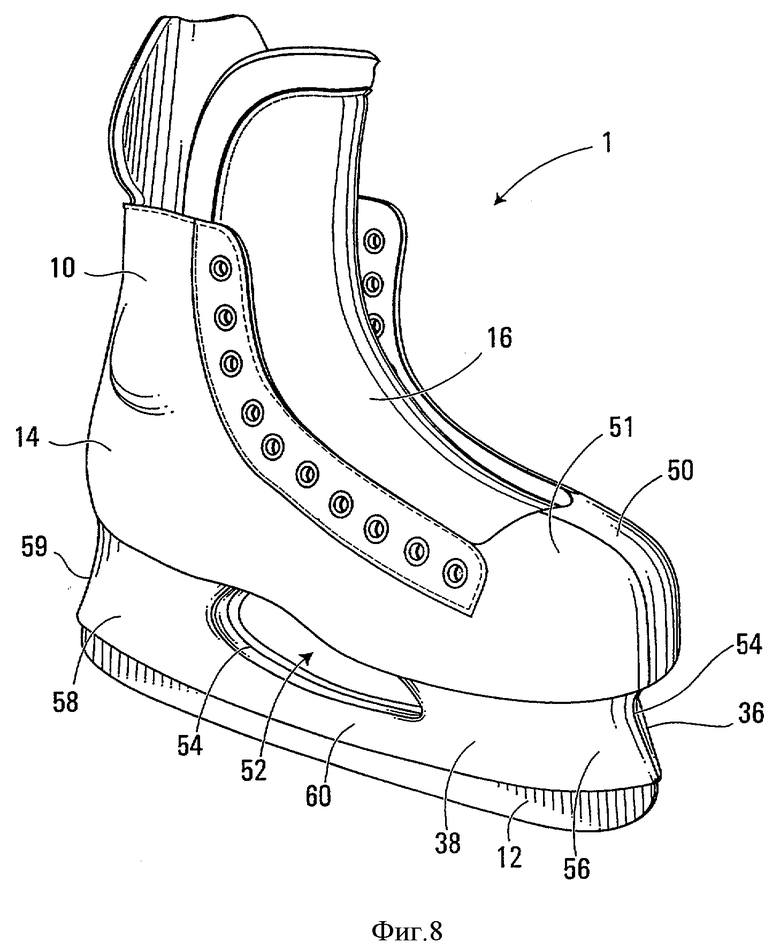
Фигура 8 - это перспектива конька с коньковым ботинком в соответствии со вторым вариантом осуществления настоящего изобретения;
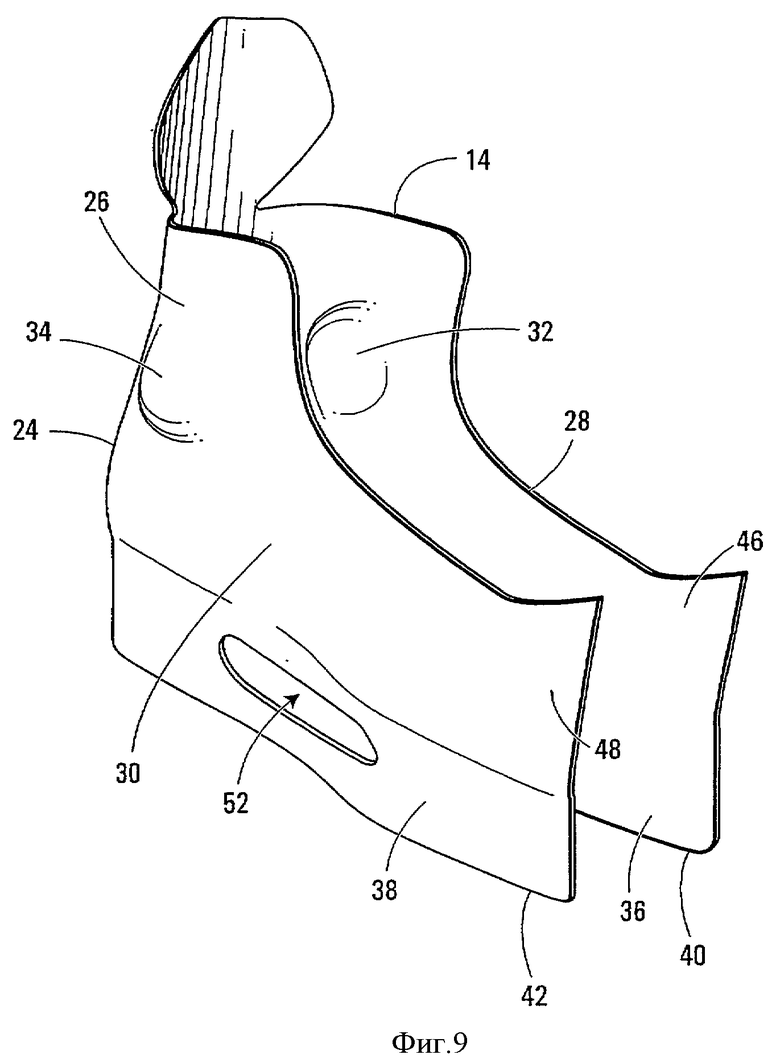
Фигура 9 - это перспектива союзки конькового ботинка, изображенного на Фигуре 8, причем находится в состоянии частичной завершенности;
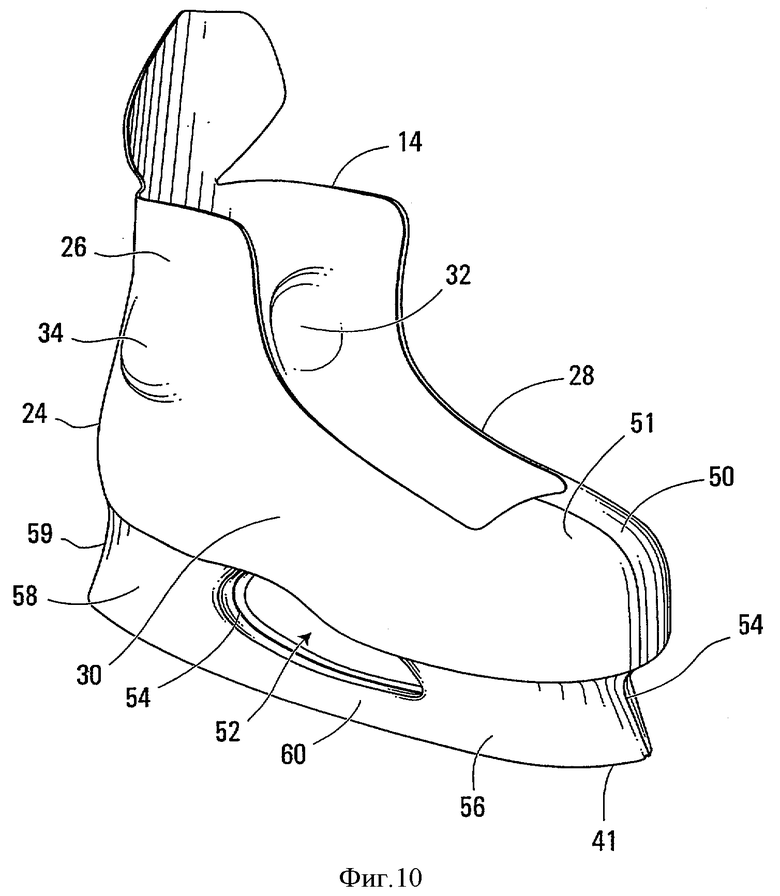
Фигура 10 - это перспектива союзки конькового ботинка, изображенного на Фигуре 8;
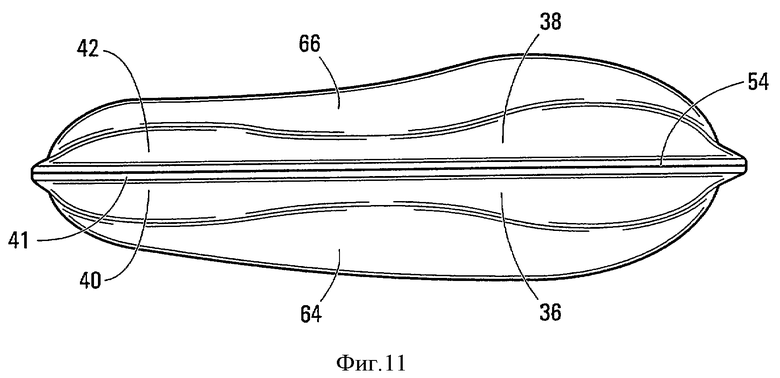
Фигура 11 - это вид снизу союзки обуви, изображенной на Фигуре 10;
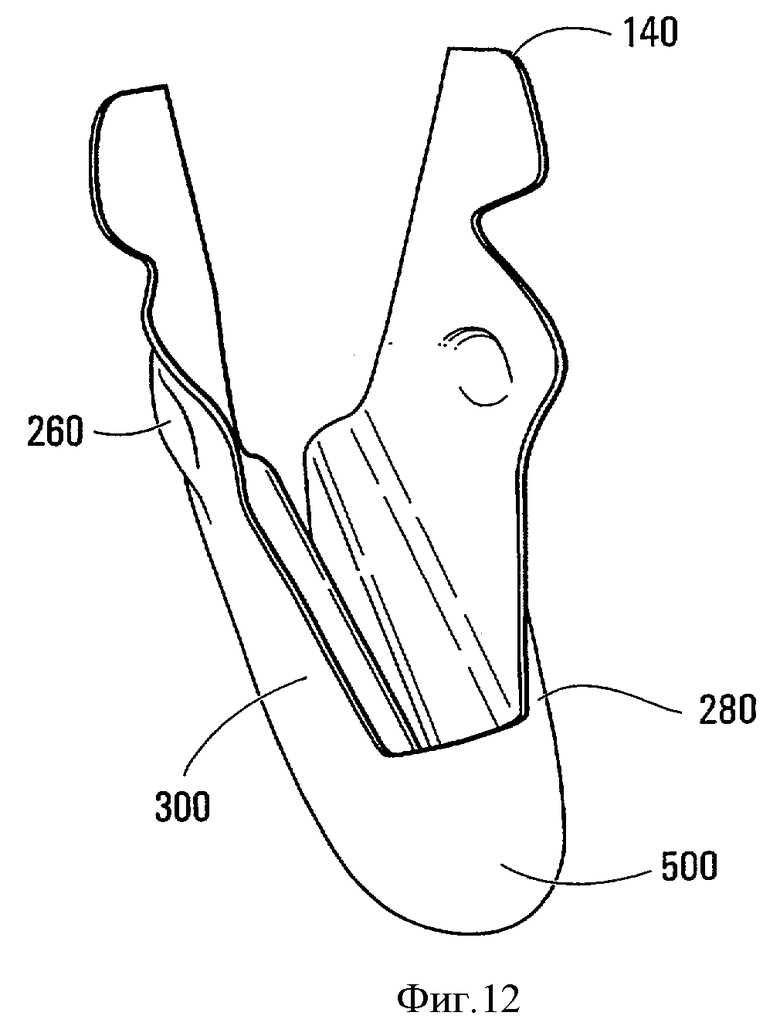
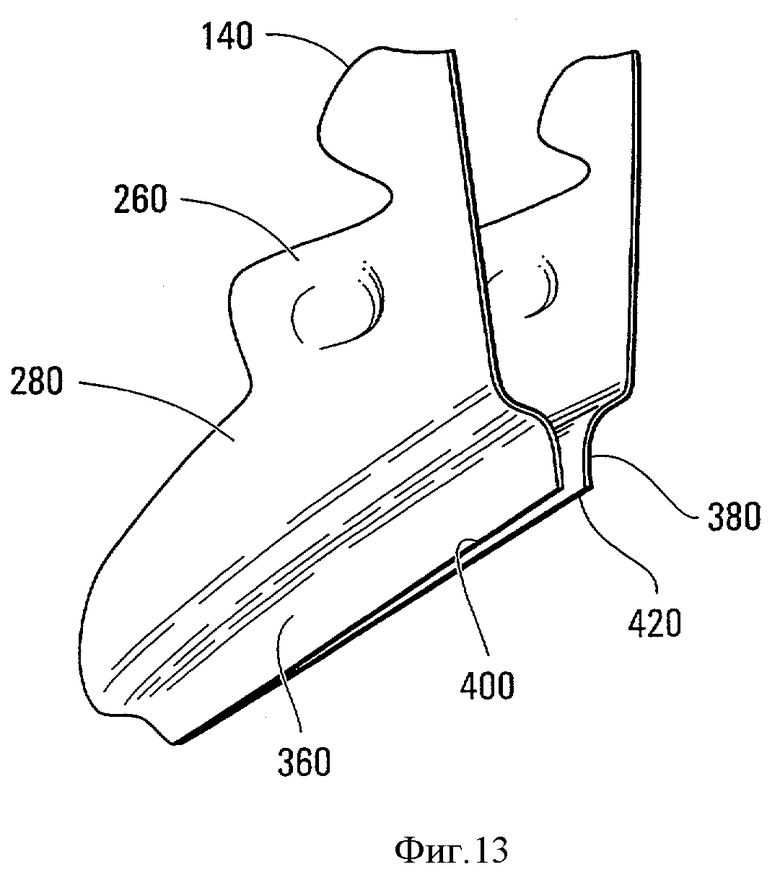
Фигура 12 - это перспектива сверху и спереди союзки обуви в соответствии с другим вариантом осуществления изобретения, причем находится в состоянии частичной завершенности;
Фигура 13 - это перспектива снизу и сзади союзки обуви, изображенной на Фигуре 12.
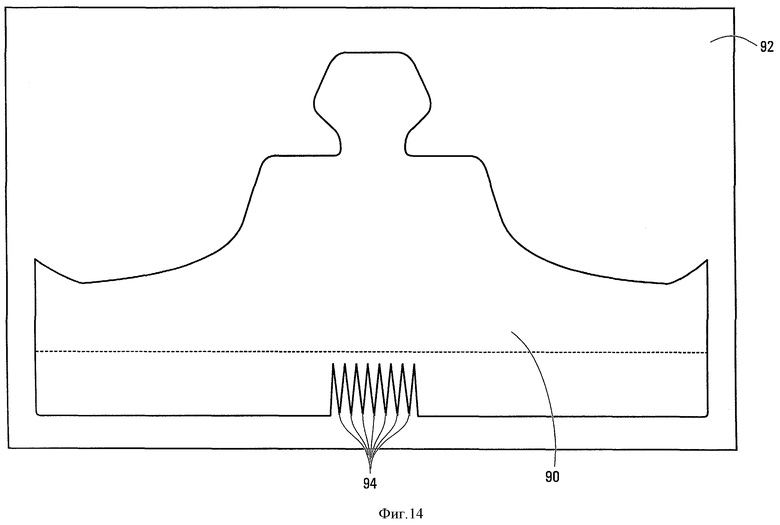
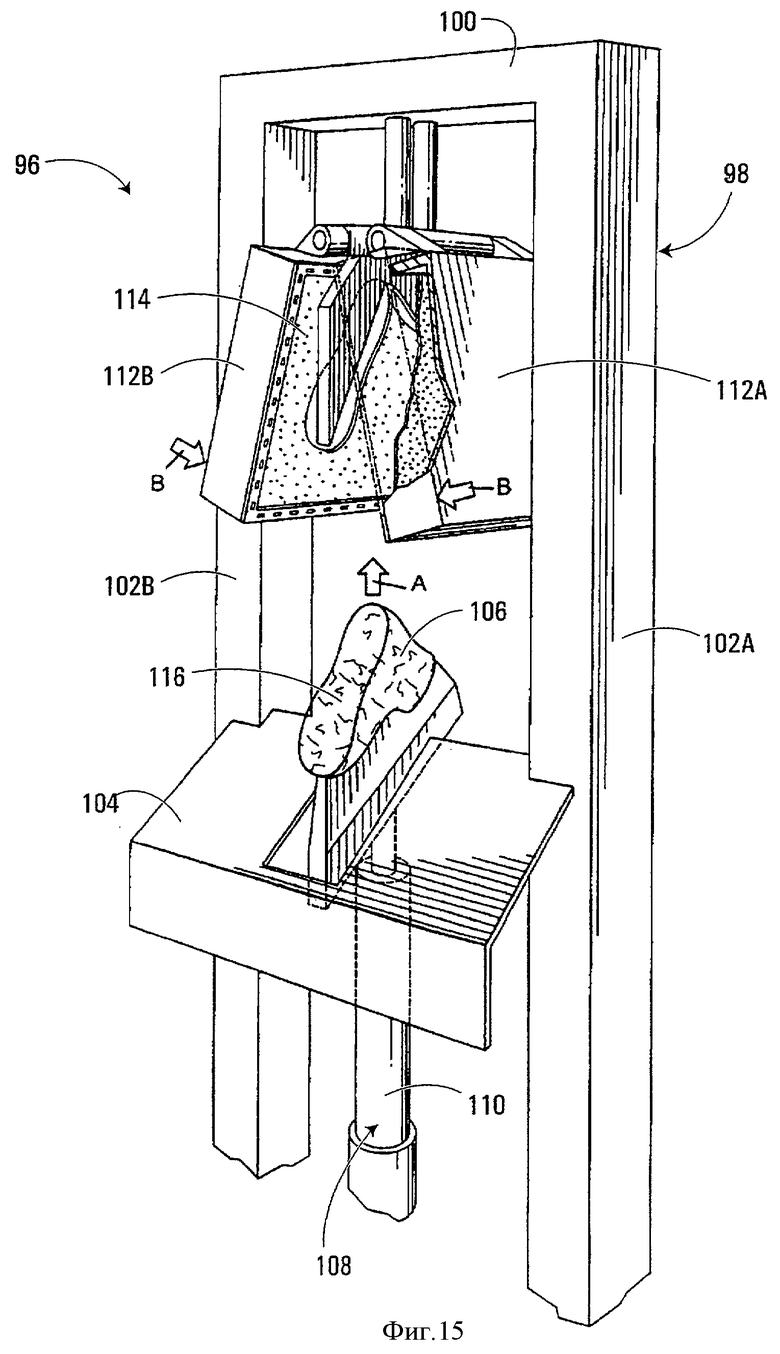
На Фигуре 14 показан лист материала с профилем союзки обуви; и на Фигуре 15 показана машина, подходящая для термоформования союзки обуви в соответствии с настоящим изобретением.
На чертежах варианты осуществления изобретения проиллюстрированы в качестве примера. Совершенно определенно подразумевается, что описание и чертежи приведены исключительно в целях иллюстрации и как вспомогательное средство для понимания сути изобретения и не являются определением ограничений настоящего изобретения.
На Фигурах 1 и 2 показана типичная правая ступня F человека, которая состоит из пальцев Т, подошвенной поверхности PS, внутренней стороны MS и внешней стороны LS. Кроме того, ступня человека состоит из пятки Н, ахиллова сухожилия AT и щиколотки А, имеющей внешнюю лодыжку LM и внутреннюю лодыжку ММ, причем внешняя лодыжка LM расположена в более низкой позиции, чем внутренняя лодыжка ММ.
На Фигурах 3 и 4 показан конек 1, состоящий из конькового ботинка 10 и конькового лезвия 12. Коньковый ботинок предназначен для размещения в нем правой ступни F человека и состоит из союзки обуви 14, язычка 16, жесткой опоры 18 для лодыжки (факультативный компонент), внутренней подкладки 20 и подложки 22 для ступни. Союзка 14 изготовлена из термоформуемого материала. Употребляемое здесь выражение "термоформуемый материал" относится к материалу, который способен размягчаться при нагреве и снова затвердевать при охлаждении. К некоторым неограничивающим примерам различных типов таких материалов относятся пеноэтиленвинилацетат (ПЭВА), пенополиэтилен, пенополистирол, пенополипропилен и подобные материалы, которые продаются под торговыми марками MEGABIX®, SURLYN®,SONTARA®, FORM0500®, BYLON®, MOSOCA® и NYLON® 66.
Внутренняя подкладка 20 приклеивается или пришивается к внутренней поверхности союзки обуви 14. Внутренняя подкладка 20 изготавливается из слоя мягкого материала, например листа сложного полиэфира, ламинированного слоем пены, или слоя ткани, изготовленной из 100% нейлоновых волокон. Внутренняя подкладка 20 имеет внутреннюю поверхность, которая адаптирована для контактирования с кожей пятки Н, щиколотки А и внутренней и внешней сторон MS, LS ступни F.
Подложка 22 для ступни имеет верхнюю поверхность 23 для размещения на ней подошвенной поверхности PS и набивочную стенку 25, которая выступает вверх от верхней поверхности 23 для частичного охвата пятки Н и доходит до внутренней линии ступни F. Подложка 22 для ступни F является оболочкой, которая удобна и к тому же служит опорой, поддерживающей ступню F.
Две узкие полоски 27 прикрепляются к союзке 14. Узкие полоски 27 изготавливаются из ткани, текстиля или кожи. В узких полосках 27, союзке 14 и внутренней подкладке пробиты отверстия 29. После пробивки отверстия 29 окантовываются металлическими блочками 31 или любыми подходящими средствами, известными в области конструкции обуви.
Как показано на Фигурах 3-7, союзка 14 термоформуется таким образом, что она состоит из пяточной части 24 для размещения в ней пятки Н и щиколоточной части 26 для размещения в ней щиколотки А, внутренней и внешней частей 28, 30 для покрытия внутренней и внешней сторон MS, LS ступни F, соответственно, внутренней и внешней носочных частей 50, 51 для покрытия пальцев Т.
Внутренняя и внешняя части 28, 30 простираются вперед от пяточной части 24 и щиколоточной части 26. Пяточная часть 24, по существу, имеет форму чашки, соответствующей контурам пятки Н. Щиколоточная часть 26 имеет чашеобразное внутреннее углубление 32 для размещения в нем внутренней лодыжки ММ и чашеобразное внешнее углубление 34 для размещения в нем внешней лодыжки LM. Внешнее чашеобразное углубление 34 расположено немного ниже, чем внутреннее чашеобразное углубление 32 для соответствия морфологии ступни F.
Внутренняя и внешняя части 28, 30 союзки обуви и внутренняя и внешняя носочные части 50, 51 включают соответствующие внутреннюю и внешнюю части затяжной кромки заготовки верха 36, 38, которые проходят в направлении вниз от первых. Кроме того, в процессе термоформования внутренняя и внешняя части затяжной кромки заготовки верха 36, 38 складываются вовнутрь для формирования соответствующих внутренней и внешней нижних частей 40, 42 для установки лезвия 12. Как лучше всего видно на Фигуре 7, внутренняя и внешняя нижние части 40, 42 могут иметь внутреннюю и внешнюю нижнюю поверхности, которые образует нижнюю поверхность 41, на которой может закрепляться лезвие 12. Подразумевается, что лезвие 12 может закрепляться на одной их нижних поверхностей нижних частей 40, 42, если одна из нижних частей длиннее, чем другая. В качестве альтернативы, нижние части 40, 42 могут иметь продольную прорезь (не показана), в которой устанавливается лезвие 12.
Внутренняя и внешняя части затяжной кромки заготовки верха 36, 38 могут также термоформоваться таким образом, чтобы они включали соответствующие внутреннюю и внешнюю подошвенные части 43, 45 под подошвенную поверхность PS ступни F. Внутренняя и внешняя нижние части 40, 42 соединены по продольной линии 44 и могут соединяться любым способом, известным в данной области, например сшиванием, термоскреплением, склеиванием, кантом, с помощью застежки-молнии или сшиванием скобами. Подложка 22 для ступни может сидеть на внутренних поверхностях подошвенных частей 43, 45 для покрытия шва и/или зазора в месте соприкосновения двух частей затяжной кромки заготовки верха 36, 38.
Как показано на Фигуре 5, в состоянии частичной завершенности, союзка 14 состоит из соответствующих внутренней и внешней передних частей 46, 48, которые сложены вовнутрь так, что они образуют внутреннюю и внешнюю носочные части 50, 51. В показанном варианте осуществления изобретения внутренняя и внешняя носочные части 50, 51 соприкасаются по продольной линии 44. Однако в альтернативном варианте осуществления изобретения одна из передних частей 46, 48 может быть длиннее, чем другая, так, что при соединении двух частей 50, 51 они не соединяются по продольной линии 44. Носочные части 50, 51 могут соединяться любым способом, известным в данной области, например сшиванием, термоскреплением, склеиванием, кантом, с помощью застежки-молнии или сшиванием скобами.
Язычок 16 прикреплен к носочным частям 50, 51 и простирается вверх и вниз от носочных частей 50, 51 для покрытия носка стопы F. Передняя кромка язычка 16 может быть пришита непосредственно к носочным частям 50, 51 или прикреплена любым альтернативным способом, известным в данной области.
В альтернативном варианте осуществления изобретения, не показанном на чертежах, союзка 14 состоит из язычковой части, которая выполнена как одно целое с внутренней или внешней частью 28, 30. При этом после термоформования язычковая часть простирается вверх от одной из носочных частей 50, 51 для получения язычка, который отформован как одно целое с союзкой 14.
На Фигурах 8 и 11 показан второй вариант осуществления изобретения конькового ботинка 10, в котором позиция, обозначающая элемент первого варианта осуществления изобретения, показанного на Фигурах 3-7, обозначает тот же элемент в целях облегчения описания.
В этом втором варианте осуществления изобретения коньковый ботинок 10 идентичен тому, что изображен на Фигурах 3 и 4, за исключением того, что внутренняя и внешняя части затяжной кромки заготовки верха 36, 38 союзки обуви 14, каждая из них, имеют отверстие 52 для уменьшения веса конькового ботинка 10. Кроме того, внутренняя и внешняя части затяжной кромки заготовки верха 36, 38 образуют переднее опорное основание 56, заднее опорное основание 58, причем задняя часть 59 и мостиковая часть 60 соединяют переднее и заднее опорные основания 56, 58. Как показано на Фигуре 10, отверстия 52 расположены между передним и задним опорными основаниями 56, 58 и над мостиковой частью 60. Внутренняя и внешняя части затяжной кромки заготовки верха 36, 38 образуют единое целое на задней части 59 заднего опорного основания 58, а нижние части 40, 42 и носочные части 50, 51 соединены по продольной линии 54. Внутренняя и внешняя нижние части 40, 42 включают внутреннюю и внешнюю нижние поверхности, которые образуют нижнюю поверхность 41, на которой может закрепляться лезвие 12. В качестве альтернативы, нижние части 40, 42 могут иметь продольный паз (не показан), в котором может устанавливаться лезвие 12. Как показано на Фигуре 11, внутренняя и внешняя части затяжной кромки заготовки верха 36, 38 могут также быть термоформованы так, что они будут включать соответствующие внутреннюю и внешнюю подошвенные части 64, 66 для покрытия подошвенных поверхностей PS ступни F.
На Фигурах 12 и 13 показан еще один вариант союзки 14, изготовленной их термоформуемого материала и отформованной таким образом, что она включает щиколоточную часть 260 для размещения в ней щиколотки А, внутреннюю и внешнюю боковые части 280, 300 для покрытия внутренней и внешней сторон MS, LS ступни F, соответственно, и мысок 500, покрывающий пальцы Т. Мысок выполнен как одно целое с внутренней и внешней боковыми частями 280, 300.
Внутренняя и внешняя боковые части 280, 300 и мысок 500 включают соответствующие внутреннюю и внешнюю части затяжной кромки заготовки верха 360, 380, которые проходят в направлении вниз от 280, 300 и 500. Кроме того, в процессе термоформования внутренняя и внешняя части затяжной кромки заготовки верха 360, 380 складываются вовнутрь для того, чтобы образовать соответствующие внутреннюю и внешнюю нижние части 400, 420 для установки лезвия 12. Внутренняя и внешняя нижние части 400, 420 могут иметь внутреннюю и внешнюю нижнюю поверхность, которая образует нижнюю поверхность, на которой может крепиться лезвие 12. Подразумевается, что лезвие 12 может крепиться к одной из нижних поверхностей нижних частей 400, 420, если одна из нижних частей 400, 420 длиннее, чем другая. В качестве альтернативы, нижние части 400, 420 могут иметь продольный паз (не показан), в котором устанавливается лезвие 12.
Внутренняя и внешняя части затяжной кромки заготовки верха 360, 380 могут также быть термоформованы так, чтобы они включали соответствующие внутреннюю и внешнюю подошвенные части для покрытия подошвенной поверхности PS ступни F. Внутренняя и внешняя нижние части 400, 420 могут быть соединены, а союзка 140 может быть выполнена посредством соединения ее задних частей.
Способ формования союзки 14 в соответствии с настоящим изобретением будет описан ниже со ссылкой на чертежи союзки 14 и 15. В целях настоящей заявки способ будет описан в отношении союзки 14, но следует принять во внимание то, что этот способ можно было описать и в отношении союзки 140.
Первая стадия в изготовлении союзки 14 - это высечение заготовки 90 из листа материала 92, причем заготовка 90 имеет профиль союзки 14. Машины и способы высечения форм из листового материала известны из уровня техники и, как таковые, не будут описаны более подробно. Как показано на чертеже союзки 14, заготовка 90 может иметь множество выступов 94 в области, расположенной поблизости от пяточной части.
Лист материала 92 может быть составным листом, имеющим слой термоформуемого вспененного материала. К некоторым неограничивающим примерам различных типов термоформуемых вспененных материалов относятся пеноэтиленвинилацетат (ЭВА), пенополиэтилен и пенополипропилен. Может также использоваться пенополиэтилен высокой плотности (HDPE) 1300, 1100 и 0907. Лист может быть изготовлен из термоформуемых материалов, продающихся под торговыми марками MEGABIX® (основа из прессованного материала SURLYN®, подкладка из материала SONTARA® и термоклеевое покрытие), FORM0500® (нетканый полиэфир с основой из прессованного полиолефина, слои синтетического латекса для придания жесткости с каждой стороны и этиленвинилацетатный термоплавкий безрастворный клей с одной стороны; толщина 1,50 мм), BYLON® (многонитный нейлон с подложкой из насыщенного сажей иглопробивного полиэфирного нетканого материала и облицовочным покрытием из неизнашиваемого уретана) и MOSOCA® (NYLON® 66 с основой из материала SURLYN® и полиуретановым покрытием). Составной лист может также быть изготовлен из первого листа пенополиэтилена высокой плотности (HDPE); второго листа термопласта; третьего составного листа, состоящего из первого слоя ваты, второго слоя сурлиновых волокон и третьего слоя из сетки нейлоновых волокон и покрытия. Эти листы ламинируются в один слоистый материал до и в течение процесса термоформования.
Лист материала 92 может состоять из двух или трех слоев, причем внешний слой союзки 14 является более жестким, чем ее внутренний слой. Между внешним и внутренним слоями может быть размещен слой термоформуемого вспененного материала.
Вторая стадия в изготовлении союзки 14 - это термоформование заготовки 90 в объемную форму союзки 14, показанной на Фигуре 6 или Фигуре 10.
На Фигуре 15 показан неограничивающий пример машины 96, пригодной для термоформования заготовки 90. Машина 96 состоит из опорной рамы 98, имеющей поперечину 100 внешнего корпуса и две стойки 102А и 102В. Две стойки 102А и 102В соединены на середине высоты полкой 104, которая содержит панель управления (не показана) с кнопками управления (не показаны), позволяющую оператору управлять машиной 96. В показанном конкретном варианте полка 104 окружает колодку 106, которая опирается на подвижную опору 108. Подвижная опора 108 представляет собой, гидравлический или пневматический поршневой цилиндр 110, который может перемещаться вверх и вниз в вертикальном направлении, как показано стрелкой А. Следует понимать, что на машине 96 могут устанавливаться колодки 106 различных форм и размеров в целях изготовления внешних оболочек союзка 14 разных форм и размеров.
Машина 96 имеет также пару зажимов 112А, 112В, которые смонтированы на поперечине 100 внешнего корпуса и расположены прямо над колодкой 106. Зажимы 112А, 112В выполнены с возможностью открываться и закрываться, как показано стрелками В, для зажима колодки 106 с обеих сторон. Зажимы 112А, 112В имеют прижимные устройства 1 союзки 14 для приема формы 94 термоформуемого материала. В дополнение к этому, каждый из зажимов 112А, 112В имеет баллон (не показан), имеющий надутую мембрану и схему подачи гидравлической жидкости (не показана) для обеспечения надувания мембраны так, чтобы она могла окружить колодку 106 в процессе использования.
В процессе работы заготовку 90 помещают на колодку 106 и точно позиционируют и фиксируют с помощью зажимов (не показаны). Когда заготовка 90 надежно зафиксирована в нужном положении, оператор включает машину 96, в результате чего поршневой цилиндр 110, а следовательно, и колодка 106 поднимаются между двумя открытыми зажимами 112А, 112В. Когда колодка 106 доходит до прижимных устройств 1 союзки 14, поршневой цилиндр 110 достигает установленной величины и останавливается. Следует иметь в виду, что в альтернативном варианте осуществления изобретения колодка 106 может оставаться неподвижной, а зажимы 112А, 112В могут быть соединены с поршневыми цилиндрами для опускания зажимов 112А, 112В вокруг колодки 106.
Когда колодка 106 занимает позицию между зажимами 112А, 112В, зажимы 112А, 112В начинают закрываться, тем самым заставляя прижимные устройства 1 союзки 14 прикладывать первоначальное давление к заготовке 90, установленной на колодке 106. Когда зажимы 112А, 112В полностью закрываются, баллоны надуваются впрыскиванием воздуха или жидкости, что заставляет гибкие мембраны баллонов располагать заготовку 90 вокруг колодки 106 и прикладывать к ней давление. Когда давление в баллонах достигает установленной величины, причем мембраны баллонов прилагают равномерное давление к термоформуемому материалу, давление поддерживается в течение определенного времени, а затем снимается. В одном неограничивающем варианте осуществления изобретения давление от 20,5 до 82 КПа поддерживается вокруг колодки 106 приблизительно в течение 1-2 минут. В дополнение к давлению термоформуемый материал подвергается еще и нагреву. Как правило, нагрев осуществляют до 121-260°С, причем предпочтительная температура составляет приблизительно 232°С. В результате нагрева термоформуемый материал становится пластичным и как таковой способен принимать объемную форму, придаваемую ему колодкой 106.
Когда баллоны 1 союзки 14 прилагают давление к заготовке 90 и нагревают ее, они способны прижать термоформуемый материал вокруг колодки. Например, баллоны 1 союзки 14 выполнены с возможностью приложения давления на внутренней и внешней частей затяжной кромки заготовки верха 36, 38 так, что они складываются вовнутрь и соединяются по продольной линии 44 (или 54) для формирования нижних частей 40, 42, в которые может устанавливаться лезвие 12. Баллоны 1 союзки 14 могут также прилагать давление на внутренней и внешней частей затяжной кромки заготовки верха 36, 38, так что они образуют соответствующие внутреннюю и внешнюю подошвенные части 43, 45 (или 64, 66) для покрытия подошвенной поверхности PS ступни. Другими словами, внутренняя и внешняя части затяжной кромки заготовки верха 36, 38 сводятся, чтобы образовать нижние части 40, 42 и подошвенные части 43, 45 (или 64, 66). Баллоны 1 союзки 14 (или другие баллоны) могут также быть выполнены с возможностью приложения давления на передних частях 46, 48 так, что они складываются вокруг носочной части колодки 106 для формирования носочных частей 50, 51 для покрытия пальцев Т.
После термоформования союзки 14 и придания ей окончательной формы, показанной на Фигуре 6 или 10, колодка 106 опускается поршневым цилиндром 110 в свое исходное положение. После этого внутренняя и внешняя нижние части 40, 42 (или 400, 420) и носочные части 50, 51 могут быть соединены с использованием одного из описанных выше способов, например сшиванием, склеиванием, кантом, застежкой-молнией, скобками и термоскреплением.
После сборки конькового ботинка 10 на нижние части 40, 42 устанавливается лезвие 12 конька. В частности, лезвие 12 может крепиться на нижней поверхности 41, или оно может вставляться в продольный паз, образованный в нижних частях 40, 42, а затем фиксироваться любым способом, известным в данной области техники, например с помощью винтов, клеем или любым другим крепежным средством, известным в данной области техники.
Вышеизложенное описание вариантов осуществления изобретения не следует толковать ограничительно, так как в пределах сущности и объема настоящего изобретения возможны другие варианты, модификации и усовершенствования. Объем изобретения определен в прилагаемой формуле изобретения и ее эквивалентах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОРТИВНЫЙ БОТИНОК | 2005 |
|
RU2418555C2 |
| Способ конструирования верха обуви | 2023 |
|
RU2805436C1 |
| КОНЬКОВЫЙ БОТИНОК | 2002 |
|
RU2313266C2 |
| ОБУВЬ | 2005 |
|
RU2395222C2 |
| ШНУРОВАЯ ОБУВЬ И СПОСОБ ЕЕ ЗАКРЕПЛЕНИЯ НА НОГЕ | 1997 |
|
RU2146486C1 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| ОБУВЬ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЗАНЯТИЙ ЗИМНИМ СПОРТОМ ИЛИ ДЛЯ ХОДЬБЫ | 2012 |
|
RU2607765C2 |
| БОТИНОК | 1998 |
|
RU2128932C1 |
| КОНЬКИ | 1994 |
|
RU2129896C1 |
| СИСТЕМА КОНДИЦИОНИРОВАНИЯ ОБУВИ "ВАЛЕНТИНА" (МОДИФИКАЦИИ - "ВАЛЕНТИНА 2", "ВАЛЕНТИНА 3", ВАЛЕНТИНА 4", "ВАЛЕНТИНА 5", "ВАЛЕНТИНА 6") | 2014 |
|
RU2664657C2 |
Коньковый ботинок, включающий заготовку верха обуви из термоформуемого материала. Заготовка верха обуви термоформована таким образом, что она включает пяточную часть для размещения в ней пятки ступни, щиколоточную часть для размещения в ней щиколотки ступни ноги, внутреннюю и внешнюю части берцев для покрытия внутренней и внешней сторон ступни ноги и внутреннюю и внешнюю носочные части для покрытия пальцев ступни ноги. Внутренняя и внешняя части берцев и носочные части термоформованы таким образом, что они образуют внутреннюю и внешнюю части затяжной кромки заготовки верха обуви, проходящие вниз от них и вместе образующие нижнюю часть для установки лезвия конька. Способ изготовления конькового ботинка для размещения в нем ступни ноги человека включает следующие операции: обеспечение листа термоформуемого материала, термоформование листа для получения заготовки верха обуви, которая имеет: пяточную часть для размещения в ней пятки ступни ноги, щиколоточную часть для размещения в ней щиколотки ступни ноги, внутреннюю и внешнюю части берцев для покрытия внутренней и внешней сторон ступни ноги, соответственно, внутреннюю и внешнюю носочные части для покрытия пальцев ступни ноги, и внутреннюю часть затяжной кромки заготовки верха обуви, расположенную по направлению вниз от внутренней части берцев и носочной части, и внешнюю часть затяжной кромки заготовки верха обуви, расположенную по направлению вниз от внешней части берцев и носочной части. Затем осуществляют затяжку внутренней и внешней частей затяжной кромки заготовки верха обуви для формирования внутренней и внешней нижних частей для установки лезвия конька. Технический результат, который достигается при использовании конькового ботинка, изготовленного по способу по изобретению, заключается в изготовлении коньков и коньковых ботинок с использованием легких материалов и, где это возможно, уменьшении числа деталей в коньке и коньковом ботинке. 2 н. и 32 з.п. ф-лы, 15 ил.
1. Коньковый ботинок для размещения в нем ступни человека, который содержит заготовку верха обуви, изготовленную из термоформуемого материала, причем указанная заготовка термоформована таким образом, что она включает:
(а) пяточную часть для размещения в ней пятки ступни ноги;
(б) щиколоточную часть для размещения в ней щиколотки ступни ноги;
(в) внутреннюю и внешнюю части берцев для покрытия внутренней и внешней сторон ступни ноги соответственно;
(г) внутреннюю и внешнюю носочные части для покрытия пальцев ступни
ноги и
(д) внутреннюю часть затяжной кромки заготовки верха, расположенную по направлению вниз от указанных внутренней части берцев и носочной части, и внешнюю часть затяжной кромки заготовки верха, расположенную по направлению вниз от указанных внешней части берцев и носочной части, причем указанные внутренняя и внешняя части затяжной кромки заготовки верха включают внутреннюю и внешнюю нижние части для установки лезвия конька.
2. Коньковый ботинок по п.1, в котором указанные внутренняя и внешняя нижние части включают внутреннюю и внешнюю нижние поверхности, на которых крепится лезвие конька.
3. Коньковый ботинок по п.1, в котором указанные внутренняя и внешняя нижние части включают внутреннюю и внешнюю нижние поверхности, причем лезвие конька крепится на одной из указанных внутренней и внешней нижних поверхностей.
4. Коньковый ботинок по п.1, в котором указанные внутренняя и внешняя нижние части ограничивают продольный паз, в котором устанавливается лезвие конька.
5. Коньковый ботинок по п.1, в котором указанные внутренняя и внешняя нижние части соединены.
6. Коньковый ботинок по п.5, в котором указанные внутренняя и внешняя части затяжной кромки заготовки верха термоформованы таким образом, что они включают соответствующие внутреннюю и внешнюю подошвенные части для покрытия подошвенной поверхности ступни.
7. Коньковый ботинок по п.6, в котором указанные внутренняя и внешняя нижние части включают внутреннюю и внешнюю нижние поверхности, на которых крепится лезвие конька.
8. Коньковый ботинок по п.6, в котором указанные внутренняя и внешняя нижние части включают внутреннюю и внешнюю нижние поверхности, причем лезвие конька крепится на одной из указанных внутренней и внешней нижних поверхностей.
9. Коньковый ботинок по п.6, в котором указанные внутренняя и внешняя нижние части ограничивают продольный паз, в котором устанавливается лезвие конька.
10. Коньковый ботинок по п.6, в котором каждая из указанных внутренней и внешней частей затяжной кромки заготовки верха включает отверстие для уменьшения веса указанного конькового ботинка.
11. Коньковый ботинок по п.10, в котором указанные внутренняя и внешняя части затяжной кромки заготовки верха термоформованы таким образом, что они включают переднее опорное основание, заднее опорное основание и мостиковую часть, соединяющую указанные переднее и заднее опорные основания, причем указанные отверстия расположены между указанными передним и задним опорными основаниями и над указанной мостиковой частью.
12. Коньковый ботинок по п.11, в котором указанные внутренняя и внешняя нижние и пальцевая части соединены по продольной линии.
13. Коньковый ботинок по п.12, в котором указанные внутренняя и внешняя части затяжной кромки заготовки верха выполнены как единое целое на задней части указанного заднего опорного основания.
14. Коньковый ботинок по п.12, в котором указанные внутренняя и внешняя части затяжной кромки заготовки верха выполнены как единое целое на передней части указанного переднего опорного основания.
15. Коньковый ботинок по п.6, в котором указанные внутренняя и внешняя носочные части выполнены как единое целое для формирования цельного мыска.
16. Коньковый ботинок по п.6, включающий язычок, проходящий вверх и назад от указанных внутренней и внешней носочных частей.
17. Коньковый ботинок по п.6, включающий язычок, который выполнен как единое целое с одной из внутренней и внешней боковых частей.
18. Коньковый ботинок по п.15, включающий язычок, проходящий вверх и назад от указанного мыска.
19. Коньковый ботинок по п.18, в котором указанный язычок выполнен как единое целое с одной из указанных внутренней и внешней боковых частей.
20. Коньковый ботинок по п.6, в котором указанная заготовка верха включает внешний слой и внутренний слой, причем указанный внешний слой является более жестким, чем указанный внутренний слой.
21. Коньковый ботинок по п.20, в котором указанная заготовка верха включает слой термоформуемой пены между указанными внешним и внутренним слоями.
22. Коньковый ботинок по п.6, в котором указанная заготовка верха изготовлена из слоев разных сортов термоформуемой пены.
23. Коньковый ботинок по п.6, в котором указанная пяточная часть, по существу, имеет форму чашки для соответствия контуру пятки ступни.
24. Коньковый ботинок по п.23, в котором указанная щиколоточная часть включает чашеобразное внешнее углубление для размещения в ней внешней лодыжки и чашеобразное внутреннее углубление для размещения в ней внутренней лодыжки.
25. Коньковый ботинок по п.24, в котором указанное внешнее чашеобразное углубление расположено ниже указанного внутреннего чашеобразного углубления.
26. Коньковый ботинок по п.6, включающий внутреннюю подкладку, прикрепленную к внутренней поверхности указанной заготовки верха, причем указанная внутренняя подкладка включает поверхность, предназначенную для контактирования с пяткой, щиколоткой и внутренней и внешней сторонами ступни.
27. Коньковый ботинок по п.6, включающий подложку для ступни, имеющую верхнюю поверхность, покрывающую подошвенную поверхность ступни, и стенку, выступающую вверх от указанной верхней поверхности, причем указанная стенка частично чашеобразно охватывает пятку и простирается вверх к срединной линии ступни.
28. Способ изготовления конькового ботинка для размещения в нем ступни ноги человека, который включает:
(а) обеспечение листа термоформуемого материала;
(б) термоформование указанного листа термоформуемого материала для получения заготовки верха обуви, которая включает:
(i) пяточную часть для размещения в ней пятки ступни ноги;
(ii) щиколоточную часть для размещения в ней щиколотки ступни ноги;
(iii) внутреннюю и внешнюю части берцев для покрытия внутренней и внешней сторон ступни ноги соответственно;
(iv) внутреннюю и внешнюю носочные части для покрытия пальцев ступни
и
(v) внутреннюю часть затяжной кромки заготовки верха, расположенную по направлению вниз от указанных внутренней части берцев и носочной части, и внешнюю часть затяжной кромки заготовки верха, расположенную по направлению вниз от указанных внешней части берцев и носочной части;
(в) затяжку указанных внутренней и внешней частей затяжной кромки заготовки верха для формирования внутренней и внешней нижних частей для установки лезвия конька.
29. Способ по п.28, включающий складывание указанных внутренней и внешней частей затяжной кромки заготовки верха для формирования внутренней и внешней подошвенных частей для покрытия подошвенной поверхности ступни.
30. Способ по п.29, включающий соединение указанных внутренней и внешней нижних частей для формирования нижней поверхности, на которой можно устанавливать лезвие конька.
31. Способ по п.29, включающий образование продольного паза в указанных внутренней и внешней нижних частях для установки лезвия конька в указанном пазе.
32. Способ по п.29, включающий прикрепление внутренней подкладки к внутренней поверхности указанной заготовки верха, причем указанная внутренняя подкладка включает поверхность, предназначенную для контактирования с пяткой, щиколоткой и внешней и внутренней сторонами ступни.
33. Способ по п.29, включающий присоединение язычка к указанным внутренней и внешней носочным частям.
34. Способ по п.29, включающий высекание штампом заготовки из указанного листа материала, причем указанная заготовка имеет профиль указанной заготовки верха обуви.
| Способ получения 2-оксиметилбицикло-(2,2,1)гепт-5-ена | 1986 |
|
SU1384568A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОТА ИЗ ЧЕРЕШНИ | 2009 |
|
RU2396022C1 |
| US 6550159 B1, 22.04.2003 | |||
| DE 19523224 А1, 02.01.1997 | |||
| ЕР 0273891 А2, 06.07.1988 | |||
| КОНЬКИ | 1994 |
|
RU2129896C1 |
| БОТИНОК, ПРЕИМУЩЕСТВЕННО СПОРТИВНЫЙ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2150875C1 |
| Способ изготовления спортивных ботинок с полозом | 1985 |
|
SU1358915A1 |

